Integrating the Shape Constants of a Novel Material Stress-Strain Characterization Model for Parametric Numerical Analysis of the Deformational Capacity of High-Strength X80-Grade Steel Pipelines


Abstract
:Featured Application
Abstract
1. Introduction
2. Characterization of Material Stress-Strain Behavior
3. Methodology of Numerical Analysis
4. Numerical Results
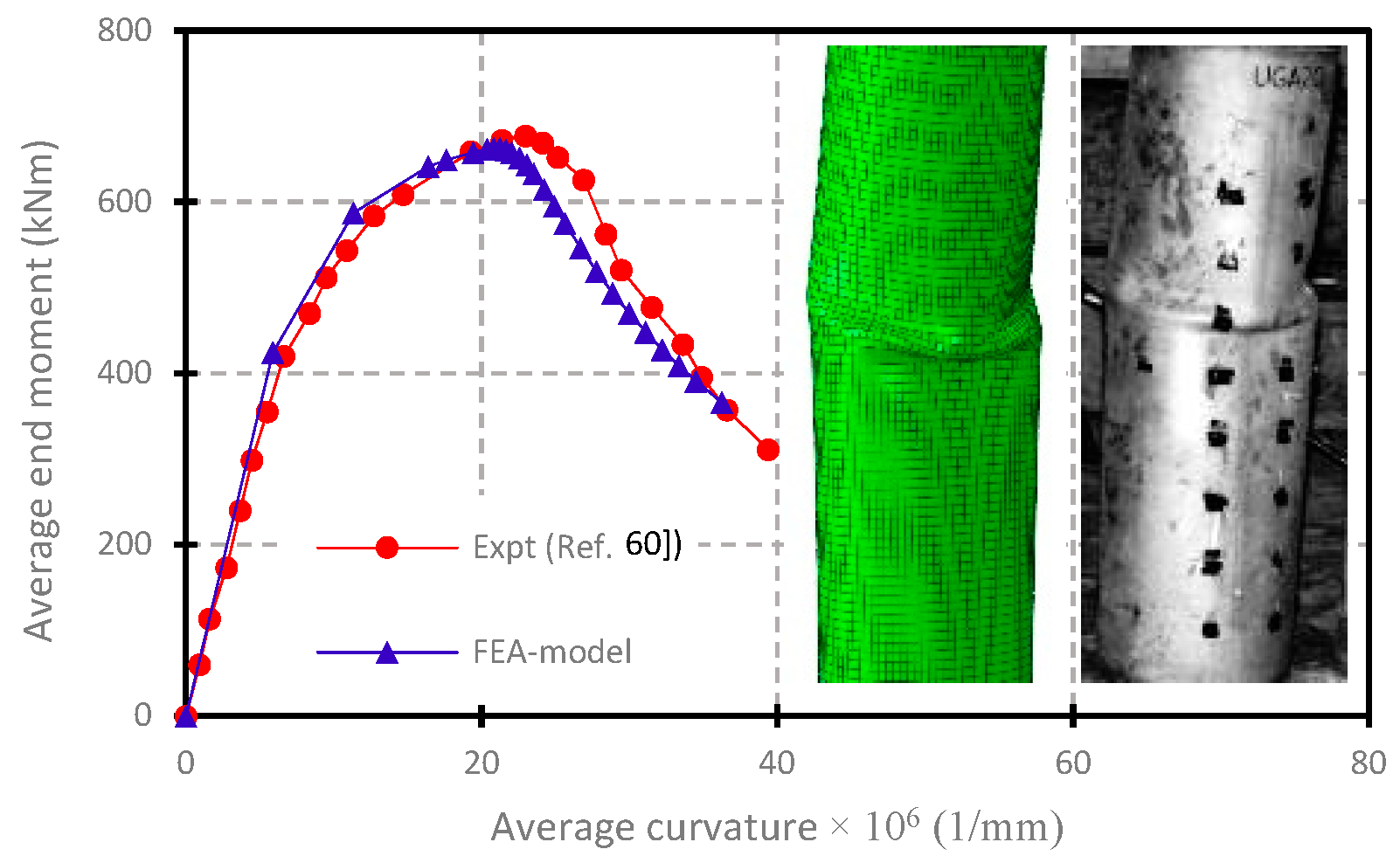
4.1. Validation of Numerical Model
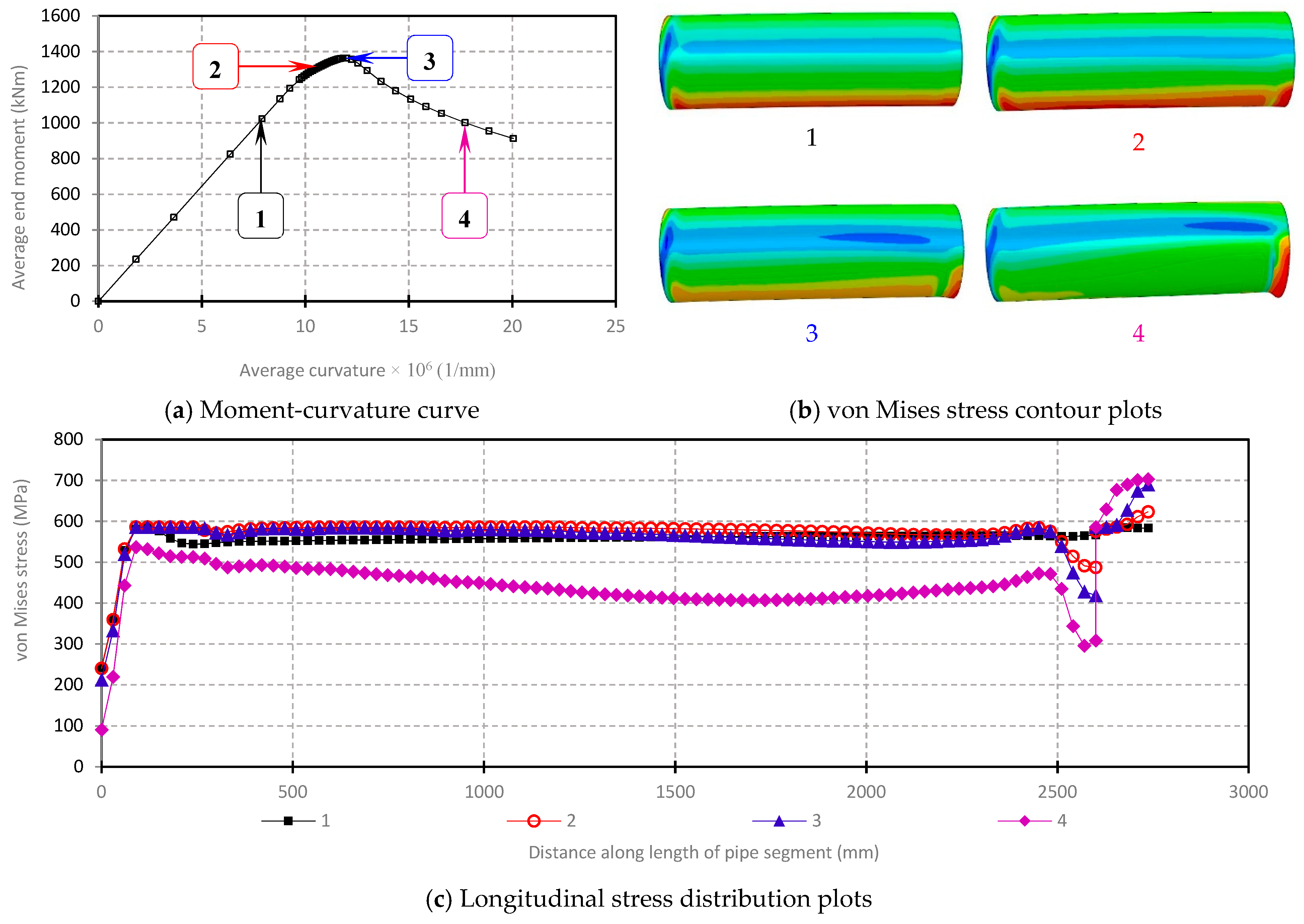
4.2. Evolution of Stress in Pipes
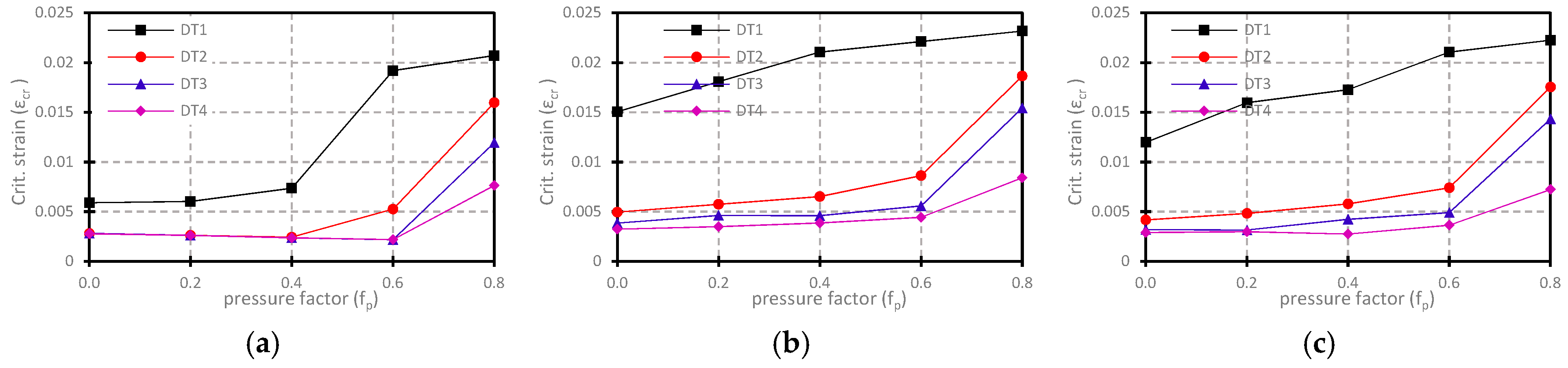
4.3. Results of Parametric Analysis
4.3.1. Influence of D/t Ratio
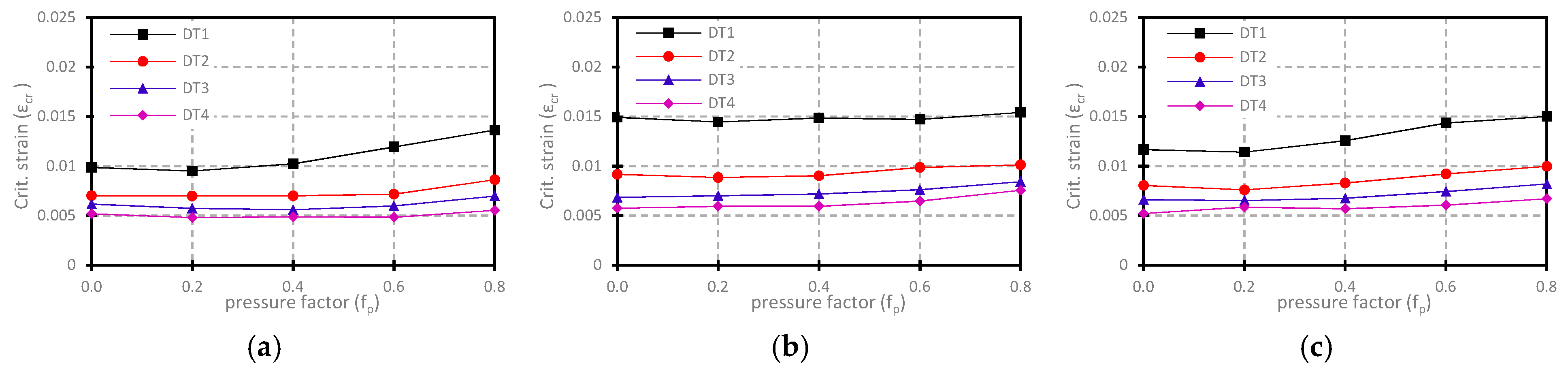
4.3.2. Influence of Internal Pressure
4.3.3. Influence of Strain-Hardening Properties
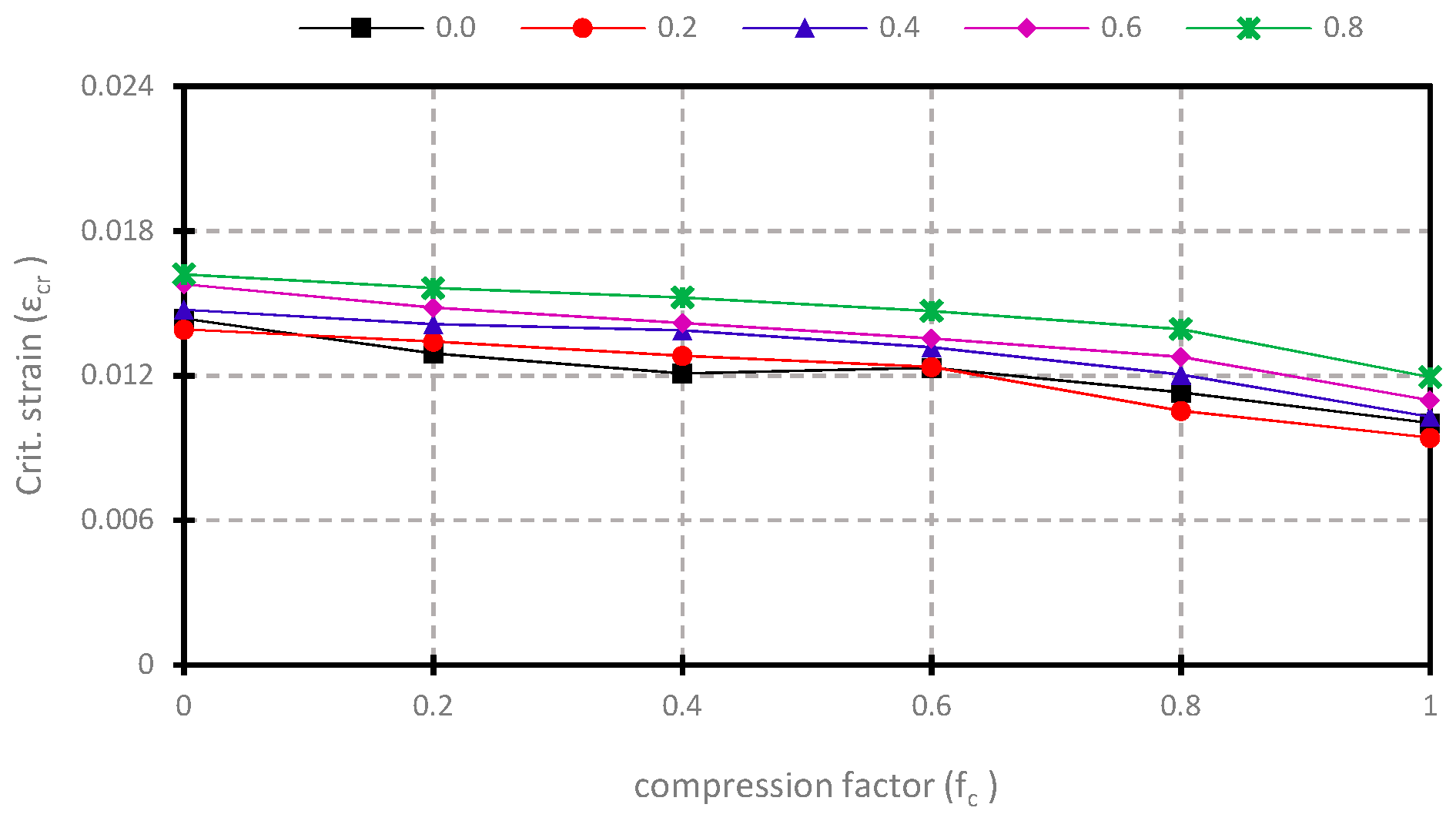
4.3.4. Influence of Compressive Net-Section Axial Force for Combined Loading
