Microtexture Performance of EAF Slags Used as Aggregate in Asphalt Mixes: A Comparative Study with Surface Properties of Natural Stones





Abstract
:1. Introduction
2. Materials and Methods
2.1. Roughness Data Collection
2.2. Accelerated Polishing Process
2.3. British Pendulum Tester
3. Results
3.1. Polished Stone Value (PSV)
3.2. Skid Resistance
3.3. Roughness Data Analysis
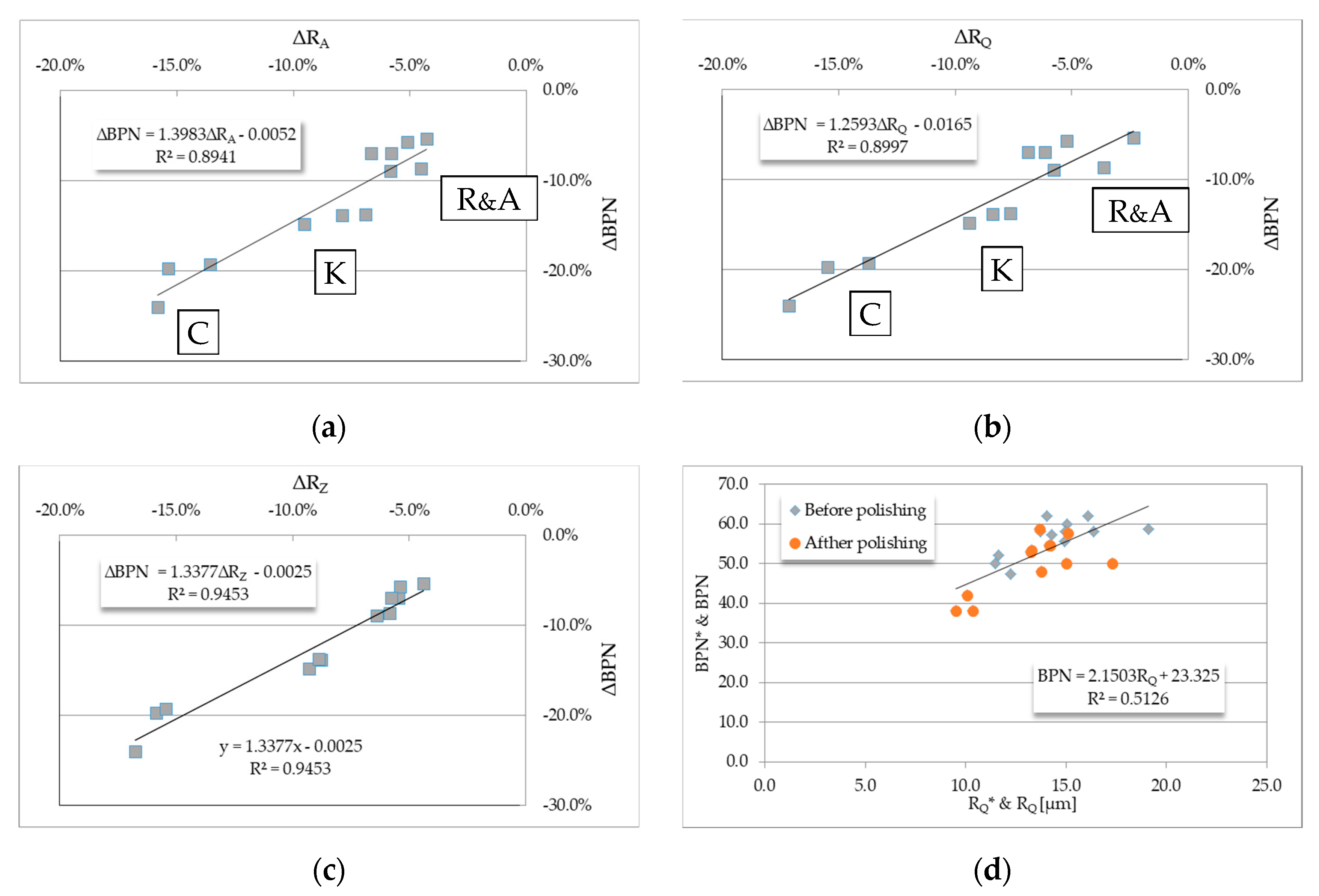
3.4. Correlations Analysis between Friction and Micro-Roughness
4. Discussion and Conclusions
- -
- As concerns polishing resistance, PSV values registered for both EAF slags and control aggregate (basalt) are quite similar, thus confirming that steelmaking wastes offer a quite good resistance under traffic loadings;
- -
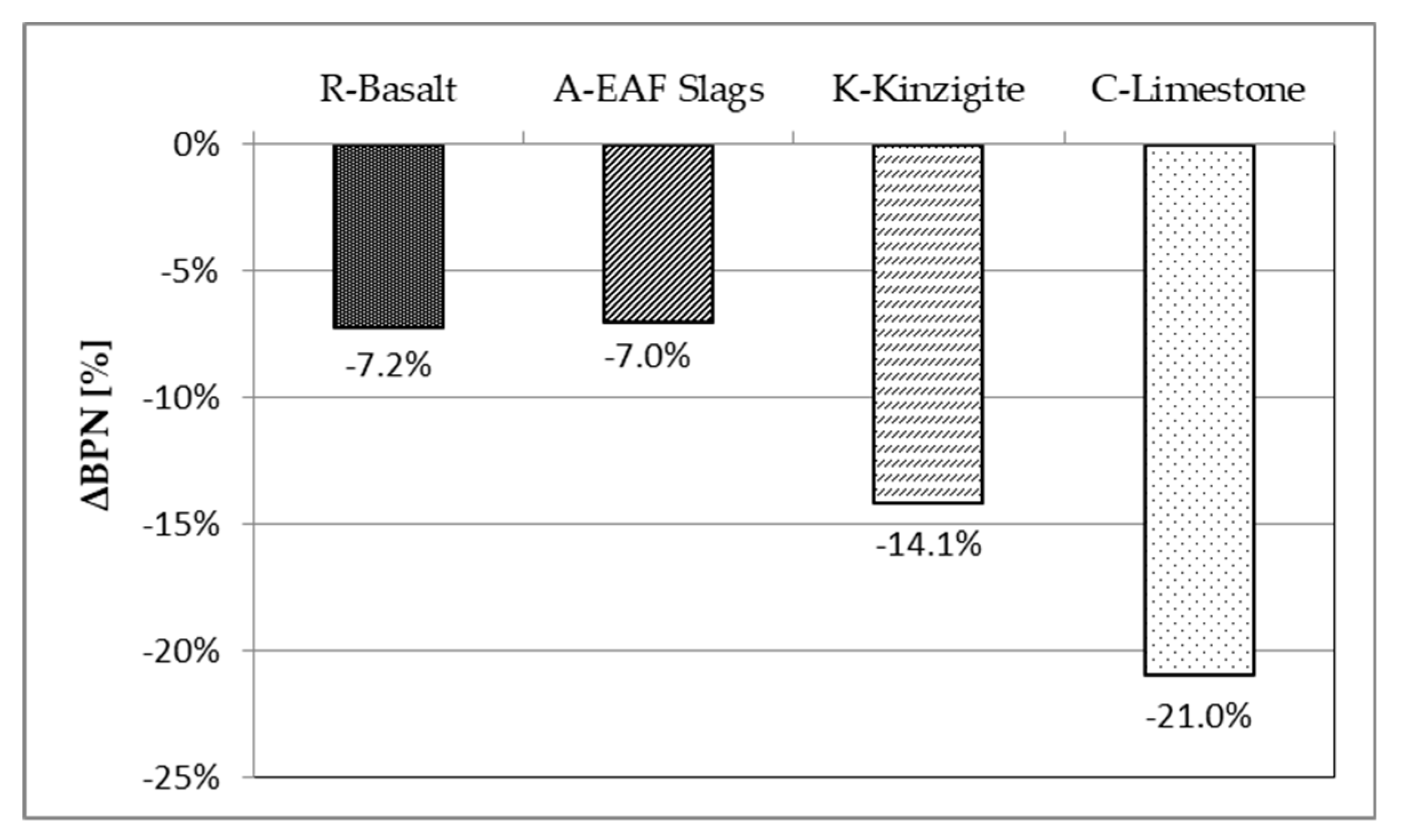
- To confirm the above, slags behavior is quite similar to that registered for basalt aggregate also in relation to friction measurements (British pendulum number); the percentage variation of friction before/after polishing has an average value of about −7%. For the other natural aggregates double and three times higher results are registered;
- -
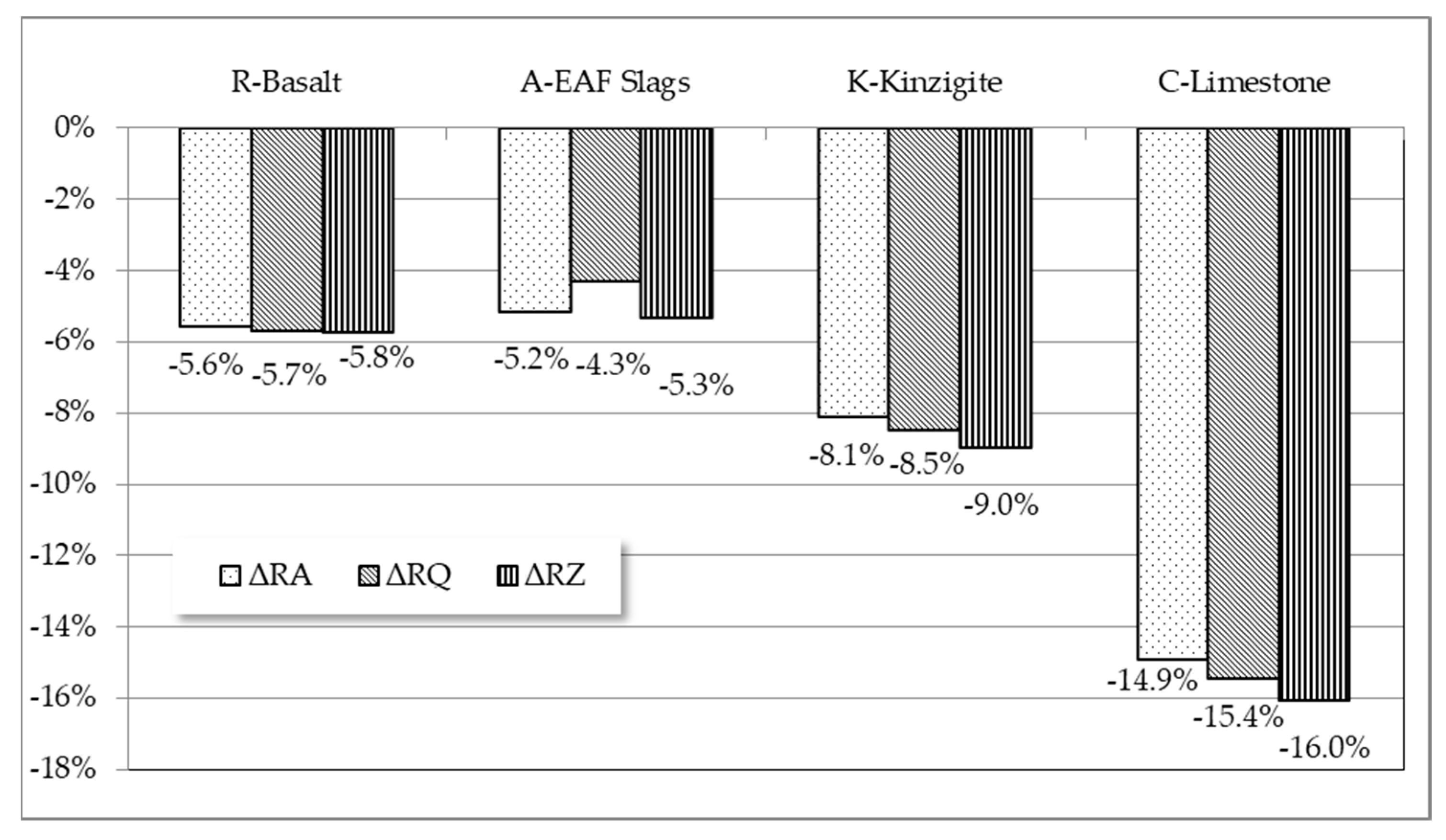
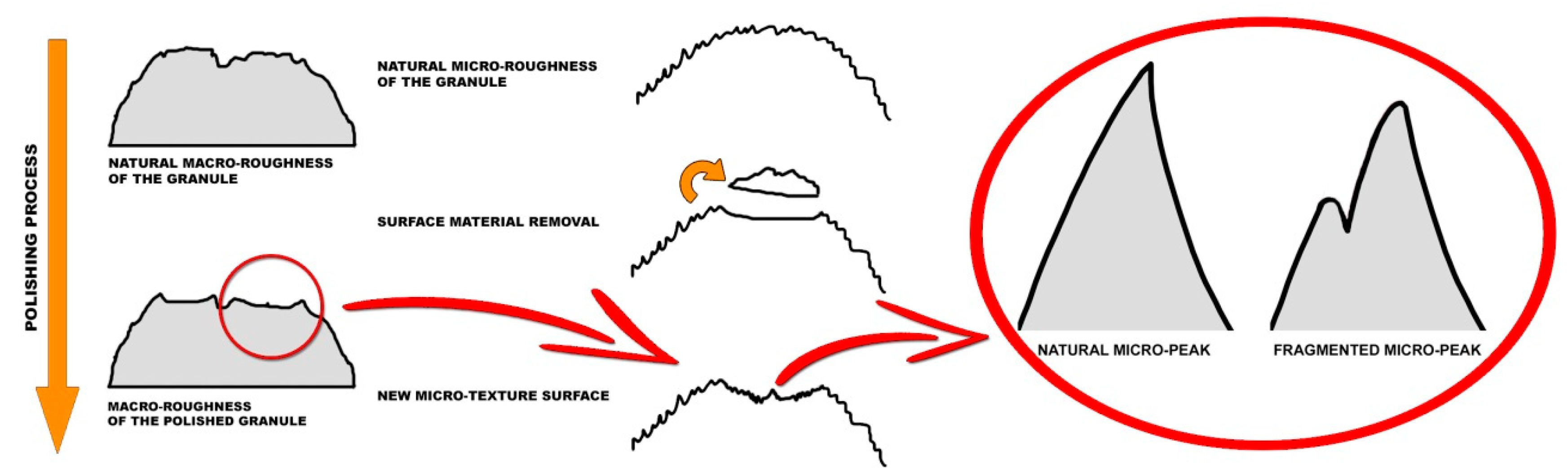
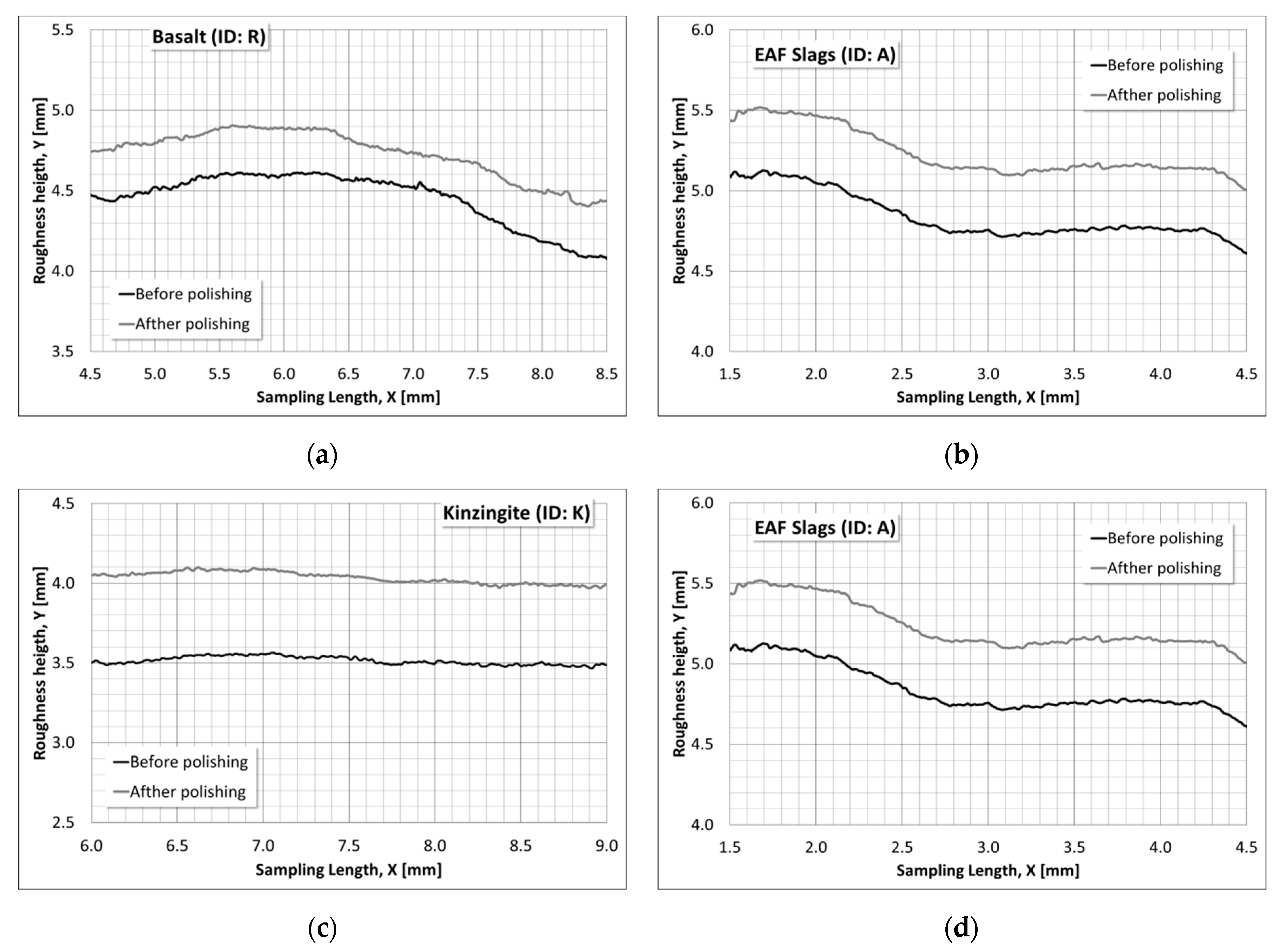
- The fragmentation phenomenon that occurs on aggregate surface determines the change of aggregates morphological features. By a profilometric analysis of aggregate surface, an essentially unchanged micro-peaks configuration is registered for basalt and EAF slags, probably because of their hardness, thus confirming the dependence of polishing behavior on mineralogical properties of aggregates;
