Case Study of a Functionally Graded Aluminum Part



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
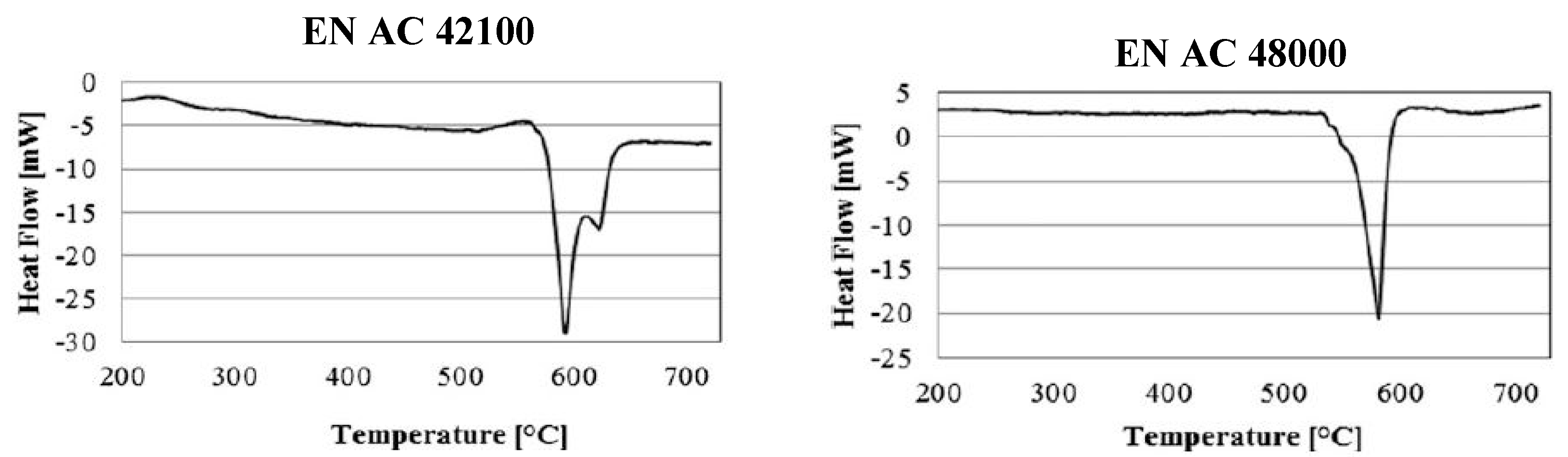
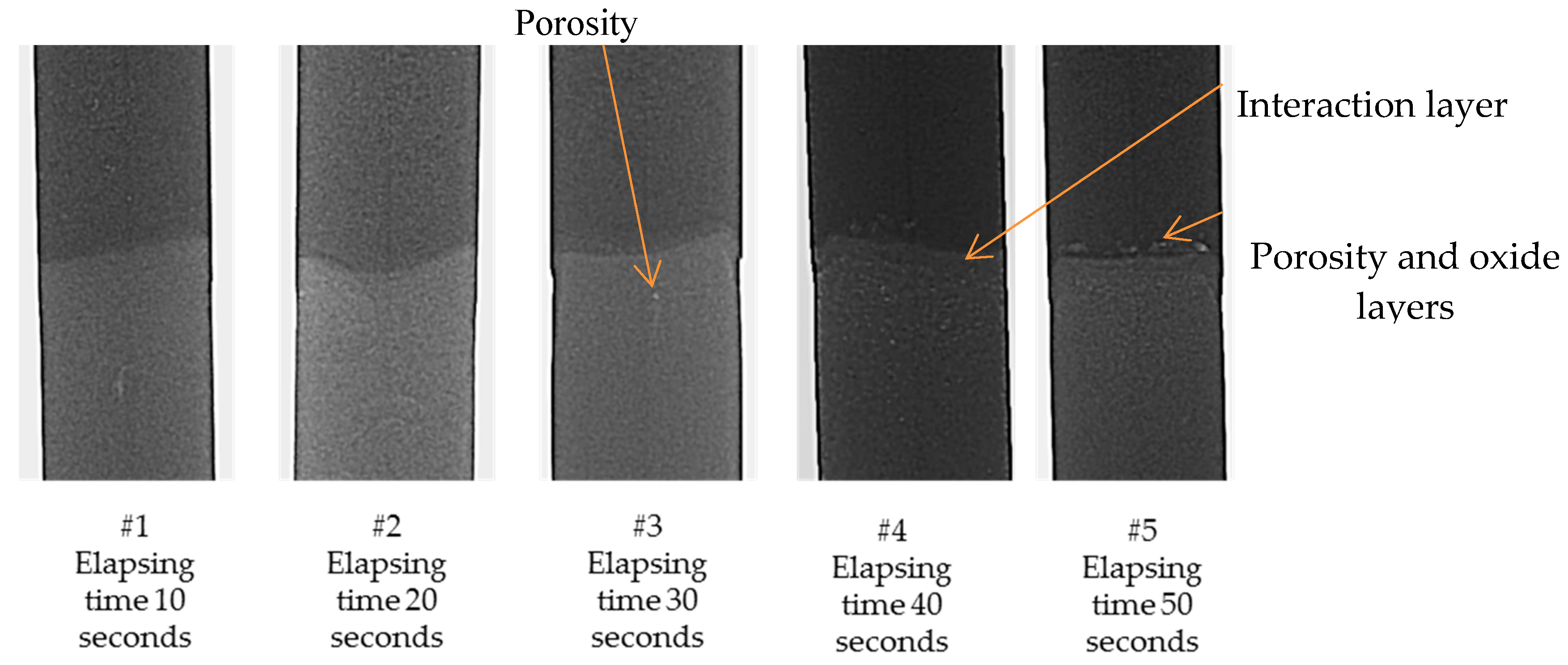
3.1. RX Analysis
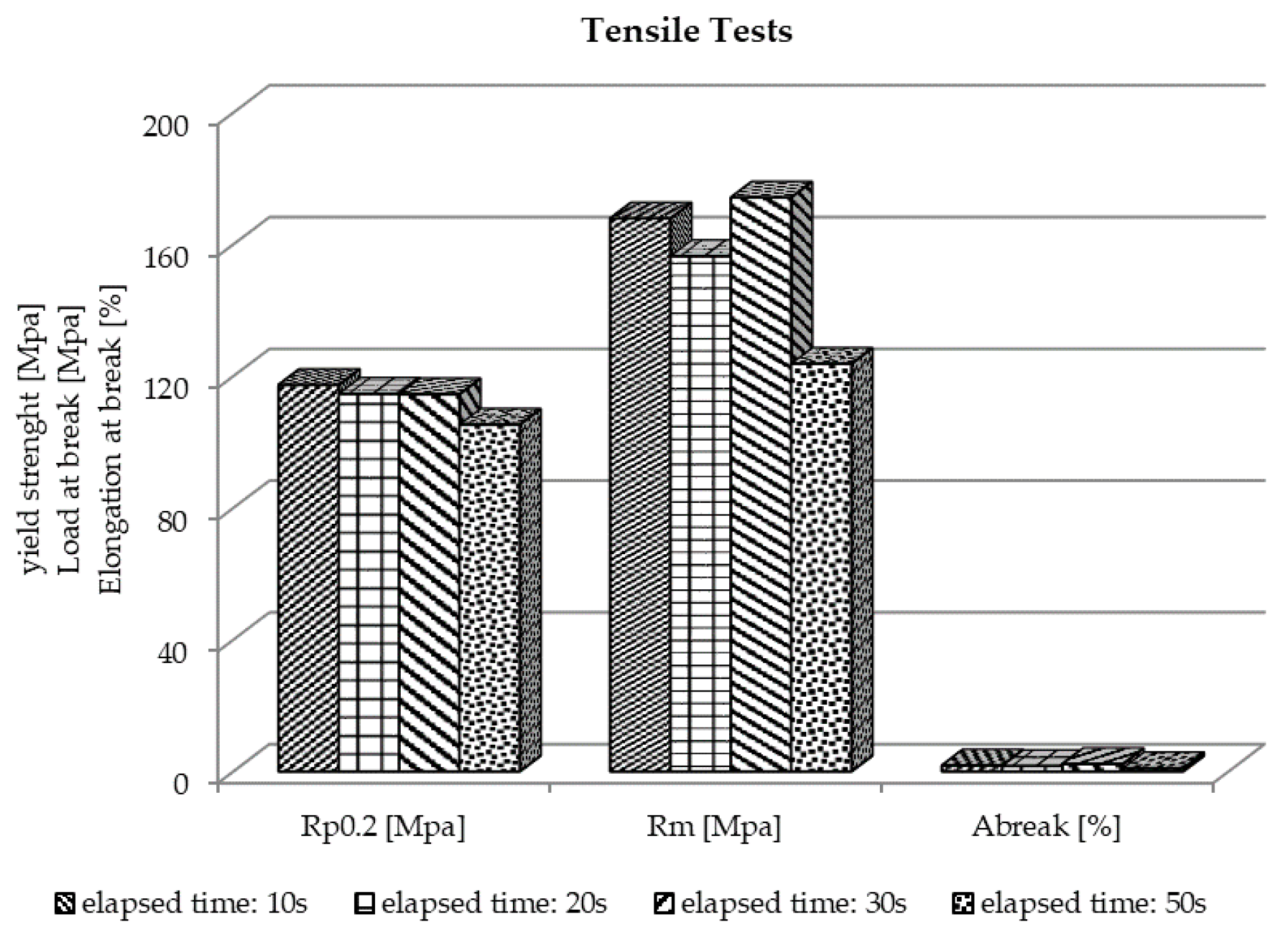
3.2. Tensile Tests
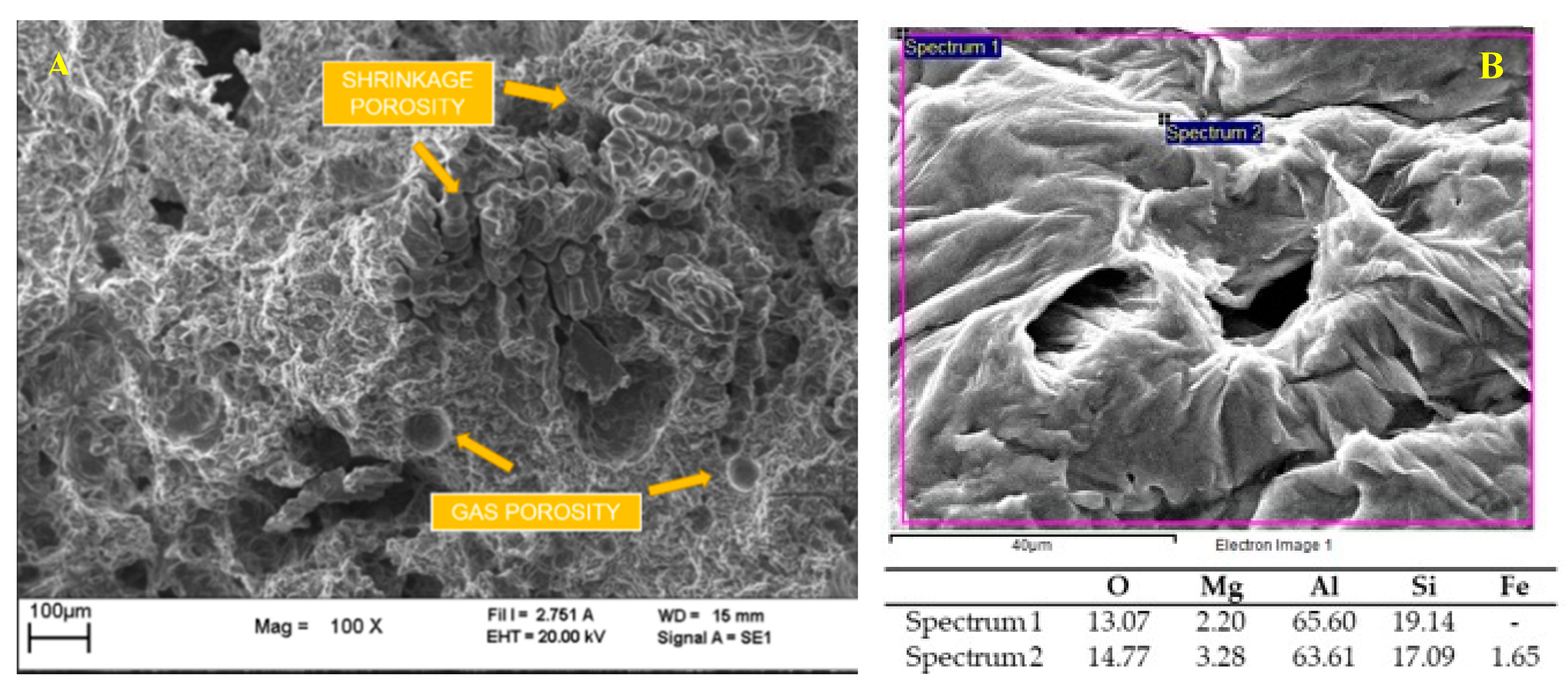
3.3. Fracture Surfaces
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mahamood, R.M.; Akinlabi, E.T. Types of Functionally Graded Materials and Their Areas of Application. In Mining, Metallurgy and Materials Engineering; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Khan, S. Analysis of Tribological Applications of Functionally Graded Materials in Mobility Engineering. Int. J. Sci. Eng. Res. 2015, 6, 1150–1160. [Google Scholar]
- Sobczak, J.J.; Drenchev, L. Metallic Functionally Graded Materials: A Specific Class of Advanced Composites. J. Mater. Sci. Technol. 2013, 29, 297–316. [Google Scholar] [CrossRef]
- Singh, S.; Singh, R. Development of functionally graded material by fused deposition modelling assisted investment casting. J. Manuf. Process. 2016, 24, 38–45. [Google Scholar] [CrossRef]
- Malhotra, V.; Kumar, Y. Study of Process Parameters of Gravity Die Casting Defects. Int. J. Mech. Eng. Technol. 2016, 7, 208–211. [Google Scholar]
- Bonollo, F.; Fiorese, E.; Timelli, G.; Arnberg, L.; Adamane, A.C.R. StaCast project: From a survey of European aluminium alloys foundries to new standards on defect classification and on mechanical potential of casting alloys. In Proceedings of the 71st World Foundry Congress: Advanced Sustainable Foundry, WFC 2014, Bilbao, Spain, 19–21 May 2014. [Google Scholar]
