Diagnosis of the Hollow Ball Screw Preload Classification Using Machine Learning


Abstract
:1. Introduction
2. SVM Method
3. Experiment Set-Up and Results
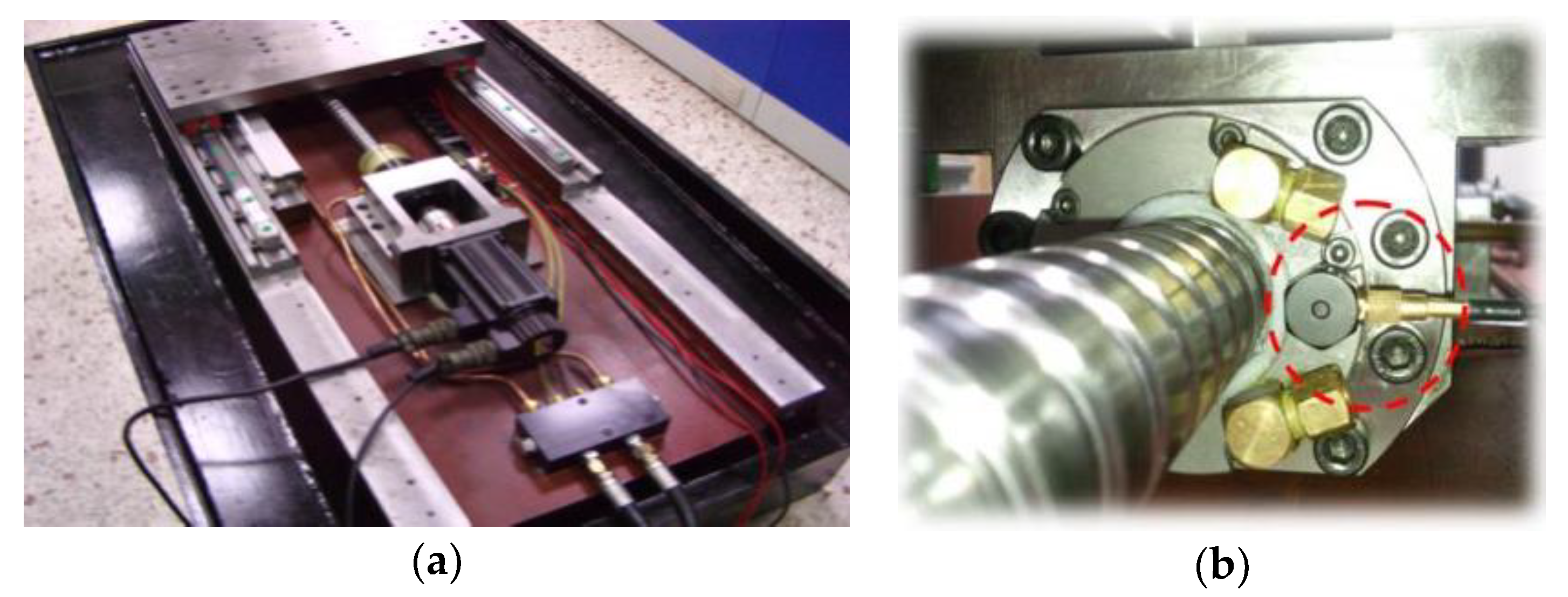
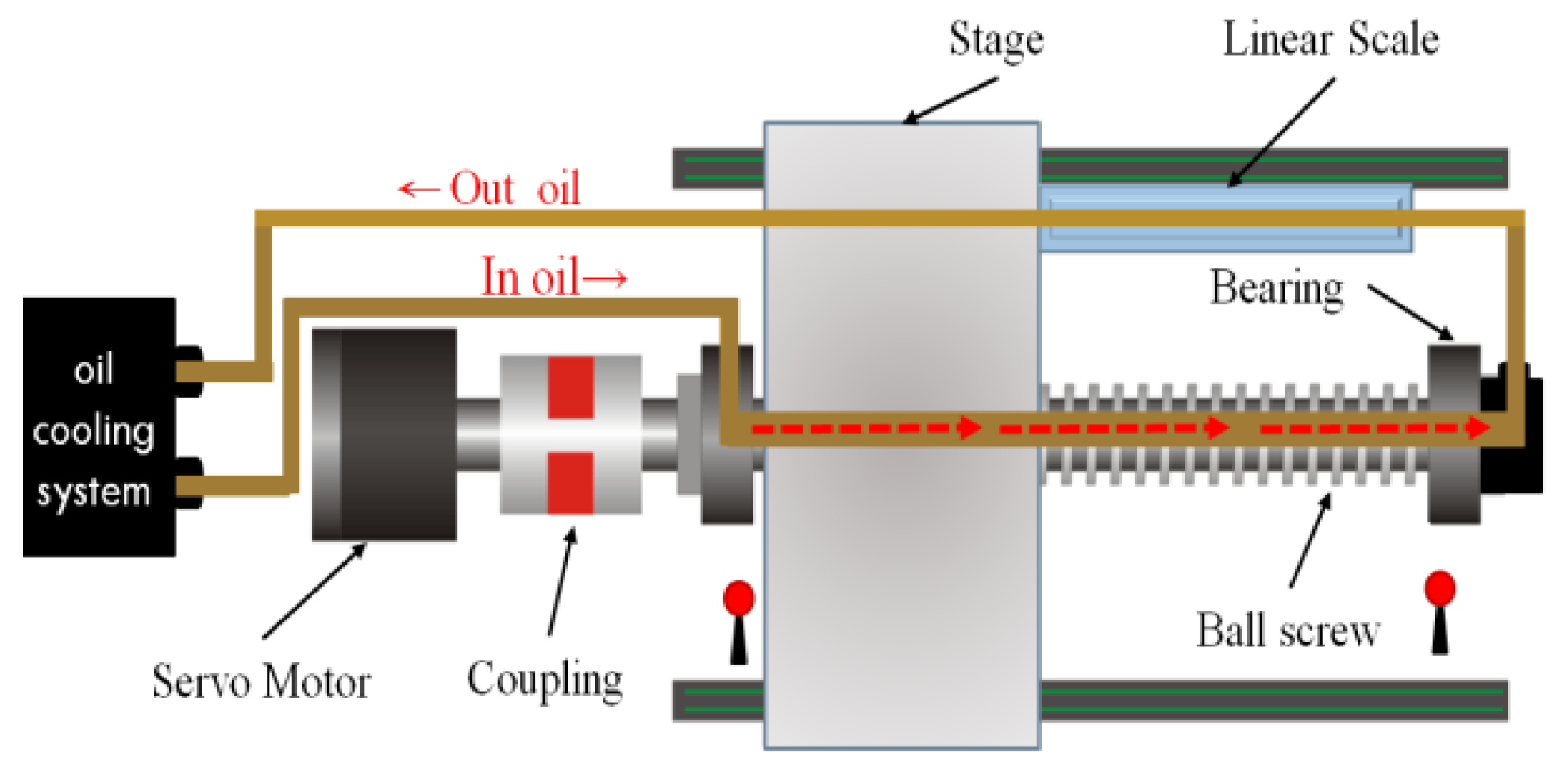
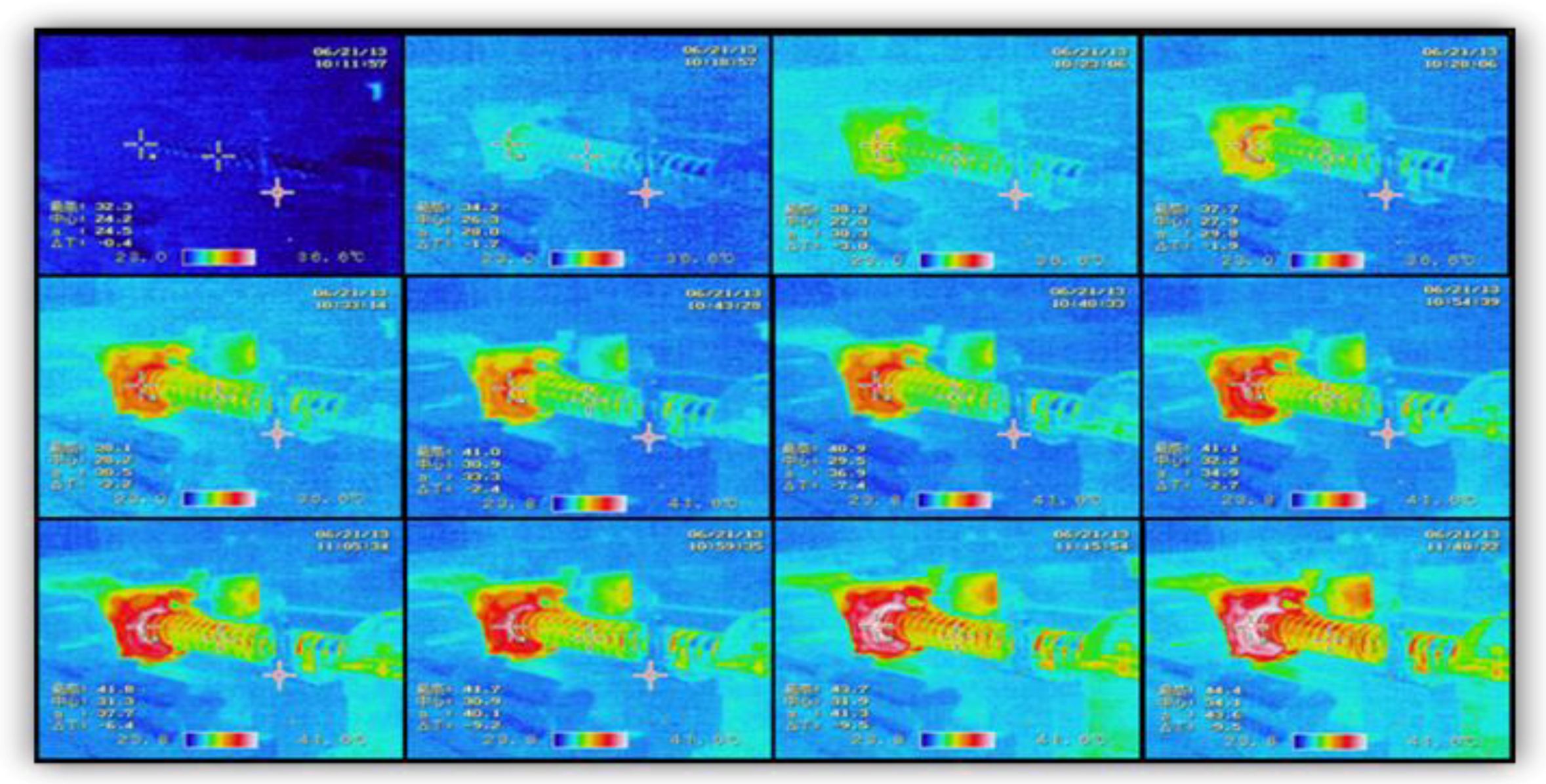
3.1. Experiment Set-Up
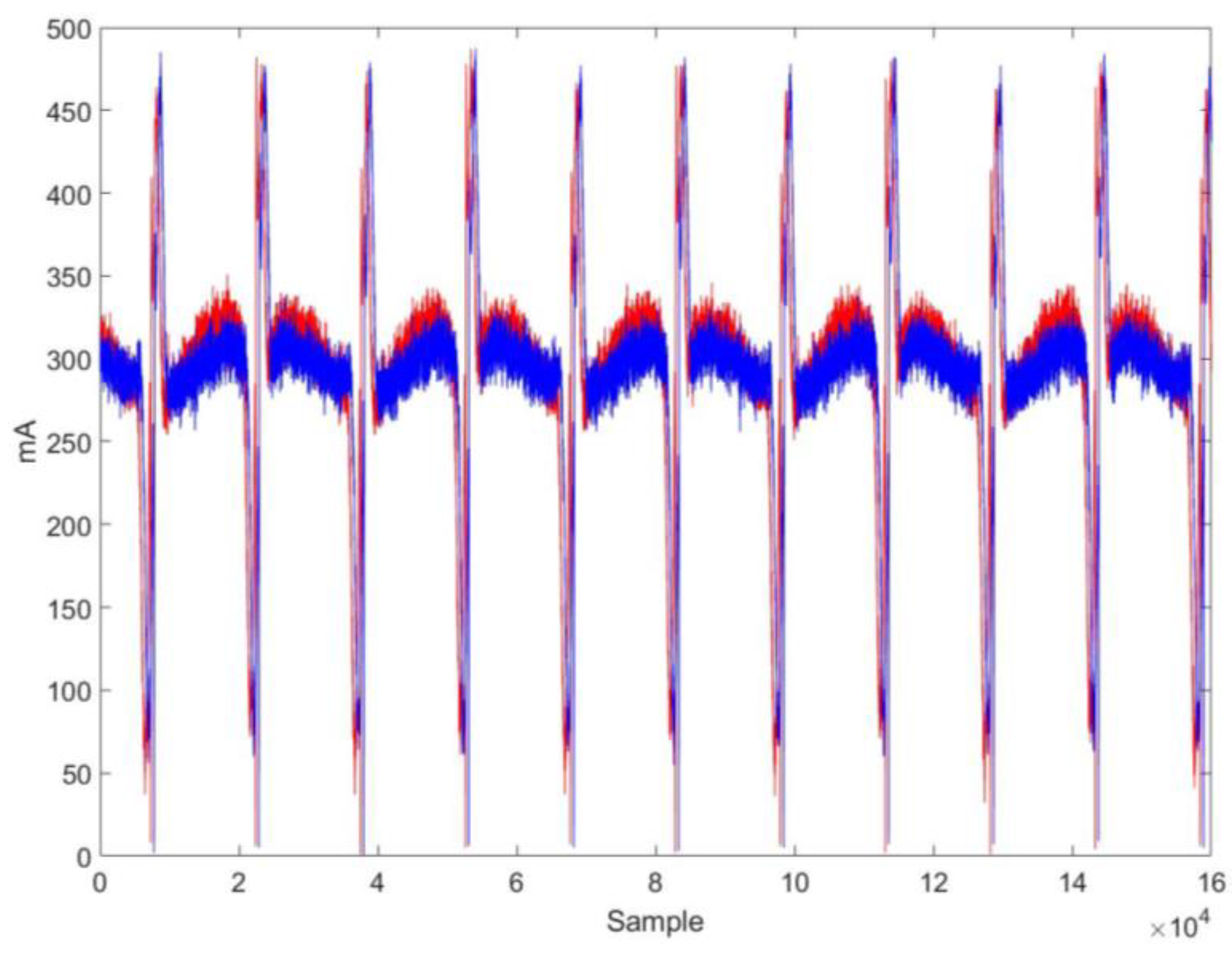
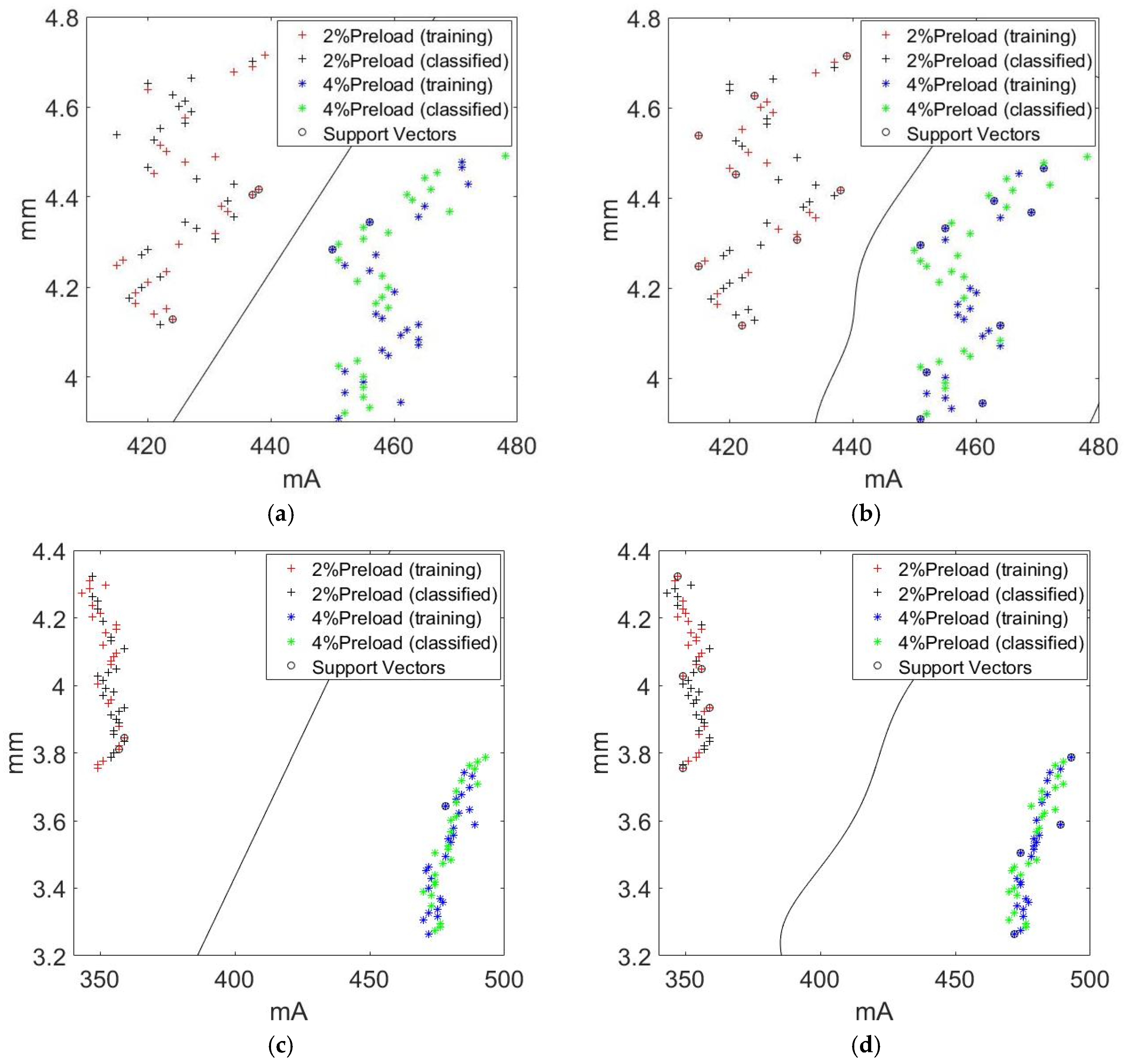
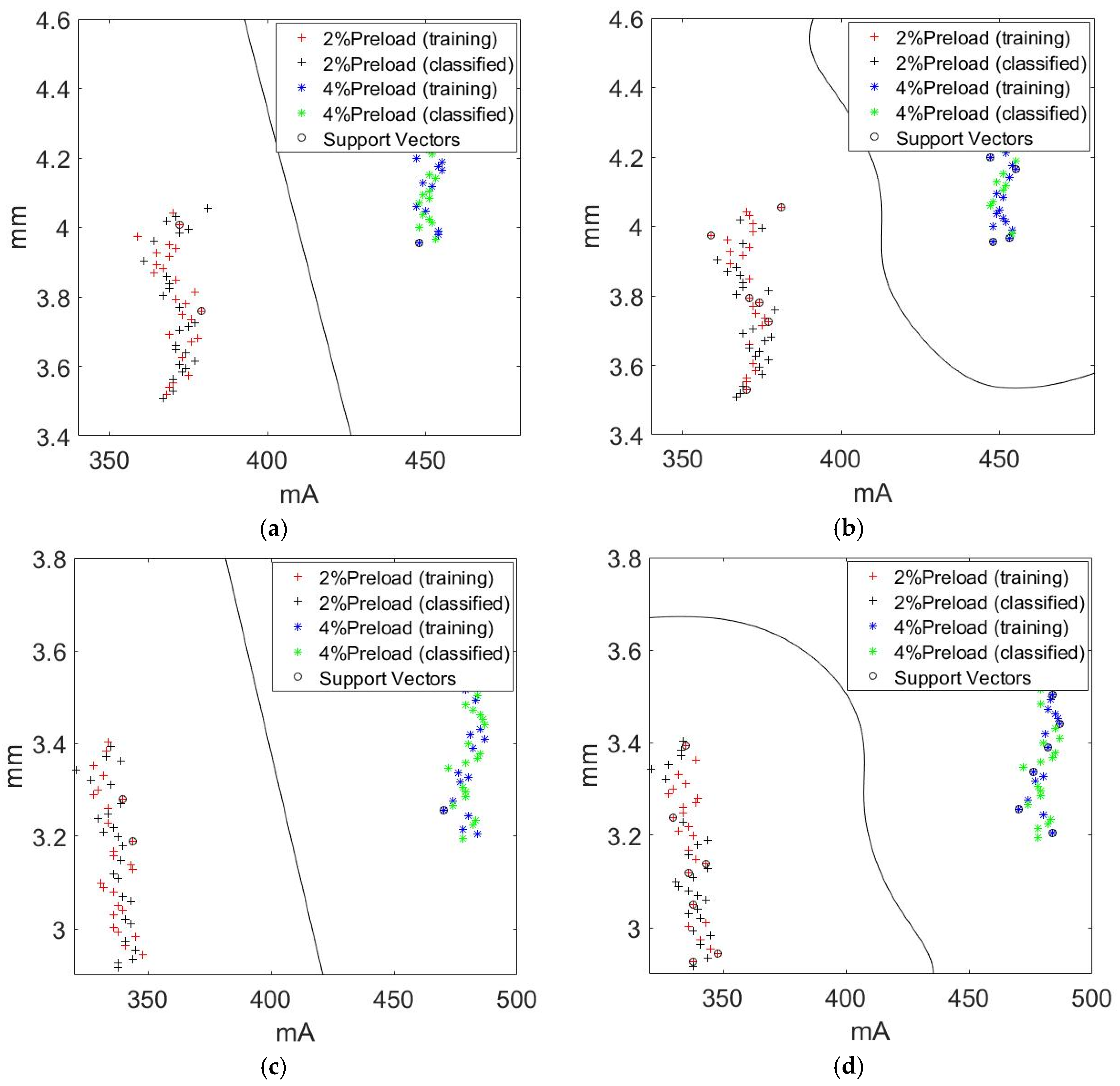
3.2. Servo-Motor Current with the Optical Linear Scale
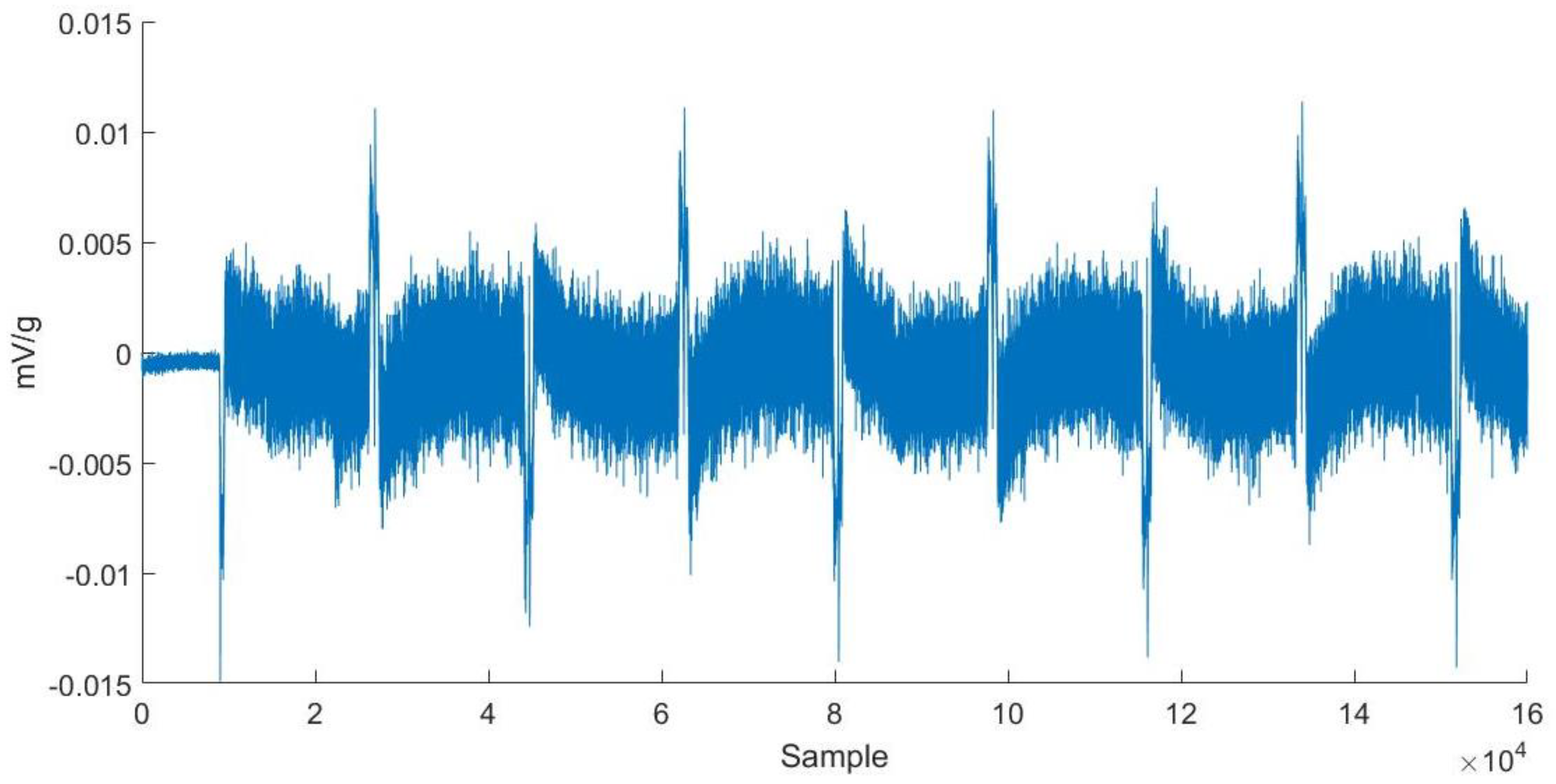
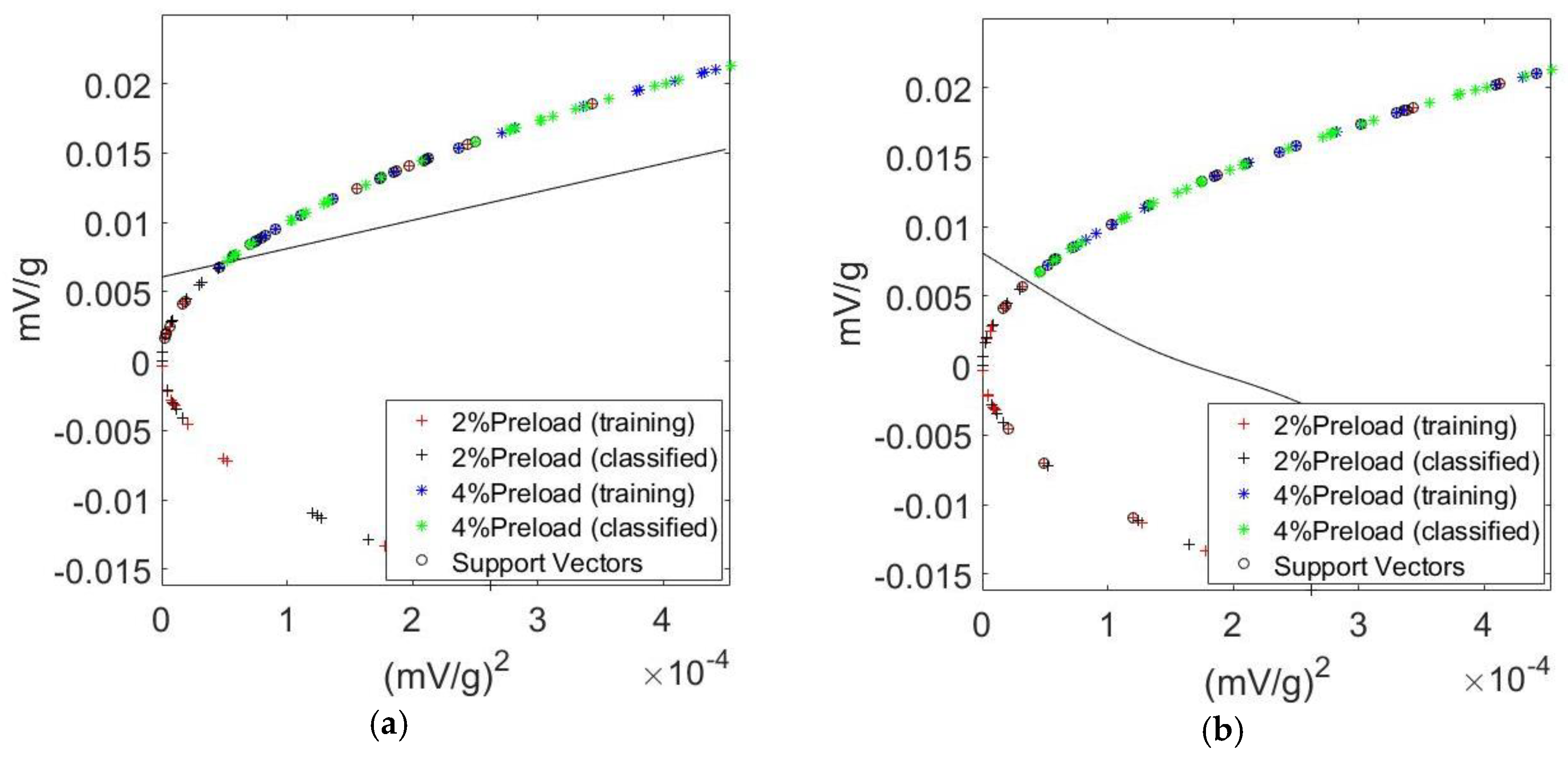
3.3. Vibration Signal
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Huang, C.; Chen, S.; Liou, H.; Wang, W.; Chen, L.; Huang, T.; Hou, K. A machine tool performance monitoring system for use on common hand-held devices. J. Chin. Soc. Mech. Eng. 2009, 30, 323–331. [Google Scholar]
