Development of Quick Three-Dimensional Shape Measurement Projection Mapping System Using a Whole-Space Tabulation Method



Abstract
:1. Introduction
2. 3D Shape Measurement Methods
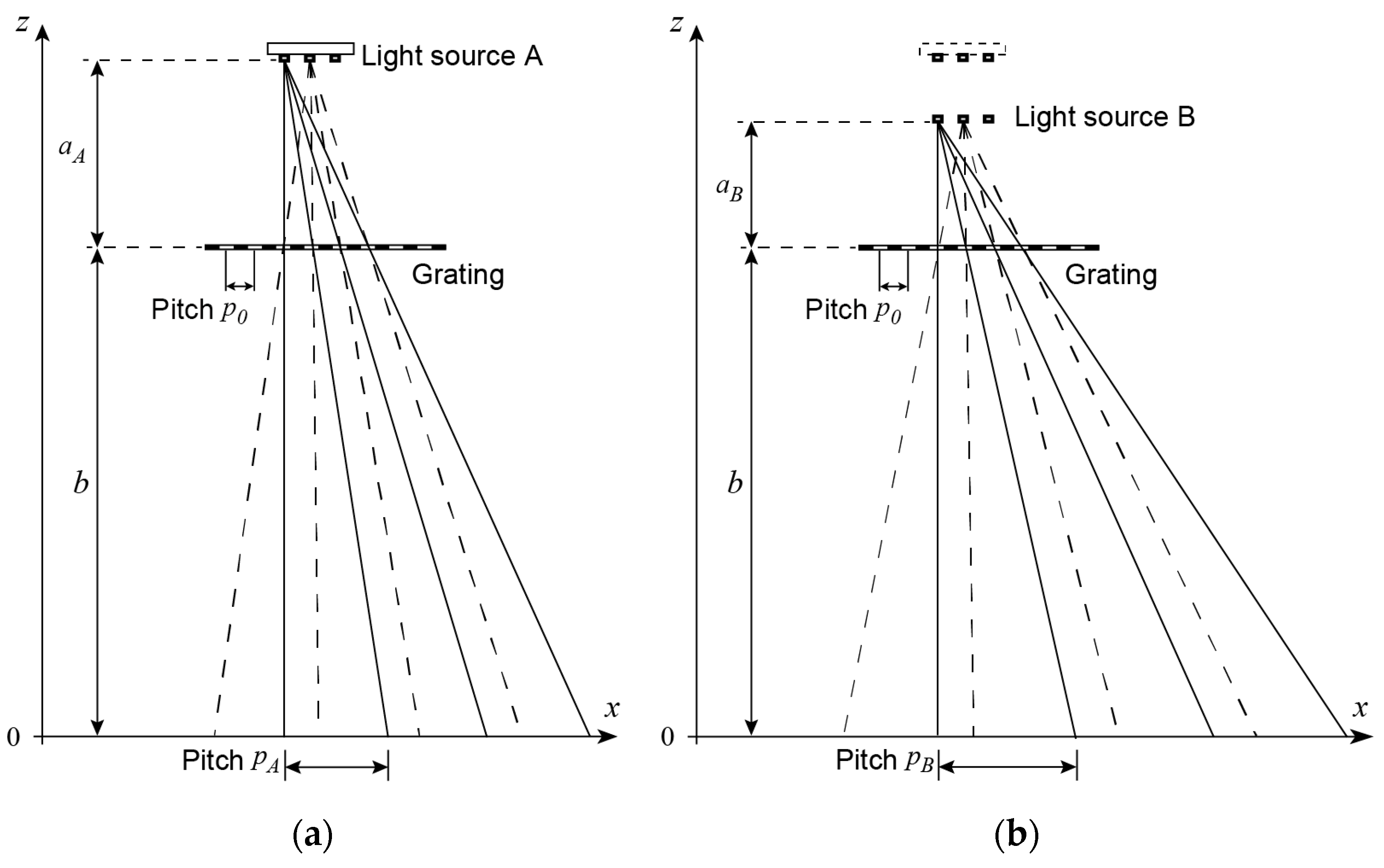
2.1. Measurement Methods
2.2. Coordinate Transformation
3. Experimental Setup and Accuracy Evaluation of the 3D Shape Measurement
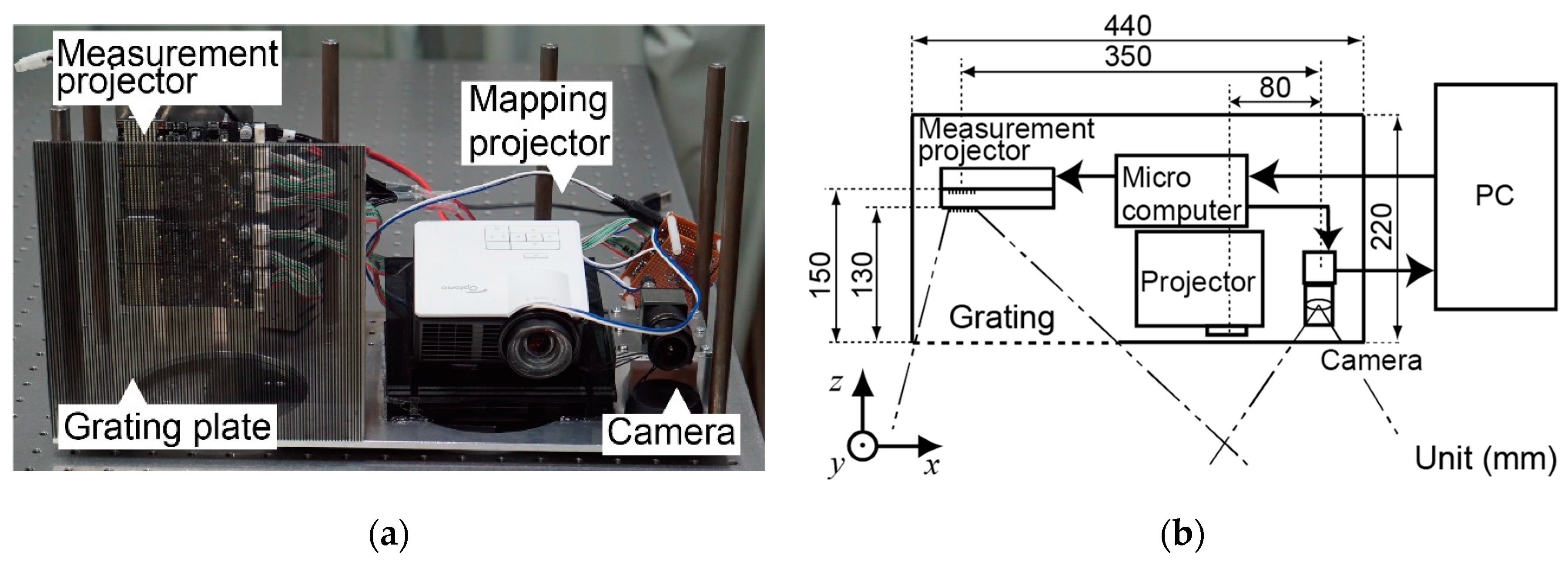
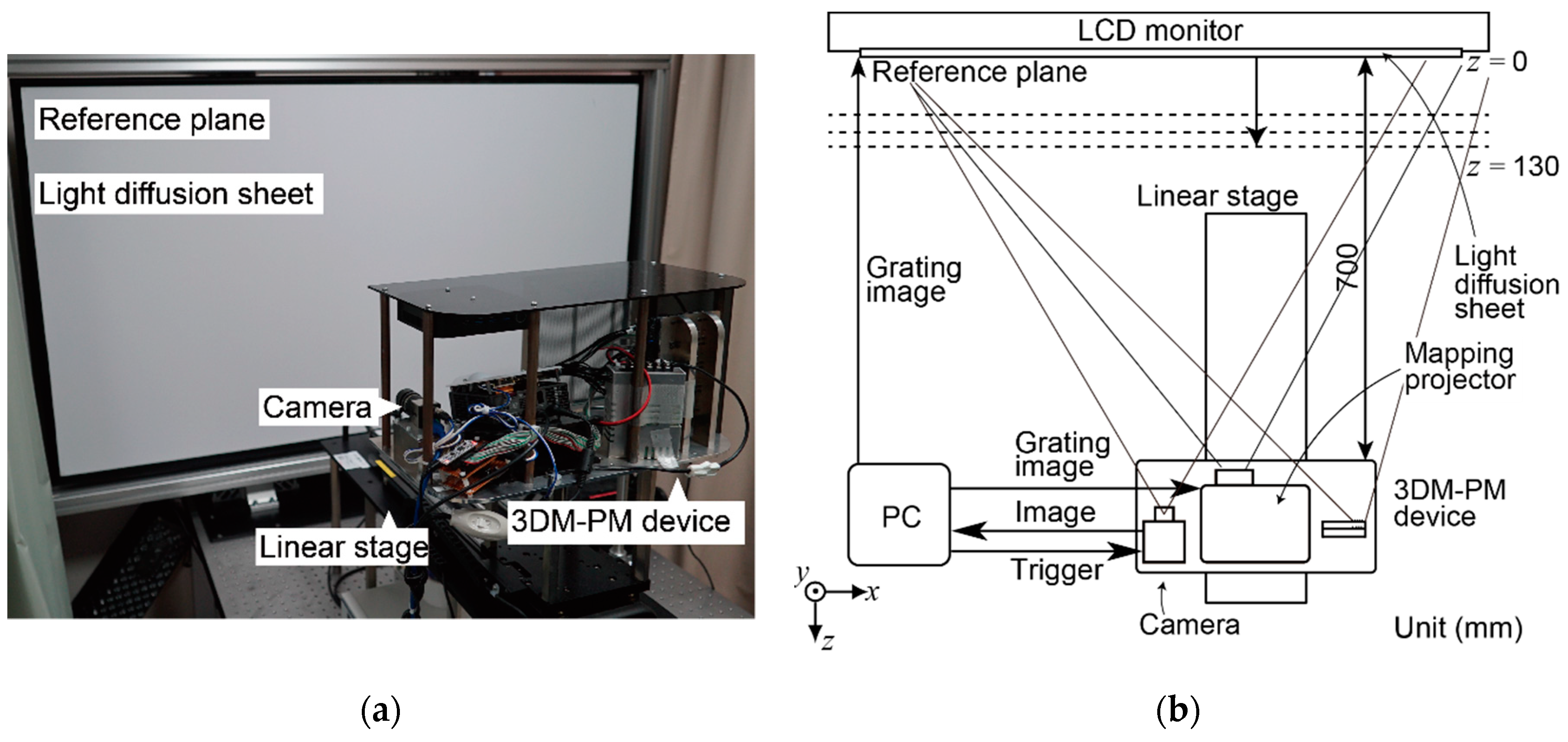
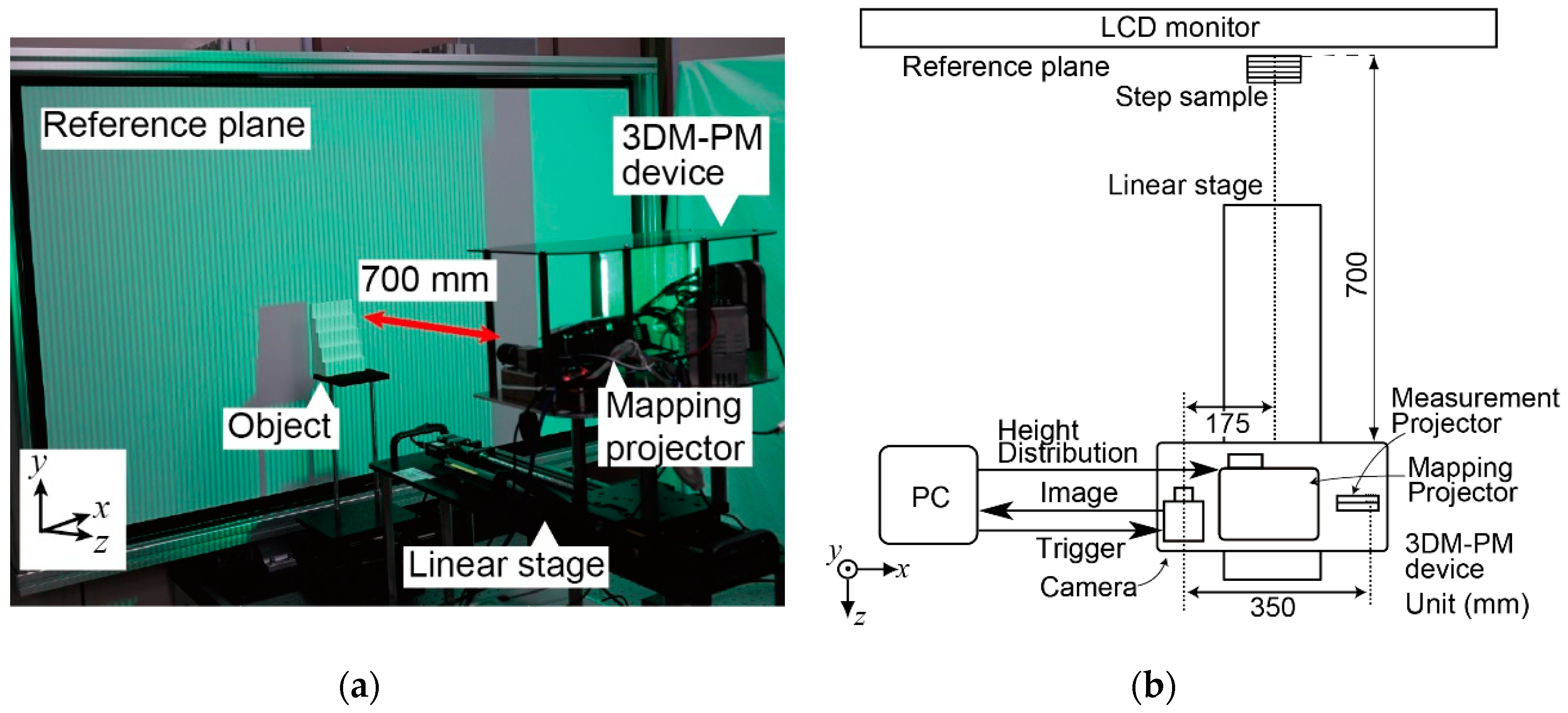
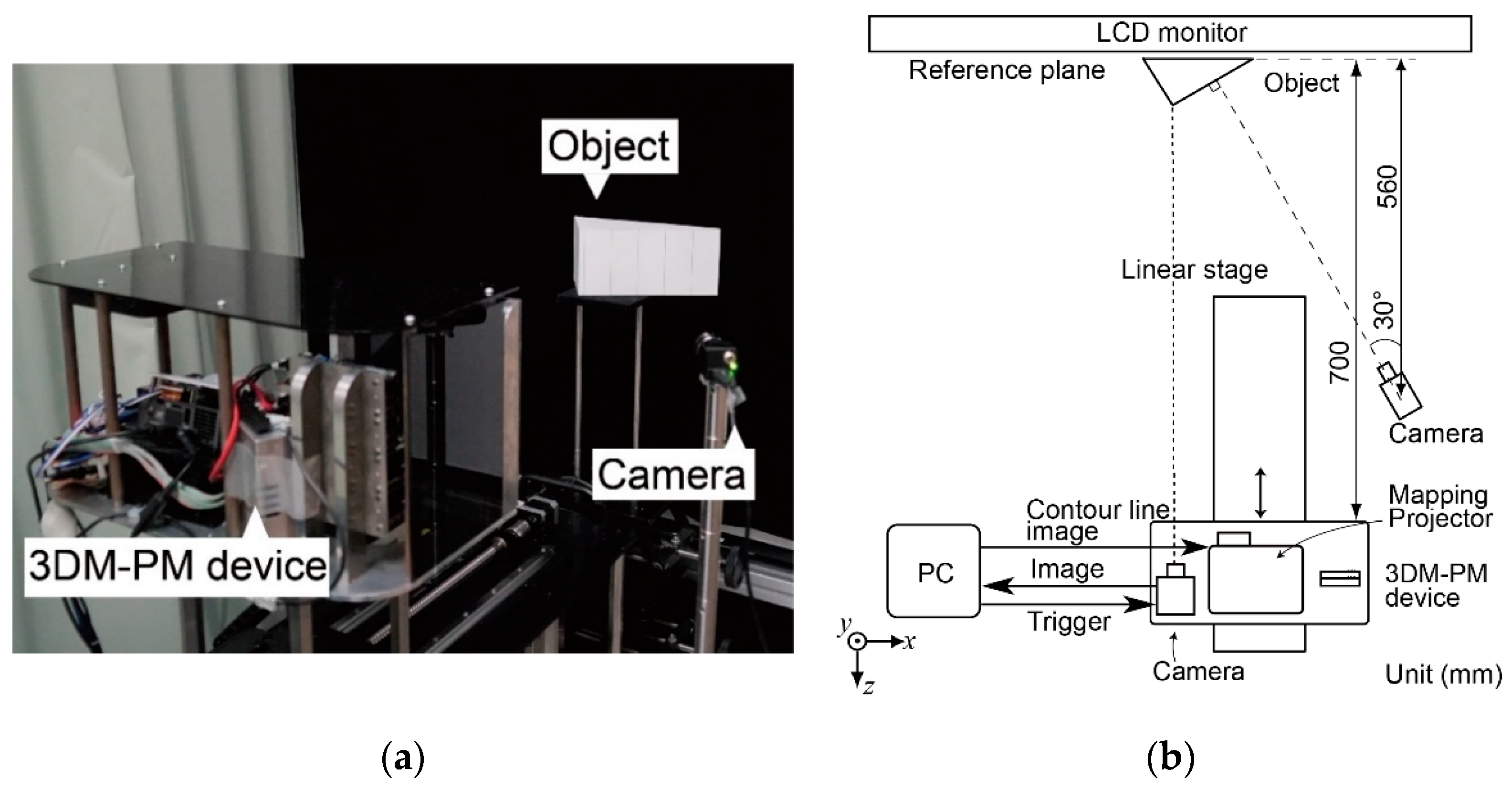
3.1. Experimental Setup
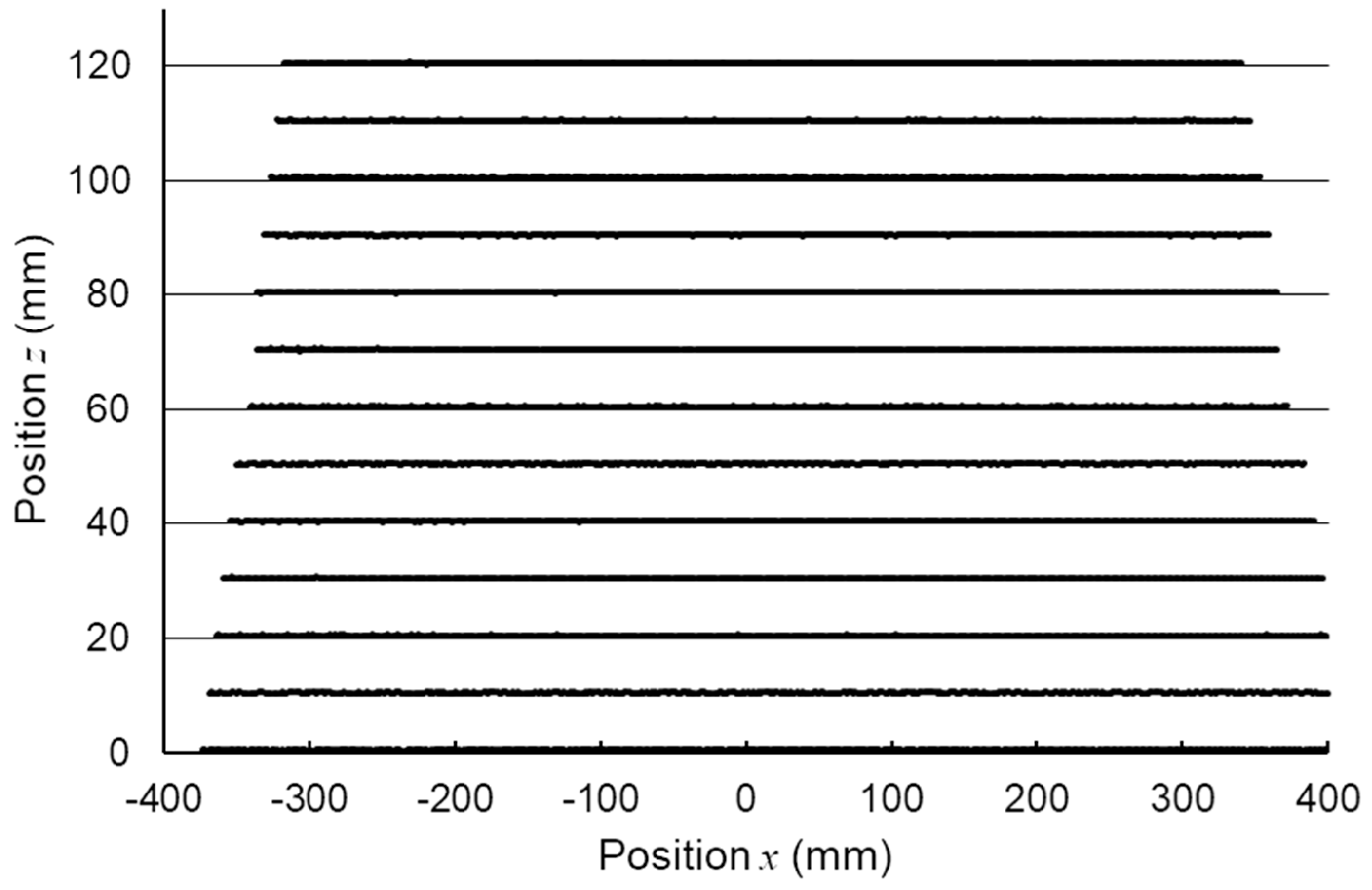
3.2. Accuracy Evaluation of the 3D Shape Measurement
4. Experimental Results of Projection Mapping
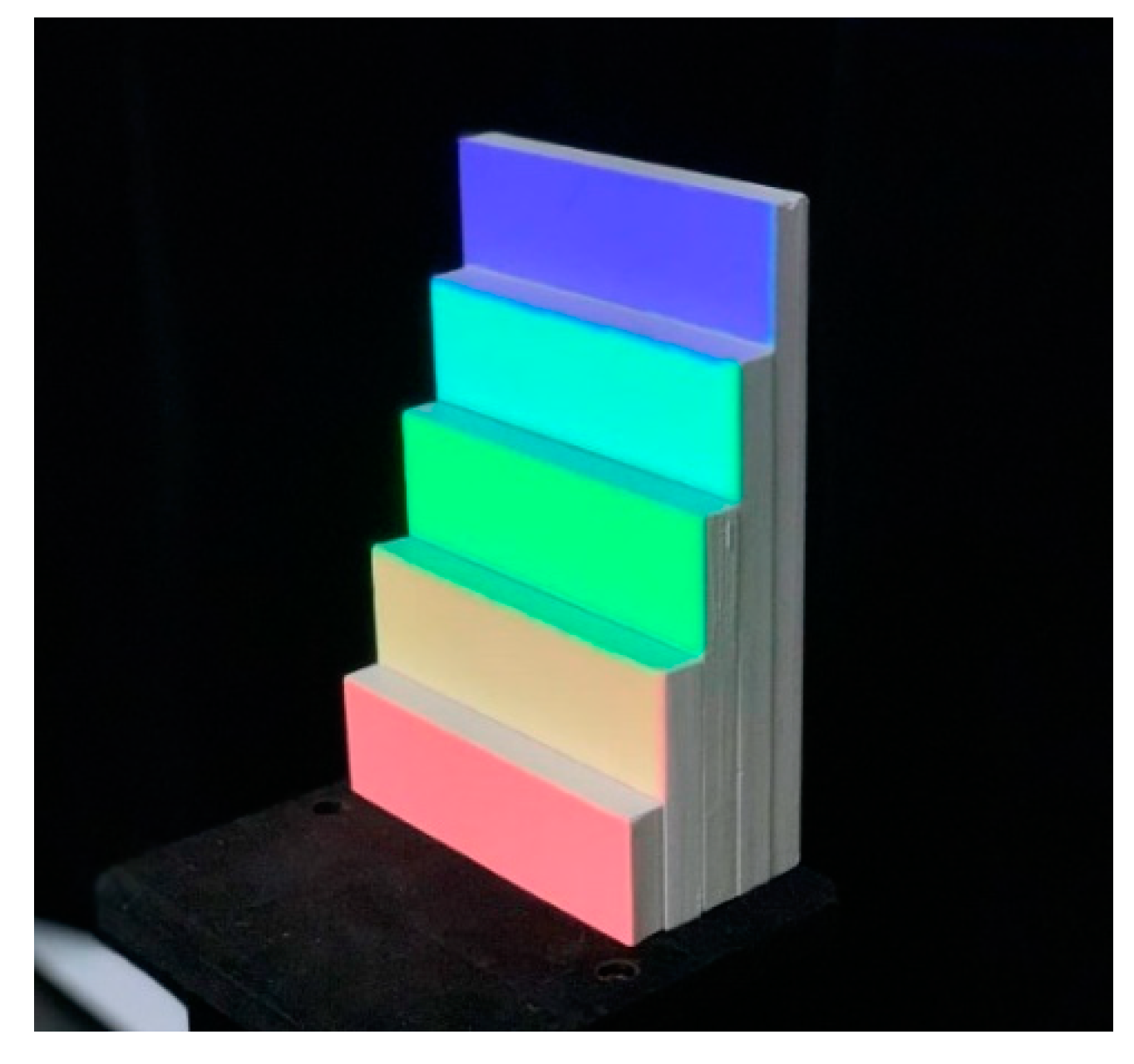
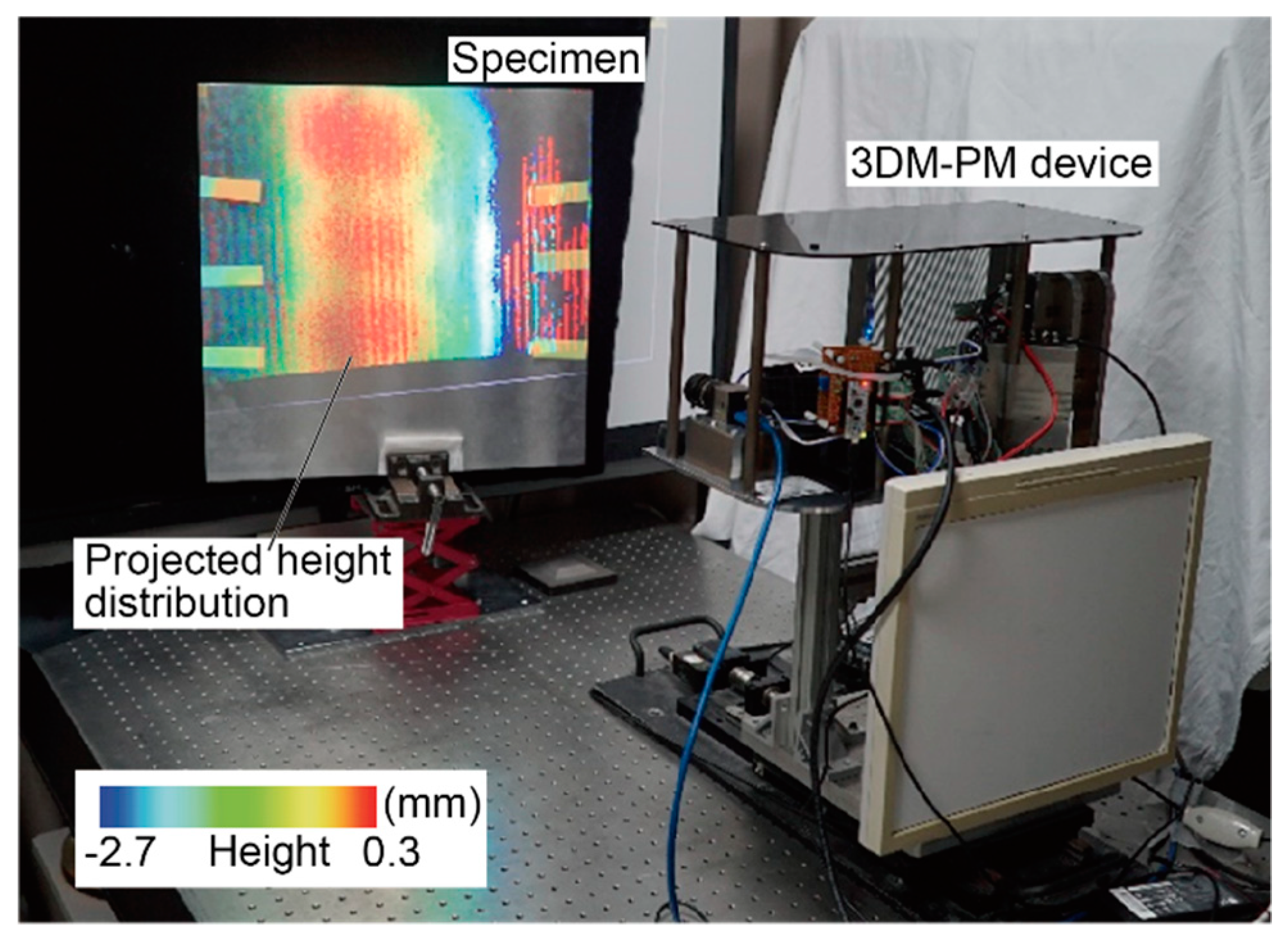
4.1. Height Distribution Projection Mapping
4.2. Evaluation of the Projection Accuracy
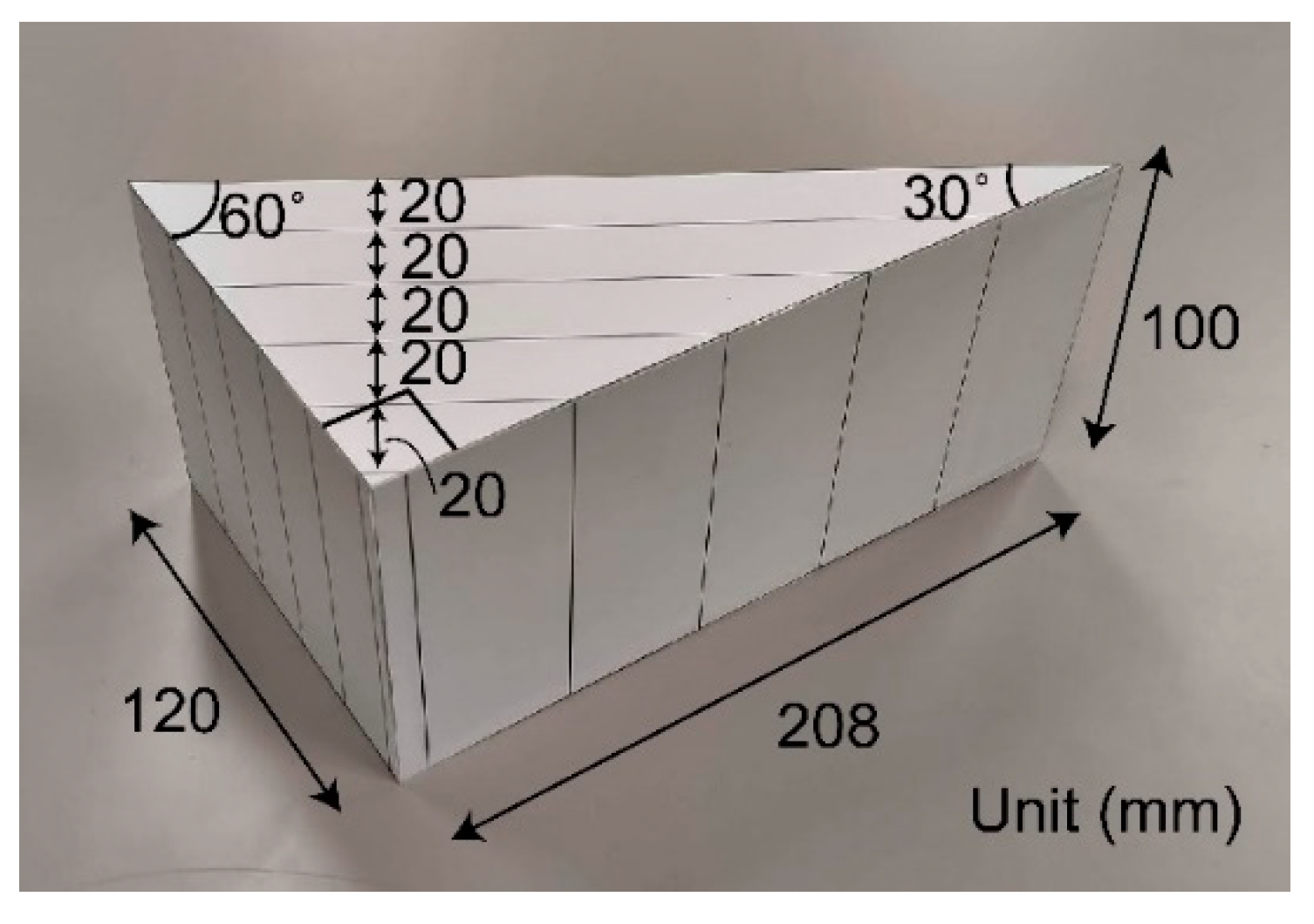
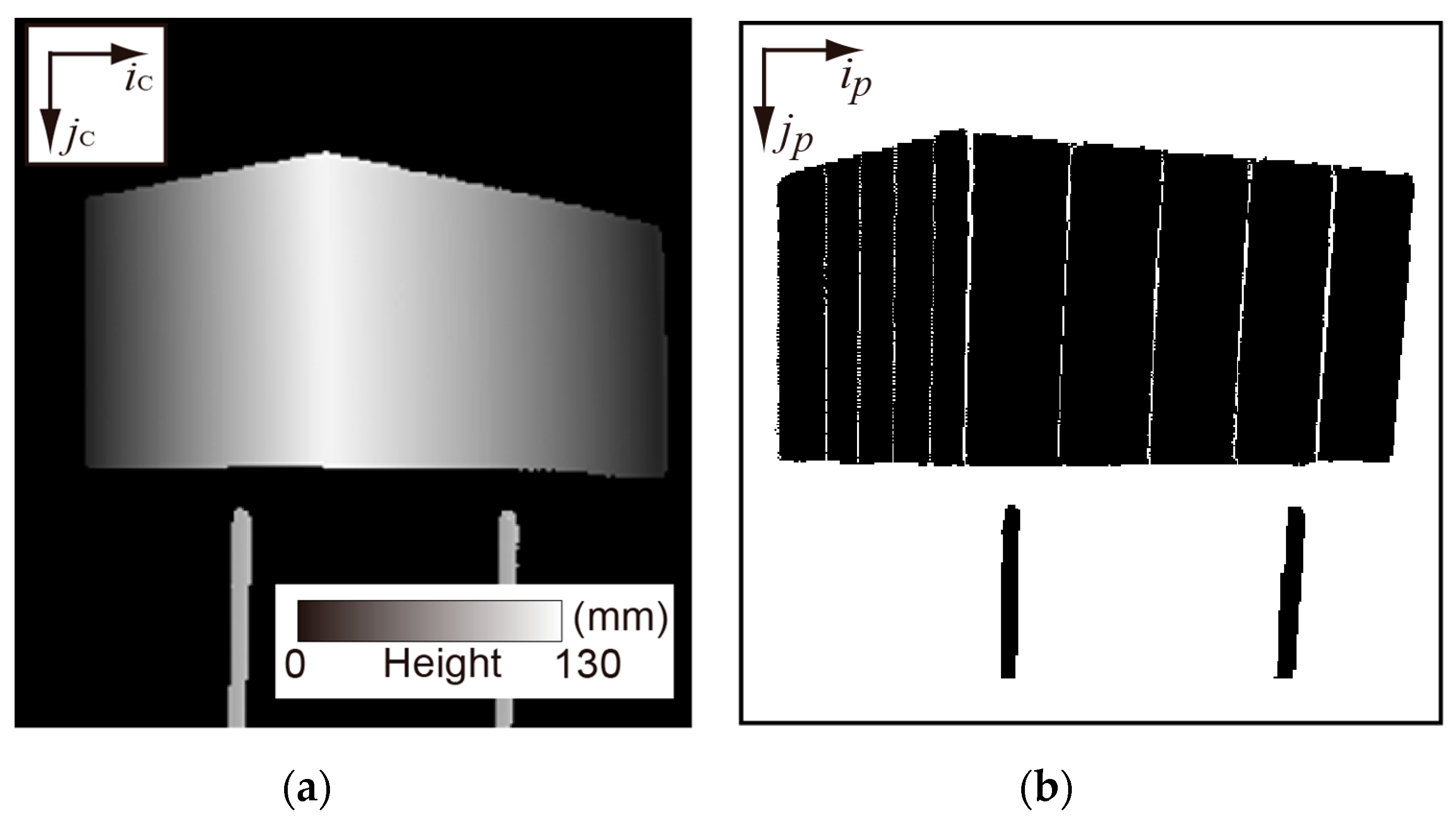
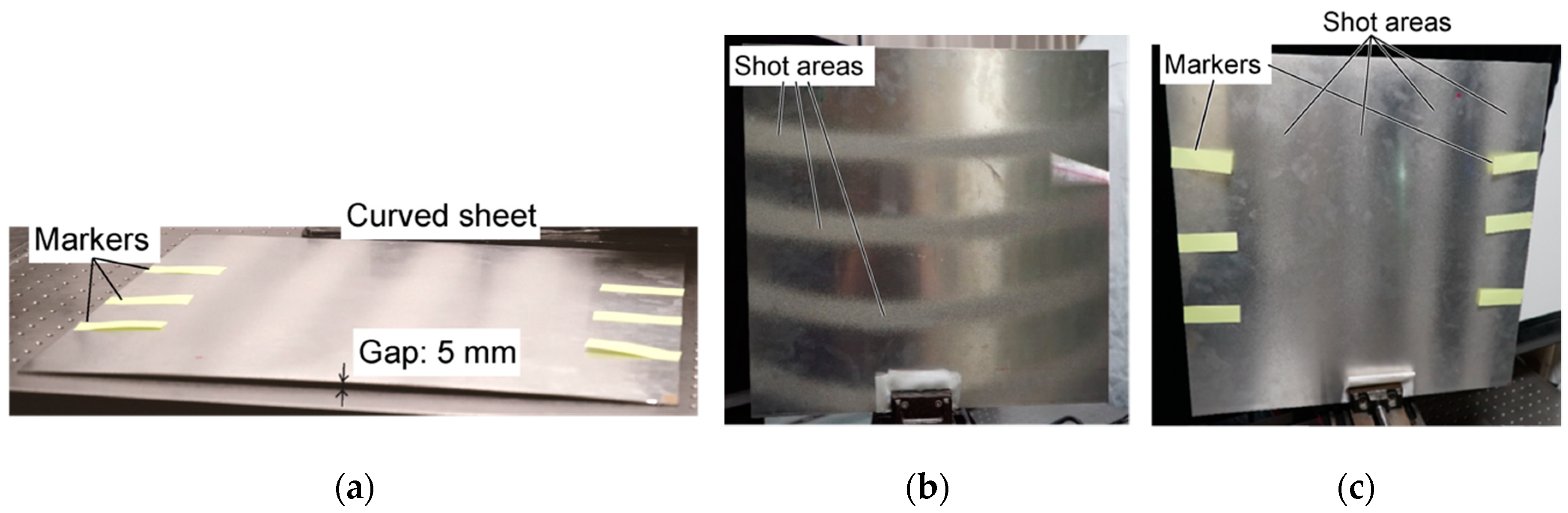