- Fridlyander, I.N.; Sister, V.G.; Grushko, O.E.; Berstenev, V.V.; Sheveleva, L.M.; Ivanova, L.A. Aluminum alloys: Promising materials in the automotive industry. Met. Sci. Heat Treat. 2002, 44, 365–370. [Google Scholar] [CrossRef]
- Arsha, A.G.; Jayakumar, E.; Rajan, T.P.D.; Antony, V.; Pai, B.C. Design and fabrication of functionally graded in-situ aluminium composites for automotive pistons. Mater. Des. 2015, 88, 1201–1209. [Google Scholar] [CrossRef]
- Rosso, M.; Lombardo, S.; Gobber, F. Sequential gravity casting in functionally graded aluminum alloys development. In Light Metals; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Lombardo, S.; Peter, I.; Rosso, M. Gravity casting of variable composition Al alloys: Innovation and new potentialities. In Proceedings of the Aluminum Two Thousand World Congress and International Conference on Extrusion and Benchmark ICEB 2017, Verona, Italy, 20–24 June 2017. [Google Scholar]
- Di Ciano, M.; Caron, E.J.F.R.; Weckman, D.C.; Wells, M.A. Interface Formation During FusionTM Casting of AA3003/AA4045 Aluminum Alloy Ingots. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2015, 46, 2674–2691. [Google Scholar] [CrossRef]
- Cui, J.; Roven, H.J. Recycling of automotive aluminum. Trans. Nonferr. Met. Soc. China 2010, 20, 2057–2063. [Google Scholar] [CrossRef] [Green Version]
- Płonka, B.; Kłyszewski, A.; Senderski, J.; Lech-Grega, M. Application of Al alloys, in the form of cast billet, as stock material for the die forging in automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 149–156. [Google Scholar] [CrossRef]
