The Influence of Thermo-Mechanical Activation of Bentonite on the Mechanical and Durability Performance of Concrete

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Binder
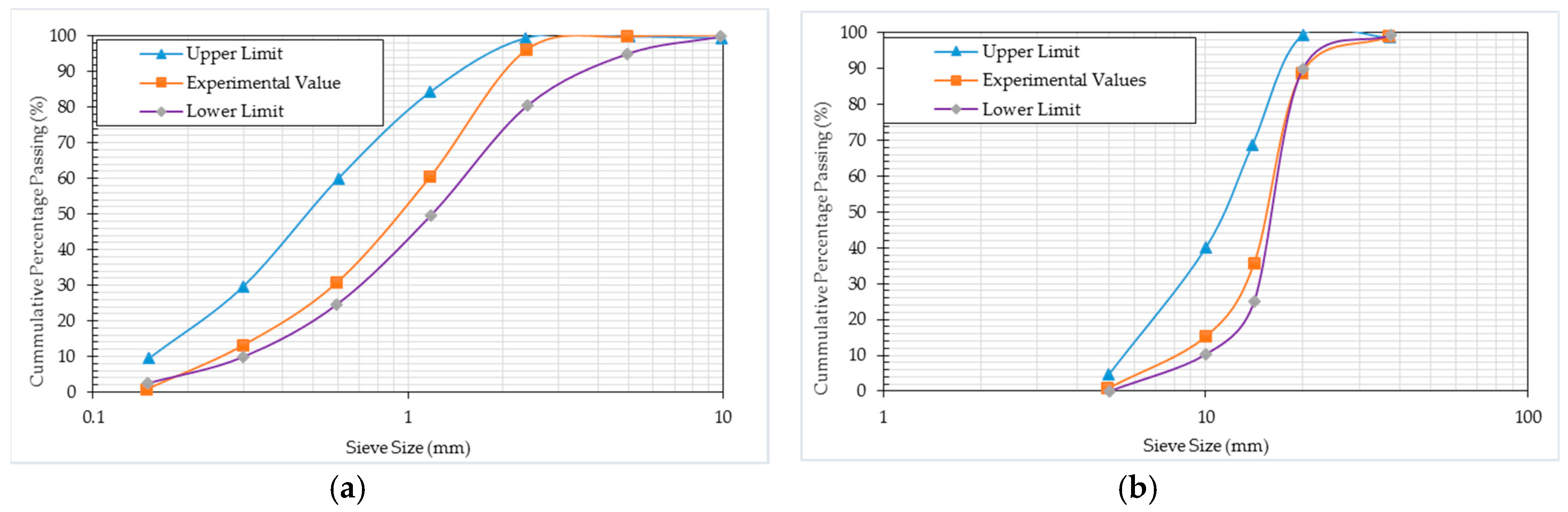
2.1.2. Aggregates
2.2. Activation of Bentonite
2.2.1. Mechanical Activation (Grinding)
2.2.2. Thermal Activation (Heating)
2.3. Composition of Concrete Mixes
2.4. Specimen Preparation and Testing
3. Results and Discussion
3.1. Mechanical Properties
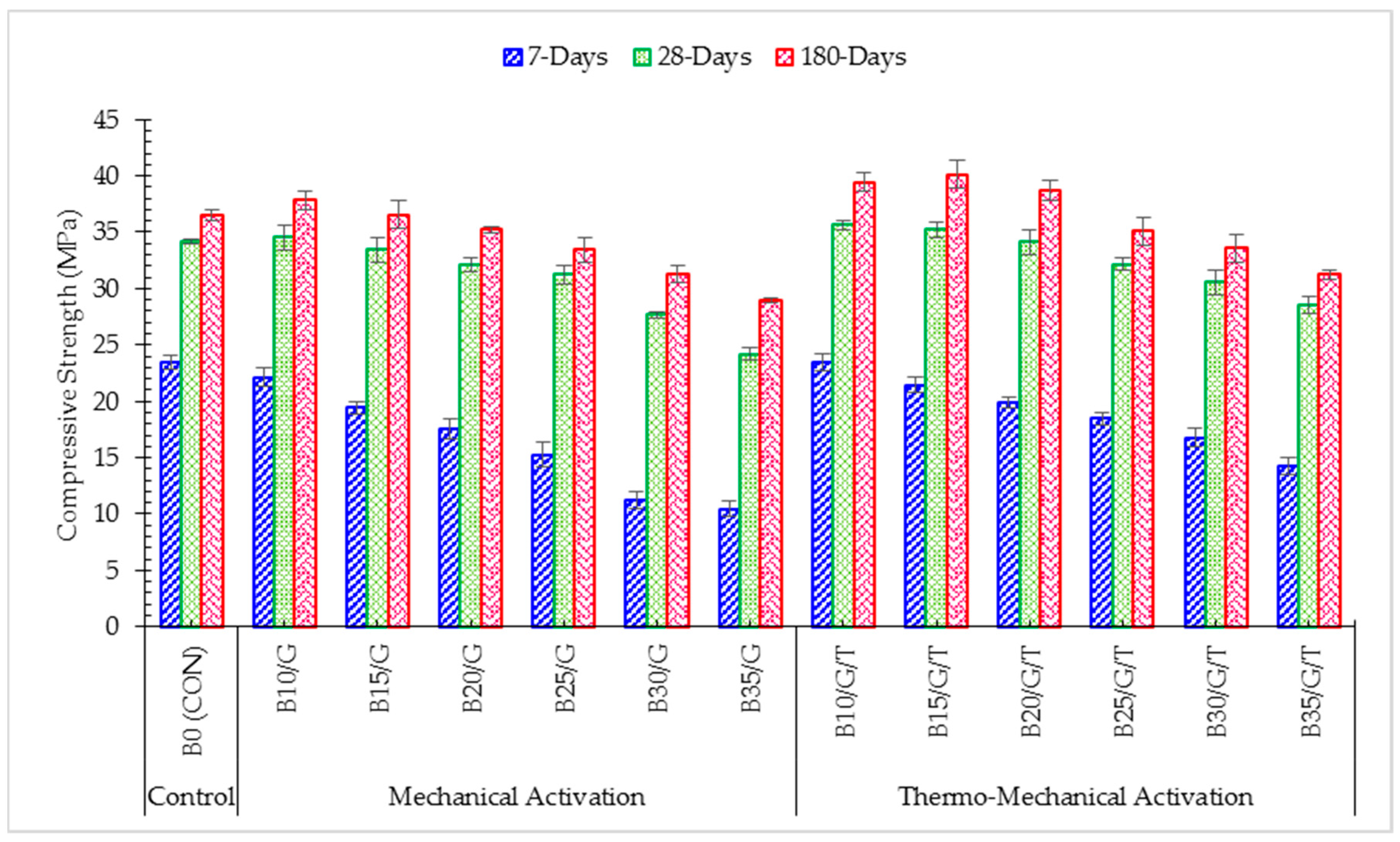
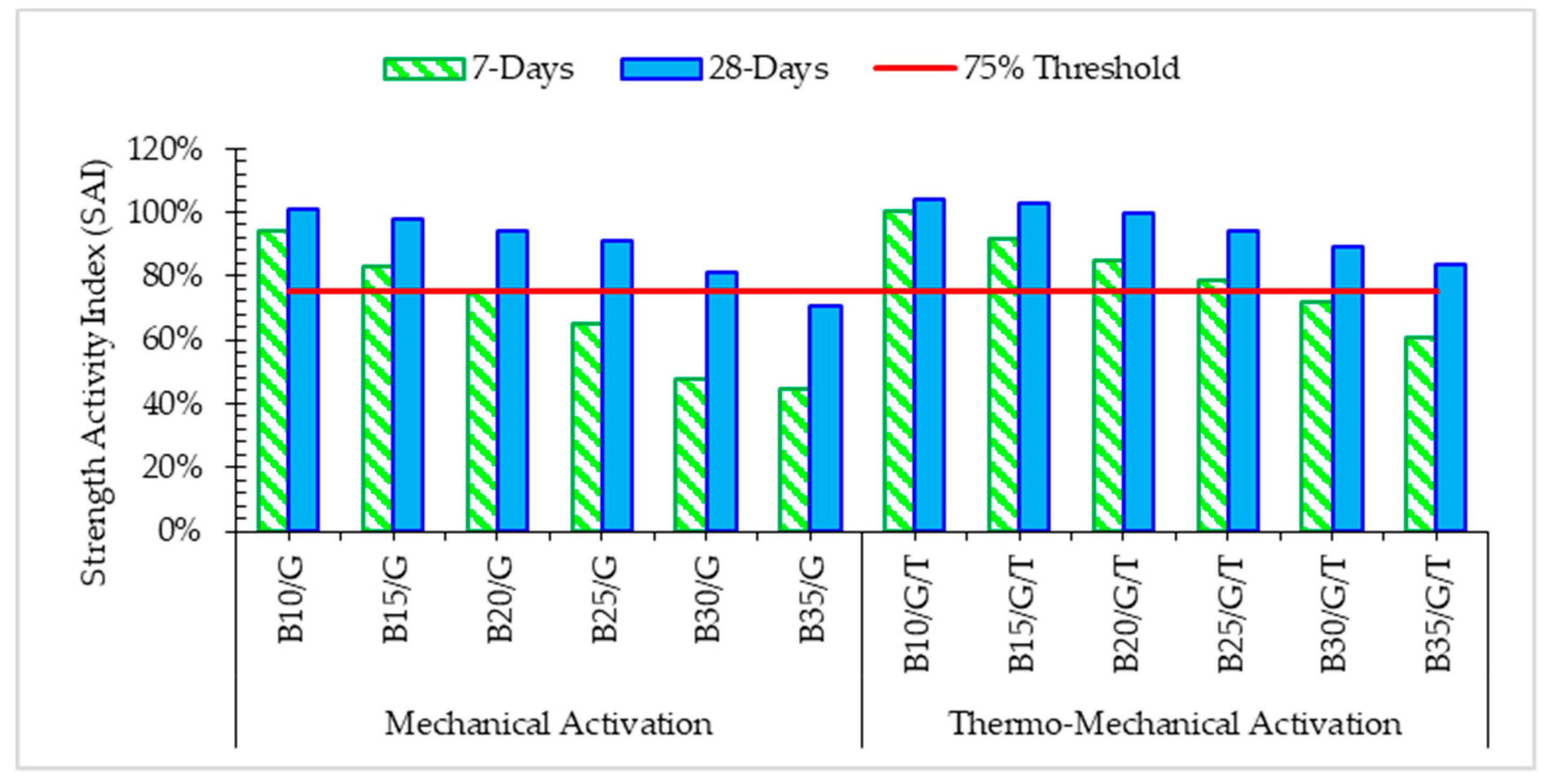
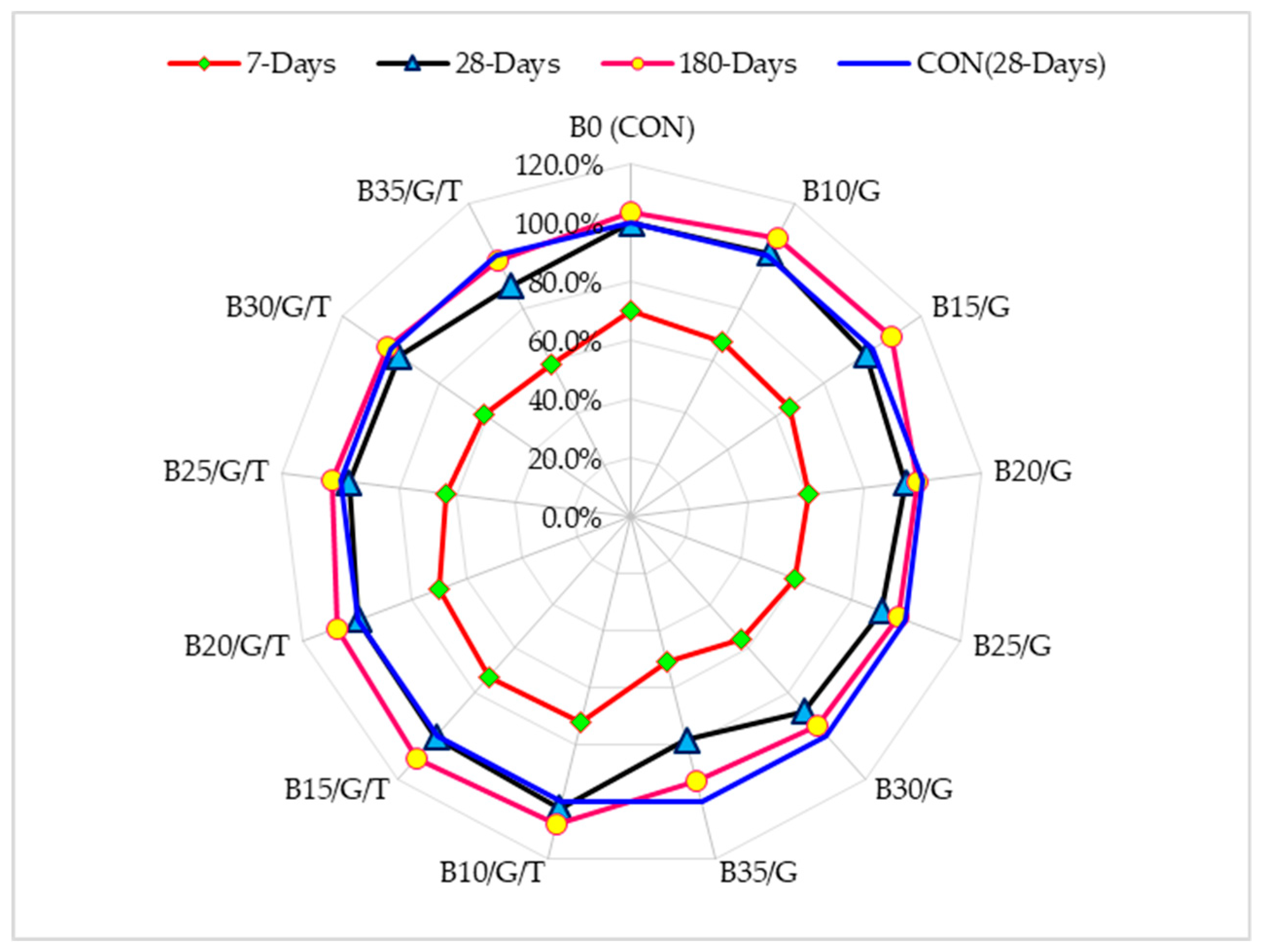
3.1.1. Compressive Strength
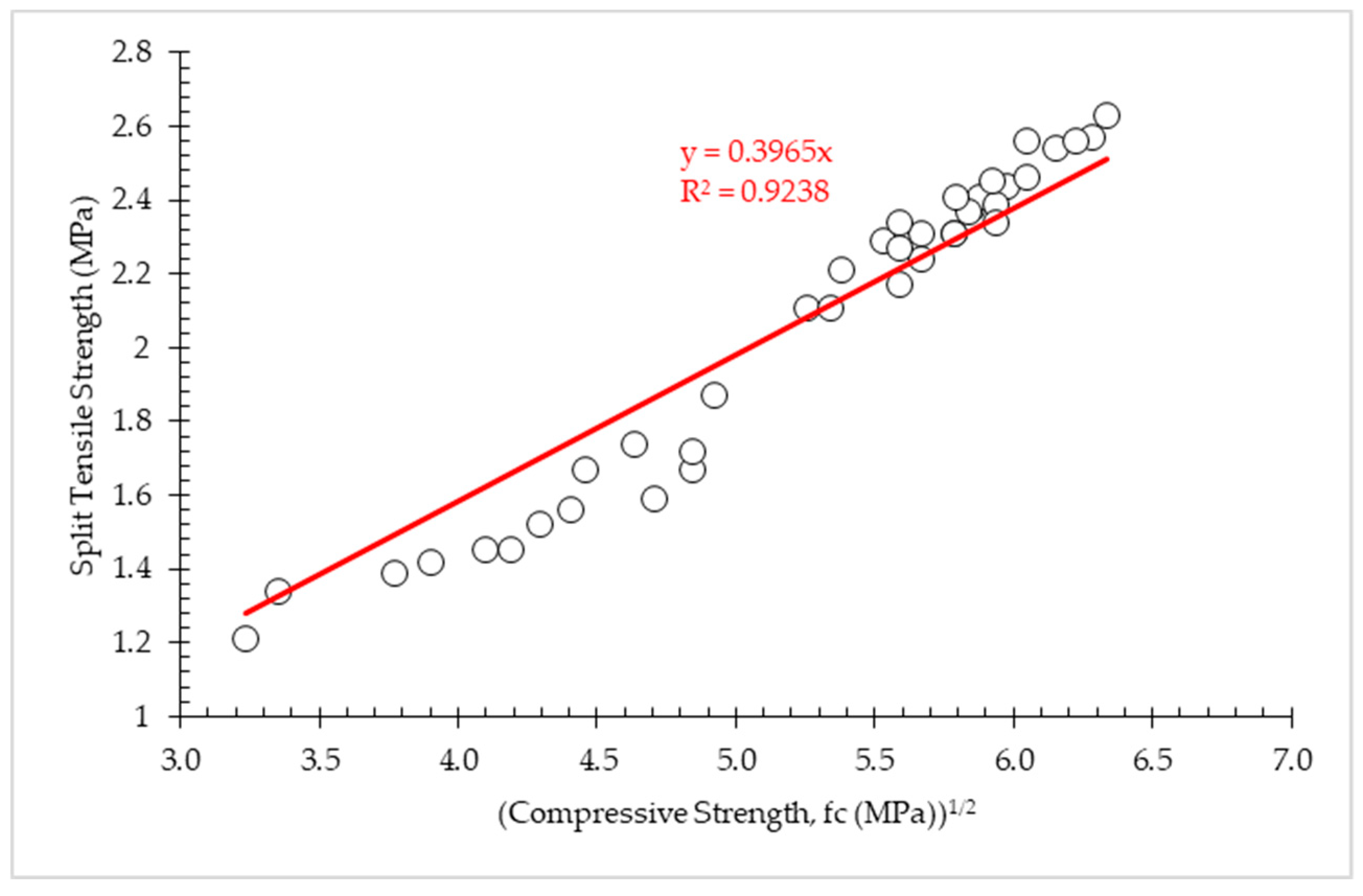
3.1.2. Split Tensile Strength
3.2. Durability Properties
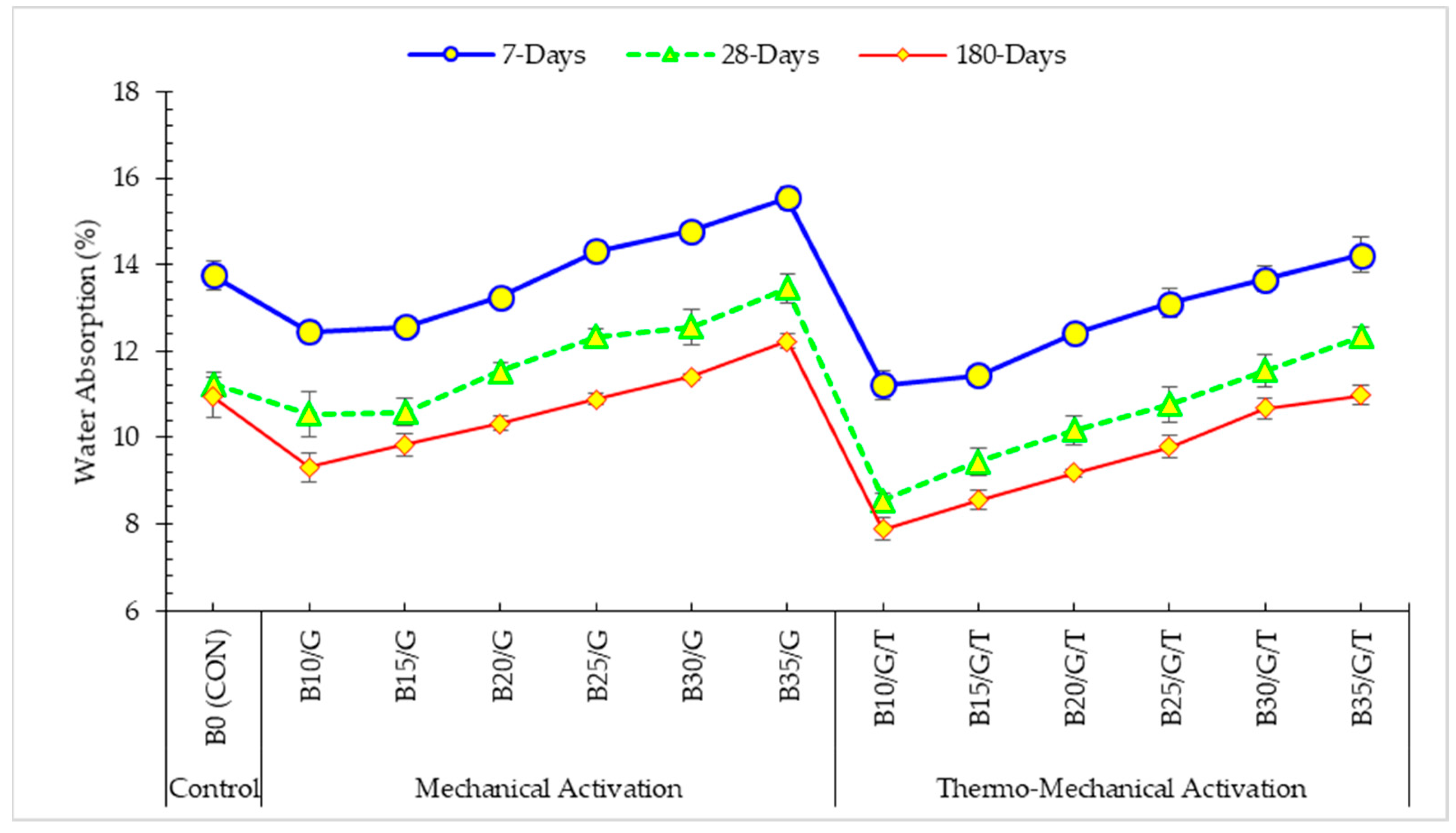
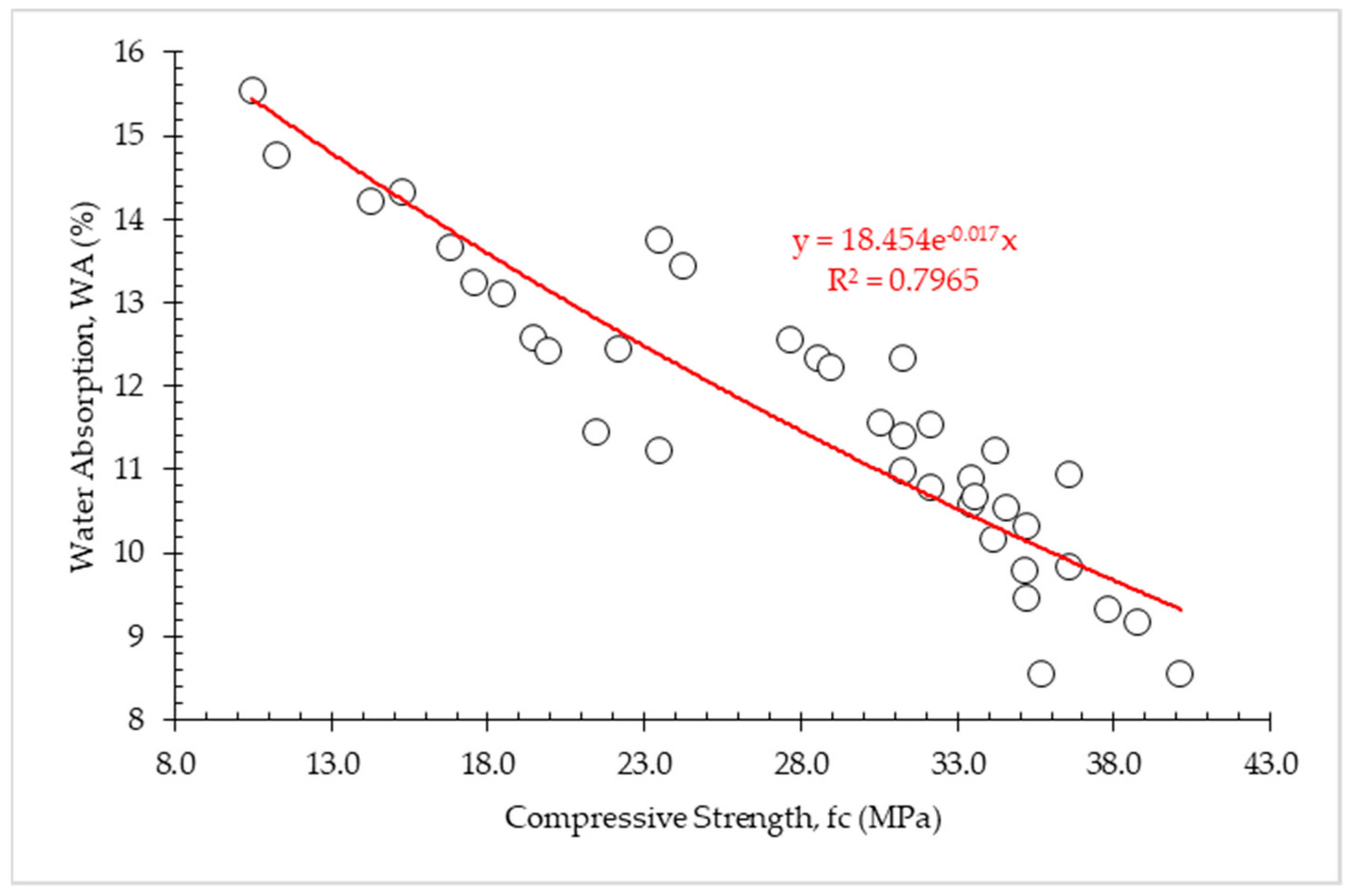
3.2.1. Water Absorption (WA)
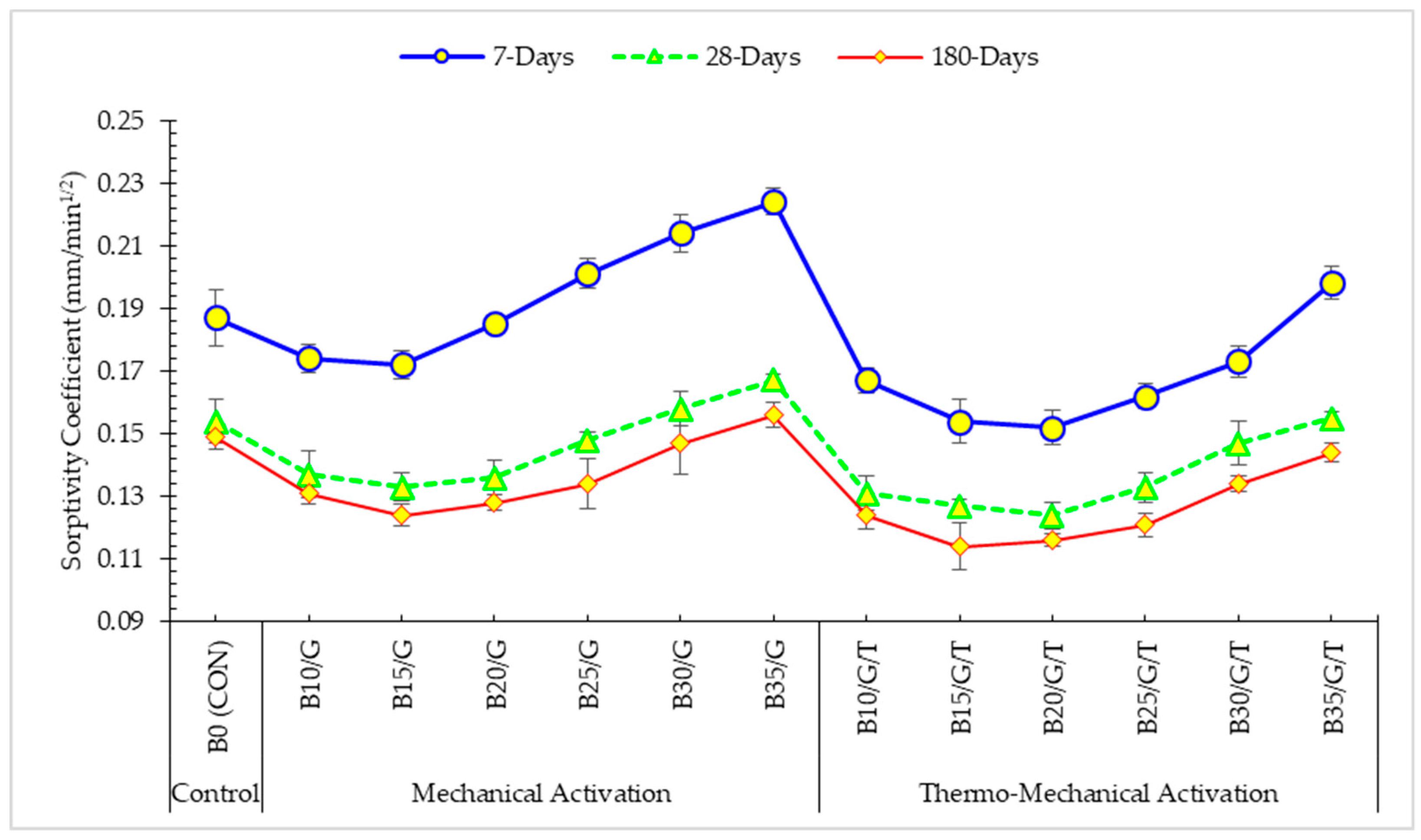
3.2.2. Sorptivity Coefficient (SC)
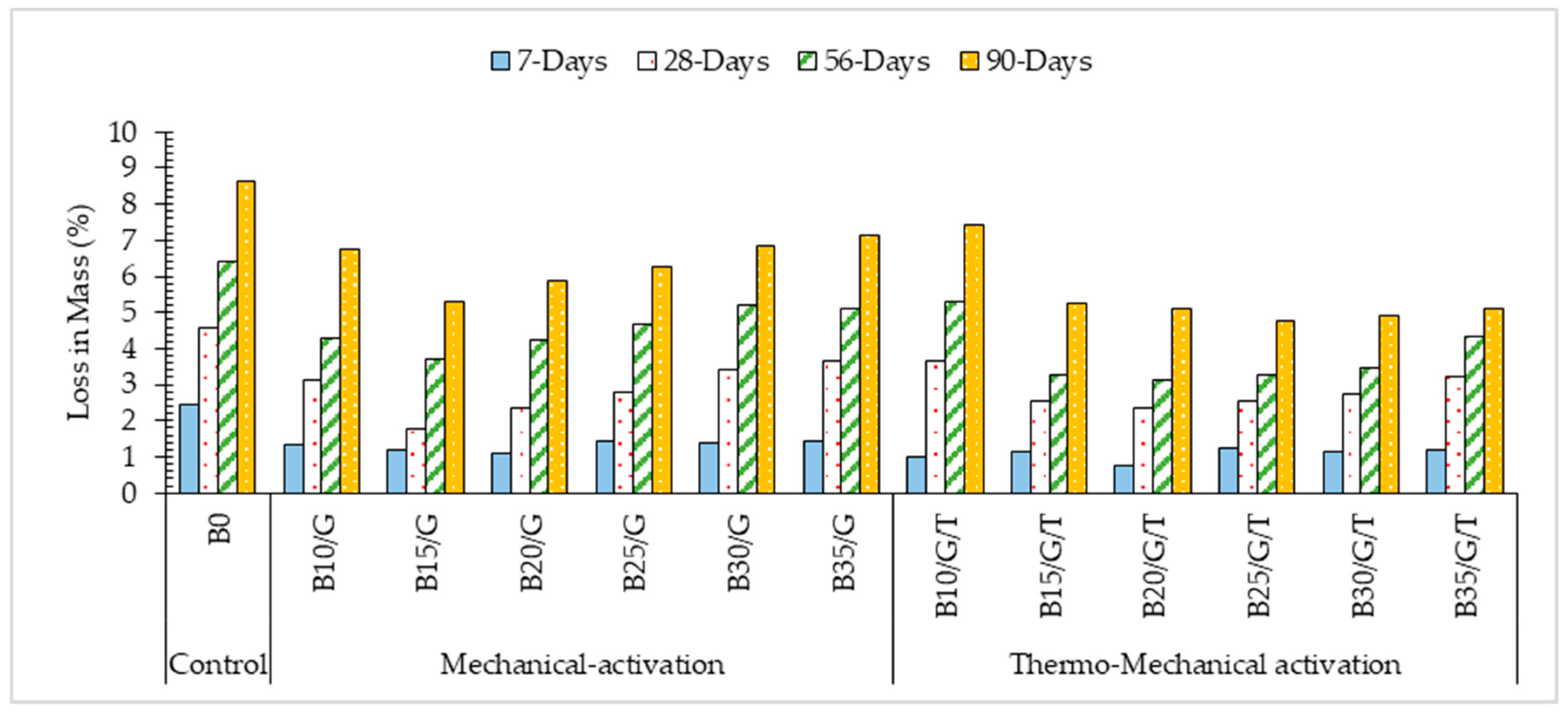
3.2.3. Acid Attack Resistance (H2SO4 Attack)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Koushkbaghi, M.; Kazemi, M.J.; Mosavi, H.; Mohsenid, E. Acid resistance and durability properties of steel fiber-reinforced concrete incorporating rice husk ash and recycled aggregate. Constr. Build. Mater. 2019, 202, 266–275. [Google Scholar] [CrossRef]
- Oh, D.-Y.; Noguchi, T.; Kitagaki, R.; Park, W.J. CO2 emission reduction by reuse of building material waste in the Japanese cement industry. Renew. Sustain. Energy Rev. 2014, 38, 796–810. [Google Scholar] [CrossRef]
- Mirza, J.; Riaz, M.; Naseer, A.; Rehman, F.; Khan, A.N.; Ali, Q. Pakistani bentonite in mortars and concrete as low cost construction material. Appl. Clay Sci. 2009, 45, 220–226. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Juenger, M.; Provis, J.L.; Elsen, J.; Matthes, W.; Hooton, R.D.; Duchesne, J.; Courard, L.; He, H.; Michel, F.; Snellings, R.; et al. Supplementary cementitious materials for concrete: Characterization needs. MRS Online Proc. Libr. Arch. 2012, 1488. [Google Scholar] [CrossRef]
