Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes


Abstract
:1. Introduction
2. Materials and Methods
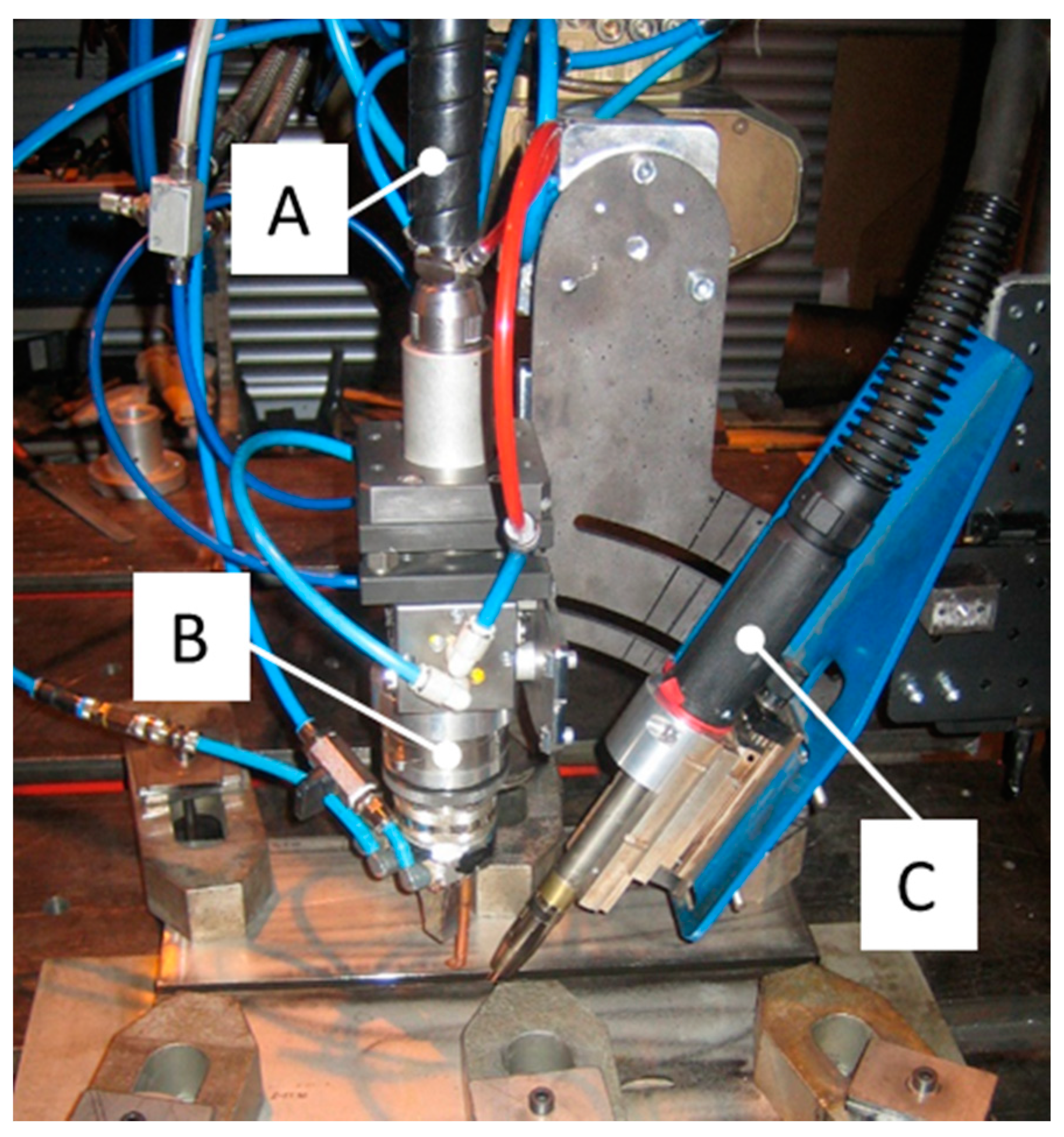
- (A)
- Wire feeding orientation with respect to the laser beam and welding direction
- A1 = leading wire feeding
- A2 = trailing wire feeding
- (B)
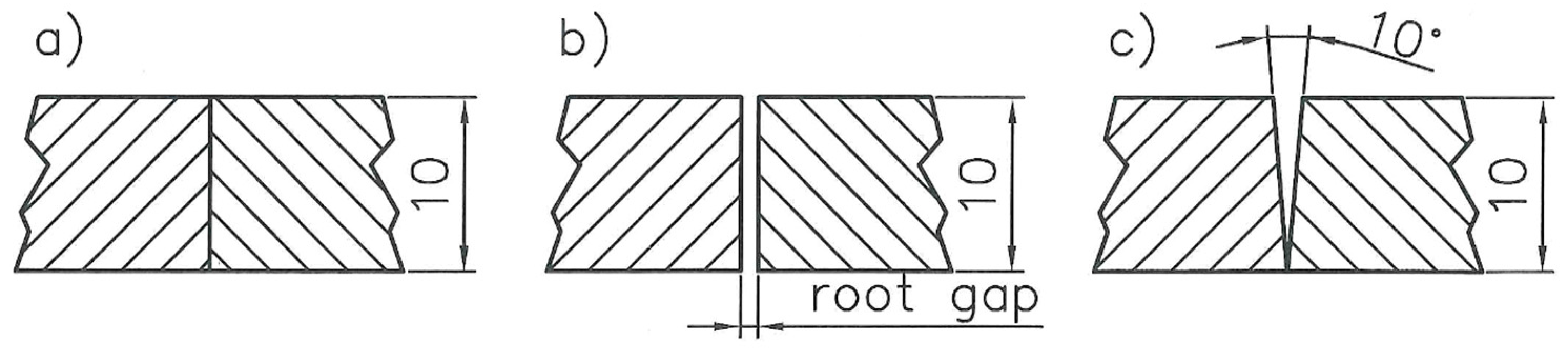
- Groove type / width of root gap
- B1 = I-groove, closed gap = 0 mm
- B2 = I-groove, open gap = 0.4 mm
- B3 = I-groove, open gap = 0.8 mm
- B4 = V-groove with 10 degree groove angle, closed gap = 0 mm
3. Results and Discussion
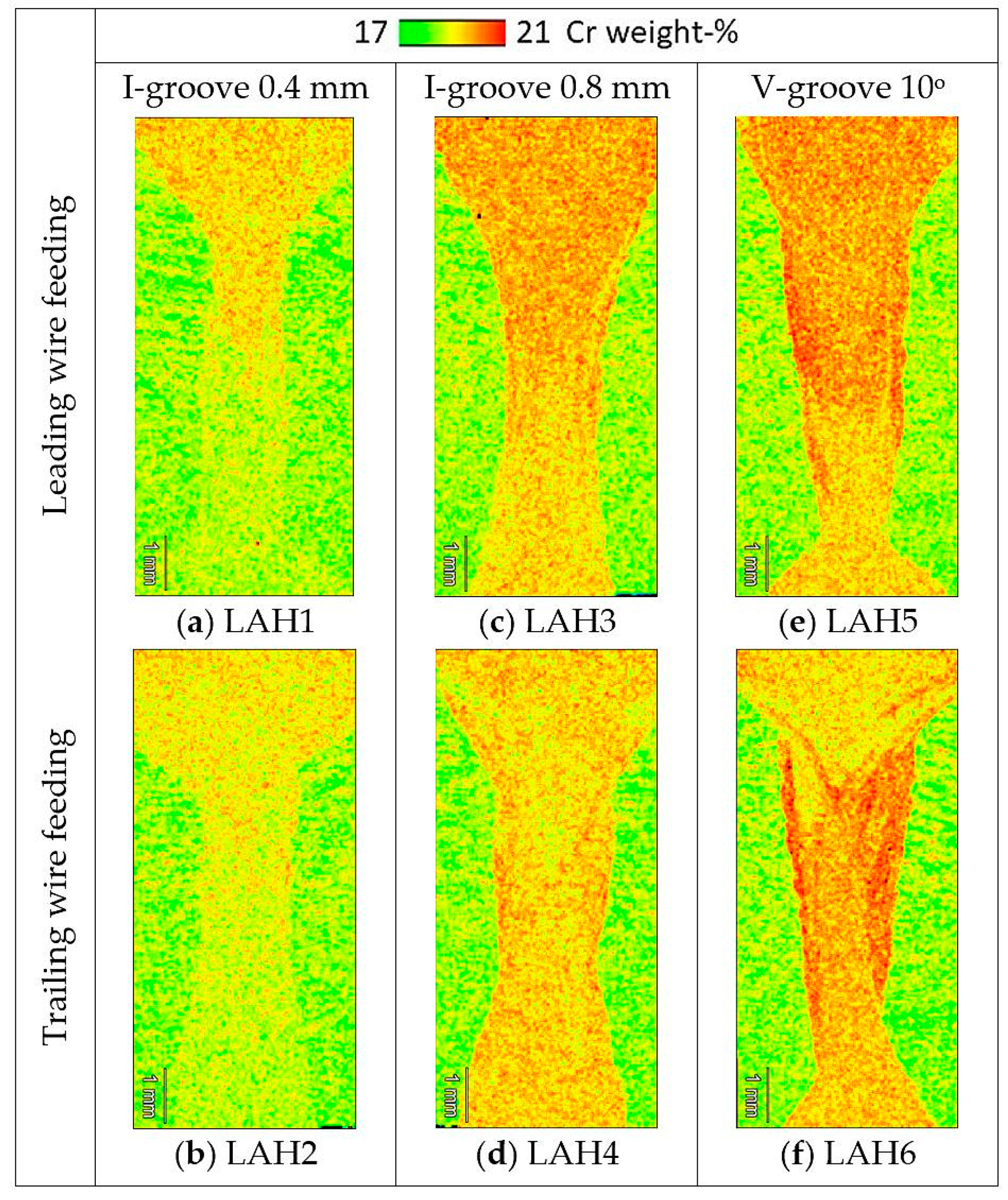
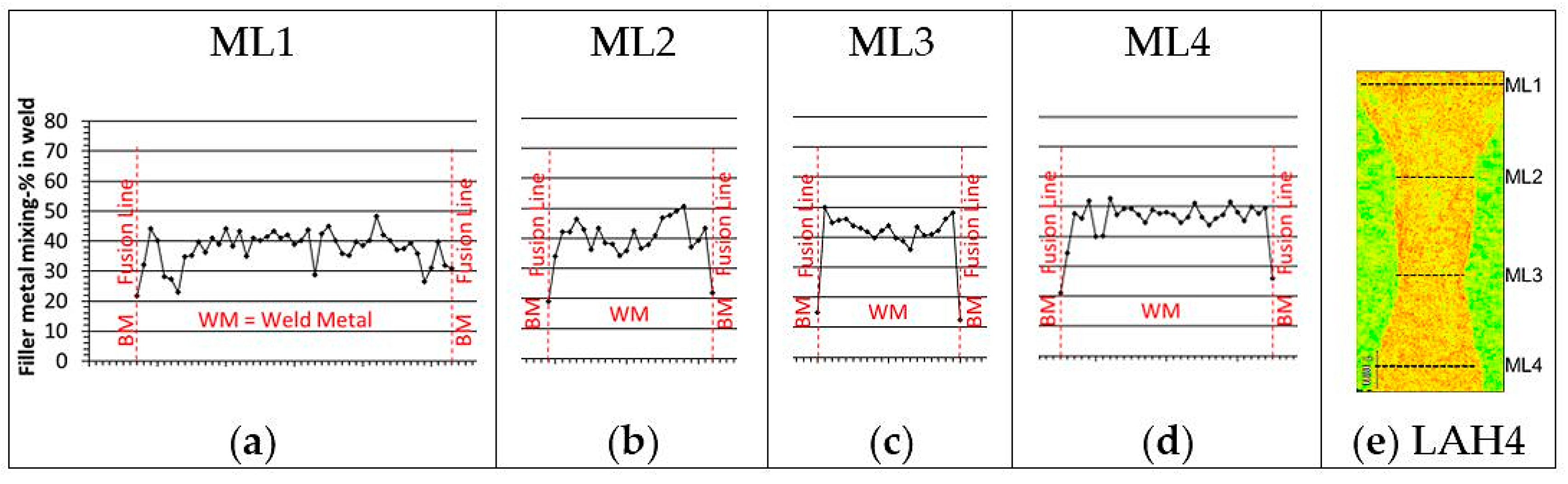
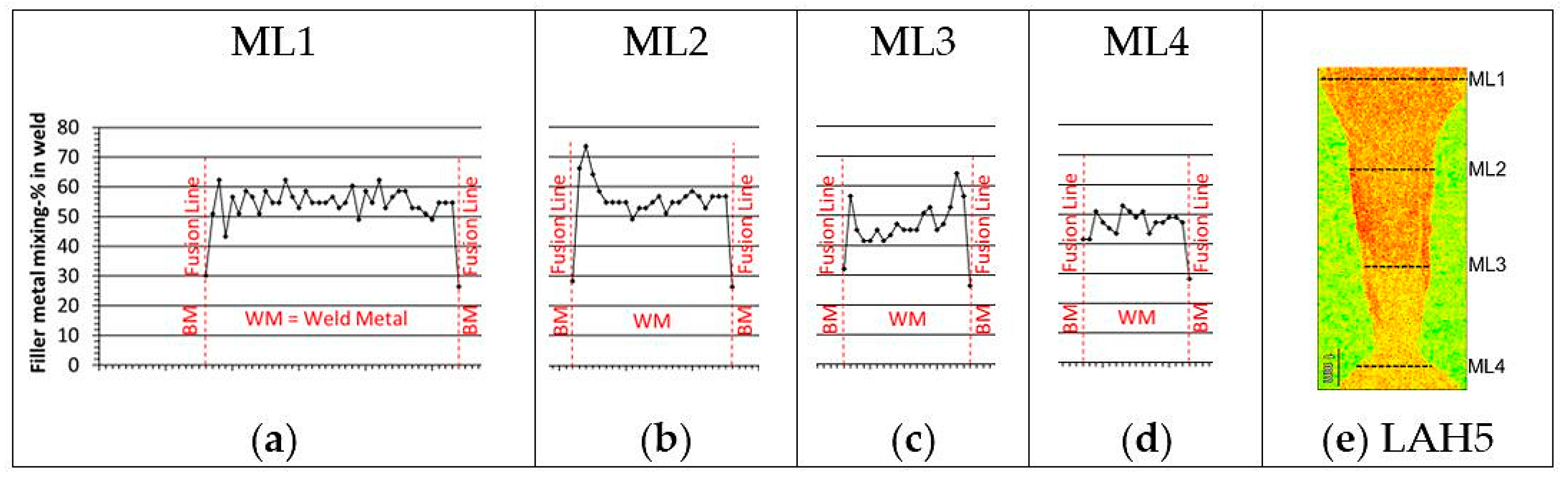
3.1. Mixing Behavior in Laser-Arc Hybrid Test Welds