- Mehta, D.U.; Roy, D.K.; Saha, K.N. Nonlinear Analysis of Leaf Springs of Functionally Graded Materials. Procedia Eng. 2013, 51, 538–543. [Google Scholar]
- European Aluminium Association. The Aluminium Automotive Manual; European Aluminium Association: Bruxelles, Belgium, 2013; pp. 1–17. [Google Scholar]
- Bonollo, F.; Urban, J.; Bonatto, B.; Botter, M. Gravity and low pressure die casting of aluminium alloys: A technical and economical benchmark. Metall. Ital. 2005, 5, 23–32. [Google Scholar]
- Kuhlman, G.W. Forging of aluminum alloys. In ASM Handbook, Volume 14A: Metalworking: Bulk Forming; Semiatin, S.L., Ed.; ASM: Almere, The Netherlands, 2005; pp. 299–312. [Google Scholar]
- Umezawa, O.; Takagi, H.; Sekiguchi, T.; Yamashita, T.; Miyamoto, N. Novel process development with continuous casting and precise forging for AL-SI alloys to produce an engine piston. Ceram. Trans. 2009, 207, 189–200. [Google Scholar]
- Choi, J.I.; Park, J.H.; Kim, J.H.; Kim, S.K.; Kim, Y.H.; Lee, J.H. A study on manufacturing of aluminum automotive piston by thixoforging. Int. J. Adv. Manuf. Technol. 2007, 32, 280–287. [Google Scholar] [CrossRef]
- Hosokawa, H.; Higashi, K. Materials design for industrial forming process in high-strain-rate superplastic Al-Si alloy. Mater. Res. Innov. 2001, 4, 231–236. [Google Scholar] [CrossRef]
- Park, J.O.; Kim, K.J.; Kang, D.Y.; Lee, Y.S.; Kim, Y.H. An experimental study on the optimization of powder forging process parameters for an aluminum-alloy piston. J. Mater. Process. Technol. 2001, 113, 486–492. [Google Scholar] [CrossRef]
- Barbieri, S.G.; Giacopini, M.; Mangeruga, V.; Mantovani, S. A Design Strategy Based on Topology Optimization Techniques for an Additive Manufactured High Performance Engine Piston. Procedia Manuf. 2017, 11, 641–649. [Google Scholar] [CrossRef]