- -
- Very high R2 values are registered for ΔBPN correlation to ΔRi parameters, thus highlighting that both testing procedures (British pendulum and surface profilometric analysis) are sensitive to the morphological change of aggregates characteristics due to the polishing effect.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ferreira, V.J.; Vilaplana, A.S.D.G.; Garcìa-Armigol, T.; Aranda-Usòn, A.; Lausìn-Gonzàlez, C.; Lòpez-Sabiròn, A.M.; Ferreira, G. Evaluation of the steel slag incorporation as coarse aggregate for road construction: Technical requirements and environmental impact assessment. J. Clean. Prod. 2009, 130, 175–186. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.; Shi, C.; Pan, S. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Dhara, S.; Kumar, S.; Roy, B.C. Management of Solid Waste for Sustainability of Steel Industry. HCTL Open Int. J. Technol. Innov. Res. (IJTIR) 2015, 16, 1–16. [Google Scholar]
- Khunte, M. Process Waste Generation and Utilization in Steel Industry. Int. J. Ind. Manuf. Syst. Eng. 2018, 3, 1–5. [Google Scholar] [CrossRef]
- Dash, M.K.; Patro, S.K.; Rath, A.K. Sustainable use of industrial-waste as partial replacement of fine aggregate for preparation of concrete—A review. Int. J. Sustain. Built Environ. 2016, 5, 486–516. [Google Scholar] [CrossRef]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An overview of utilization of steel slag. In Proceedings of the 7th International Conference on Waste Management and Technology, Beijing, China, 5–7 September 2012; pp. 791–792. [Google Scholar]
