
Electrospinning of Polyepychlorhydrin and Polyacrylonitrile Anionic Exchange Membranes for Reverse Electrodialysis

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Reagents
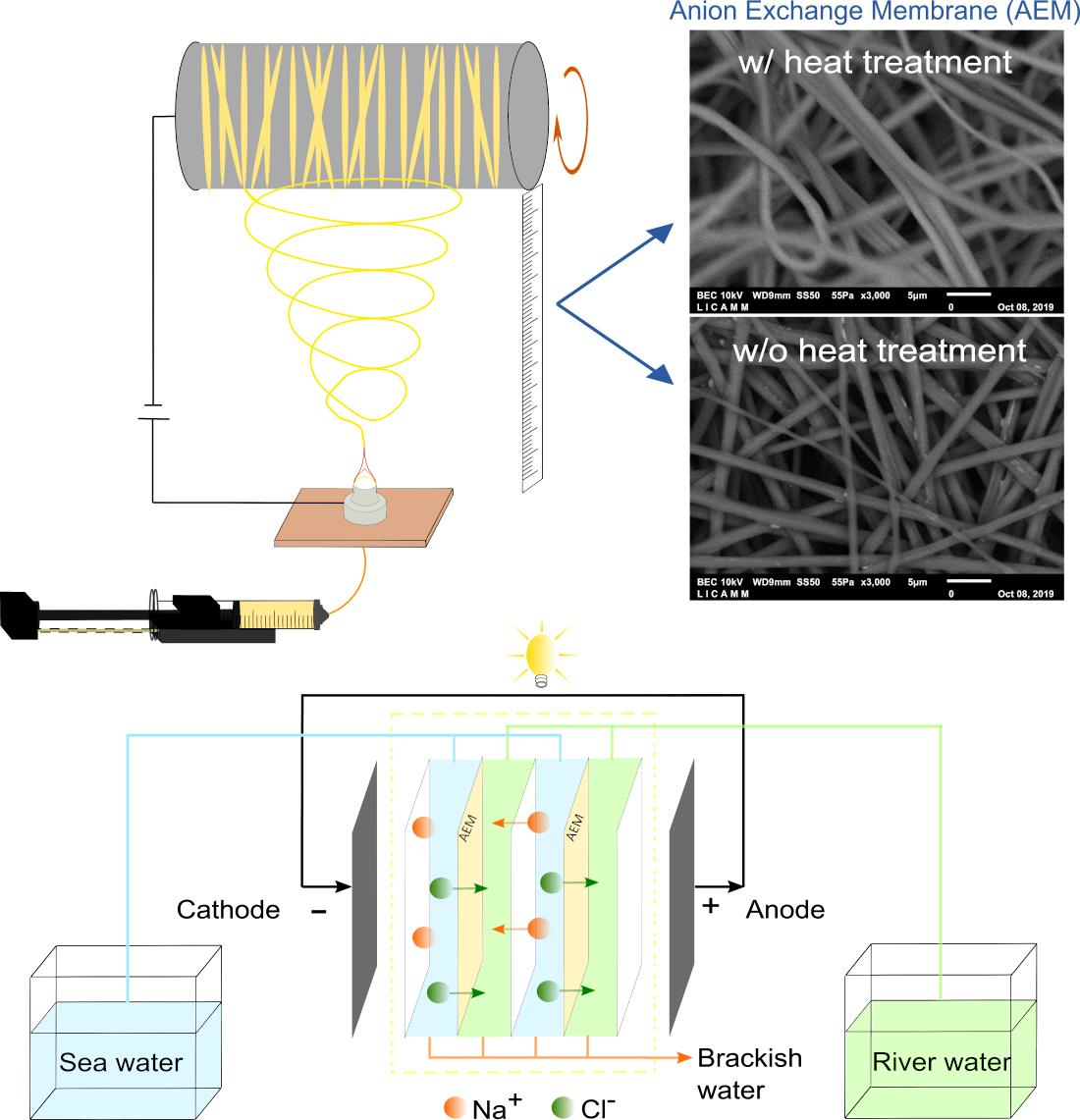
2.2. Membrane Preparation
2.3. Membrane Characterization
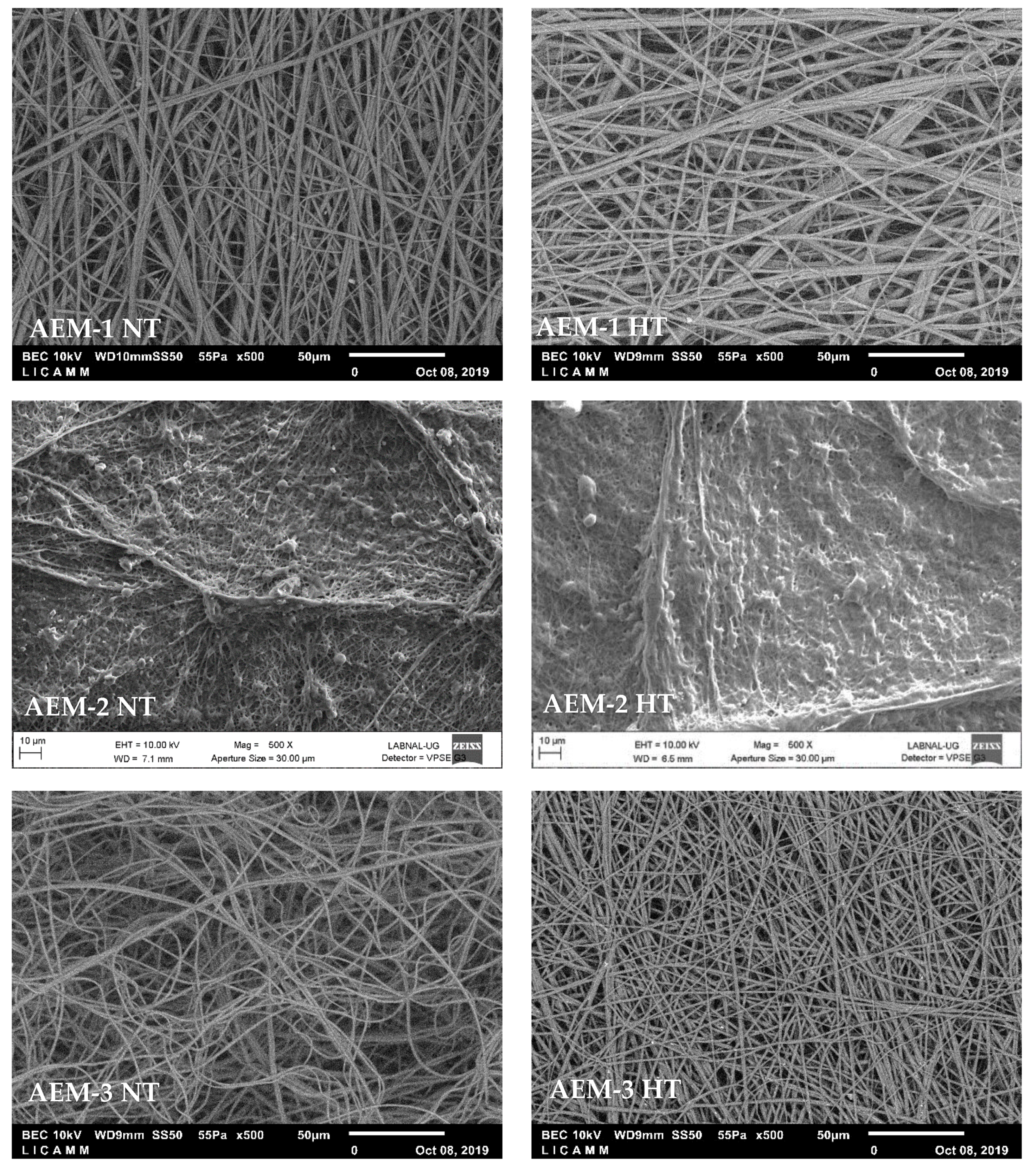
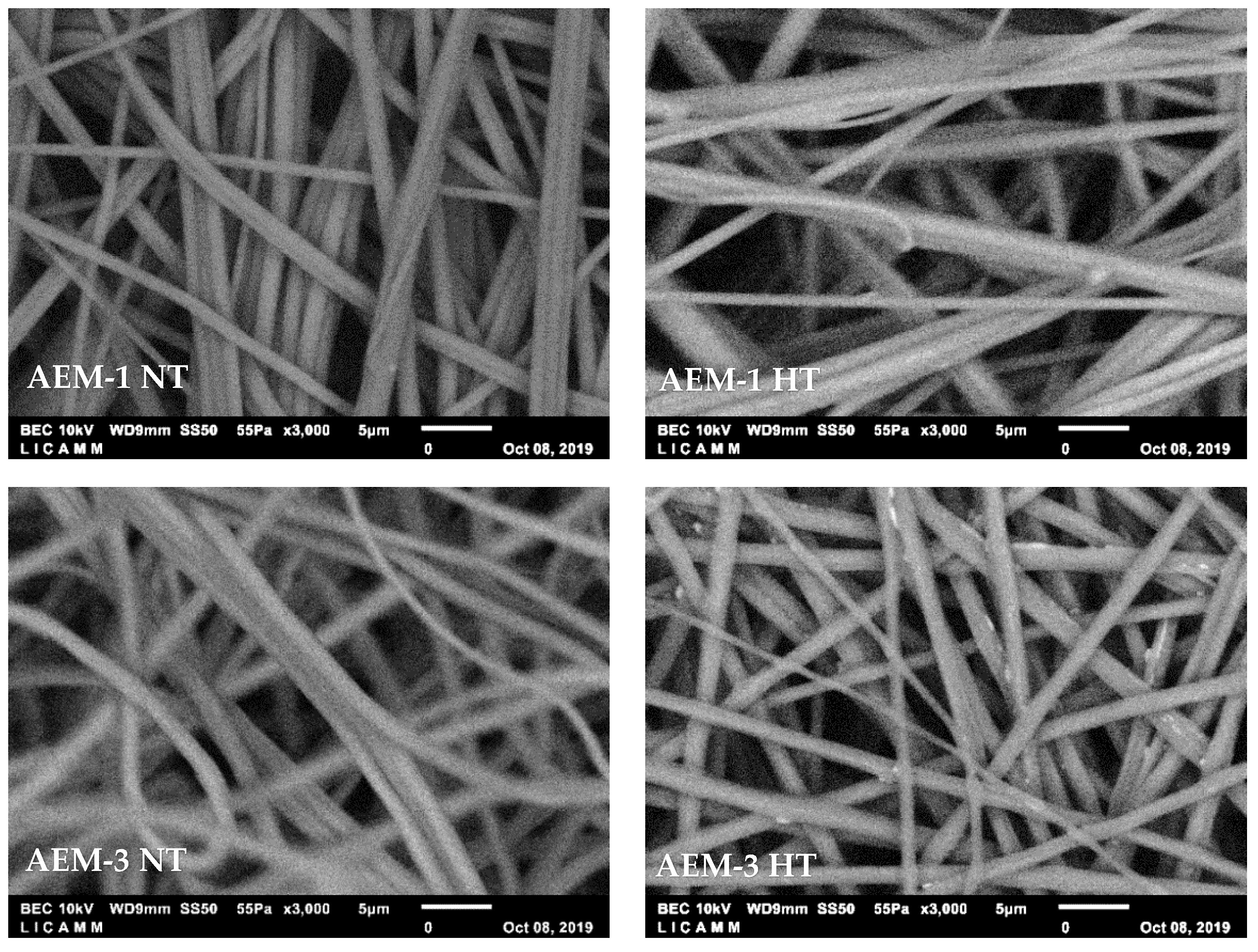
2.3.1. Scanning Electron Microscopy (SEM)
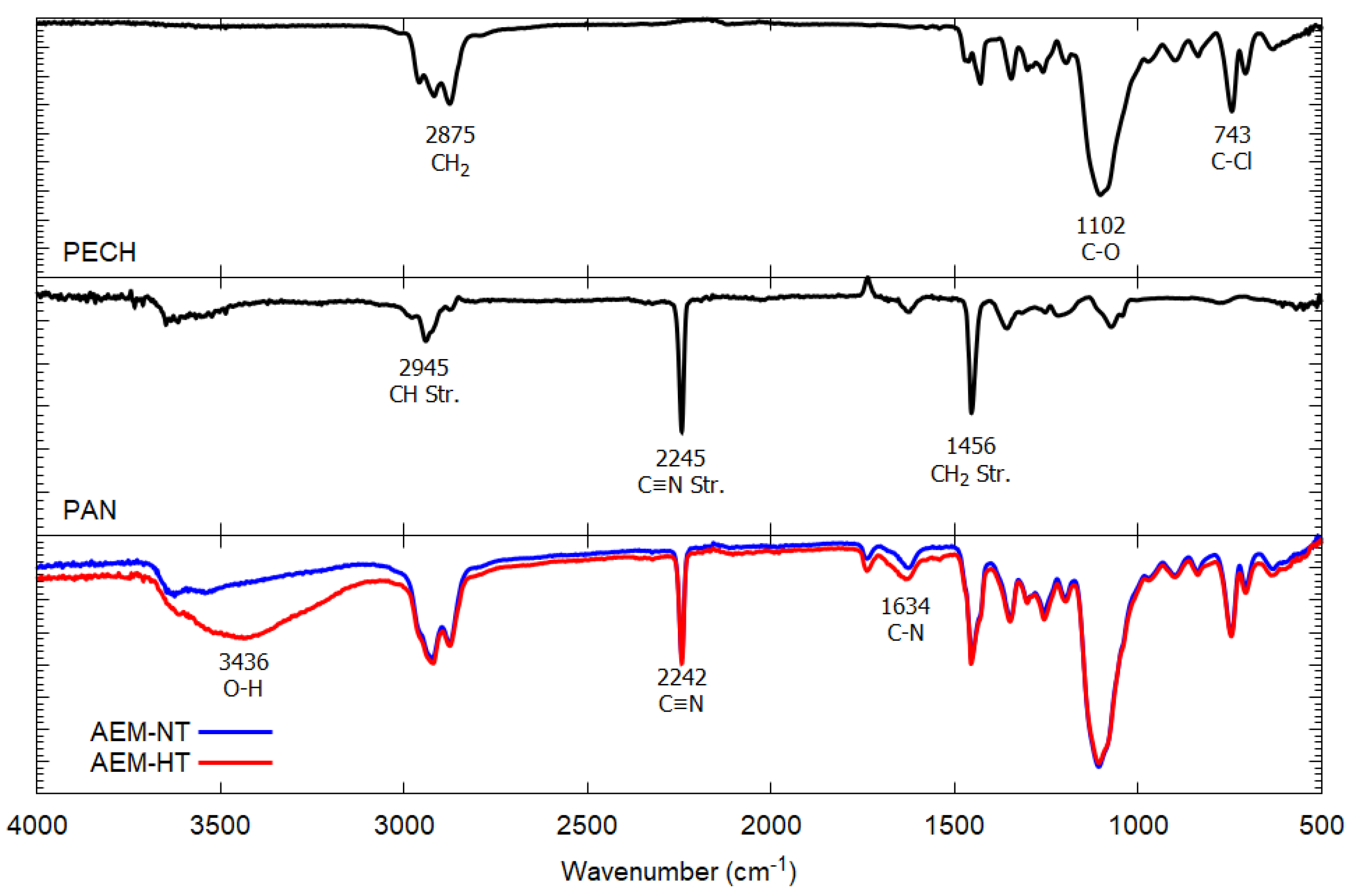
2.3.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.3. Atomic Force Microscopy (AFM)
2.3.4. Swelling Degree (SD)
2.3.5. Ion-Exchange Capacity (IEC)
2.3.6. Fixed Charge Density (CDfix)
2.3.7. Water Contact Angle (θw)
2.3.8. Thickness
2.3.9. Permselectivity
2.3.10. Electrical Resistance
3. Results and Discussion
3.1. Morphology
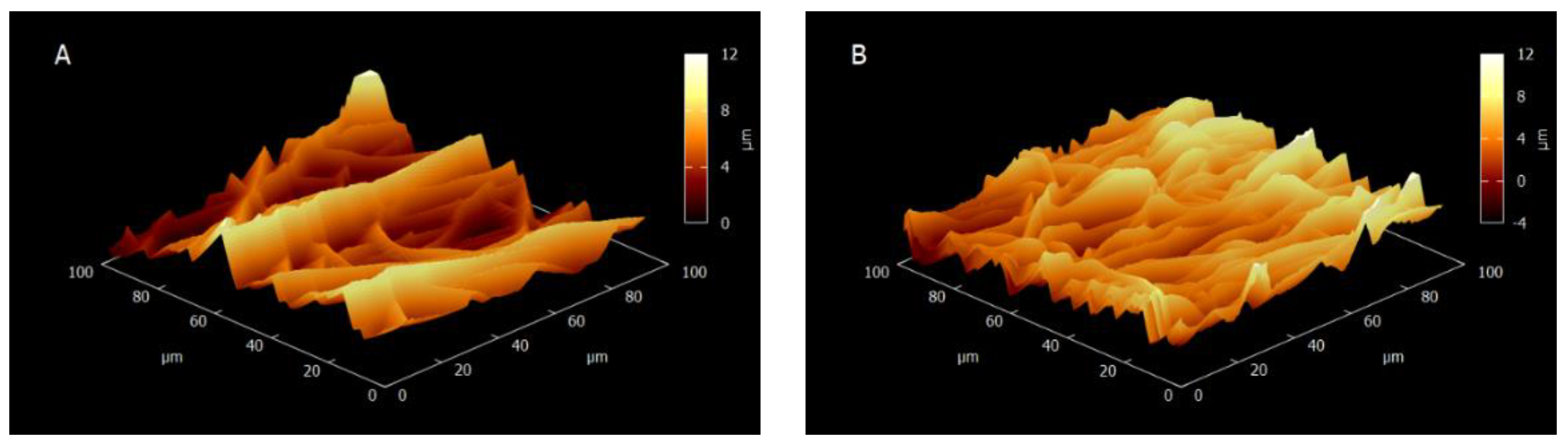
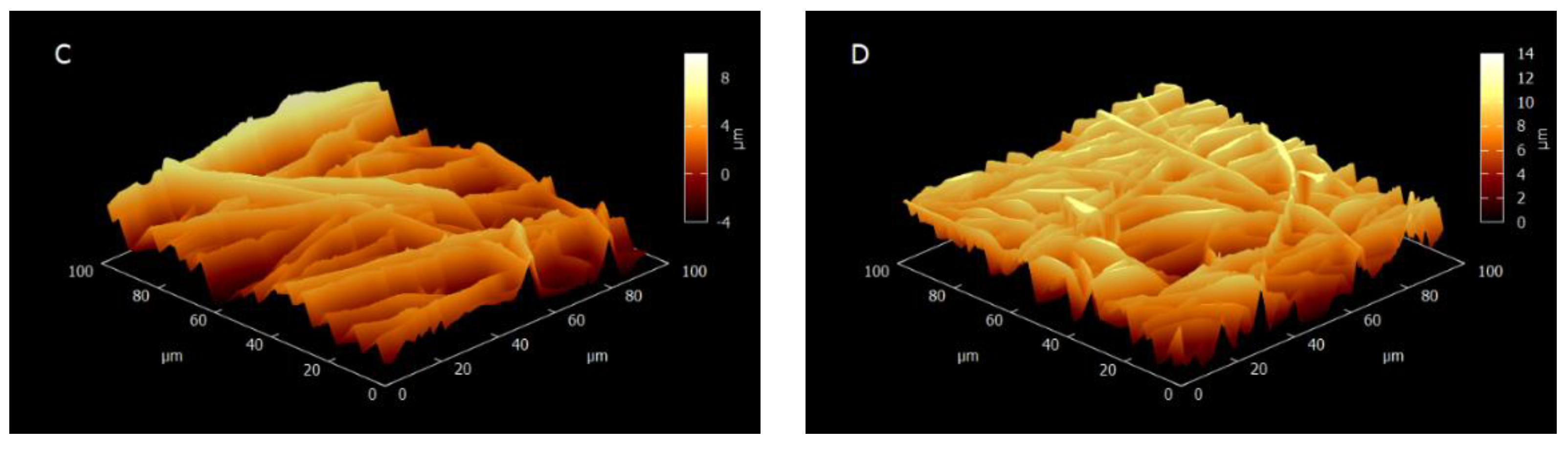
3.2. Membrane Structure and Roughness
3.3. Swelling Degree (SD), Ion-Exchange Capacity (IEC), Fixed Charge Density (CDfix), Contact Angle, and Membrane Thickness
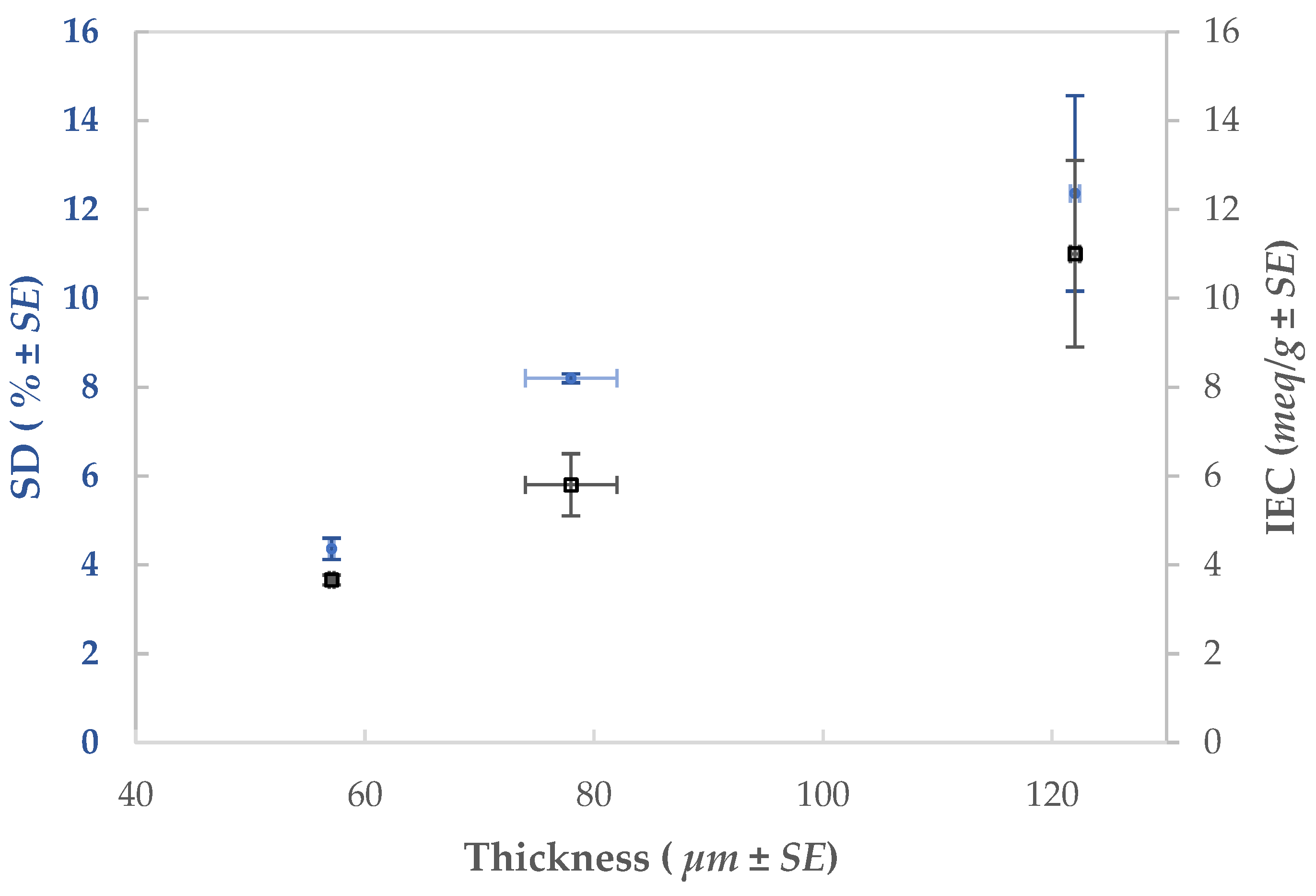
3.4. Influence of the Thickness over the AEM-HT Properties
3.5. Influence of the Reflux Distillation on the AEM-HT Properties
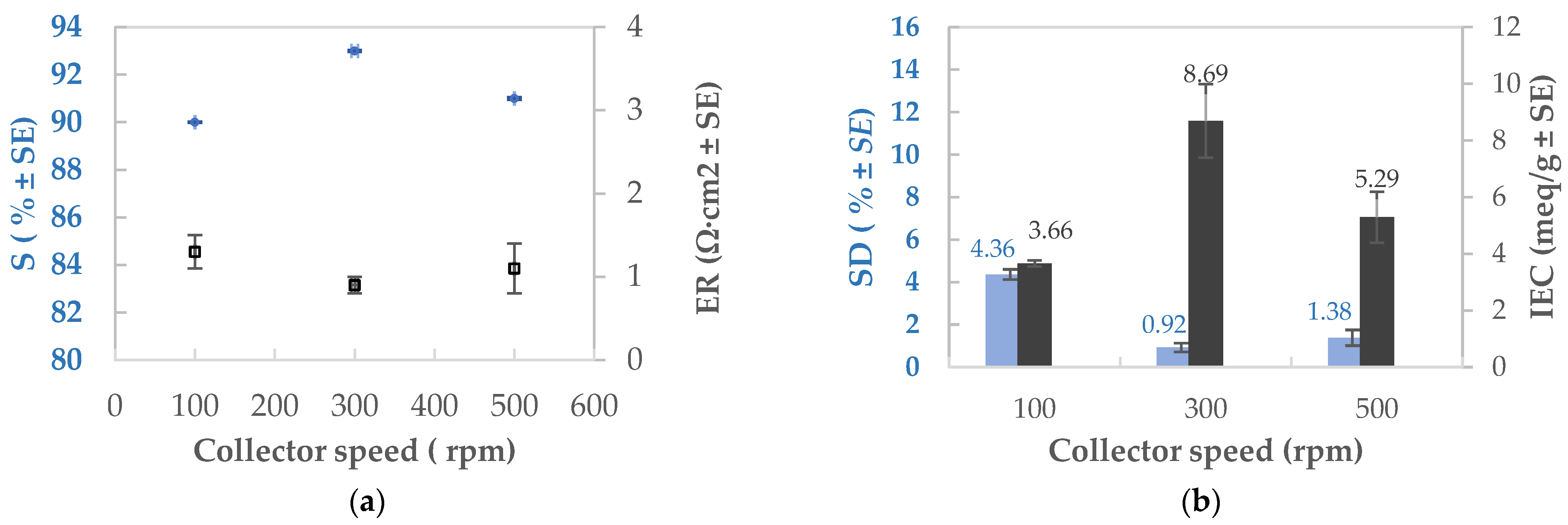
3.6. Trends in the AEM Properties as Functions of Humidity, Flow Velocity, and Collector Speed
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Micale, G.; Cipollin, A.; Tamburini, A. Chapter 1 Salinity Gradient Energy. In Sustainable Energy from Salinity Gradients; Woodhead Publishing, Elsevier Ltd.: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Rijnaarts, T.; Huerta, E.; Van Baak, W.; Nijmeijer, K. Effect of divalent cations on red performance and cation exchange membrane selection to enhance power densities. Environ. Sci. Technol. 