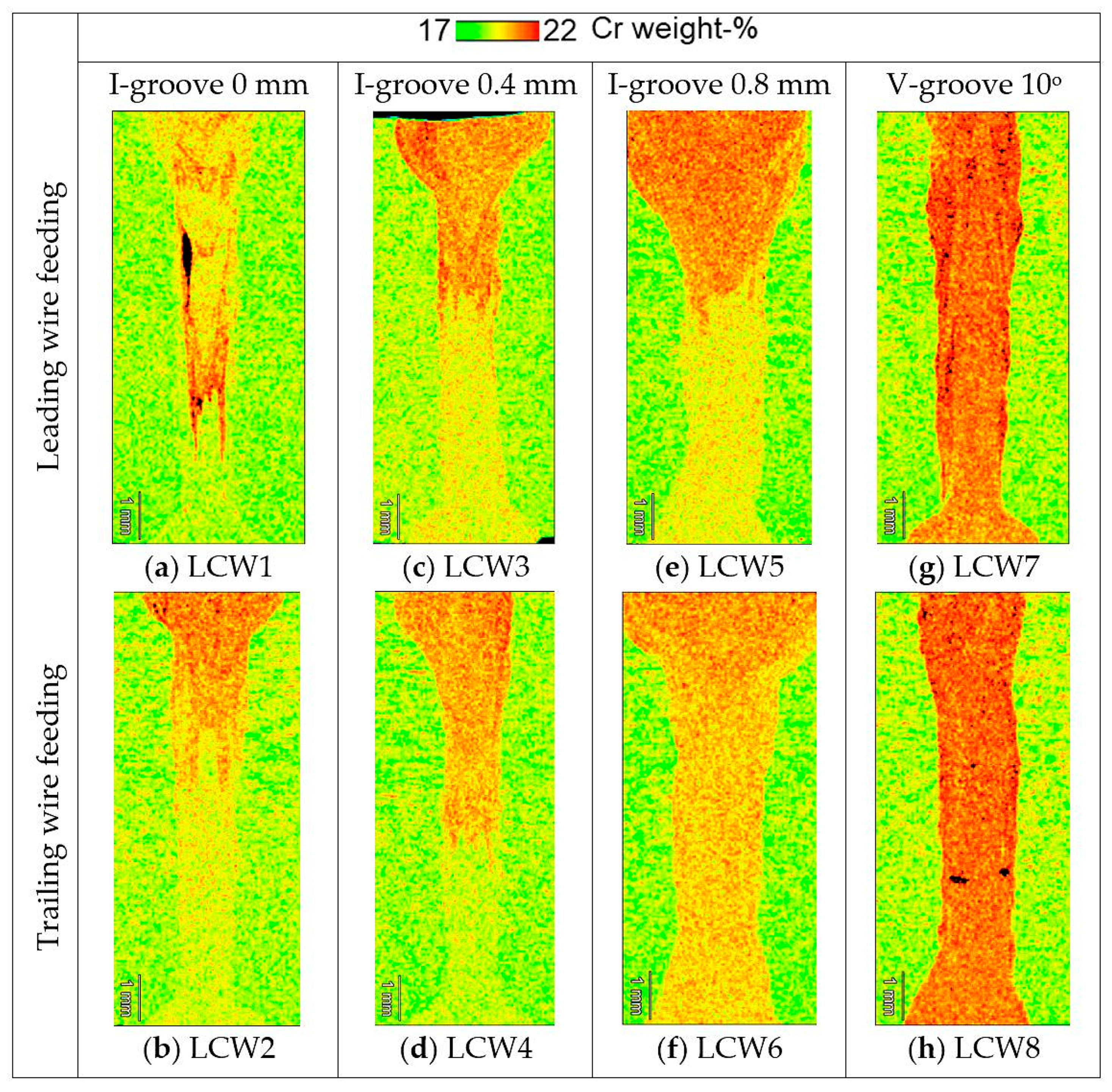
3.2. Mixing Behavior in Laser Cold-Wire Test Welds
3.3. Mixing Behavior Comparison between Laser-Arc Hybrid and Laser Cold-Wire Processes
3.4. Practical Aspects
4. Conclusions
- Open square preparation (I-groove) with a 0.4 mm root gap in a 10 mm thick butt joint showed a clear difference in filler metal mixing between the upper half and lower half of the weld cross-section. Average filler metal mixing values in percent were within the range ~31–38% in the upper half of the weld cross-section but only ~25–28% in the lower half of the weld.
- Increasing the cross-sectional groove area by using a root gap of 0.8 mm in a square butt weld (I-groove) enhanced filler metal mixing across the whole weld cross-section. This change was particularly evident in the root portion of the test welds, where average mixing values in percent were between ~40–46%.
- With laser-arc hybrid welding, V-groove type welds with trailing and leading wire feeding had the highest filler metal mixing values (averages from 41% to 56%) but the homogeneity of the mixing was not as good as I-groove welds with 0.8 mm wide root gap.
- In all test welds, trailing filler wire feeding produced stronger filler metal mixing in the root portion than leading filler wire feeding.
- Near the weld surface, the average filler metal mixing-% values were smaller when using trailing wire feeding (i.e. trailing torch) than leading wire feeding (i.e. leading torch). This result was probably caused by larger local base metal dilution near the weld surface when a trailing torch configuration was used.
- In closed square (zero root gap) welds, filler metal mixing behaviour was observed to be remarkably inhomogeneous with both leading and trailing wire feeding compared to the welds with wider gaps. Large local spikes in mixing profiles were found and the difference between the high and low mixing values could be almost 45%-units. Acute local changes in the chemical composition of the weld metal induced changes in the weld solidification mode, which had separate islands of both primary austenite and primary ferrite solidification microstructures.