4.3. Application to Height Measurement of a Curved Sheet Metal
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gorthi, S.S.; Rastogi, P. Fringe projection techniques: Whither we are? Opt. Lasers Eng. 2010, 48, 133–140. [Google Scholar] [CrossRef]
- Liu, K.; Wang, Y.; Lau, D.; Hao, Q.; Hassebrook, L. Dual-frequency Pattern Scheme for High-speed 3-D Shape Measurement. Opt. Express 2010, 18, 5229–5244. [Google Scholar] [CrossRef] [PubMed]
- Gong, Y.; Zhang, S. Ultrafast 3-D Shape Measurement with an Off-the-shelf DLP Projector. Opt. Express 2010, 18, 19743–19754. [Google Scholar] [CrossRef] [PubMed]
- Hyun, J.S.; Zhang, S. Superfast 3D Absolute Shape Measurement Using Five Binary Patterns. Opt. Lasers Eng. 2017, 90, 217–224. [Google Scholar] [CrossRef]
- Fujigaki, M.; Morimoto, Y. Projection Device and Method of Measurement Result or Analysis Result. Japan Patent Application No. H11-242869 (P2001-066158A), 30 August 1999. [Google Scholar]
- Morimoto, Y.; Fujigaki, M.; Toda, H. Real-time Shape Measurement by Integrated Phase-Shifting Method. Proc. SPIE 1999, 3744, 118–125. [Google Scholar]
- Yasumuro, Y.; Imura, M.; Manabe, Y.; Oshiro, O.; Chihara, K. Projection-Based Augmented Reality with Automated Shape Scanning. Proc. SPIE 2005, 5664, 555–562. [Google Scholar]
- Chen, J.; Yamamoto, T.; Aoyama, T.; Takaki, T.; Ishii, I. Real-Time Projection Mapping Using High-Frame-Rate Structured Light 3D Vision. SICE J. Control Meas. Syst. Integr. 2015, 8, 265–272. [Google Scholar] [CrossRef] [Green Version]
- Gu, Q.Y.; Ishii, I. Review of Some Advances and Applications in Real-Time High-Speed Vision: Our Views and Experiences. Int. J. Autom. Comput. 2016, 13, 305–318. [Google Scholar] [CrossRef]
- Ahmed, B.; Lee, J.H.; Lee, Y.Y.; Lee, K.H. Projector Primary-Based Optimization for Superimposed Projection Mappings. J. Electron. Imaging 2018, 27, 011011. [Google Scholar] [CrossRef]