- Mehta, P.K. Greening of the concrete industry for sustainable development. Concr. Int. 2002, 24, 23–28. [Google Scholar]
- Khotbehsara, M.M.; Mohseni, E.; Yazdi, M.A.; Sarker, P.; Ranjbar, M.M. Effect of nano-CuO and fly ash on the properties of self-compacting mortar. Constr. Build. Mater. 2015, 94, 758–766. [Google Scholar] [CrossRef]
- Mohseni, E.; Ranjbar, M.M.; Yazdi, M.A.; Hosseiny, S.S.; Roshandel, E. The effects of silicon dioxide, iron (III) oxide and copper oxide nanomaterials on the properties of self-compacting mortar containing fly ash. Mag. Concr. Res. 2015, 67, 1112–1124. [Google Scholar] [CrossRef]
- Kurad, R.; Silvestre, J.D.; de Brito, J.; Ahmed, H. Effect of incorporation of high volume of recycled concrete aggregates and fly ash on the strength and global warming potential of concrete. J. Clean. Prod. 2017, 166, 485–502. [Google Scholar] [CrossRef]
- Malhotra, V.M.; Mehta, P.K. Pozzolanic and Cementitious Materials; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar] [CrossRef]
- Sabir, B.B.; Wild, S.; Bai, J. Metakaolin and calcined clays as pozzolans for concrete: A review. Cem. Concr. Compos. 2001, 23, 441–454. [Google Scholar] [CrossRef]
- Adu-Boateng, A.O.; Bediako, M. The use of clay as pozzolana for building purposes in Ghana. Build. Integr. Solut. 2006, 1–10. [Google Scholar] [CrossRef]
- Memon, S.A.; Arsalan, R.; Khan, S.; Lo, T.Y. Utilization of Pakistani bentonite as partial replacement of cement in concrete. Constr. Build. Mater. 2012, 30, 237–242. [Google Scholar] [CrossRef]
- Bakharev, T. Thermal behaviour of geopolymers prepared using class F fly ash and elevated temperature curing. Cem. Concr. Res. 2006, 36, 1134–1147. [Google Scholar] [CrossRef]
- Mwiti, M.J.; Thiong’o, J.K.; Muthengia, W.J. Thermal Resistivity of Chemically Activated Calcined Clays-Based Cements, in Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; pp. 327–333. [Google Scholar] [CrossRef]