2017, 51, 13028–13085. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, Z.; Gong, F.; Li, S.; Zhang, S. Synthesis of soluble poly(arylene ether sulfone) ionomers with pendant quaternary ammonium groups for anion exchange membranes. Macromolecules 2009, 42, 8711–8717. [Google Scholar] [CrossRef]
- Olsson, J.S.; Pham, T.H.; Jannasch, P. Tunning poly(arylene piperidinium) anion-exchange membranes by copolymerization, parcial quaternization and crosslinking. J. Membr. Sci. 2019, 578, 183–195. [Google Scholar] [CrossRef]
- Hickner, M.A.; Herring, A.M.; Coughlin, E.B. Anion exchange membranes: Current status and moving forward. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 1727–1735. [Google Scholar] [CrossRef]
- Shi, X.; Zhouy, W.; Ma, D.; Ma, Q.; Bridges, D.; Ma, Y.; Hu, A.J. Electrospinning of nanofibers and their applications for energy devices. Nanomaterials 2015, 140716. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.; Dai, Y.; Yan, X.; Wu, X.; Wang, Q.; Zhen, D.; Li, T.; Chen, W.; He, G. Electrospun imidazolium fuctionalized multiwalled carbón nanotube/plysulfone inorganic-organic nanofibers for reinforced anion Exchange membranes. Int. J. Hydrogen Energy 2018, 43, 21547–21559. [Google Scholar] [CrossRef]
- Park, A.M.; Turley, F.E.; Wycisk, R.J.; Pintauro, P.N. Electrospun and Cross-Linked Nanofiber Composite Anion Exchange Membranes. Macromolecules 2014, 47, 227–235. [Google Scholar] [CrossRef]