- Gelfi, M.; Cornacchia, G.; Conforti, S.; Roberti, R. Investigations on leaching behaviour of EAF steel slags. In Proceedings of the 6th European Slag Conference EUROSLAG 2010 on Ferrous Slag—Resource development for an Environmentally Sustainable World, Madrid, Spain, 20–22 October 2010; pp. 157–169. [Google Scholar]
- Tsutsumi, N.; Kitano, Y.; Horii, K.; Kato, T.; Sugahara, K. Overview of Iron/Steel Slag Application and Development of New Utilization Technologies. Nippon Steel Sumitomo Metal Tech. Rep. 2015, 109, 5–11. [Google Scholar]
- Aljbour, S.H.; Tarawneh, S.A.; Al-Harahsheh, A.M. Evaluation of the use of steelmaking slag as an aggregate in concrete mix: A factorial design approach. Chem. Ind. Chem. Eng. Q. 2017, 23, 113–119. [Google Scholar] [CrossRef] [Green Version]
- Pellegrino, C.; Gaddo, V. Mechanical and durability characteristics of concrete containing EAF slag as aggregate. Cem. Concr. Compos. 2009, 31, 663–671. [Google Scholar] [CrossRef]
- Xi, J.-C.; Xiang, X.-D.; Li, C.-H. Process improvement on the gradation uniformity of steel slag asphalt concrete aggregate. Procedia Environ. Sci. 2016, 31, 627–634. [Google Scholar] [CrossRef]