- Martirena, F.; Favier, A.; Scrivener, K. Calcined clays for sustainable concrete. In Proceedings of the 2nd International Conference on Calcined Clays for Sustainable Concrete, La Havana, Cuba, 5–7 December 2017; Springer: Heidelberg ,Germany, 2017; Volume 16. [Google Scholar] [CrossRef]
- PCA (Portland Cement Association). Survey of Mineral Admixtures and Blended Cements in Ready Mixed Concrete; Portland Cement Association: Skokie, IL, USA, 2000. [Google Scholar]
- Siddique, R. Waste Materials and by-Products in Concrete; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Bai, J.; Wild, S.; Sabir, B.B. Chloride ingress and strength loss in concrete with different PC–PFA–MK binder compositions exposed to synthetic seawater. Cem. Concr. Res. 2003, 33, 353–362. [Google Scholar] [CrossRef]
- Khan, M.U.; Ahmad, S.; Al-Gahtani, H.J. Chloride-induced corrosion of steel in concrete: an overview on chloride diffusion and prediction of corrosion initiation time. Int. J. Corros. 2017, 2017. [Google Scholar] [CrossRef] [Green Version]
- Sarfo-Ansah, J.; Atiemo, E.; Boakye, K.A.; Adjei, D.; Adjaottor, A.A. Calcined clay Pozzolan as an admixture to mitigate the alkali-silica reaction in concrete. J. Mater. Sci. Chem. Eng. 2014, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Pierkes, R.; Schulze, S.E.; Rickert, J. Durability of concretes made with calcined clay composite cements. In Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; Volume 16, pp. 366–371. [Google Scholar] [CrossRef]
- Barış, K.E.; Tanaçan, L. Durability of steam cured pozzolanic mortars at atmospheric pressure. In Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; Volume 16, pp. 46–53. [Google Scholar] [CrossRef]
- Díaz, E.; González, R.; Rocha, D.; Alujas, A.; Martirena, F. Carbonation of concrete with low carbon cement LC3 exposed to different environmental conditions. In Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; Volume 16, pp. 141–146. [Google Scholar] [CrossRef]
