1. Introduction
Given the rapid development of the manufacturing systems area that are heavily dependent on technological progress, new industrial products are being introduced at an accelerating pace and abandoned waste is beginning to pose a big problem for society and environment. In this context, given the increasing amount of CO
2 and other greenhouse gases that causes the global warning phenomenon, the environmental issues have received more worldwide attention [
1]. To reduce the environmental pollution and minimize resource waste, governments are also giving more attention to environmental protection and encouraging enterprises to reduce the carbon emission via emission-reduction policies by recycling and reusing waste products.
From an operational point of view, concerning the emission-reduction issue, few studies are focused on the relationship between the decision-making problem of emission-reduction policy by governments and the manufacturers’ decision-making problem for production. In this context, a dynamic decision process can be applied in order to obtain optimal decisions from both government and manufactures for emission-reduction policies.
In recent years, several management studies have focused on the issue of carbon emission fees as well as the analyzing and evaluation of various aspects of costs of carbon emission. The impact of the different carbon costs on the emission rates, the taxes, and the different reduction policies of the carbon emission are considered the principle topic of the majority of studies [
2,
3]. By expanding the classical economic model for the operation and management of manufacturing system, a number of studies have considered the impact of the carbon emission levels, costs and taxes on the decision making of the production optimization of the companies by quantifying the effects of these different parameters on supply chain performance [
4,
5].
In the industrial context, since the increasingly important role of carbon emissions cost in the decision-making of enterprise, the optimization of the production and maintenance planning under the imposed emission-reduction policy by the government is considered among the priority decision problems from the manufactures’ perspective. Different policies for production are considered on the decision of optimization problem under the government-imposed emission-reduction policies with an objective of minimizing the total cost of production, emission and maintenance.
In the literature on production policies under environmental issues, an important study is to investigate the impact of different strategy instruments [
6,
7] and others studied a diverse range of emission-reduction policies in the process of being implemented. These different policies are classified in regulatory and incentive-based instruments with an objective to provide many valuable discoveries such as social costs and reducing carbon emissions [
8].
One of the most cited and employed class of environmental concern in manufacturing systems is the green supply chain management concept.
In the literature on supply chain management, coordination between the machines and evaluating strategies, production and maintenance costs and profits or social welfare along the supply chain is the focus of the most of the studies [
9,
10,
11]. Recently, several researches focused their studies on the sustainable supply chain by considering the sustainable processes such as the loop of the supply chain (remanufacturing) [
12]. Considering the environmental problem on the logistics aspect, [
13] presented a new inventory control for a manufacturing system with hurtful emission, by modeling a benchmark model with an emission-reduction constraint to understand how adjusting stock control decisions could reduce carbon emissions in logistics.
The influence of the environmental consideration (emission, carbon, pollutant) on the optimization integrated maintenance-to-production problem has not been the subject of considerable research. However, the major problem of the majority of companies is to take into account the environmental aspects on the management of the production and management with the simultaneous minimization of total cost. In this context, [
14] treated the problem of production and maintenance optimization for a manufacturing system with tradable emission sanction and deteriorating products by developing a mathematical model in order to minimize the total cost of production and inventory. [
15,
16] considered the environmental control in the production policy that minimize the total production and inventory cost taking into account the impact of the environmental constraints (emission, taxes) on the decision variables of production and inventory. By considering deteriorating items, emission tax and pollution reduction constraints, [
17] proposed an optimal plan of production and pollution reduction investment for a stochastic production and inventory system.
