Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results
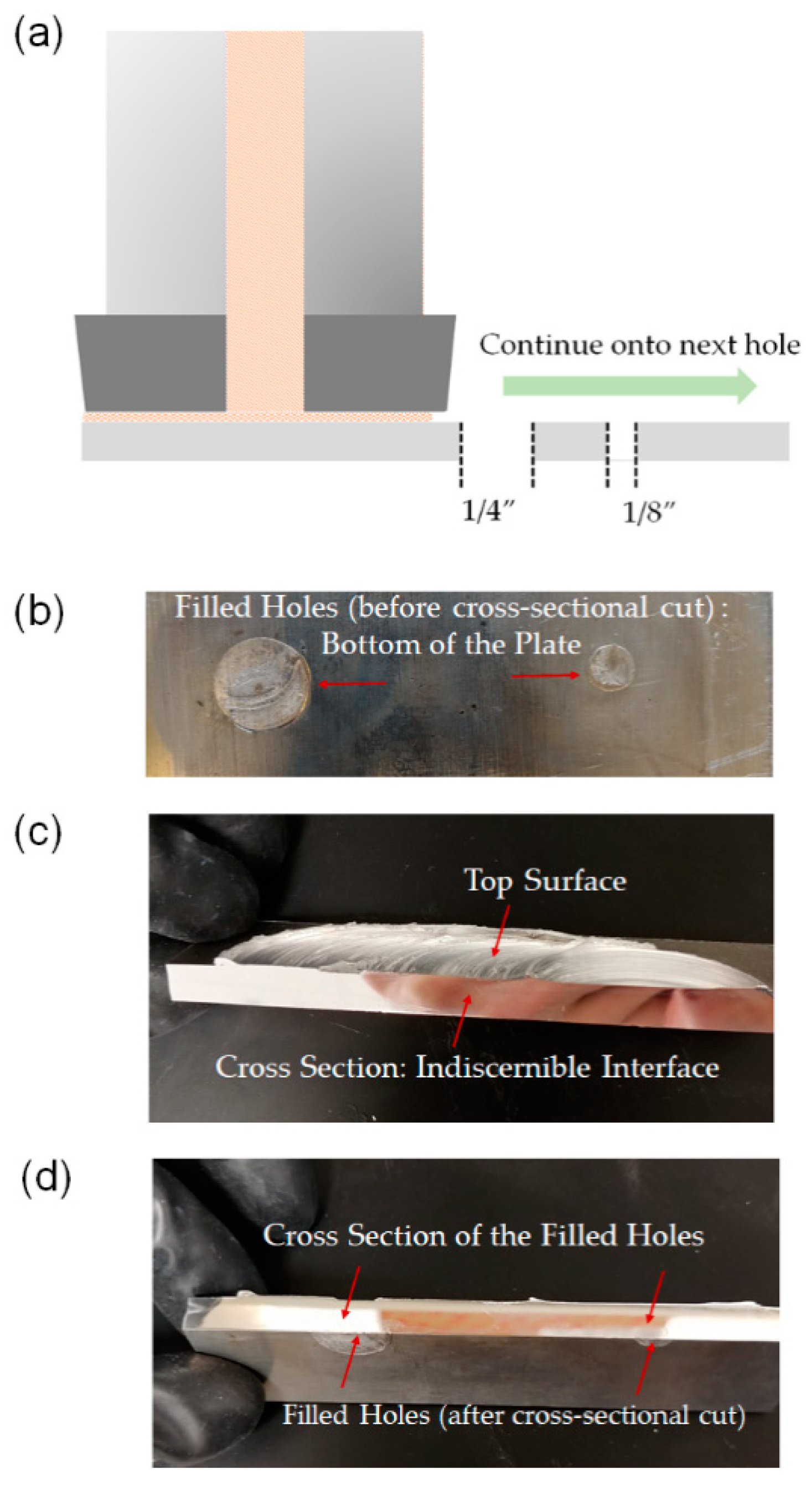
3.1. Double Through-Hole Filling
3.2. Single Through-Hole Filling
3.3. Long, Wide Groove Filling
3.4. Microhardness Testing
4. Discussion
4.1. Interactions between the Deposited Material and Large-Volume Damage during Additive Friction Stir Deposition
4.2. Comparisons to Other Friction Stir-Based Repair Approaches
5. Conclusions
- Additive friction stir deposition proves to be effective at filling the entire volume of through-holes and wide grooves in AA 7075. This is especially noteworthy in the latter case, in which the width of the groove is 33% larger than the width of the feed rod.