- Maraghechi, H.; Avet, F.; Scrivener, K. Chloride transport behavior of LC 3 binders. In Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; Volume 16, pp. 306–309. [Google Scholar] [CrossRef]
- Berrocal, C.G.; Lundgren, K.; Löfgren, I. Corrosion of steel bars embedded in fibre reinforced concrete under chloride attack: state of the art. Cem. Concr. Res. 2016, 80, 69–85. [Google Scholar] [CrossRef] [Green Version]
- Amin, N.-U.; Alam, S.; Gul, S. Effect of thermally activated clay on corrosion and chloride resistivity of cement mortar. J. Clean. Prod. 2016, 111, 155–160. [Google Scholar] [CrossRef]
- Snellings, R.; Mertens, G.; Elsen, J. Supplementary cementitious materials. Rev. Mineral. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- Thomas, M. Supplementary Cementing Materials in Concrete; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar] [CrossRef]
- Brigatti, M.F.; Galan, E.; Theng, B.K.G. Structure and mineralogy of clay minerals. In Developments in Clay Science; Elsevier: Amsterdam, The Netherlands, 2013; Volume 5A, pp. 21–81. [Google Scholar] [CrossRef]
- Garg, N.; Skibsted, J. Thermal activation of a pure montmorillonite clay and its reactivity in cementitious systems. J. Phys. Chem. C 2014, 118, 11464–11477. [Google Scholar] [CrossRef]
- Ahmad, Z.; Siddiqi, R.A. Minerals and Rocks for Industry; Geological Survey of Pakistan Quetta: Quetta, Pakistan, 1995; pp. 202–245. [Google Scholar]
- ASTM. ASTM, C618 Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- Rehman, S.U.; Yaqub, M.; Ali, T.; Shahzada, K.; Khan, S.W.; Noman, M. Durability of Mortars Modified with Calcined Montmorillonite Clay. Civ. Eng. J. 2019, 5. [Google Scholar] [CrossRef] [Green Version]
- Vizcayno, C.; De Gutierrez, R.M.; Castello, R.; Rodriguez, E.; Guerrero, C.E. Pozzolan obtained by mechanochemical and thermal treatments of kaolin. Appl. Clay Sci. 2010, 49, 405–413. [Google Scholar] [CrossRef]