Concerning the subcontractor consideration on the optimization of integrated maintenance-to-production, [
18,
19] have treated a forecasting production and maintenance problem by considering the subcontractor as a solution to satisfy the random demand and minimize the total cost. An economic production policy and an optimal maintenance strategy have been developed to minimize the total cost of production and maintenance by taking into account the impact of the production rates variation on the degradation degree of equipment. [
20,
21] have proposed integrated maintenance strategies by considering the necessity to collaborate with another subcontractor to satisfy the customer demands for the first work and by considering its principal machine as provider of subcontracting service. Concerning the strategy of maintenance in management policies, [
22] proposed a new developments and methods in the area of predictive maintenance that replace traditional management policies, at least in part. [
22] also offers suggestions on how to implement a predictive maintenance program in the manufacturing system for the company. The principle characteristic of this type of predictive maintenance is to anticipate the system failures by detecting the first signs of failure in order to make maintenance work more proactive. The author showed that predictive maintenance techniques are associated with sensor technologies, but for predictive maintenance applications to be effective, a comprehensive approach to the detection of maintenance is necessary. [
23] evaluated the performance of a manufacturing system subjected to degradation in dynamic condition when different maintenance policies are applied in a multi-machine manufacturing system controlled by a multi-agent architecture. He proposed a discrete simulation environment be developed to study performance measures and the maintenance cost index. The results of the simulation show that the proposed approach leads to better performance for the manufacturing system by reducing the operation maintenance number, except in the case of the average delay between failures, characterized by a very small standard deviation.
In the present work, the originality of this study is to present a new optimization production, maintenance and emission by considering the subcontractor to minimize the total cost for a closed-loop production system. The novelty, compared to past research, is the consideration of the calling of subcontractor as a solution in order to minimize the total cost of production as well as the tax of carbon. On the other hand, an analytical correlation is defined between the production and maintenance by showing the influence of the variation of the production from one period to another on the degradation degree of the manufacturing unit, and consequently on the average number of failures and the optimal strategy of maintenance. In terms of maintenance, and compared to a significant number of literature works based on Hedging Point policy with a variation of production rate only between 0 and d (request) or the maximum production rate, in this study we offer a logic of variation production rates optimization during a finite horizon. In this context, we propose an economical plan for switching subcontracting intervention between the manufacturing and remanufacturing units according to a dashboard that defines different sectors of the quantity of emitted carbon as well as the economical plans of the two units. For the maintenance aspect, taking into account the impact of the production rates on the degradation degree of the manufacturing unit, we propose an optimal maintenance strategy that defines the optimal number of preventive maintenance activities during the finite horizon.
The rest of the paper is organized as follows.
Section 2 presents the stochastic production and maintenance problem.
Section 3 presents the problem formulation of the production policy and maintenance strategy. In
Section 4, we propose the optimization approach to find an optimal solution. A numerical example and sensitivity analysis is illustrated in
Section 5. Our conclusion is given in
Section 6.
3. Problem Formulation
In order to establish the production plan for the finite horizon
H·∆
t, we will consider a quadratic cost-function based on the HMMS (Holt, Modigliani, Muth, Simon) model of [
24]. This cost-function will consider production, remanufacturing, subcontracting and holding costs. Unlike the negligible maintenance time compared to manufacturing time, the preventive maintenance duration for the remanufacturing unit
tp follows a uniform distribution of parameters a and b. As shown in
Figure 2, time needed for the preventive actions which take place each
h.Tr is not negligible. In this study, the interval between two preventive maintenance actions for the remanufacturing unit is equal to
x × ∆
t with
x = {1, 2, …,
H}. In what follows, time for preventive actions
tp will be expressed by
tp =
y × ∆
t with y follows a uniform distribution of parameters a and b. In this case, the maintenance of the remanufacturing machine begins and ends in the same production period
k.
3.1. Production Policy
Our objective is to establish an economic production by considering the constraint of the amount of carbon allowed to be emitted during the process. In order to do that and determine the economic lots to be produced each period, we will proceed by minimizing the total cost-function composed of manufacturing, remanufacturing, subcontracting, holding and costs of exceeding the allowed amount of carbon.
3.1.1. Carbon Emission Quantity
During remanufacturing and manufacturing process, a certain quantity of carbon, proportional to the lot-sizes, is emitted. In order to reduce greenhouse gas emission, the government imposed a maximal amount of carbon emission denoted by
Qcm(0) for the manufacturing unit and
Qcr(0) for the remanufacturing unit. After exceeding this amount, companies will have to pay a penalty depending on the quantity emitted. So the remaining quantity of carbon after the emitting in each period by manufacturing and remanufacturing unit will be expressed by:
where
Pm(
k) and
Pr(
k) are the lots produced respectively by manufacturing and remanufacturing units in the period
k.