- Duan, H.; Cheng, X.; Zeng, L.; Liao, Q.; Wang, J.; Wei, Z. Achieving High Conductivity at Low Ion Exchange Capacity for Anion Exchange Membranes with Electrospun Polyelectrolyte Nanofibers. ACS Appl. Energy Mater. 2020, 3, 10660–10668. [Google Scholar] [CrossRef]
- Zang, L.; Lin, R.; Dou, T.; Wang, L.; Ma, J.; Sun, L. Electrospun superhydrophillic membranes for effective removal of Pb(II) from water. Nanoscale Adv. 2019, 1, 389. [Google Scholar] [CrossRef] [Green Version]
- Ma, W.; Guo, Z.; Zhao, J.; Yu, Q.; Wang, F.; Han, J.; Pan, H.; Yao, J.; Zhang, Q.; Keshari, S. Polyimide/cellulose acetate core/shell electrospun fibrous membranes for oil-water separation. Sep. Purif. Technol. 2017, 177, 71–85. [Google Scholar] [CrossRef] [Green Version]
- Patel, S.; Konar, M.; Sahoo, H.; Hota, G. Surface functionalization of electrospun PAN nanofibers with ZnO-Ag heterostructure nanoparticles: Synthesis and antibacterial study. Nanotechnology 2019, 30, 205704. [Google Scholar] [CrossRef] [PubMed]
- Ingavle, G.C.; Leach, J.K. Advancements in electrospinning of polymeric nanofibrous scaffolds for tissue engineering. Tissue Eng. Part B Rev. 2014, 24, 277–293. [Google Scholar] [CrossRef]
- Zhang, S.; Tanioka, A.; Matsumoto, H. Review De Novo ion-exchange membranes based on nanofibers. Membranes 2021, 11, 652. [Google Scholar] [CrossRef]
- Zheng, G.; Jiang, J.; Wang, X.; Li, W.; Liu, J.; Fu, G.; Lin, L. Nanofiber membranes by multi-jet electrospinning arranged arc-array with sheath gas for electrodialysis applications. Mater. Des. 2020, 189, 108504. [Google Scholar] [CrossRef]