- Xi, J.; Xiang, X.; Li, C. Process improvement on the gradation uniformity of steel slag asphalt concrete aggregate. In Proceedings of the Tenth International Conference on Waste Management and Technology (ICWMT), Mianyang, China, 28–30 October 2015; pp. 631–632. [Google Scholar]
- Manso, J.M.; Gonzalez, J.J.; Polanco, J.A. Electric Arc Furnace Slag in Concrete. J. Mater. Civ. Eng. 2004, 16. [Google Scholar] [CrossRef]
- Akinmusuru, J.O. Potential beneficial uses of steel slag wastes for civil engineering purposes. Resour. Conserv. Recycl. 1991, 5, 73–80. [Google Scholar] [CrossRef]
- Rohde, L.; Nùnez, W.P.; Pereira Ceratti, J.A. Electric Arc Furnace Steel Slag: Base Material for Low-Volume Roads. Transp. Res. Rec. J. Transp. Res. Board 2003, 1819, 201–207. [Google Scholar] [CrossRef]
- Shatokha, V. Environmental Sustainability of the Iron and Steel Industry: Towards Reaching the Climate Goals. Eur. J. Sustain. Dev. 2016, 5, 289–300. [Google Scholar] [CrossRef]
- Yu, M.; Wu, G.; Kong, L.; Tang, Y. Tire-Pavement Friction Characteristics with Elastic Properties of Asphalt Pavements. Appl. Sci. 2017, 7, 1123. [Google Scholar] [CrossRef]
- Praticò, F.G. Speed Limits and Pavement Friction: A Theoretical and Experimental Study. Open Transp. J. 2018, 12, 139–149. [Google Scholar] [CrossRef] [Green Version]
- Vaiana, R.; Iuele, T.; Gallelli, V.; Rogano, D. Demanded vs Assumed friction along horizontal curves: An on-the-road experimental investigation. J. Transp. Saf. Secur. 2018, 10, 318–344. [Google Scholar] [CrossRef]
- Li, T.; Liub, C.; Dinga, L. Impact of pavement conditions on crash severity. Accid. Analy. Prev. 2013, 59, 399–406. [Google Scholar] [CrossRef]