- Alexander, K.M. Reactivity of ultrafine powders produced from siliceous rocks. ACI J. Proc. 1960, 57, 557–570. [Google Scholar] [CrossRef]
- Greenberg, S.A. Reaction between silica and calcium hydroxide solutions. I. Kinetics in the temperature range 30 to 85°. J. Phys. Chem. 1961, 65, 12–16. [Google Scholar] [CrossRef]
- O’Connor, T.L.; Greenberg, S.A. The kinetics for the solution of silica in aqueous solutions. J. Phys. Chem. 1958, 62, 1195–1198. [Google Scholar] [CrossRef]
- Dave, N.G. Pozzolanic wastes and their activation to produce improved lime pozzolana mixtures. In Proceedings of the 2nd Australian Conference on Engineering Materials, Sydney, Australia, 6–8 July 1981; pp. 623–638. [Google Scholar]
- Gregg, S.J. The Surface Chemistry of Solids; Chapman and Hall Ltd.: London, UK, 1961. [Google Scholar]
- Fabbri, B.; Gualtieri, S.; Leonardi, C. Modifications induced by the thermal treatment of kaolin and determination of reactivity of metakaolin. Appl. Clay Sci. 2013, 73, 2–10. [Google Scholar] [CrossRef]
- Castillo, R.; Fernández, R.; Antoni, M.; Scrivener, K.; Alujas, A.; Martirena, J.F. Activación de arcillas de bajo grado a altas temperaturas. Revista Ingeniería de Construcción 2010, 25, 329–352. [Google Scholar] [CrossRef] [Green Version]
- Mielenz, R.C.; Witte, L.P.; Glantz, O.J. Effect of calcination on natural pozzolans. ASTM Int. 1950. [Google Scholar] [CrossRef]
- Akram, T.; Memon, S.A.; Obaid, H. Production of low cost self compacting concrete using bagasse ash. Constr. Build. Mater. 2009, 23, 703–712. [Google Scholar] [CrossRef]
- Memon, S.A.; Shaikh, M.A.; Akbar, H. Utilization of rice husk ash as viscosity modifying agent in self compacting concrete. Constr. Build. Mater. 2011, 25, 1044–1048. [Google Scholar] [CrossRef]
- Akram, T.; Memon, S.A.; Akram, R. Utilization of fly ash and rice husk ash as high volume replacement of cement. In International Conference on Advances in Cement Based Materials and Applications in Civil Infrastructure ACBM-ACI; Lahore, Pakistan, 2017; pp. 247–256. [Google Scholar]