- Cui, J.; Li, F.; Wang, Y.; Zhang, Q.; Ma, W.; Huang, C. Electrospun nanofibers for wastewater treatment applications. Sep. Purif. Technol. 2020, 250, 117116. [Google Scholar] [CrossRef]
- Gong, X.; He, G.; Yan, X.; Wu, Y.; Chen, W.; Wu, X. Electrospun nanofiber enhanced iidazolium-functionalized polysulfone composite anion exchanged membranes. RSC Adv. 2015, 5, 95118–95125. [Google Scholar] [CrossRef]
- Guler, E.; Zhang, Y.; Saakes, M.; Nijmeijer, K. Tailor-made anion-exchange membranes for salinity gradient power generation using reverse electrodialysis. Chem. Sus. Chem. 2012, 5, 2262–2270. [Google Scholar] [CrossRef] [PubMed]
- Jaime-Ferrer, J.S.; Mosqueda-Quintero, M.; Suárez-Toriello, V.A.; Anderson, S.M.; Vargas, O.A.G.; Villafaña-López, L. Heterogeneous PVC cation-exchange membrane synthesis by electrospinning for reverse electrodialysis. Int. J. Chem. React. Eng. 2020, 18, 20200020. [Google Scholar] [CrossRef]
- Sarapulova, V.; Shkorkina, I.; Mareev, S.; Pismenskaya, N.; Kononenko, N.; Larchet, C.; Dammak, L.; Nikonenko, V. Transport characteristics of Fujifilm ion-exchange membranes as compared to homogeneous membranes AMX and CMX and to heterogeneous membranes MK-40 and MA-41. Membranes 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- Villafaña, L.; Reyes-Valadez, D.M.; Gonzalez-Vargas, O.A.; Suarez-Toriello, V.A. Custom-made ion exchange membranes at laboratory scale for reverse electrodialysis. Membranes 2019, 9, 145. [Google Scholar] [CrossRef] [Green Version]