5. Derivation of Semi-Empirical Models
5.1. CLS Derivation
5.2. Limit Stress Derivation
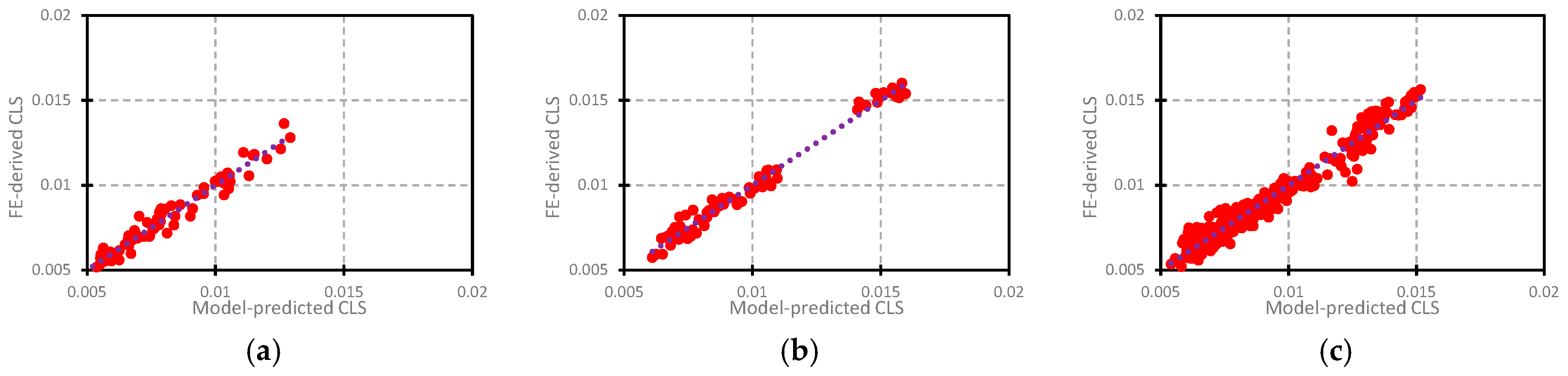
6. Goodness-of-Fit
7. Discussion of Results
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Taylor, L.C. Fault displacement and ground deformation associated with surface faulting. Proceedings of the Technical Council on Lifeline Earthquake Engineering Specialty Conference 338–353.
- Ariman, T.; Muleski, G.E. A review of the response of buried pipelines under seismic excitations. Earthq. Eng. Struct. Dyn. 1981, 9, 133–152. [Google Scholar] [CrossRef]
- Selvadurai, A.P.S. Mechanics of buried pipelines induced by random ground movement. In Proceedings of the CSCE Annual Conference (Engineering Mechanics Symposium), Vancouver, BC, Canada, 29–31 May 1991; pp. 142–151. [Google Scholar]
- Yun, H.; Kyriakides, S. On the beam and shell modes of buckling of buried pipelines. Soil Dyn. Earthq. Eng. 1990, 9, 179–193. [Google Scholar] [CrossRef]