- Ali, B.; Qureshi, L.A. Combined effect of fly ash and glass fibers on mechanical performance of concrete. NED Univ. J. Res. 2018, 15, 91–100. [Google Scholar]
- ASTM. Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar] [CrossRef]
- C39-17, ASTMC39/standard test method for compressive strength of cylindrical concrete specimens. In Annual Book of Standards; ASTM: West Conshohocken, PA, USA, 2017. [CrossRef]
- C496M-17, ASTMC496/standard test method for split tensile strength of cylindrical concrete specimens. In Annual Book of Standards; ASTM: West Conshohocken, PA, USA, 2017. [CrossRef]
- C1585-13, ASTMC1585/standard test method for measurement of rate of absorption of water by hydraulic-cement concretes. In Annual Book of Standards; ASTM: West Conshohocken, PA, USA, 2013. [CrossRef]
- C642-13, ASTMC642/standard test method for density, absorption, and voids in hardened concrete. In Annual Book of Standards; ASTM: West Conshohocken, PA, USA, 2013. [CrossRef]
- Velandia, D.F.; Lynsdale, C.J.; Provis, J.L.; Ramirez, F. Effect of mix design inputs, curing and compressive strength on the durability of Na2SO4-activated high volume fly ash concretes. Cem. Concr. Compos. 2018, 91, 11–20. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A. Durability of recycled aggregate concrete modified with sugarcane molasses. Constr. Build. Mater. 2019, 229, 116913. [Google Scholar] [CrossRef]
- Shi, C. An overview on the activation of reactivity of natural pozzolans. Can. J. Civ. Eng. 2001, 28, 778–786. [Google Scholar] [CrossRef]
- Day, R.L. Pozzolans for use in low cost housing: A state of the art report. In Department of Civil Engineering; Research Report No. CE92-1; The University of Calgary: Calgary, AB, Canada, 1990. [Google Scholar]
- Tironi, A.; Trezza, M.A.; Scian, A.N.; Irassar, E.F. Assessment of pozzolanic activity of different calcined clays. Cem. Concr. Compos. 2013, 37, 319–327. [Google Scholar] [CrossRef]