- Balducci, E.; Ceschini, L.; Morri, A.; Morri, A. EN AW-4032 T6 Piston Alloy After High-Temperature Exposure: Residual Strength and Microstructural Features. J. Mater. Eng. Perform. 2017, 26, 3802–3812. [Google Scholar] [CrossRef]
- Huang, X.; Liu, C.; Lv, X.; Liu, G.; Li, F. Aluminum alloy pistons reinforced with SiC fabricated by centrifugal casting. J. Mater. Process. Technol. 2011, 211, 1540–1546. [Google Scholar] [CrossRef]
- Nicoletto, G.; Riva, E.; di Filippo, A. High temperature fatigue behavior of eutectic Al-Si-Alloys used for piston production. Procedia Eng. 2014, 74, 157–160. [Google Scholar] [CrossRef]
- Dutta, S.; Kaiser, M.S. Recrystallization kinetics in Aluminum piston. Procedia Eng. 2014, 90, 188–192. [Google Scholar] [CrossRef]
- Mbuya, T.O.; Sinclair, I.; Moffat, A.J.; Reed, P.A.S. Micromechanisms of fatigue crack growth in cast aluminium piston alloys. Int. J. Fatigue 2012, 42, 227–237. [Google Scholar] [CrossRef]
- Zeren, M. The effect of heat-treatment on aluminum-based piston alloys. Mater. Des. 2007, 28, 2511–2517. [Google Scholar] [CrossRef]
- Ma, C.; Cheng, D.; Zhu, X.; Yan, Z.; Fu, J.; Yu, J.; Liu, Z.; Yu, G.; Zheng, S. Investigation of a self-lubricating coating for diesel engine pistons, as produced by combined microarc oxidation and electrophoresis. Wear 2018, 394–395, 109–112. [Google Scholar] [CrossRef]
- European Aluminmium Association. Aluminium in Cars; European Aluminmium Association: Bruxelles, Belgium, 2011; Volume 10. [Google Scholar]