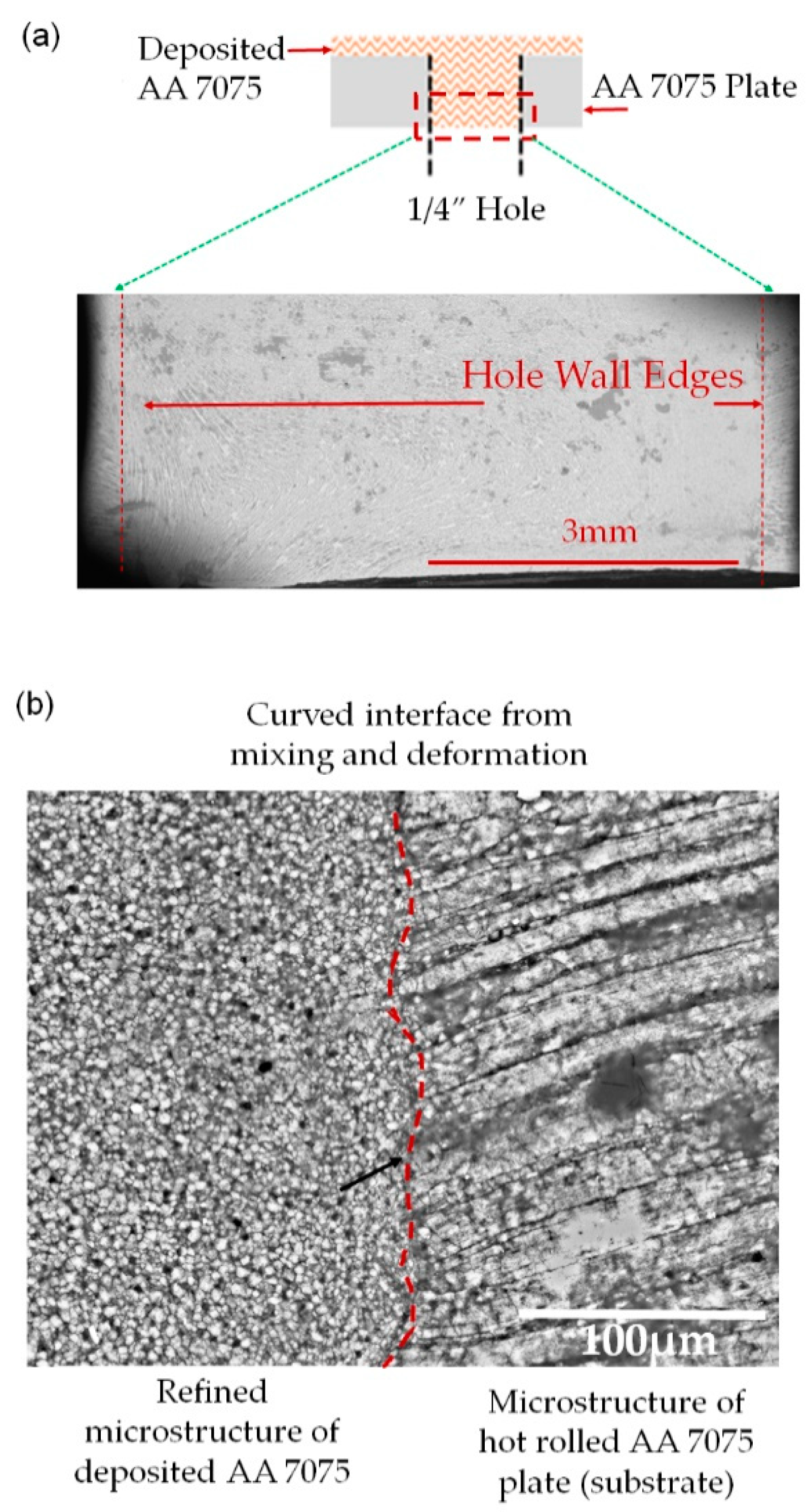
- Additive friction stir deposition always enables sufficient mixing between the deposited material and the side wall of the hole or groove in the upper portions of the repair. This is indicated by a gradual transition from the elongated grains of the AA 7075 plate to the fine, equiaxed grains of the deposited AA 7075, showing no distinct interface.