3.1.2. Production Rates
● Manufacturing unit
For the manufacturing unit, the production quantity can vary from period to another, which depends on the random demand and the inventory. Furthermore, since the time of maintenance is negligible compared to production time, the production rate denoted by Pm(k) can vary from the minimal production rate Pmmin to the maximal production rate of the machine PmMAX.
● Remanufacturing unit
Concerning the remanufacturing unit, the quantity of remanufacturing unit depends on the inventory level corresponding to products returned by customers. Unlike the case of manufacturing unit, the remanufacturing unit may not produce the total duration of the period if its production period overlaps the preventive maintenance period. In this case the preventive maintenance and production periods intersects in only one period. To identify this period, we introduce a binary variable
bk which takes 1 if the production period will overlap with a preventive action and 0 if else.
The quantity to be reprocessed each period by the remanufacturing unit is represented as follows:
with
Pr(
k) the quantity reprocessed when the production and preventive action does not overlap. Under these condition
Pr(
k) can vary from
Prmin to
PrMAX.
● Subcontractor Unit
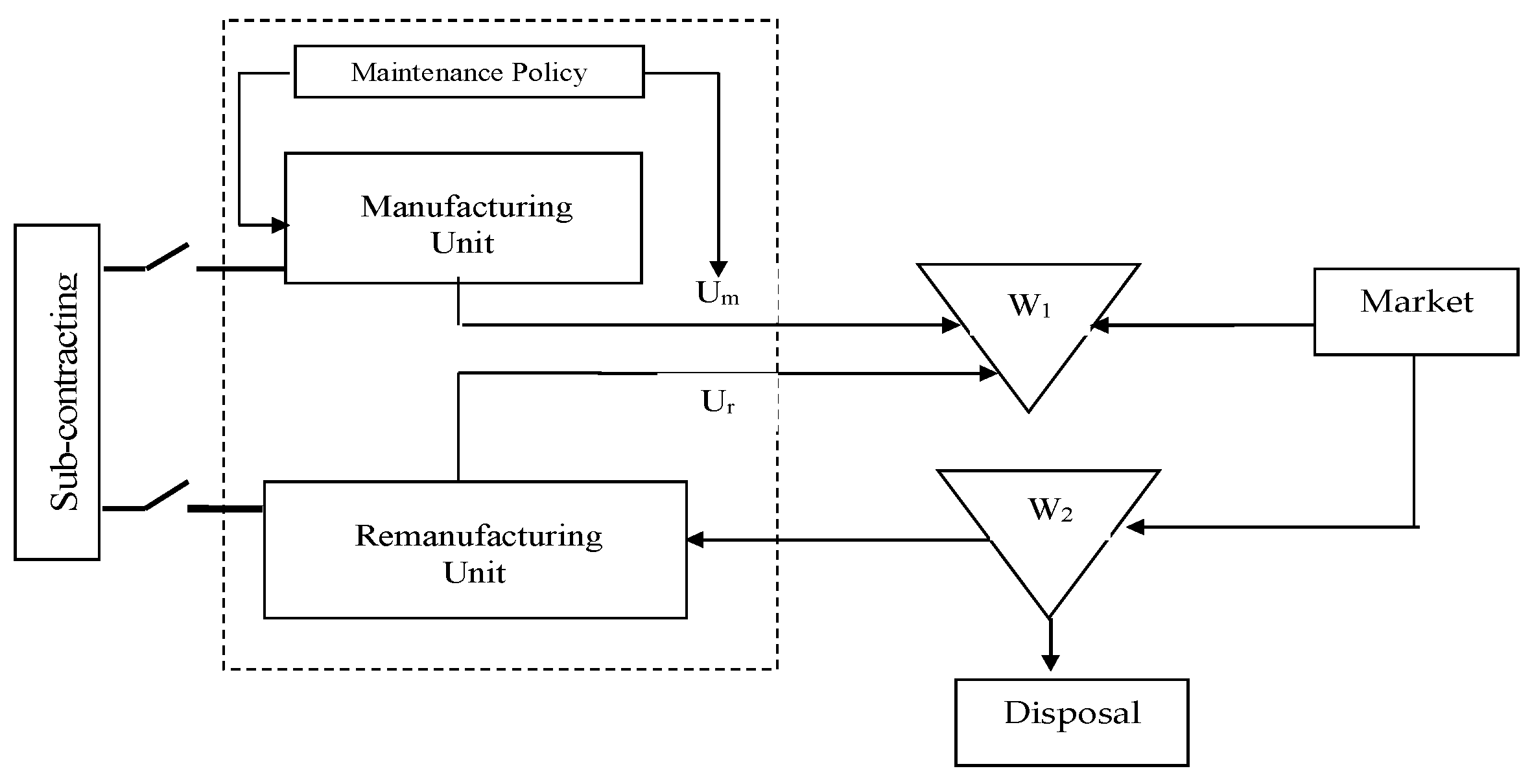
In order to reduce the quantity of the emitted carbon by the manufacturing and remanufacturing unit, the firm can call on a subcontractor unit. In this work, this unit can only help either in the production or the reprocess of the returned products. For this, we introduce the binary variable
αk which takes 1 if subcontractor unit will help in the manufacturing. The expression of lots produced by subcontractor unit will be expressed as follows:
The question that may arise here is: under what condition will the subcontractor assist in manufacturing, not in remanufacturing? To set this condition, we will define two functions by interval depending on the amount of emitted carbon by manufacturing and remanufacturing units. We will assign a number from 1 to 4 to four different zones proportional to the quantity of emitted carbon. These functions will be expressed as follows:
The quantities of carbon defining intervals (
Q1m,
Q2m,
Q2r, …) are set by the firm depending on the maximal amount permitted by government (
Figure 3). If
fm <
fr means that remanufacturing unit is closer to the maximum allowed quantity, the subcontractor will then assist the remanufacturing unit in the reprocess of returned products. Since the pressing of the manufacturing machine is more compared to the remanufacturing unit, we also assume that assistance of manufacturing unit has priority. This means that if
fm =