- Güler, E.; Elizen, R.; Vermaas, D.A.; Saakes, M.; Nijmeijer, K. Performance-determining membrane properties in reverse electrodialysis. J. Membr. Sci. 2013, 446, 266–276. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2019, 9, 676–682. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Antony, A.; Chilcott, T.; Coster, H.; Leslie, G. In situ structural and functional characterization of reverse osmosis membranes using electrical impedance spectroscopy. J. Membr. Sci. 2013, 425, 89–97. [Google Scholar] [CrossRef]
- Boverhof, D.R.; Bramante, C.M.; Butala, J.H.; Clancy, S.F.; Lafranconi, M.; West, J.; Gordon, S.C. Comparative assessment of nanomaterial definitions and safety evaluation considerations. Regul. Toxicol. Pharmacol. 2015, 73, 137–150. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- NanoScience Instruments, Controlling Temperature and Relative Humidity for Electrospinning and Electrospraying Sample Development. Available online: https://www.nanoscience.com/applications/controlling-temperature-and-relative-humidity-for-electrospinning-and-electrospraying-sample-development/ (accessed on 22 July 2021).
- Szewczyk, P.K.; Ura, D.P.; Metwally, S.; Knapczyk-Korczak, J.; Gajek, M.; Marxec, M.M.; Bernasik, A.; Stachewics, U. Roughness and Fiber Fraction Dominated Wetting of Electrospun Fiber-Based Porous Meshes. Polymers 2019, 11, 34. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.; Liu, L.G.; Pan, F.L.; Wang, D.F.; Pan, Z.J.; Zhang, L.; Liu, L.G.; Pan, F.L.; Wang, D.F.; Pan, Z.J.; et al. Effects of heat treatment on the morphology and performance of PSU electrospun nanofibrous membrane. J. Eng. Fibers Fabr. 2012, 7, 155892501200702S02. [Google Scholar] [CrossRef] [Green Version]