- Shimoda, H. Stiffness analysis of ball screws-influence of load distribution and manufacturing error. Int. J. Jan. Soc. Precis. Eng. 1999, 33, 168–172. [Google Scholar]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.-C.; Tung, C.C.; Liu, H.H. The empirical mode decomposition and the hilbert spectrum for nonlinear and nonstationary time series analysis. Proc. R. Soc. A 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Gabor, D. Theory of communication. Jt. Inf. Exch. Environ. 1946, 93, 429–457. [Google Scholar] [CrossRef]
- Antonino-Daviu, J.; Rodriguez, P.J.; Riera-Guasp, M.; Arkkio, A.; Roger-Folch, J.; Pérez, R.B. Transient detection of eccentricity-related components in induction motors through the hilbert–huang transform. Energy Convers. Manag. 2009, 50, 1810–1820. [Google Scholar] [CrossRef]
- Peng, Z.K.; Tse, P.W.; Chu, F.L. A comparison study of improved hilbert–huang transform and wavelet transform: Application to fault diagnosis for rolling bearing. Mech. Syst. Signal Process. 2005, 19, 974–988. [Google Scholar] [CrossRef]
- Huang, Y.-C.; Sun, S.-L.; Peng, K.-H. Ball Nut Preload Diagnosis of the Hollow Ball Screw through Sensed Current Signals. Int. J. Autom. Smart Technol. 2014, 4, 134–142. [Google Scholar]
- Costa, M.; Goldberger, A.L.; Peng, C.K. Multiscale entropy analysis of biological signals. Phys. Rev. E 2005, 71, 021906. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.