- A clear difference was noticed in filler metal mixing between the upper half and lower half of the weld cross-sections in the case of the I-groove weld with 0.4 mm root gap for both leading and trailing filler wire feeding. When the root gap was widened to 0.8 mm, leading wire feeding still showed a noticeable difference in mixing between the upper and lower half of the weld cross-section. Corresponding results with trailing wire feeding, however, showed enhanced mixing behaviour across the whole weld cross-section with greater homogeneity and higher mixing values. Average filler metal mixing values in percent were in the range ~39–47% for the entire weld cross-section.
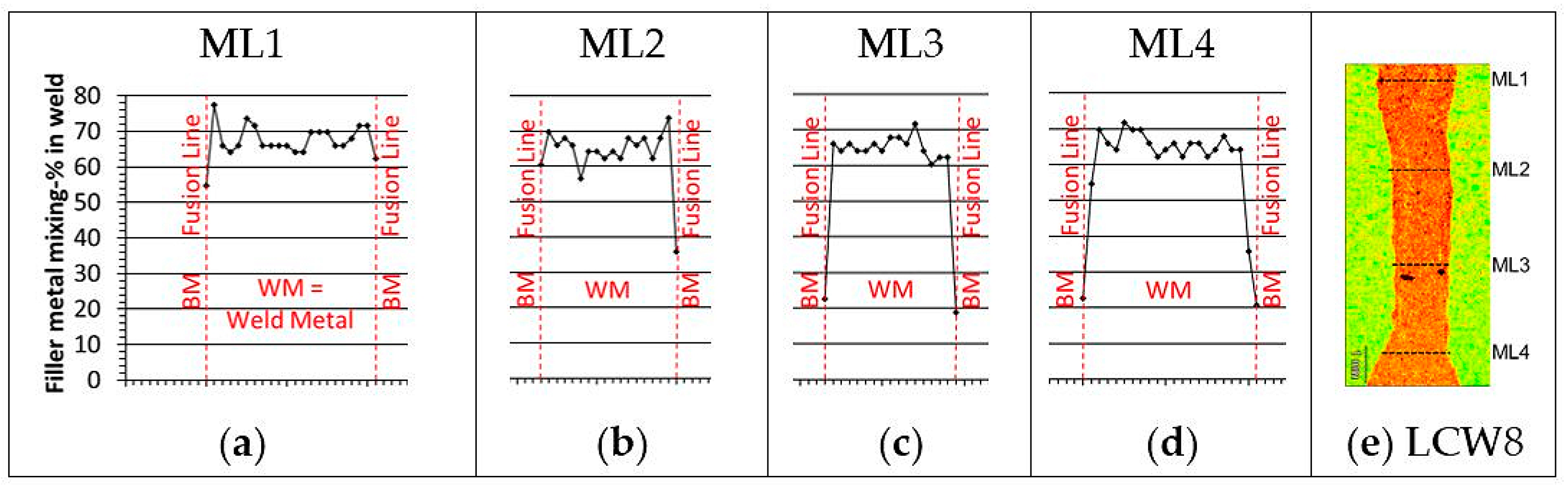
- Utilization of V-groove preparation with trailing wire feeding gave the best filler metal mixing in terms of both homogeneity and high mixing values. Average filler metal mixing values in percent were in the range ~60–67% for the entire weld cross-section.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kawahito, Y.; Wang, H.; Katayama, S.; Sumimori, D. Ultra high power (100 kW) fibre laser welding of steel. Opt. Lett. 2018. [Google Scholar] [CrossRef] [PubMed]
- Katayama, K.; Kawahito, Y.; Kinoshita, K.; Matsumoto, N.; Mizutani, M. Weld penetration and phenomena in 10 kW fibre laser welding. In Proceedings of the 26th International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 29 October–10 November 2007; pp. 253–359. [Google Scholar]
- Vollertsen, F.; Grünenwald, S.; Rethmeier, M.; Gumenyuk, A.; Reisgen, U.; Olschok, S. Welding thick steel plates with fibre lasers and GMAW. Weld. World 2010, 54, R61–R70. [Google Scholar] [CrossRef]
- Nielsen, S.E. High power laser hybrid welding—Challenges and perspectives. Phys. Proc. 2015, 78, 24–34. [Google Scholar] [CrossRef]
- Kristensen, J.K. Applications of laser welding in the shipbuilding industry, Part IV Applications of laser welding. In Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 596–611. [Google Scholar] [CrossRef]
- Dilthey, U.; Keller, H.; Ghandehari, A. Laser beam welding with filler metal. Steel Res. 1999, 70, 199–202. [Google Scholar] [CrossRef]
- Dilthey, U.; Wiesschemann, A. Perspectives offered by combining a laser beam with arc welding procedures. Weld. Int. 2003, 16, 711–719. [Google Scholar] [CrossRef]