- Barua, B.; Saha, M.C. Influence of humidity, temperature, and annealing on microstructure and tensile properties of electrospun polyacrylonitrile nanofibers. Polym. Eng. Sci. 2018, 58, 998–1009. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AEM | Solvent | PECH:Solvent (w:w) | PAN:Solvent (w:w) | DABCO:Solvent (w:w) | PECH:PAN:DABCO (w:w:w) | Flow (mL/h) | Voltage (kV) |
|---|---|---|---|---|---|---|---|
| 1 | DMSO | 20:80 | 12:88 | 12.5:88 | 2:1:2 | 0.1 | 30 |
| 2 | DMF | 2.5:40 | 1.5:30 | 1.53:11 | 2:1:2 | 0.1 | 14 |
| 3 | DMF | 20:80 | 12:88 | 12.5:88 | 1:2:0.83 | 0.225 | 15 |
| Parameter | Value |
|---|---|
| PECH:PAN:DABCO | 1:2:0.83 (w:w:w) |
| Humidity | 60% |
| Temperature | 22 ± 1 °C |
| Applied voltage | 15 kV |
| Polymer solution volume | 6 mL |
| Flow velocity | 0.225 mL/h |
| Collector speed | 100 rpm |
| Tip-to-collector distance | 17 cm |
| Commercial Membranes | Swelling Degree (%) | Ion-Exchange Capacity (meq/g) | Fixed Charge Density (meq/g) | Thickness (µm) |
|---|---|---|---|---|
| AMX [20] | 14 ± 2 16 | 1.23 ± 0.05 1.25 | 7.8–9.8 | 125 ± 5 |
| Type X AEM [20] | 23 ± 2 | 1.50 ± 0.05 | 6.2–6.9 | 115 ± 5 125 |
| Volume (mL) | Area (cm2) | Treatment | Diameter ± SE (nm) | Thickness ± SE (µm) |
|---|---|---|---|---|
| 3 | 476 | NT | 1510 ± 70 | 130 ± 4 |
| HT | 1400 ± 50 | 78 ± 4 |
| Membrane | Procedure | RMS Roughness (µm) |
|---|---|---|
| AEM-NT | Dry | 1.83 |
| Semi-humid | 1.91 | |
| AEM-HT | Dry | 2.07 |
| Semi-humid | 2.15 |
| Membrane | SD ± SE (%) | IEC ± SE (meq/g) | CDfix ± SE (meq/g) | θw ± SE (°) | Thickness (µm) |
|---|---|---|---|---|---|
| AEM-NT | 8.5 ± 0.6 | 5.3 ± 0.3 | 62.2 ± 4.2 | 121 ± 4 | 130 ± 4 |
| AEM-HT | 8.2 ± 0.1 | 5.8 ± 0.7 | 70.0 ± 8.3 | 127 ± 2 | 78 ± 4 |