- Dyzia, M. Aluminum matrix composite (AlSi7Mg2Sr0.03/SiCp) pistons obtained by mechanical mixing method. Materials 2018, 11, 14. [Google Scholar]
- UNI Ente Nazionale Italiano di Unificazione. UNI EN 1706’; UNI Ente Nazionale Italiano di Unificazione: Geneva, Switzerland, 2010; p. 30. [Google Scholar]
- Stadler, F.; Antrekowitsch, H.; Fragner, W.; Kaufmann, H.; Pinatel, E.R.; Uggowitzer, P.J. The effect of main alloying elements on the physical properties of Al-Si foundry alloys. Mater. Sci. Eng. A 2013, 560, 481–491. [Google Scholar] [CrossRef]
- Pirovano, R.; Mascetti, S. Tracking of collapsed bubbles during a filling simulation Die-casting. Metall. Ital. 2016, 6, 37–40. [Google Scholar]
- Dispinar, D.; Campbell, J. Porosity, hydrogen and bifilm content in Al alloy castings. Mater. Sci. Eng. A 2011, 528, 3860–3865. [Google Scholar] [CrossRef]
- Dispinar, D.; Akhtar, S.; Nordmark, A.; di Sabatino, M.; Arnberg, L. Degassing, hydrogen and porosity phenomena in A356. Mater. Sci. Eng. A 2010, 527, 3719–3725. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Hassanin, H.; Essa, K. Effect of casting practice on the reliability of Al cast alloys. Int. J. Cast Met. Res. 2016, 29, 350–354. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EN AC 48000 (AlSi12CuNiMg) | |||||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Ni | Zn | Ti | Al | ||||
| Min (%) | 10.5 | - | 0.8 | - | 0.8 | 0.7 | - | - | Res. | ||||
| Max (%) | 13.5 | 0.7 | 1.5 | 0.35 | 1.5 | 1.3 | 0.35 | 0.25 | |||||
| EN AC 42100 (AlSi7Mg0.3) | |||||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | |||||
| Min (%) | 6.5 | - | - | - | 0.25 | - | - | Res. | |||||
| Max (%) | 7.5 | 0.19 | 0.05 | 0.10 | 0.45 | 0.07 | 0.25 | ||||||