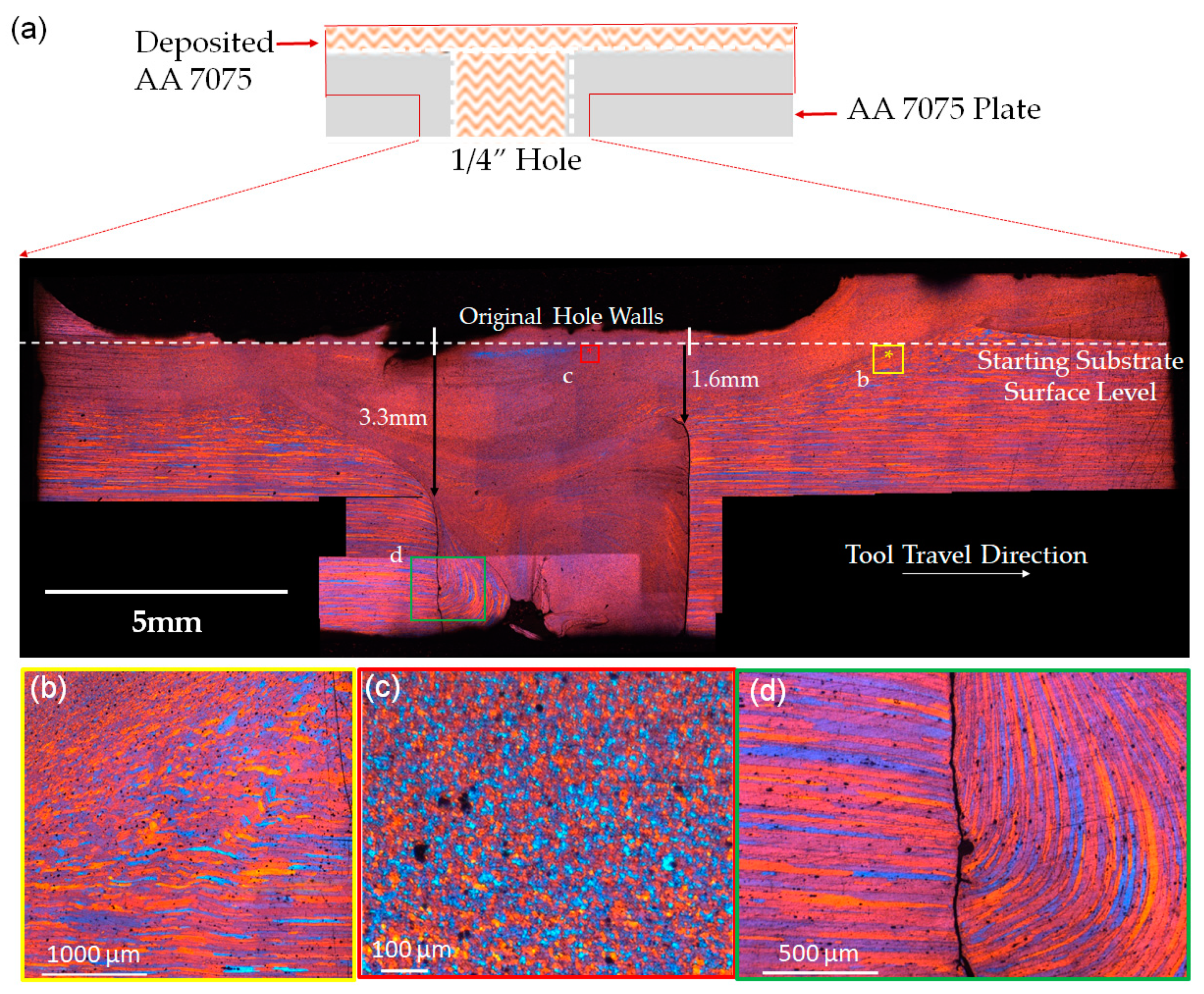
- The repair quality of the lower portions is generally worse than the upper portions, sometimes showing straight, sharp interfaces separating the elongated grains and the fine, equiaxed grains. In through-hole filling, the depth for sufficient mixing is controlled by the interactions between the deposited material and the hole edges, which may involve the bending or even fracture of the hole edge pieces.
- The thermomechanical history in additive friction stir deposition generally leads to a slight decrease (<15%) in the hardness of the repaired volume as compared to the original feed material, although the peak hardness in the repaired volume can be comparable to the feed material.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds—Effect of post weld heat treatment. Def. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef]
- Veeravalli, R.R.; Nallu, R.; Mohiuddin, S.M.M. Mechanical and tribological properties of AA7075–TiC metal matrix composites under heat treated (T6) and cast conditions. J. Mater. Res. Technol. 2016, 5, 377–383. [Google Scholar] [CrossRef]
- Liu, Y.; Mol, J.M.C.; Janssen, G.C.A.M. Combined Corrosion and Wear of Aluminium Alloy 7075-T6. J. Bio Tribo Corros. 2016, 2, 9. [Google Scholar] [CrossRef]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2015; p. 1. [Google Scholar]
- Çam, G.; Mistikoglu, S. Recent Developments in Friction Stir Welding of Al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Grushko, O.; Ovsyannikov, B.; Ovchinnikov, V. Aluminum-Lithium Alloys: Process. Metallurgy, Physical Metallurgy, and Welding, Advances in Metallic Alloys; Taylor & Francis, CRC Press: Boca Raton, FL, USA, 2017; Volume 8, p. 1. [Google Scholar]
- Hashmi, S.; Batalha, G.F.; Tyne, C.J.V.; Yilbas, B.S. Comprehensive Materials Processing; Elsevier: Waltham, MA, USA, 2014; p. 1. [Google Scholar]
- Meengam, C.; Chainarong, S.; Muangjunburee, P. Friction Welding of Semi-Solid Metal 7075 Aluminum Alloy. Mater. Today Proc. 2017, 4, 1303–1311. [Google Scholar] [CrossRef]
- Miles, M.P.; Gunter, C.; Liu, F.; Nelson, T.W. Friction Stir Processing of 304L Stainless Steel for Crack Repair; Springer International Publishing: Cham, Switzerland, 2017; pp. 13–22. [Google Scholar]