| AEM-HT casting | 30.1 ± 1.1 | 1.4 ± 0.1 | 4.5 ± 0.4 | 111 ± 2 | 77 ± 3 |
| AMX [20] | 14 ± 2 16 | 1.23 ± 0.05 1.25 | 7.8–9.8 | -- | 125 ± 5 |
| Type X AEM [20] | 23 ± 2 | 1.50 ± 0.05 | 6.2–6.9 | -- | 115 ± 5 125 |
| Parameter | Value | Thickness ± SE | SD ± SE | IEC ± SE | CDfix ± SE | S ± SE | ER ± SE |
|---|---|---|---|---|---|---|---|
| (µm) | (%) | (meq/g) | (meq/g) | (%) | (Ω·cm2) | ||
| Thickness | <100 µm | 57.1 ± 0.2 | 4.36 ± 0.24 | 3.66 ± 0.11 | 83.94 ± 0.29 | 90 ± 0.02 | 1.3 ± 0.2 |
| 78 ± 4 | 8.2 ± 0.1 | 5.8 ± 0.7 | 70.0 ± 8.3 | -- | -- | ||
| >100 µm | 122 ± 0.4 | 12.36 ± 2.2 | 11.00 ± 2.1 | 88.99 ± 0.03 | 88 ± 0.1 | 2.5 ± 0.5 |
| Parameter | Thickness ± SE | SD ± SE | IEC ± SE | CDfix ± SE | S ± SE | ER ± SE |
|---|---|---|---|---|---|---|
| (µm) | (%) | (meq/g) | (meq/g) | (%) | (Ω·cm2) | |
| Without refluxdistillation | 61.4 ± 0.3 | 3.43 ± 0.07 | 2.70 ± 0.03 | 78.71 ± 0.13 | 87 ± 0.03 | 3.5 ± 0.02 |
| With reflux distillation | 57.1 ± 0.2 | 4.36 ± 0.24 | 3.66 ± 0.11 | 83.94 ± 0.29 | 90 ± 0.02 | 1.3 ± 0.2 |
| Parameter | Value | Thickness ± SE | SD ± SE | IEC ± SE | CDfix ± SE | S ± SE | ER ± SE |
|---|---|---|---|---|---|---|---|
| (µm) | (%) | (meq/g) | (meq/g) | (%) | (Ω·cm2) | ||
| Humidity | 60% | 57.1 ± 0.2 | 4.36 ± 0.24 | 3.66 ± 0.11 | 83.94 ± 0.29 | 90 ± 0.02 | 1.3 ± 0.2 |
| 80% | 54.3 ± 0.2 | 4.41 ± 0.03 | 4.39 ± 0.4 | 99.54 ± 0.35 | 89 ± 0.01 | 1.4 ± 0.04 | |
| Flow velocity | 0.225 mL/h | 57.1 ± 0.2 | 4.36 ± 0.24 | 3.66 ± 0.11 | 83.94 ± 0.29 | 90 ± 0.02 | 1.3 ± 0.2 |
| 0.325 mL/h | 42.9 ± 0.1 | 4.53 ± 0.11 | 3.95 ± 0.02 | 87.19 ± 0.09 | 87 ± 1.3 | 1.9 ± 0.3 | |