- Dama, E.; Karamanos, S.A.; Gresnigt, A.M. Failure of Locally Buckled Pipelines. J. Press. Vessel Technol. 2007, 129, 272. [Google Scholar] [CrossRef]
- Trifonov, O.V.; Cherniy, V.P. Elastoplastic stress–strain analysis of buried steel pipelines subjected to fault displacements with account for service loads. Soil Dyn. Earthq. Eng. 2012, 33, 54–62. [Google Scholar] [CrossRef]
- American Lifelines Alliance. Guidelines for the Design of Buried Steel Pipe (with Addenda through February 2005); American Society of Civil Engineers: Reston, VA, USA, 2005. [Google Scholar]
- Vazouras, P.; Karamanos, S.A.; Dakoulas, P. Finite element analysis of buried steel pipelines under strike-slip fault displacements. Soil Dyn. Earthq. Eng. 2010, 30, 1361–1376. [Google Scholar] [CrossRef]
- Vazouras, P.; Karamanos, S.A.; Dakoulas, P. Mechanical behavior of buried steel pipes crossing active strike-slip faults. Soil Dyn. Earthq. Eng. 2012, 41, 164–180. [Google Scholar] [CrossRef]
- Vazouras, P.; Dakoulas, P.; Karamanos, S.A. Pipe–soil interaction and pipeline performance under strike–slip fault movements. Soil Dyn. Earthq. Eng. 2015, 72, 48–65. [Google Scholar] [CrossRef]
- Kan, W.C.; Weir, M.; Zhang, M.M.; Lillig, D.B.; Barbas, S.T.; Macia, M.L.; Biery, N.E. Strain-Based Pipelines: Design Consideration Overview. In Proceedings of the Eighteenth International Offshore and Polar Engineering Conference, Vancouver, BC, USA, 6–11 July 2008; International Society of Offshore and Polar Engineers: Vancouver, BC, USA, 2008. [Google Scholar]
- API 1111 Design, Construction, Operation, and Maintenance of Offshore Hydrocarbon Pipelines; American Petroleum Institute (API): Washington, DC, USA, 1999.