- Iuele, T.; Vaiana, R.; Gallelli, V.; De Masi, F. The influence of aggregate lithological nature on pavement texture polishing: A comparative investigation on a test site in Southern Italy. Adv. Civ. Eng. Mater. 2016, 5, 337–352. [Google Scholar] [CrossRef]
- Praticò, F.G.; Vaiana, R.; Iuele, T. Surface Performance Characterization of Single-Layer Surface Dressing: A Macrotexture Prediction Model. In 8th RILEM International Symposium on Testing and Characterization of Sustainable and Innovative Bituminous Materials; Canestrari, F., Partl, M., Eds.; RILEM Bookseries; Springer: Dordrecht, The Netherlands, 2016; Volume 11. [Google Scholar]
- Praticò, F.G.; Vaiana, R. A study on the relationship between mean texture depth and mean profile depth of asphalt pavements. Constr. Build. Mater. 2015, 101, 72–79. [Google Scholar] [CrossRef]
- Praticò, F.G.; Vaiana, R.; Iuele, T. Macrotexture modeling and experimental validation for pavement surface treatments. Constr. Build. Mater. 2015, 95, 658–666. [Google Scholar] [CrossRef]
- Cafiso, S.; Taormina, S. Texture analysis of aggregates for wearing courses in asphalt pavements. Int. J. Pavement Eng. 2007, 8, 45–54. [Google Scholar] [CrossRef]
- Zhou, X.; Kastiukas, G.; Lantieri, C.; Tataranni, P.; Vaiana, R.; Sangiorgi, C. Mechanical and Thermal Performance of Macro-Encapsulated Phase Change Materials for Pavement Application. Materials 2018, 11, 1398. [Google Scholar] [CrossRef]