- Narita, G.; Watanabe, Y.; Ishikawa, M. Dynamic Projection Mapping onto Deforming Non-Rigid Surface Using Deformable Dot Cluster Marker. IEEE Trans. Vis. Comput. Graph. 2017, 23, 31235–31248. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Su, X.; Chen, W. Editable Projection Display Technology of Free-Form Surfaces Based on Height Information (in Chinese). Acta Opt. Sin. 2018, 38, 27. [Google Scholar]
- Fujigaki, M.; Oura, Y.; Asai, D.; Murata, Y. High-speed Height Measurement by a Light-source-stepping Method Using a Linear LED Array. Opt. Express 2013, 21, 23169–23180. [Google Scholar] [CrossRef] [PubMed]
- Fujigaki, M.; Sakaguchi, T.; Murata, Y. Development of a Compact 3D Shape Measurement Unit Using the Light-source-stepping Method. Opt. Lasers Eng. 2016, 85, 9–17. [Google Scholar] [CrossRef]
- Akatsuka, Y.; Fujigaki, M.; Matui, M. Three-dimensional Shape Measurement Using Optimal Number of Phase-shifting Steps Based on Light-source-stepping Method. Adv. Exp. Mech. 2017, 2, 105–111. [Google Scholar]
- Fujigaki, M. Real-time and Wide-range 3D Shape Measurement Using Linear LED Fringe Projector. In Proceedings of the 2015 2nd International Conference on Opto-Electronics and Applied Optics (IEM OPTRONIX), Vancouver, BC, Canada, 15–17 October 2015. [Google Scholar]
- Grosse, M.; Schaffer, M.; Harendt, B.; Kowarschik, R. Fast Data Acquisition for Three-Dimensional Shape Measurement Using Fixed-Pattern Projection and Temporal Coding. Opt. Eng. 2011, 50, 100503. [Google Scholar] [CrossRef]
- Zwick, S.; Heist, S.; Franzl, Y.; Steinkopf, R.; Kühmstedt, P.; Notni, G. 3D Measurement System on the Basis of a Tailored Free-Form Mirror. In Proceedings of the SPIE 2012, San Diego, CA, USA, 12–16 August 2012; Volume 8494, p. 84940F. [Google Scholar]
- Wakayama, T.; Yoshizawa, T. Compact Camera for Three-Dimensional Profilometry Incorporating a Single Mems Mirror. Opt. Eng. 2012, 51, 013601. [Google Scholar] [CrossRef]