- Det Norske Veritas. Submarine Pipeline Systems—DNV-OS-F101; DNV: Oslo, Norway, 2010. [Google Scholar]
- American Bureau of Shipping. Guide for Building and Classing Subsea Pipeline Systems; ABS: Houston, TX, UAS, 2006. [Google Scholar]
- Canadian Standards Association Oil and Gas Pipeline Systems; CSA-Z662-2007; CSA Group: Mississauga, ON, Canada, 2007.
- Macia, M.L.; Kibey, S.A.; Arslan, H.; Bardi, F.; Ford, S.J.; Kan, W.C.; Cook, M.F.; Newbury, B. Approaches to Qualify Strain-Based Design Pipelines. In Proceedings of the 2010 8th International Pipeline Conference, Calgary, AB, Canada, 27 September–1 October 2010; Volume 4, pp. 365–374. [Google Scholar]
- Liu, B.; Liu, X.J.; Zhang, H. Strain-based design criteria of pipelines. J. Loss Prev. Process Ind. 2009, 22, 884–888. [Google Scholar] [CrossRef]
- Wang, Y.-Y.; Liu, M.; Horsley, D.; Salama, M.; Sen, M. Overall Framework of Strain-Based Design and Assessment of Pipelines. In Proceedings of the 10th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2014; p. V004T11A023. [Google Scholar]
- Kenny, S.; Barrett, J.; Phillips, R.; Popescu, R. Integrating Geohazard Demand And Structural Capacity Modelling Within a Probabilistic Design Framework For Offshore Arctic Pipelines. In Proceedings of the The Seventeenth International Offshore and Polar Engineering Conference, Lisbon, Portugal, 1–6 July 2007; International Society of Offshore and Polar Engineers: Lisbon, Portugal, 2007. [Google Scholar]
- Nessim, M.; Zhou, W.; Zhou, J.; Rothwell, B. Reliability Based Design and Assessment for Location-Specific Failure Threats With Application to Natural Gas Pipelines. J. Press. Vessel Technol. 2009, 131, 041701. [Google Scholar] [CrossRef]
- Lorenz, R. Achsensymmetrische Verzerrungen in dünnwandigen Hohlzylindern. Zeitschrift des Vereines Deutscher Ingenieure 1908, 52, 1706–1713. [Google Scholar]
- Timoshenko, S.P. Einige stabilitäts probleme der elastizitäts theorie. Z. Math. Phys. 1910, 58, 337–385. [Google Scholar]
- Southwell, R.V. On the General Theory of Elastic Stability. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1914, 213, 187–244. [Google Scholar] [CrossRef] [Green Version]
- Robertson, A. The Strength of Tubular Struts; Report No.: 23-9003-1-29; British Aeronautical Research Committee: Bedford, UK, 1929.
- Wilson, W.M.; Newmark, N.M. The strength of thin cylindrical shells as columns. In Proceedings of the Civil Engineering Classics, The Engineering Experiment Station, University of Illinois, Urbana, IL, USA, 28 February 1933; pp. 1–42. [Google Scholar]
- Lundquist, E.E. Strength Tests of Thin-Walled Duralumin Cylinders in Compression; NACA Technical Note, No 473; National Advisory Committee for Aeronautics: Washington, DC, USA, 1934.
- Von Kármán, T.; Tsien, H.S. The Buckling of Thin Cylindrical Shells under Axial Compression. In Collected Works of Hsue-Shen Tsien (1938–1956); Elsevier: Oxford, UK, 2012; Volume 8, pp. 165–181. ISBN 9780123982773. [Google Scholar]
- Koiter, W.T. The Stability of Elastic Equilibrium. Ph.D. Thesis, Cornell University, New York, NY, USA, 1945. [Google Scholar]
- Brazier, L.G. On the Flexure of Thin Cylindrical Shells and Other “Thin” Sections. Proc. R. Soc. A Math. Phys. Eng. Sci. 1927, 116, 104–114. [Google Scholar] [CrossRef]
- Jirsa, J.O.; Lee, F.H.; Wilhoit, J.C.; Merwin, J.E. Ovaling Of Pipelines Under Pure Bending. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–3 May 1972. [Google Scholar]
- Sherman, D.R. Test of Circular Steel Tubes in Bending. J. Struct. Div. 1976, 102, 2181–2195. [Google Scholar]
- Tugcu, P.; Schroeder, J. Plastic deformation and stability of pipes exposed to external couples. Int. J. Solids Struct. 1979, 15, 643–658. [Google Scholar] [CrossRef]
- Reddy, B.D. An experimental study of the plastic buckling of circular cylinders in pure bending. Int. J. Solids Struct. 1979, 15, 669–683. [Google Scholar] [CrossRef]
- Corona, E.; Kyriakides, S. On the collapse of inelastic tubes under combined bending and pressure. Int. J. Solids Struct. 1988, 24, 505–535. [Google Scholar] [CrossRef]
- Mathon, C.; Limam, A. Experimental collapse of thin cylindrical shells submitted to internal pressure and pure bending. Thin-Walled Struct. 2006, 44, 39–50. [Google Scholar] [CrossRef]
- Lundquist, E.E. Strength Tests of Thin-Walled Duralumin Cylinders in Pure Bending; NACA Technical Note, No 479; National Advisory Committee for Aeronautics: Langley Field, VA, USA, 1933.