- Jokinen, T.; Karhu, M.; Kujanpää, V. Welding of thick austenitic stainless steel using Nd:yttrium–aluminum–garnet laser with filler wire and hybrid process. J. Laser Appl. 2003, 15, 220–224. [Google Scholar] [CrossRef]
- Salminen, A.S.; Kujanpää, V.P. Effect of wire feed position on laser welding with filler wire. J. Laser Appl. 2003, 15, 1–9. [Google Scholar] [CrossRef]
- Ohnishi, T.; Kawahito, Y.; Mizutani, M.; Katayama, S. Butt welding of thick, high strength steel plate with a high power laser and hot wire to improve tolerance to gap variance and control weld metal oxygen content. Sci. Technol. Weld. Join. 2013, 18, 314–322. [Google Scholar] [CrossRef]
- Peng, W.; Jiguo, S.; Shiqing, Z.; Gang, W. Control of wire transfer behaviors in hot wire laser welding. Int. J. Adv. Manuf. Technol. 2016, 83, 2091–2100. [Google Scholar] [CrossRef]
- Kujanpää, V.P.; Helin, J.P.; Moisio, T.J.I.; Bruck, G.J. Composition and Microstructure of Laser Beam Welds Between Dissimilar Metals. J. Laser Appl. 1990, 2, 24–30. [Google Scholar] [CrossRef]
- Westin, E.; Stelling, K.; Gumenyuk, A. Single-pass laser-GMA hybrid welding of 13.5 mm thick duplex stainless steel. Weld. World 2011, 55, 39–49. [Google Scholar] [CrossRef]
- Tsukamoto, S.; Zhao, L.; Sugino, T.; Arakane, G. Distribution of wire feeding elements in laser-arc hybrid welding. In Proceedings of the 26th International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 29 October–10 November 2007; pp. 498–505. [Google Scholar]
- Karhu, M.; Kujanpää, V.; Gumenyuk, A.; Lammers, M. Study of Filler Metal Mixing and Its Implication on Weld Homogeneity of Laser-Hybrid and Laser Cold-Wire Welded Thick Austenitic Stainless Steel Joints. In Proceedings of the 32nd International Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6–20 October 2013; pp. 252–261. [Google Scholar]
- Zhao, L.; Sugino, T.; Arakane, G.; Tsukamoto, S. Influence of welding parameters on distribution of wire feeding elements in CO2 laser GMA hybrid welding. Sci. Technol. Weld. Join. 2013, 14, 457–467. [Google Scholar] [CrossRef]
- Sohail, M.; Karhu, M.; Na, S.-J.; Han, S.-W.; Kujanpaa, V. Effect of leading and trailing torch configuration on mixing and fluid behaviour of laser-gas metal arc hybrid welding. J. Laser Appl. 2017, 29, 042009. [Google Scholar] [CrossRef]