- Gariépya, A.; Laroseb, S.; Perronb, C.; Bocherc, P.; Lévesquea, M. On the Effect of the Orientation of Sheet Rolling Direction in Shot Peen Forming. J. Mater. Process. Technol. 2013, 213, 926–938. [Google Scholar] [CrossRef]
- Faucheux, P.A.; Gosselin, F.P.; Lévesque, M. Simulating Shot Peen Forming with Eigenstrains. J. Mater. Process. Technol. 2018, 254, 135–144. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Camera pixel resolution (pixels) | 552 × 320 |
| Lens focal length (mm) | 3.5 |
| Projector pixel resolution (pixels) | 1280 × 720 |
| Grating pitch (mm) | 2.0 |
| Distance between grating and light source A (mm) | 150 |
| Distance between grating and light source B (mm) | 130 |
| Equipment | Description |
|---|---|
| Computer CPU | Intel Core i5-7200U 2.50–3.10 GHz |
| Computer RAM | 32 GB |
| Camera | IDS, UI-3060CP-M-GL Rev.2 (monochrome) |
| LED source | Philips, LXZ1-PM01 (dominant wavelength: 530 nm) |
| Mapping projector | Optoma ML750STS1 |
| Position z (mm) | Average (mm) | Error (mm) | Standard Deviation (mm) |
|---|---|---|---|
| 0.500 | 0.505 | 0.005 | 0.045 |
| 10.500 | 10.520 | 0.020 | 0.043 |
| 20.500 | 20.519 | 0.019 | 0.042 |
| 30.500 | 30.516 | 0.016 | 0.041 |
| 40.500 | 40.511 | 0.011 | 0.040 |
| 50.500 | 50.506 | 0.006 | 0.039 |
| 60.500 | 60.507 | 0.007 | 0.039 |
| 70.500 | 70.505 | 0.005 | 0.039 |
| 80.500 | 80.500 | 0.000 | 0.039 |
| 90.500 | 90.500 | 0.000 | 0.039 |
| 100.500 | 100.509 | 0.009 | 0.039 |
| 110.500 | 110.509 | 0.009 | 0.040 |
| 120.500 | 120.503 | 0.003 | 0.041 |
| Element | Time (ms) |
|---|---|
| 3D measurement | 259.1 |
| Generating mapping image (height distribution) | 45.2 |
| Details: Coordinate transformation | 4.5 |
| Interpolation of generated image | 35.2 |
| Other processing | 5.5 |
| Total time | 304.