fr subcontractor unit will assist manufacturing unit. Under these assumptions, the function ensuring the switching of subcontractor from a unit to another is:
3.1.3. Inventory Level
Our system is composed of two warehouses. The first one has the role of stocking finite products after reprocess and production process. The second established to stock products returned by costumers denoted by
β after a fixed period
ρ. After disposing of
of the returned products that cannot be reprocessed, the remanufacturing treats the defective product to be stocked in the first warehouse. The inventory level of these warehouses is denoted by
for the first warehouse and
for the second one.
and
are computed at the end of each period and they are expressed by:
where:
3.1.4. Service Level
In order to prevent the shortage of stock and ensure the continuity of the service even when there is unexpected variation in the demand from period to another, we impose the probabilistic condition where the probability of a positive inventory level corresponding to the finished products is greater than
θ (where
θ ∈ [0,1]).
3.1.5. Subcontractor Solution
To allocate the quantities to be produced or reprocessed by the principal manufacturing machine, the remanufacturing or subcontractor units, we will introduce
γ which follows a uniform distribution of parameters
p1 = 0 and
p2 = 0.5. So that:
with
γ ∈ [
p1,
p2].
For cost optimization purpose, we will also add a binary variable
τ which takes 1 if the cost of penalty due to exceeding the allowed amount of carbon is greater to the cost to be paid to the subcontractor.
The lots to be produced for the example of
αk = 1 will be expressed by:
With
If the cost of carbon is greater than the cost of subcontracting, the manufacturing unit will produce the minimal quantity and the subcontractor unit will produce the remaining .
If the cost of subcontracting is greater than the cost of carbon (τ = 0), then minimal quantity will be produced by the subcontractor unit.
3.1.6. Cost Functions
We recall that our objective is to elaborate an optimal production plan for a finite horizon
H·∆
t. We have processed by minimizing the total cost-function composed of inventory holding, production and the penalty for exceeding the allowed amount.
Carbon penalty:
In order to restrict the amount of emitted carbon by factories during its activities, the government imposes a penalty to be paid after exceeding the allowed quantity:
Production cost:
Based on the HMMS model of [
22], production cost of manufacturing, remanufacturing and subcontractor units will be expressed by:
where
,
and
are the unit cost of manufacturing, remanufacturing and subcontracting.
Inventory holding cost:
Like the production cost, inventory holding cost will be also based on the HMMS model.
and
represent the cost of holding one unit of finished product and returned product.