- Praticò, F.; Vaiana, R.; Fedele, R. A study on the dependence of PEMs acoustic properties on incidence angle. Int. J. Pavement Eng. 2015, 16, 632–645. [Google Scholar] [CrossRef]
- Boscaino, G.; Praticò, F. Classification et inventaire des indicateurs de la texture superficielle des revetements des chausses. Bull. Lab. Ponts Chauss. 2001, 234, 17–127. [Google Scholar]
- Qian, Z.; Meng, L. Study on micro-texture and skid resistance of aggregate during polishing. Front. Struct. Civ. Eng. 2017, 11, 346–352. [Google Scholar] [CrossRef]
- Wanga, D.; Chenb, X.; Xied, X.; Stanjekc, H.; Oesera, M.; Steinauer, B. A study of the laboratory polishing behavior of granite as road surfacing aggregate. Constr. Build. Mater. 2015, 89, 25–35. [Google Scholar] [CrossRef]
- Ramírez, A.; Gallego, J.; Marcobal, J.R.; Blázquez, C. Development of new laboratory equipment for measuring the accelerated polishing of asphalt mixes. Wear 2015, 322, 164–170. [Google Scholar] [CrossRef]
- Bulevičius, M.; Petkevičius, K.; Žilionienė, D.; Drozdova, K. Testing of physical-mechanical properties of coarse aggregate, used for producing asphalt mixtures, and analysis of test results. In Proceedings of the 10th International Conference “Modern Building Materials, Structures and Techniques”, Vilnius, Lithuania, 19–21 May 2010; Vainiūnas, P., Zavadskas, E.K., Eds.; Vilnius, Technika, 2010; Volume 2, pp. 1094–1098. Available online: http://dspace.vgtu.lt/bitstream/1/476/1/1094-1098_bulevicius_petkevicius_et_al.pdf (accessed on 15 May 2019).