-C.; Liu, C.-C.; Chuo, P.-C. Prognostic Diagnosis of the Health Status of an Air-Turbine Dental Handpiece Rotor by Using Sound and Vibration Signals. J. Vibroeng. 2016, 18, 1514–1524. [Google Scholar]
- Gunn, S.R. Support Vector Machines for Classification and Regression; Technical Report; Faculty of Engineering, Science and Mathematics School of Electronics and Computer Science, University of Southampton: Southampton, UK, 1998. [Google Scholar]
- Smola, A.; Vishwanathan, S.V.N. Introduction to Machine Learning; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Cortes, C.; Vapnik, V.M. Support-vector networks. Mach. Learn. 1995, 20, 273–297. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.J.; Mathew, A.; Chen, Y.; Xi, L.F.; Ma, L.; Lee, J. Empirical analysis of support vector machine ensemble classifiers. Expert Syst. Appl. 2009, 36, 6466–6476. [Google Scholar] [CrossRef] [Green Version]
- Aditya Shastry, K.; Sanjay, H.A.; Deexith, G. Quadratic-radial-basis-function-kernel for classifying multi-class agricultural datasets with continuous attributes. Appl. Soft Comput. 2017, 58, 65–74. [Google Scholar] [CrossRef]
- Patel, J.P.; Upadhyay, S.H. Comparison between Artificial Neural Network and Support Vector Method for a Fault Diagnostics in Rolling Element Bearings. Sci. Direct Procedia Eng. 2016, 144, 390–397. [Google Scholar] [CrossRef]
- Jin, W.; Chen, Y.; Lee, J. Methodology for ballscrew component health assessment and failure analysis. In Proceedings of the ASME International Manufacturing Science and Engineering Conference MSEC2013, Madison, WI, USA, 10–14 June 2013. [Google Scholar]