| Mechanical Properties | Rp0.2(Mpa) | Rm(Mpa) | Abreak (%) | |
|---|---|---|---|---|
| E.t. 10 s | Average | 117.36 | 167.89 | 1.87 |
| Standard deviation | 4.32 | 9.61 | 0.65 | |
| E.t. 20 s | Average | 114.65 | 156.45 | 1.65 |
| Standard deviation | 3.23 | 19.23 | 0.95 | |
| E.t. 30 s | Average | 114.53 | 174.25 | 2.28 |
| Standard deviation | 4.50 | 15.46 | 0.26 | |
| E.t. 50 s | Average | 105.28 | 123.77 | 0.97 |
| Standard deviation | 1.87 | 0.41 | 0.08 | |
| Elapsing Time E.t. | Fracture Surfaces | Fracture Details |
|---|---|---|
| E.t.10s: fragile fractures in the AlSi7Mg0.3 caused by shrinkage porosity. |  | |
| E.t.20s: fragile fractures in the AlSi7Mg0.3 caused by oxide and porosity. |  | |
| E.t.30s: fracture in the AlSi7Mg0.3 caused by small quantity of gas porosity. |  | |
| E.t.50s: fragile fractures at the interface area caused by oxide, shrinkage and gas porosity. |  | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fracchia, E.; Lombardo, S.; Rosso, M. Case Study of a Functionally Graded Aluminum Part. Appl. Sci. 2018, 8, 1113. https://doi.org/10.3390/app8071113
Fracchia E, Lombardo S, Rosso M. Case Study of a Functionally Graded Aluminum Part. Applied Sciences. 2018; 8(7):1113. https://doi.org/10.3390/app8071113
Chicago/Turabian StyleFracchia, Elisa, Silvia Lombardo, and Mario Rosso. 2018. "Case Study of a Functionally Graded Aluminum Part" Applied Sciences 8, no. 7: 1113. https://doi.org/10.3390/app8071113
APA StyleFracchia, E., Lombardo, S., & Rosso, M. (2018). Case Study of a Functionally Graded Aluminum Part. Applied Sciences, 8(7), 1113. https://doi.org/10.3390/app8071113