- CAPITOLATO SPECIALE DI APPALTO, Norme Tecniche, Pavimentazioni Stradali/Autostradali; ANAS spa: Roma, Italy, 2016.
- Crisman, B.; Marchionna, A.; Roberti, R. Fattori Stradali da cui dipende l’aderenza. In Proceedings of the Aderenza dei Manti Bituminosi, Quaderni AIPCR/PIARC del XXIV Convegno Nazionale Stradale, Saint-Vincent, Italy, 26–29 June 2002; pp. 15–20. [Google Scholar]
- Wang, D.; Wang, H.; Bu, Y.; Schulze, C.; Oeser, M. Evaluation of aggregate resistance to wear with Micro-Deval test in combination with aggregate imaging techniques. Wear 2015, 338, 288–296. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X.; Oeser, M.; Stanjek, H.; Steinauer, B. Study of micro-texture and skid resistance change of granites labs during the polishing with the Aachen Polishing Machine. Wear 2014, 318, 1–11. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X.; Yin, C.; Oeser, M.; Steinauer, B. Influence of different polishing conditions on the skid resistance development of asphalt surface. Wear 2013, 308, 71–78. [Google Scholar] [CrossRef]
- Guan, B.; Wu, J.; Xie, C.; Fang, J.; Zheng, H.; Chen, H. Influence of Macrotexture and Microtexture on the Skid Resistance of Aggregates. Adv. Mater. Sci. Eng. 2018, 2018, 9. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Average Range (%) |
|---|---|
| SiO2 | 5–40 |
| FeO | 1.2–50 |
| CaO | 15–54 |
| MgO | 1–21.4 |
| Al2O3 | 1–15 |
| Others | 0.05–5 |
| Test | Standards | Basalt (ID: R) | EAF Slags (ID: A) | Kinginzite (ID: K) | Limestone (ID: C) |
|---|---|---|---|---|---|
| Los Angeles | UNIEN 1097-2 | 14 | 15 | 23 | 22 |
| Micro Deval | UNIEN 1097-1 | 9 | 10 | 19 | 16 |
| Roughness Parameter | Formula | Graphical Representation |
|---|---|---|
| RA |  | |
| RQ |  | |
| RZ |  |
| Average Value of Control Stone | D | 55.7 | |||
| Basalt | EAF Slags | Kinzigite | Limestone | ||
| Average Value of Aggregate | S | 55.7 | 55.0 | 49.3 | 39.3 |
| Polished Stone Value | PSV | 52.5 | 51.8 | 46.2 | 36.2 |
| Threshold Values [33] | PSV | ≥44 | |||
| Specimen | R1 | R2 | R3 | A1 | A2 | A3 | K1 | K2 | K3 | C1 | C2 | C3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Basalt | EAF Slags | Kinzigite | Limestone | |||||||||
| BPN * | 62.0 | 60.0 | 58.8 | 62.0 | 57.3 | 58.0 | 58.7 | 58.0 | 55.7 | 47.3 | 50.0 | 52.0 |
| BPN | 57.7 | 54.7 | 54.7 | 58.7 | 53.3 | 53.0 | 50.0 | 50.0 | 48.0 | 38.0 | 38.0 | 42.0 |
| −7.0 | −8.9 | −5.7 | −5.4 | −7.0 | −8.6 | −14.8 | −13.8 | −13.8 | −19.7 | −24.0 | −19.2 | |
| Before (μm) | After (μm) | Variation (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Samples/Microtexture | RA * | RQ * | RZ * | RA | RQ | RZ | ΔRA | ΔRQ | ΔRZ |
| R1 | 12.54 | 16.07 | 35.37 | 11.82 | 15.08 | 33.43 | −6.15 | −6.56 | −5.78 |
| R2 | 11.92 | 15.03 | 34.48 | 11.23 | 14.16 | 32.27 | −6.19 | −6.13 | −6.85 |