The total cost-function will be expressed as follows:
3.2. Maintenance Strategy
In this section, we propose an optimal maintenance strategy for the manufacturing unit according to the production plan obtained by the production policy. The maintenance strategy is characterized by a preventive maintenance strategy with minimal repair. The preventive maintenance activities are performed periodically during the finite horizon of production H·∆t. In this case, the finite production horizon is divided equally into N intervals T () of maintenance with N·T = H·∆t. A perfect preventive maintenance action is performed at each time to restore the manufacturing unit to as good as new state. A minimal repair (as bad as old) is performed when there a failure between two preventive maintenance actions without changing the state of failure rate of the manufacturing unit.
The objective of this strategy is to determine the optimal number of preventive maintenance actions N for the manufacturing unit by minimizing the total maintenance cost.
The total cost of maintenance is followed by the equation:
with
: average number of failures during [0,
H·∆
t] for manufacturing unit.
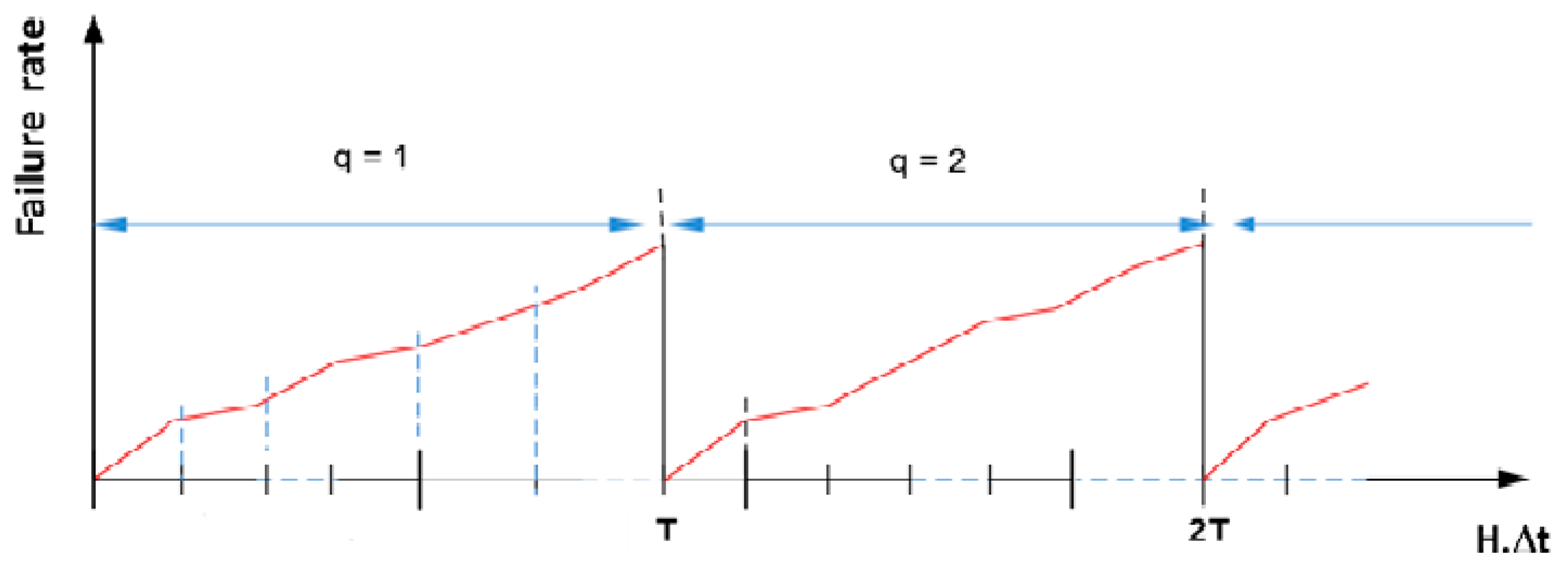
The average number of failure is calculated according to the function of failure rate. On the other hand, failure rate is influenced by the variation of the production cadence and given by the following cumulative function:
with
presenting the nominal failure rate for the manufacturing unit when the unit worked with its maximal production rate during the all finite horizon
H·∆
t (
Figure 4).
The average number of failure for manufacturing unit presented as:
with
N =
H·∆
t/T.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}