- He, C.; Makovicky, E.; Osbaeck, B. Thermal treatment and pozzolanic activity of Na-and Ca-montmorillonite. Appl. Clay Sci. 1996, 10, 351–368. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Water absorption and electrical resistivity of concrete with recycled concrete aggregates and fly ash. Cem. Concr. Compos. 2019, 95, 169–182. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 2011, 33, 788–795. [Google Scholar] [CrossRef]
- Bentz, D.P.; Trezza, M.A.; Scian, A.N.; Irassar, E.F. Transport Properties and Durability of Concrete: Literature Review and Research Plan; NIST: Gaithersburg, MD, USA, 1999. [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | OPC | Bentonite | ASTM C618 Class N Requirements (%) |
|---|---|---|---|
| % Retained #325 mesh | - | 11.4 | 34 maximum |
| Blaine fineness (cm2 g−1) | 3152 | 2571 | - |
| Specific gravity (g cm−3) | 3.05 | 2.81 | - |
| Average Particle size | 20 µm | 4 to 5 µm | - |
| Strength Activity Index (%) | - | - | - |
| 7 days | - | 84.4 [34] | 75 minimum |
| 28 days | - | 85.3 [34] | 75 minimum |
| Chemical Composition (wt.%) | OPC | Bentonite | ASTM C618 Class N Requirements (%) |
|---|---|---|---|
| Na2O | - | 1.39 | 5 maximum |
| MgO | 2.31 | 2.70 | - |
| Al2O3 | 9.78 | 18.32 | - |
| SiO2 | 18.8 | 56.6 | - |
| K2O | - | 0.67 | - |
| CaO | 59 | 3.1 | - |
| TiO2 | - | 0.98 | - |
| Fe2O3 | 3.44 | 6.1 | - |
| SO3 | 2.85 | - | - |
| (SiO2) + (Al2O3) + (Fe2O3) | - | 80.93 | 70 minimum |
| Loss on ignition (LOI) | - | 7.1 | 10 maximum |
| Property | Fine Aggregate | Coarse Aggregate |
|---|---|---|
| Maximum nominal size (mm) | 4.75 | 22.5 |
| Minimum nominal size (mm) | 0.075 | 4.75 |
| Saturated surface dry water absorption (%) | 1.40 | 1.12 |
| Fineness modulus | 2.45 | - |
| Abrasion value (%) | - | 24.56 |
| Mix ID | Type of Activation | Bentonite by Weight of Cement (%) | Cement (kg/m3) | Bentonite (kg/m3) | Water (kg/m3) | Fine Aggregate (kg/m3) | Coarse Aggregate (kg/m3) |
|---|---|---|---|---|---|---|---|