| 0.525 mL/h | 64.3 ± 0.4 | 10.77 ± 0.04 | 4.33 ± 0.2 | 40.22 ± 0.16 | 85 ± 0.4 | 2.2 ± 0.02 | |
| Collector speed | 100 rpm | 57.1 ± 0.2 | 4.36 ± 0.24 | 3.66 ± 0.11 | 83.94 ± 0.29 | 90 ± 0.02 | 1.3 ± 0.2 |
| 300 rpm | 41.4 ± 0.5 | 0.92 ± 0.21 | 8.69 ± 1.3 | 944 ± 0.3 | 93 ± 0.04 | 0.9 ± 0.1 | |
| 500 rpm | 51.4 ± 0.2 | 1.38 ± 0.37 | 5.29 ± 0.9 | 383 ± 0.64 | 91 ± 0.05 | 1.1 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reyes-Aguilera, J.A.; Villafaña-López, L.; Rentería-Martínez, E.C.; Anderson, S.M.; Jaime-Ferrer, J.S. Electrospinning of Polyepychlorhydrin and Polyacrylonitrile Anionic Exchange Membranes for Reverse Electrodialysis. Membranes 2021, 11, 717. https://doi.org/10.3390/membranes11090717
Reyes-Aguilera JA, Villafaña-López L, Rentería-Martínez EC, Anderson SM, Jaime-Ferrer JS. Electrospinning of Polyepychlorhydrin and Polyacrylonitrile Anionic Exchange Membranes for Reverse Electrodialysis. Membranes. 2021; 11(9):717. https://doi.org/10.3390/membranes11090717
Chicago/Turabian StyleReyes-Aguilera, José A., Liliana Villafaña-López, Elva C. Rentería-Martínez, Sean M. Anderson, and Jesús S. Jaime-Ferrer. 2021. "Electrospinning of Polyepychlorhydrin and Polyacrylonitrile Anionic Exchange Membranes for Reverse Electrodialysis" Membranes 11, no. 9: 717. https://doi.org/10.3390/membranes11090717
APA StyleReyes-Aguilera, J. A., Villafaña-López, L., Rentería-Martínez, E. C., Anderson, S. M., & Jaime-Ferrer, J. S. (2021). Electrospinning of Polyepychlorhydrin and Polyacrylonitrile Anionic Exchange Membranes for Reverse Electrodialysis. Membranes, 11(9), 717. https://doi.org/10.3390/membranes11090717