- Donnell, L.H. A new theory for the buckling of thin cylinders under axial compression and bending. Trans. ASME 1934, 56, 795–806. [Google Scholar]
- Suer, H.S.; Harris, L.A.; Skene, W.T.; Benjamin, R.J. The Bending Stability of Thin-Walled Unstiffened Circular Cylinders Including the Effects of Internal Pressure. J. Aerosp. Sci. 1958, 25, 281–287. [Google Scholar] [CrossRef]
- Houliara, S.; Karamanos, S.A. Buckling and post-buckling of long pressurized elastic thin-walled tubes under in-plane bending. Int. J. Non. Linear. Mech. 2006, 41, 491–511. [Google Scholar] [CrossRef]
- Limam, A.; Lee, L.-H.; Corona, E.; Kyriakides, S. Inelastic wrinkling and collapse of tubes under combined bending and internal pressure. Int. J. Mech. Sci. 2010, 52, 637–647. [Google Scholar] [CrossRef]
- American Petroleum Institute. API 5L: Specification for Line Pipe, 44th ed.; American Petroleum Institute: Washington, DC, USA, 2007. [Google Scholar]
- Bai, Q.; Bai, Y. Use of High-Strength Pipeline Steels. In Subsea Pipeline Design, Analysis, and Installation; Gulf Professional Publishing: Oxford, UK, 2014; pp. 675–694. [Google Scholar]
- Suzuki, N.; Toyoda, M. Critical Compressive Strain of Linepipes Related to Workhardening Parameters. In Proceedings of the 21st International Conference on Offshore Mechanics and Arctic Engineering, Oslo, Norway, 23–28 June 2002; Volume 3, pp. 217–224. [Google Scholar]
- Suzuki, N.; Muraoka, R.; Glover, A.; Zhou, J.; Toyoda, M. Local Buckling Behavior of X100 Linepipes. In Proceedings of the ASME 2003 22nd International Conference on Offshore Mechanics and Arctic Engineering, Cancun, Mexico, 8–13 June 2003; pp. 67–76. [Google Scholar]
- Kang, K.-B.; Yoo, J.-Y.; Ahn, S.-S.; Cho, W.Y.; Yoon, T.-Y. Buckling Behavior of API-X80 Linepipe. In Proceedings of the Seventeenth International Offshore and Polar Engineering Conference, Lisbon, Portugal, 1–6 July 2007; International Society of Offshore and Polar Engineers: Lisbon, Portugal, 2007; pp. 3254–3260. [Google Scholar]
- Ishikawa, N.; Okatsu, M.; Endo, S.; Shikanai, N.; Muraoka, R.; Kondo, J. Mechanical And Metallurgical Properties of Grade X80 High Strain Linepipe Produced By Heat Treatment On-line Process. In Proceedings of the Eighteenth International Offshore and Polar Engineering Conference, Vancouver, BC, Canada, 6–11 July 2008; International Society of Offshore and Polar Engineers: Vancouver, BC, Canada, 2008; pp. 13–20. [Google Scholar]
- Yoo, J.-Y.; Ahn, S.-S.; Seo, D.-H.; Song, W.-H.; Kang, K.-B. New Development of High Grade X80 to X120 Pipeline Steels. Mater. Manuf. Process. 2011, 26, 154–160. [Google Scholar] [CrossRef]
- Kong, L.Z.; Zhou, X.Y.; Chen, L.Q.; Shuai, J.; Huang, K.; Yu, G.J. True Stress–Strain Curves Test and Material Property Analysis of API X65 and API X90 Gas Pipeline Steels. J. Pipeline Syst. Eng. Pract. 2018, 9, 04017030. [Google Scholar] [CrossRef]
- Porter, D.; Laukkanen, A.; Nevasmaa, P.; Rahka, K.; Wallin, K. Performance of TMCP steel with respect to mechanical properties after cold forming and post-forming heat treatment. Int. J. Press. Vessel. Pip. 2004, 81, 867–877. [Google Scholar] [CrossRef]
- Mouriño, N.S.; Petrov, R.; Bae, J.-H.; Kim, K.; Kestens, L.A.I. Texture Dependent Mechanical Anisotropy of X80 Pipeline Steel. Adv. Eng. Mater. 2010, 12, 973–980. [Google Scholar] [CrossRef]
- Hines, J.R.; Timms, C.M.; DeGeer, D.D. Thermal Ageing Effects on Thickwalled Line Pipe. In Proceedings of the ASME 2007 26th International Conference on Offshore Mechanics and Arctic Engineering, San Diego, CA, USA, 10–15 June 2007; pp. 573–579. [Google Scholar]