| B0 (CON) | Control | 0 | 425 | 0 | 213 | 635 | 1270 |
| B10/G | MAB | 10 | 382.5 | 42.5 | 213 | 635 | 1270 |
| B15/G | MAB | 15 | 361.25 | 63.75 | 213 | 635 | 1270 |
| B20/G | MAB | 20 | 340 | 85 | 213 | 635 | 1270 |
| B25/G | MAB | 25 | 318.75 | 106.25 | 213 | 635 | 1270 |
| B30/G | MAB | 30 | 297.5 | 127.5 | 213 | 635 | 1270 |
| B35/G | MAB | 35 | 276.25 | 148.75 | 213 | 635 | 1270 |
| B10/G/T | TMAB | 10 | 382.5 | 42.5 | 213 | 635 | 1270 |
| B15/G/T | TMAB | 15 | 361.25 | 63.75 | 213 | 635 | 1270 |
| B20/G/T | TMAB | 20 | 340 | 85 | 213 | 635 | 1270 |
| B25/G/T | TMAB | 25 | 318.75 | 106.25 | 213 | 635 | 1270 |
| B30/G/T | TMAB | 30 | 297.5 | 127.5 | 213 | 635 | 1270 |
| B35/G/T | TMAB | 35 | 276.25 | 148.75 | 213 | 635 | 1270 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, S.U.; Yaqub, M.; Noman, M.; Ali, B.; Ayaz Khan, M.N.; Fahad, M.; Muneeb Abid, M.; Gul, A. The Influence of Thermo-Mechanical Activation of Bentonite on the Mechanical and Durability Performance of Concrete. Appl. Sci. 2019, 9, 5549. https://doi.org/10.3390/app9245549
Rehman SU, Yaqub M, Noman M, Ali B, Ayaz Khan MN, Fahad M, Muneeb Abid M, Gul A. The Influence of Thermo-Mechanical Activation of Bentonite on the Mechanical and Durability Performance of Concrete. Applied Sciences. 2019; 9(24):5549. https://doi.org/10.3390/app9245549
Chicago/Turabian StyleRehman, Safi Ur, Muhammad Yaqub, Muhammad Noman, Babar Ali, Muhammad Nasir Ayaz Khan, Muhammad Fahad, Malik Muneeb Abid, and Akhtar Gul. 2019. "The Influence of Thermo-Mechanical Activation of Bentonite on the Mechanical and Durability Performance of Concrete" Applied Sciences 9, no. 24: 5549. https://doi.org/10.3390/app9245549
APA StyleRehman, S. U., Yaqub, M., Noman, M., Ali, B., Ayaz Khan, M. N., Fahad, M., Muneeb Abid, M., & Gul, A. (2019). The Influence of Thermo-Mechanical Activation of Bentonite on the Mechanical and Durability Performance of Concrete. Applied Sciences, 9(24), 5549. https://doi.org/10.3390/app9245549