| R3 | 11.86 | 14.98 | 35.18 | 11.26 | 14.20 | 33.29 | 5.38 | 5.49 | 5.68 |
| A1 | 10.89 | 14.02 | 31.63 | 10.42 | 13.69 | 30.24 | −4.49 | −2.40 | −4.59 |
| A2 | 11.19 | 14.27 | 31.58 | 10.45 | 13.29 | 29.75 | −7.13 | −7.38 | −6.13 |
| A3 | 10.85 | 13.73 | 32.13 | 10.35 | 13.23 | 30.25 | −4.76 | −3.76 | −6.22 |
| K1 | 15.03 | 19.09 | 43.60 | 13.60 | 17.29 | 39.55 | −10.54 | −10.39 | −10.24 |
| K2 | 12.74 | 16.38 | 39.25 | 11.74 | 15.01 | 35.81 | −8.59 | −9.17 | −9.61 |
| K3 | 11.74 | 14.91 | 34.70 | 10.93 | 13.77 | 31.62 | −7.41 | −8.26 | −9.74 |
| C1 | 9.87 | 12.24 | 28.50 | 8.35 | 10.34 | 23.98 | −18.17 | −18.31 | −18.86 |
| C2 | 9.09 | 11.45 | 26.63 | 7.65 | 9.49 | 22.12 | −18.81 | −20.68 | −20.16 |
| C3 | 9.305 | 11.65 | 26.86 | 8.04 | 10.05 | 22.71 | −15.69 | −15.88 | −18.29 |
| BPN * | BPN | ΔBPN | RA * | RQ * | RZ * | RA | RQ | RZ | ΔRA | ΔRQ | ΔRZ | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BPN * | 1 | 0.9341 | 0.7312 | 0.4102 | 0.4497 | 0.3722 | 0.5998 | 0.6525 | 0.5659 | 0.8102 | 0.7983 | 0.8421 |
| BPN | 1 | 0.9190 | 0.2895 | 0.3205 | 0.2502 | 0.4898 | 0.5395 | 0.4546 | 0.9066 | 0.9057 | 0.9539 | |
| ΔBPN | 1 | 0.1668 | 0.1857 | 0.1357 | 0.3442 | 0.3822 | 0.3147 | 0.8941 | 0.8997 | 0.9453 | ||
| RA * | 1 | 0.9963 | 0.9702 | 0.9514 | 0.9285 | 0.9399 | 0.2397 | 0.2050 | 0.2885 | |||
| RQ * | 1 | 0.9695 | 0.9609 | 0.9449 | 0.9519 | 0.2651 | 0.2286 | 0.3164 | ||||
| RZ * | 1 | 0.9230 | 0.9012 | 0.9512 | 0.2328 | 0.1965 | 0.2616 | |||||
| RA | 1 | 0.9944 | 0.9845 | 0.4481 | 0.4020 | 0.4979 | ||||||
| RQ | 1 | 0.9803 | 0.4890 | 0.4498 | 0.5415 | |||||||
| RZ | 1 | 0.4341 | 0.3879 | 0.4737 | ||||||||
| ΔRA | 1 | 0.9777 | 0.9650 | |||||||||
| ΔRQ | 1 | 0.9471 | ||||||||||
| ΔRZ | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vaiana, R.; Balzano, F.; Iuele, T.; Gallelli, V. Microtexture Performance of EAF Slags Used as Aggregate in Asphalt Mixes: A Comparative Study with Surface Properties of Natural Stones. Appl. Sci. 2019, 9, 3197. https://doi.org/10.3390/app9153197
Vaiana R, Balzano F, Iuele T, Gallelli V. Microtexture Performance of EAF Slags Used as Aggregate in Asphalt Mixes: A Comparative Study with Surface Properties of Natural Stones. Applied Sciences. 2019; 9(15):3197. https://doi.org/10.3390/app9153197
Chicago/Turabian StyleVaiana, Rosolino, Filippo Balzano, Teresa Iuele, and Vincenzo Gallelli. 2019. "Microtexture Performance of EAF Slags Used as Aggregate in Asphalt Mixes: A Comparative Study with Surface Properties of Natural Stones" Applied Sciences 9, no. 15: 3197. https://doi.org/10.3390/app9153197
APA StyleVaiana, R., Balzano, F., Iuele, T., & Gallelli, V. (2019). Microtexture Performance of EAF Slags Used as Aggregate in Asphalt Mixes: A Comparative Study with Surface Properties of Natural Stones. Applied Sciences, 9(15), 3197. https://doi.org/10.3390/app9153197