- Ndubuaku, O.; Martens, M.; Cheng, R.; Ahmed, A.; Adeeb, S. A Novel Approach for True Stress-True Strain Material Characterization of Metallic Materials Using the Product-Log (Omega) Function. In Proceedings of the 6th International Conference on Engineering Mechanics and Materials, Vancouver, BC, Canada, 31 May–3 June 2017. [Google Scholar]
- Ndubuaku, O.; Martens, M.; Cheng, J.J.R.; Adeeb, S. Expression of a Generic Full-Range True Stress-True Strain Model for Pipeline Steels Using the Product-Log (Omega) Function. In Proceedings of the ASME 2017 Pressure Vessels and Piping Conference, Waikoloa, HI, USA, 16–20 July 2017; p. V06BT06A050. [Google Scholar]
- Ndubuaku, O.; Liu, X.; Martens, M.; Roger Cheng, J.J.; Adeeb, S. The effect of material stress-strain characteristics on the ultimate stress and critical buckling strain of flat plates subjected to uniform axial compression. Constr. Build. Mater. 2018, 182, 346–359. [Google Scholar] [CrossRef]
- Ndubuaku, O. A New Material Characterization Approach for Evaluating the Deformational Capacity of Onshore Pipelines. Ph.D. Thesis, University of Alberta, Edmonton, AB, Canada, 2019. [Google Scholar]
- Hibbitt, D.; Karlsson, B.; Sorensen, P. ABAQUS Standard User’s and Reference Manuals, version 6.14; Dassault Systèmes: Providence, RI, USA, 2014. [Google Scholar]
- Wolfram Research Inc. Mathematica, version 11.3; Wolfram Research Inc.: Champaign, IL, USA, 2018. [Google Scholar]
- Liu, M.; Wang, Y.-Y.; Zhang, F.; Kotian, K. Realistic Strain Capacity Models for Pipeline Construction and Maintenance; Prepared for US Department of Transportation; Contract No. DTPH56-10-T-000016; Pipeline and Hazardous Materials Safety Administration, Office of Pipeline Safety: Dublin, OH, USA, 2013.
- Dorey, A.B.; Murray, D.W.; Cheng, J.J.R. Critical Buckling Strain Equations for Energy Pipelines—A Parametric Study. J. Offshore Mech. Arct. Eng. 2006, 128, 248. [Google Scholar] [CrossRef]
- Mohareb, M.E.; Elwi, A.E.; Kulak, G.L.; Murray, D.W. Deformation Behavior of Line Pipe; Structural Engineering Report No. 202; University of Alberta: Edmonton, AB, Canada, 1994. [Google Scholar]
- Liu, X.; Zhang, H.; Han, Y.; Xia, M.; Zheng, W. A semi-empirical model for peak strain prediction of buried X80 steel pipelines under compression and bending at strike-slip fault crossings. J. Nat. Gas Sci. Eng. 2016, 32, 465–475. [Google Scholar] [CrossRef]
- Dorey, A.B.; Murray, D.W.; Cheng, J.J.R. Material Property Effects on Critical Buckling Strains in Energy Pipelines. In Proceedings of the 2002 4th International Pipeline Conference, Calgary, AB, Canada, 30 Septembe–3 October 2002; pp. 475–484. [Google Scholar]
- Gresnigt, A.M.; Karamanos, S.A. Local Buckling Strength And Deformation Capacity of Pipes. In Proceedings of the Nineteenth International Offshore and Polar Engineering Conference, Osaka, Japan, 21–26 July 2009; International Society of Offshore and Polar Engineers: Osaka, Japan, 2009; pp. 212–224. [Google Scholar]
- Neupane, S.; Adeeb, S.; Cheng, R.; Ferguson, J.; Martens, M. Modeling the Deformation Response of High Strength Steel Pipelines—Part I: Material Characterization to Model the Plastic Anisotropy. J. Appl. Mech. 2012, 79, 051002. [Google Scholar] [CrossRef]
- Neupane, S.; Adeeb, S.; Cheng, R.; Ferguson, J.; Martens, M. Modeling the Deformation Response of High Strength Steel Pipelines—Part II: Effects of Material Characterization on the Deformation Response of Pipes. J. Appl. Mech. 2012, 79, 051003. [Google Scholar] [CrossRef]