- Reimann, M.; Gartner, T.; Suhuddin, U.; Göbel, J.; dos Santos, J.F. Keyhole closure using friction spot welding in aluminum alloy 6061–T6. J. Mater. Process. Technol. 2016, 237, 12–18. [Google Scholar] [CrossRef]
- Pabandi, H.K.; Movahedi, M.; Kokabi, A.H. A new refill friction spot welding process for aluminum/polymer composite hybrid structures. Compos. Struct. 2017, 174, 59–69. [Google Scholar] [CrossRef]
- Du, B.; Sun, Z.; Yang, X.; Cui, L.; Song, J.; Zhang, Z. Characteristics of friction plug welding to 10mm thick AA2219-T87 sheet: Weld formation, microstructure and mechanical property. Mater. Sci. Eng. A 2016, 654, 21–29. [Google Scholar] [CrossRef]
- Metz, D.F.; Barkey, M.E. Fatigue behavior of friction plug welds in 2195 Al–Li alloy. Int. J. Fatigue 2012, 43, 178–187. [Google Scholar] [CrossRef]
- Metz, D.F.; Weishaupt, E.R.; Barkey, M.E.; Fairbee, B.S. A Microstructure and Microhardness Characterization of a Friction Plug Weld in Friction Stir Welded 2195 Al-Li. J. Eng. Mater. Technol. 2012, 134, 021005. [Google Scholar] [CrossRef]
- Huang, Y.X.; Han, B.; Tian, Y.; Liu, H.J.; Lv, S.X.; Feng, J.C.; Leng, J.S.; Li, Y. New technique of filling friction stir welding. Sci. Technol. Weld. Join. 2011, 16, 497–501. [Google Scholar] [CrossRef]
- Han, B.; Huang, Y.; Lv, S.; Wan, L.; Feng, J.; Fu, G. AA7075 bit for repairing AA2219 keyhole by filling friction stir welding. Mater. Des. 2013, 51, 25–33. [Google Scholar] [CrossRef]
- Ji, S.; Meng, X.; Ma, L.; Lu, H.; Gao, S. Vertical compensation friction stir welding assisted by external stationary shoulder. Mater. Des. 2015, 68, 72–79. [Google Scholar] [CrossRef]
- Ji, S.; Meng, X.; Zeng, Y.; Ma, L.; Gao, S. New technique for eliminating keyhole by active-passive filling friction stir repairing. Mater. Des. 2016, 97, 175–182. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhang, H.J. Study of hybrid welding repair process of friction stir welding grove defect. Sci. Technol. Weld. Join. 2012, 17, 169–173. [Google Scholar] [CrossRef]
- Liu, H.-J.; Zhang, H.-J. Repair welding process of friction stir welding groove defect. Trans. Nonferr. Met. Soc. Chin. 2009, 19, 563–567. [Google Scholar] [CrossRef]
- Yin, Y.; Yang, X.; Cui, L.; Cao, J.; Xu, W. Investigation on welding parameters and bonding characteristics of underwater wet friction taper plug welding for pipeline steel. Int. J. Adv. Manuf. Technol. 2015, 81, 851–861. [Google Scholar] [CrossRef]