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suzuki, S.; Akatsuka, Y.; Jiang, W.; Fujigaki, M.; Otsu, M. Development of Quick Three-Dimensional Shape Measurement Projection Mapping System Using a Whole-Space Tabulation Method. Appl. Sci. 2019, 9, 4408. https://doi.org/10.3390/app9204408
Suzuki S, Akatsuka Y, Jiang W, Fujigaki M, Otsu M. Development of Quick Three-Dimensional Shape Measurement Projection Mapping System Using a Whole-Space Tabulation Method. Applied Sciences. 2019; 9(20):4408. https://doi.org/10.3390/app9204408
Chicago/Turabian StyleSuzuki, Sodai, Yuichi Akatsuka, Wei Jiang, Motoharu Fujigaki, and Masaaki Otsu. 2019. "Development of Quick Three-Dimensional Shape Measurement Projection Mapping System Using a Whole-Space Tabulation Method" Applied Sciences 9, no. 20: 4408. https://doi.org/10.3390/app9204408
APA StyleSuzuki, S., Akatsuka, Y., Jiang, W., Fujigaki, M., & Otsu, M. (2019). Development of Quick Three-Dimensional Shape Measurement Projection Mapping System Using a Whole-Space Tabulation Method. Applied Sciences, 9(20), 4408. https://doi.org/10.3390/app9204408