- Adeeb, S.; Zhou, J.; Horsley, D. Investigating the Effect of UOE Forming Process on the Buckling of Line Pipes Using Finite Element Modeling. In Proceedings of the 2006 International Pipeline Conference, Calgary, AB, Canada, 25–29 September 2006; Volume 2006, pp. 169–174. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| YPT | RHT | ||||
|---|---|---|---|---|---|
| Curve Label | Kf = 1/KNM | Hf = 1/HNM | Curve Label | Kf = 1/KNM | Hf = 1/HNM |
| YP-1.00 | 83.7395 | 0.5187 | PL-486 | 11.5448 | 3.9814 |
| YP-1.25 | 115.2048 | 0.4221 | PL-446 | 21.1099 | 2.7531 |
| YP-1.50 | 162.9859 | 0.3510 | PL-406 | 35.3391 | 2.1374 |
| YP-1.75 | 240.2443 | 0.2953 | PL-366 | 69.2445 | 1.5847 |
| YP-2.00 | 374.3178 | 0.2501 | |||
| REG. COEFF. | YPT | RHT | ||||
|---|---|---|---|---|---|---|
| LC1 | LC2 | LC3 | LC1 | LC2 | LC3 | |
| a1 | 0.07582 | 0.003171 | 0.7302 | 1.586 | 1.231 | 0.1829 |
| b1 | −2.192 | −2.386 | −4.256 | −0.5804 | −1.112 | −0.6736 |
| a2 | 0.06014 | 18.57 | −386.2 | 2.919 | 0.4872 | 0.947 |
| b2 | 0.005009 | −0.000358 | −7.111 | 0.7857 | −0.1282 | −0.2245 |
| c2 | −0.00003623 | 8.397 × 10−6 | 0.02827 | −218.1 | −48.49 | 170.2 |
| d2 | 8.186 | 11.66 | 7.735 | −34.63 | −16.93 | 6.393 |
| e2 | 0.6897 | 3.537 | −2.354 | 0.1272 | −0.2596 | −0.02223 |
| f2 | - | - | - | 3.565 | 1.335 | 2.82 |
| a3 | - | - | 72.59 | −1.513 | 0.500779 | 7.783 |
| b3 | - | - | 182.2 | −1.234 | 6.915 × 10−5 | 14.71 |
| c3 | - | - | 1.116 | 3.225 | −0.501086 | 1.263 |
| d3 | - | - | 3.632 | 0.2451 | 0.0002846 | 4.778 |
| a4 | 86.44 | 15.09 | −30.34 | −2.608 | −1.272 | 3.37183 |
| b4 | 0.5966 | 0.004361 | −1.788 | 1.392 | 2.396 | −3.37182 |
| c4 | −136.5 | 1.019 | 1.665 | −0.1513 | 2.458 | −1.127 × 10−6 |
| d4 | 0.07415 | −3.204 | - | - | - | - |
| a5 | 40.73 | 271.9 | 2.464 × 10−5 | −1.40902 | −0.2618 | −5.336 |
| b5 | −0.0003071 | −1.189 | 1.216 | 1.40905 | 0.4994 | 4.04 |
| c5 | 1.274 | 0.6593 | −1.615 | 4.185 × 10−6 | 0.9315 | −0.1044 |
| a6 | - | - | 30.23 | - | - | −18.19 |
| b6 | - | - | −200.4 | - | - | 0.03894 |
| c6 | - | - | 3.893 | - | - | 2.456 |
| d6 | - | - | −0.199 | - | - | - |
| R2 | 0.962034 | 0.990746 | 0.983041 | 0.997271 | 0.998619 | 0.997224 |
| Par. | YPT | RHT | ||
|---|---|---|---|---|
| ≥ | ≤ | ≥ | ≤ | |
| π1 | 41 | 105 | 41 | 105 |
| π2 | 0.0 | 0.8 | 0.0 | 0.8 |
| π3 | 1 | 2 | 0.520 | 0.691 |
| π4 | 0.250 | 0.519 | 1.58 | 3.98 |
| π5 | 161 | 1497 | 2.9 | 43.7 |
| π6 | >0.0 | <1.0 | >0.0 | <1.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ndubuaku, O.; Martens, M.; Cheng, J.J.R.; Adeeb, S. Integrating the Shape Constants of a Novel Material Stress-Strain Characterization Model for Parametric Numerical Analysis of the Deformational Capacity of High-Strength X80-Grade Steel Pipelines. Appl. Sci. 2019, 9, 322. https://doi.org/10.3390/app9020322
Ndubuaku O, Martens M, Cheng JJR, Adeeb S. Integrating the Shape Constants of a Novel Material Stress-Strain Characterization Model for Parametric Numerical Analysis of the Deformational Capacity of High-Strength X80-Grade Steel Pipelines. Applied Sciences. 2019; 9(2):322. https://doi.org/10.3390/app9020322
Chicago/Turabian StyleNdubuaku, Onyekachi, Michael Martens, J. J. Roger Cheng, and Samer Adeeb. 2019. "Integrating the Shape Constants of a Novel Material Stress-Strain Characterization Model for Parametric Numerical Analysis of the Deformational Capacity of High-Strength X80-Grade Steel Pipelines" Applied Sciences 9, no. 2: 322. https://doi.org/10.3390/app9020322
APA StyleNdubuaku, O., Martens, M., Cheng, J. J. R., & Adeeb, S. (2019). Integrating the Shape Constants of a Novel Material Stress-Strain Characterization Model for Parametric Numerical Analysis of the Deformational Capacity of High-Strength X80-Grade Steel Pipelines. Applied Sciences, 9(2), 322. https://doi.org/10.3390/app9020322