- Zhou, C.-G.; Feng, H.-T.; Chen, Z.-T.; Ou, Y. Correlation between preload and no-load drag torque of ball screws. Int. J. Mach. Tools Manuf. 2016, 102, 35–40. [Google Scholar] [CrossRef]
- Gangsar, P.; Tiwari, R. Comparative investigation of vibration and current monitoring for prediction of mechanical and electrical fault in induction motor based on multiclass-support vector machine algorithms. Mech. Syst. Signal Process. 2017, 94, 464–481. [Google Scholar] [CrossRef]
- Kovvali, N.; Banavar, M.; Spanias, A. An Introduction to Kalman Filtering with MATLAB Examples; Morgan & Claypool Publishers: San Rafael, CA, USA, 2014. [Google Scholar]
- Meyer-Bäese, A.; Schmid, V. Pattern Recognition and Signal Analysis in Medical Imaging; Elsevier Inc.: New York, NY, USA, 2014; pp. 22–63. [Google Scholar]
- Shi, Z.; Liu, Z.; Lee, J. An auto-associative redidue based approach for raiyway point system fault detection and diagnosis. Measurement 2018, 119, 246–258. [Google Scholar] [CrossRef]
- Li, P.; Jia, X.; Feng, J.; Davari, H.; Qiao, G.; Hwang, Y.; Lee, J. Prognosability study of ball screw degradation using systemic methodology. Mech. Syst. Signal Process. 2018, 109, 45–57. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification Items | Predict C0 | Predict C1 |
|---|---|---|
| Actual: C0 | 50 | 0 |
| Actual: C1 | 0 | 50 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.-C.; Kao, C.-H.; Chen, S.-J. Diagnosis of the Hollow Ball Screw Preload Classification Using Machine Learning. Appl. Sci. 2018, 8, 1072. https://doi.org/10.3390/app8071072
Huang Y-C, Kao C-H, Chen S-J. Diagnosis of the Hollow Ball Screw Preload Classification Using Machine Learning. Applied Sciences. 2018; 8(7):1072. https://doi.org/10.3390/app8071072
Chicago/Turabian StyleHuang, Yi-Cheng, Chi-Hsuan Kao, and Sheng-Jhe Chen. 2018. "Diagnosis of the Hollow Ball Screw Preload Classification Using Machine Learning" Applied Sciences 8, no. 7: 1072. https://doi.org/10.3390/app8071072
APA StyleHuang, Y. -C., Kao, C. -H., & Chen, S. -J. (2018). Diagnosis of the Hollow Ball Screw Preload Classification Using Machine Learning. Applied Sciences, 8(7), 1072. https://doi.org/10.3390/app8071072