- Reimann, M.; Goebel, J.; dos Santos, J.F. Microstructure and mechanical properties of keyhole repair welds in AA 7075-T651 using refill friction stir spot welding. Mater. Des. 2017, 132, 283–294. [Google Scholar] [CrossRef]
- Yu, H.Z.; Jones, M.E.; Brady, G.W.; Griffiths, R.J.; Garcia, D.; Rauch, H.A.; Cox, C.D.; Hardwick, N. Non-beam-based metal additive manufacturing enabled by additive friction stir deposition. Scr. Mater. 2018, 153, 122–130. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Perry, M.E.J.; Sietins, J.M.; Zhu, Y.; Hardwick, N.; Cox, C.D.; Rauch, H.A.; Yu, H.Z. A Perspective on Solid-State Additive Manufacturing of Aluminum Matrix Composites Using MELD. J. Mater. Eng. Perform. 2019, 28, 648–656. [Google Scholar] [CrossRef]
- Rivera, O.G.; Allison, P.G.; Jordon, J.B.; Rodriguez, O.L.; Brewer, L.N.; McClelland, Z.; Whittington, W.R.; Francis, D.; Su, J.; Martens, R.L.; et al. Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing. Mater. Sci. Eng. A 2017, 694, 1–9. [Google Scholar] [CrossRef]
- Hashimoto, S. Hot Working of Aluminum Alloy 7075; Massachusetts Institute of Technology: Cambridge, MA, USA, 1986; p. 91. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Phillips, B.J.; Avery, D.Z.; Liu, T.; Rodriguez, O.L.; Mason, C.J.T.; Jordon, J.B.; Brewer, L.N.; Allison, P.G. Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia 2019, 7, 100387. [Google Scholar] [CrossRef]
- Rivera, O.G.; Allison, P.G.; Brewer, L.N.; Rodriguez, O.L.; Jordon, J.B.; Liu, T.; Whittington, W.R.; Martens, R.L.; McClelland, Z.; Mason, C.J.T.; et al. Influence of texture and grain refinement on the mechanical behavior of AA2219 fabricated by high shear solid state material deposition. Mater. Sci. Eng. A 2018, 724, 547–558. [Google Scholar] [CrossRef]
- Ivanoff, T.A.; Carter, J.T.; Hector, L.G.; Taleff, E.M. Retrogression and Reaging Applied to Warm Forming of High-Strength Aluminum Alloy AA7075-T6 Sheet. Metall. Mater. Trans. A 2019, 50, 1545–1561. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Li, H.C.; Prashanth, K.G.; Eckert, J.; Scudino, S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties. J. Alloy Compd. 2017, 707, 287–290. [Google Scholar] [CrossRef]