- Nima, Y.; Masoud, M.; Reza, R.; Radovan, K. Hybrid laser/arc welding of 304L stainless steel tubes, part 2—Effect of filler wires on microstructure and corrosion behaviour. Int. J. Pres. Ves. Pip. 2018, 163, 45–54. [Google Scholar]
- Gook, S.; Gumenyuk, A.; Rethmeier, M. Hybrid laser arc welding of X80 and X120 steel grade. Sci. Technol. Weld. Join. 2014, 19, 15–24. [Google Scholar] [CrossRef]
- Karhu, M.; Kujanpää, V. Solidification Cracking Studies in Multi Pass Laser Hybrid Welding of Thick Section Austenitic Stainless Steel, Part II Steels and Stainless Steels. In Book Hot Cracking Phenomena in Welds III, 1st ed.; Lippold, J., Boellinghaus, T., Cross, C., Eds.; Springer-Verlag: Berlin/Heidelberg, Germany, 2011; pp. 161–182. [Google Scholar] [CrossRef]
- Kadoi, K.; Shinozaki, K. Effect of Chemical Composition on Susceptibility to Weld Solidification Cracking in Austenitic. Met. Mater. Trans. A 2017. [Google Scholar] [CrossRef]
- Lippold, J.C. Book Welding Metallurgy and Weldability, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; p. 14. [Google Scholar]
- Kou, S. Book Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; pp. 103–107. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Weight-% | C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu | Ti + Ta |
|---|---|---|---|---|---|---|---|---|---|---|---|
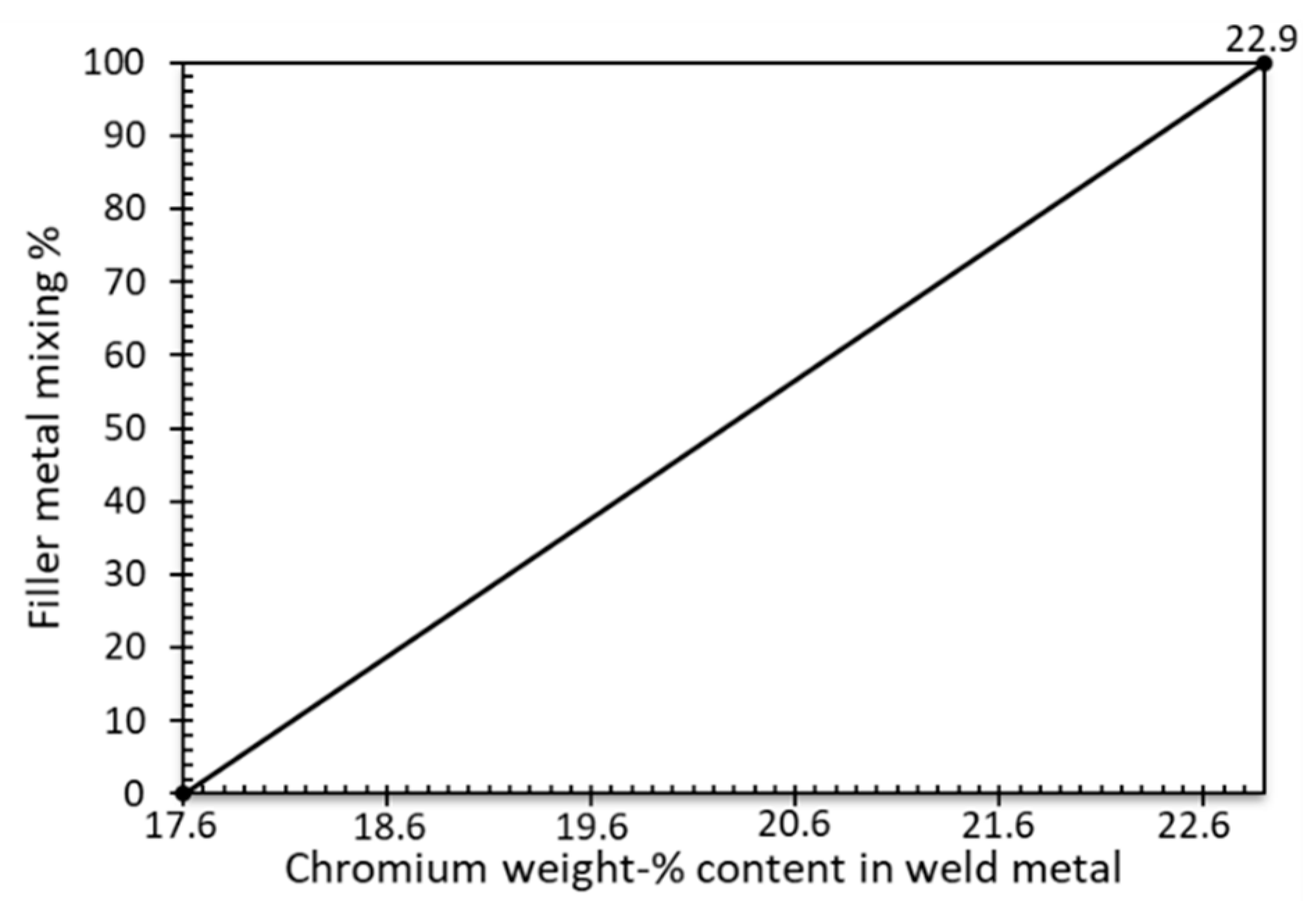
| AISI 316L | 0.024 | 0.37 | 1.70 | 0.020 | 0.0002 | 17.6 | 12.3 | 2.43 | 0.07 | 0.01 | <0.01 |
| 2205 | 0.010 | 0.36 | 1.60 | 0.017 | 0.0001 | 22.9 | 8.7 | 3.20 | 0.147 | 0.08 | - |
| Description | Laser-Arc Hybrid Process | Laser Cold-Wire Process |
|---|---|---|
| Laser power, PL | 10 kW | 10 kW |
| Welding speed, Vw | For groove types B2 and B3 = 1.3 m/min; for groove type B4 = 1.6 m/min | For groove types B1, B2 and B3 = 1.1 m/min; for groove type B4 = 1.3 m/min |
| Filler wire feeding rate, Vf | For groove type B2 = 5 m/min; for groove type B3 = 11.5 m/min; for groove type B4 = 15 m/min | For groove types B1 and B2 = 6 m/min; for groove type B3 = 9.5 m/min; for groove type B4 = 15 m/min |
| Average current and voltage | 5 m/min => 96A/24V; 11,5 m /min => 215A/31V; 15 m/min => 228A/31V | - |
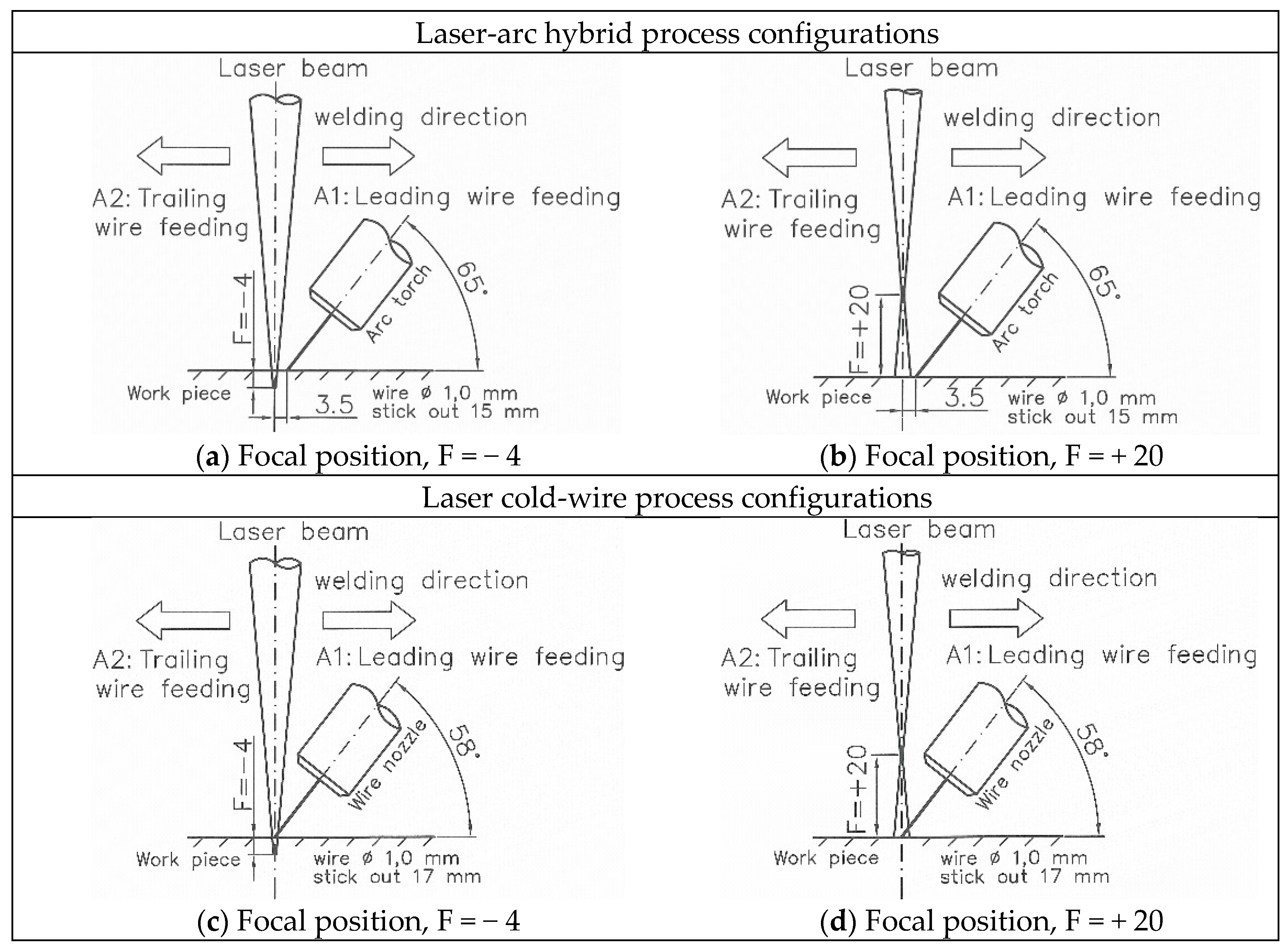
| Torch/wire feeding angle, α | 65 degree | 58 degree |
| Wire stick out, Lw | 15 mm | 17 mm |
| Horizontal distance between laser spot and arc or wire tip, DLA or DLW | 3.5 mm | 0 mm |
| Focal point position, F | For groove types B2 and B4 => F = −4 mm (equals laser spot diameter Ø 0.8 mm); for groove type B3 => F = + 20 mm (equals laser spot diameter Ø 1.2 mm) | For groove types B1, B2 and B4 => F = −4 (equals laser spot diameter Ø 0.8 mm); for groove type B3 => F = + 20 mm (equals laser spot diameter Ø 1.2 mm) |
| Studied Parameter Combinations | Laser-Arc Hybrid Weld Identification | Laser Cold-Wire Weld Identification |
|---|---|---|
| A1 + B1 | - | LCW1 |
| A2 + B1 | - | LCW2 |
| A1 + B2 | LAH1 | LCW3 |
| A2 + B2 | LAH2 | LCW3 |
| A1 + B3 | LAH3 | LCW5 |
| A2 + B3 | LAH4 | LCW6 |
| A1 + B4 | LAH5 | LCW7 |
| A2 + B4 | LAH6 | LCW8 |
| Weld Identification | Melted Base Metal Area [mm2] | Melted Filler Metal [mm2] | Weld Metal Area [mm2] | Base Metal Dilution [%] | Filler Metal Portion [%] |
|---|---|---|---|---|---|
| LAH1 | 19.5 | 5.1 | 24.6 | 79 | 21 |
| LAH2 | 25.8 | 5.4 | 31.2 | 83 | 17 |
| LAH3 | 16.7 | 8.2 | 24.9 | 67 | 33 |
| LAH4 | 19.9 | 8.6 | 28.5 | 70 | 30 |
| LAH5 | 17.1 | 9.3 | 26.4 | 65 | 35 |
| LAH6 | 19.5 | 9.9 | 29.4 | 66 | 34 |
| LCW1 | 14.2 | 3.1 | 17.3 | 82 | 18 |
| LCW2 | 15.1 | 4.1 | 19.2 | 79 | 21 |
| LCW3 | 13.5 | 5.2 | 18.7 | 72 | 28 |
| LCW4 | 12.3 | 5.1 | 17.4 | 71 | 29 |
| LCW5 | 16.2 | 8.2 | 24.4 | 66 | 34 |
| LCW6 | 17.1 | 8.6 | 25.7 | 67 | 33 |
| LCW7 | 8.6 | 11.3 | 19.9 | 43 | 57 |
| LCW8 | 9.0 | 10.2 | 19.2 | 47 | 53 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karhu, M.; Kujanpää, V.; Eskelinen, H.; Salminen, A. Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes. Appl. Sci. 2019, 9, 1685. https://doi.org/10.3390/app9081685
Karhu M, Kujanpää V, Eskelinen H, Salminen A. Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes. Applied Sciences. 2019; 9(8):1685. https://doi.org/10.3390/app9081685
Chicago/Turabian StyleKarhu, Miikka, Veli Kujanpää, Harri Eskelinen, and Antti Salminen. 2019. "Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes" Applied Sciences 9, no. 8: 1685. https://doi.org/10.3390/app9081685
APA StyleKarhu, M., Kujanpää, V., Eskelinen, H., & Salminen, A. (2019). Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes. Applied Sciences, 9(8), 1685. https://doi.org/10.3390/app9081685