- Taheri, H.; Kilpatrick, M.; Norvalls, M.; Harper, W.J.; Koester, L.W.; Bigelow, T.; Bond, L.J. Investigation of Nondestructive Testing Methods for Friction Stir Welding. Metals 2019, 9, 624. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. A study on corrosion behavior of friction stir welded and tungsten inert gas welded AA2014 aluminium alloy. Corros. Sci. 2018, 133, 25–35. [Google Scholar] [CrossRef]
- Kuryntsev, S.V. Structure and Properties of Welded Joints of the Aluminum Alloy 1550 Produced by Double-Side Friction Welding with Mixing. Met. Sci. Heat Treat. 2014, 56, 310–314. [Google Scholar] [CrossRef]
- Qin, H.-l.; Zhang, H.; Sun, D.-T.; Zhuang, Q.-Y. Corrosion behavior of the friction-stir-welded joints of 2A14-T6 aluminum alloy. Int. J. Miner. Metall. Mater. 2015, 22, 627–638. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Repair Type | Travel Path | Repair Dimensions | Processing Conditions |
|---|---|---|---|
| Experiment 1: Double hole filling | Travel, dwell, travel | 1/4” and 1/8” cylindrical through-holes | Traverse speed: 0.32 mm/s; linear feed rate:0.1 mm/s. |
| Experiment 2: Single hole filling | Travel, dwell, lift | 1/4” cylindrical through-hole | |
| Experiment 3: Long, wide groove filling | Travel | Long square groove: 1/2” wide, 1/8” deep | Traverse speed: 0.42 mm/s; linear feed rate:0.06 mm/s. |
| Al | Cr | Cu | Mg | Mn | Si | Ti | Zn | Fe | Other |
|---|---|---|---|---|---|---|---|---|---|
| 92.66 | 0.21 | 0.22 | 2.87 | 0.24 | 0.18 | 0.046 | 3.26 | 0.2 | 0.0022 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Griffiths, R.J.; Petersen, D.T.; Garcia, D.; Yu, H.Z. Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy. Appl. Sci. 2019, 9, 3486. https://doi.org/10.3390/app9173486
Griffiths RJ, Petersen DT, Garcia D, Yu HZ. Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy. Applied Sciences. 2019; 9(17):3486. https://doi.org/10.3390/app9173486
Chicago/Turabian StyleGriffiths, R. Joey, Dylan T. Petersen, David Garcia, and Hang Z. Yu. 2019. "Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy" Applied Sciences 9, no. 17: 3486. https://doi.org/10.3390/app9173486
APA StyleGriffiths, R. J., Petersen, D. T., Garcia, D., & Yu, H. Z. (2019). Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy. Applied Sciences, 9(17), 3486. https://doi.org/10.3390/app9173486