
PEBA/PDMS Composite Multilayer Hollow Fiber Membranes for the Selective Separation of Butanol by Pervaporation

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Multilayer Hollow Fibers
2.3. Membrane Characterization
2.4. PV Experiments
3. Results and Discussion
3.1. Membrane Characterization
3.2. Membrane Performance in Pervaporation of ABE Solutions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| HF | hollow fiber |
| PDMS | poly(dimethylsiloxane) |
| PEBA | poly(ether-block-amide) |
| PP | polypropylene |
| PSI | Pervaporation Separation Index (kg m−2 h−1) |
| PV | pervaporation |
| Symbols and Units | |
| activity of component i (mole fraction, dimensionless) | |
| A | area (m2) |
| equivalent diameter (m) | |
| diffusion coefficient for component i (m2 s−1) | |
| F | liquid flow rate (m3 s−1) |
| J | total transmembrane flux (kg m−2 s−1) |
| transmembrane flux of each component (kg m−2 s−1) | |
| mass transfer coefficient for component (i) at the liquid boundary layer (m s−1) | |
| NF | number of fibers in a module |
| permeability for component (i) (kmol s−1 m−1) | |
| Re | Reynolds number |
| overall mass transfer resistance (s m2 kmol−1) | |
| mass transfer resistance in membrane support (s m2 kmol−1) | |
| Sshell | shell-side cross-sectional area of flow (m−2) |
| Sc | Schmidt number |
| Sh | Sherwood number |
| u | velocity (m s−1) |
| mole fraction of component (i) in the feed stream | |
| mole fraction of component (i) in the permeate stream | |
| selectivity (-) | |
| separation factor (-) | |
| activity coefficient (-) | |
| thickness (m) | |
| molar density of feed liquid (kmol m−3) | |
| packing fraction | |
References
- Dürre, P. Biobutanol: An attractive biofuel. Biotechnol. J. 2007, 2, 1525–1534. [Google Scholar] [CrossRef]
- Kim, J.H.; Cook, M.; Peeva, L.; Yeo, J.; Bolton, L.W.; Lee, Y.M.; Livingston, A.G. Low energy intensity production of fuel-grade bio-butanol enabled by membrane-based extraction. Energy Environ. Sci. 2020, 13, 4862–4871. [Google Scholar] [CrossRef]
- European Commission Biofuels. Available online: https://energy.ec.europa.eu/topics/renewable-energy/bioenergy/biofuels_en (accessed on 15 July 2022).
- Bankar, S.B.; Nimbalkar, P.R.; Khedkar, M.A.; Chavan, P. V Biobutanol: Research breakthrough for its commercial interest. In Liquid Biofuel Production; Singh, L.K., Chaudhary, G., Eds.; Scrivener Publishing LLC: Beverly, MA, USA, 2019; pp. 237–283. ISBN 9781119459866. [Google Scholar]
- Veza, I.; Muhamad Said, M.F.; Latiff, Z.A. Recent advances in butanol production by acetone-butanol-ethanol (ABE) fermentation. Biomass Bioenergy 2021, 144, 105919. [Google Scholar] [CrossRef]
- Iyyappan, J.; Bharathiraja, B.; Vaishnavi, A.; Prathiba, S. Overview of current developments in biobutanol production methods and future perspectives. In Biofuels and Biodiesel; Basu, C., Ed.; Springer: New York, NY, USA, 2021; pp. 3–21. ISBN 978-1-0716-1323-8. [Google Scholar]
- Shin, C.; Baer, Z.C.; Chen, X.C.; Ozcam, A.E.; Clark, D.S.; Balsara, N.P. Block copolymer pervaporation membrane for in situ product removal during acetone–butanol–ethanol fermentation. J. Memb. Sci. 2015, 484, 57–63. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Janssen, H.; Blaschek, H.P. Fermentative biobutanol production: An old topic with remarkable recent advances. In Bioprocessing of Renewable Resources to Commodity Bioproducts; Bisaria, V.S., Kondo, A., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2014; pp. 227–260. [Google Scholar]
- Hestekin, J.; Lopez, A.; Clausen, E.; Potts, T. Biobutanol: An important biofuel and bio-product. In Applications of Microbial Engineering; Gupta, V.K., Schmoll, M., Mazutti, M.A., Mäki, M., Tuohy, M.G., Eds.; CRC Press: Boca Raton, FL, USA, 2013; pp. 450–487. ISBN 978-1-4665-8578-2. [Google Scholar]
- Green, E.M. Fermentative production of butanol- the industrial perspective. Energy Biotechnol. Environ. Biotechnol. 2011, 22, 337–343. [Google Scholar] [CrossRef]
- Oudshoorn, A.; van der Wielen, L.A.M.; Straathof, A.J.J. Assessment of options for selective 1-butanol recovery from aqueous solution. Ind. Eng. Chem. Res. 2009, 48, 7325–7336. [Google Scholar] [CrossRef]
- Outram, V.; Lalander, C.-A.; Lee, J.G.M.; Davies, E.T.; Harvey, A.P. Applied in situ product recovery in ABE fermentation. Biotechnol. Prog. 2017, 33, 563–579. [Google Scholar] [CrossRef] [Green Version]
- Cabezas, R.; Suazo, K.; Merlet, G.; Quijada-Maldonado, E.; Torres, A.; Romero, J. Performance of butanol separation from ABE mixtures by pervaporation using silicone-coated ionic liquid gel membranes. RSC Adv. 2019, 9, 8546–8556. [Google Scholar] [CrossRef] [Green Version]
- Cabezas, R.; Duran, S.; Zurob, E.; Plaza, A.; Merlet, G.; Araya-Lopez, C.; Romero, J.; Quijada-Maldonado, E. Development of silicone-coated hydrophobic deep eutectic solvent-based membranes for pervaporation of biobutanol. J. Memb. Sci. 2021, 637, 119617. [Google Scholar] [CrossRef]
- Cai, D.; Wen, J.; Zhuang, Y.; Huang, T.; Si, Z.; Qin, P.; Chen, H. Review of alternative technologies for acetone-butanol-ethanol separation: Principles, state-of-the-art, and development trends. Sep. Purif. Technol. 2022, 298, 121244. [Google Scholar] [CrossRef]
- Knozowska, K.; Kujawska, A.; Li, G.; Kujawa, J.; Bryjak, M.; Kujawski, W.; Lipnizki, F.; Ahrné, L.; Petrinić, I.; Kujawski, J.K. Membrane assisted processing of acetone, butanol, and ethanol (ABE) aqueous streams. Chem. Eng. Process. Process Intensif. 2021, 166, 108462. [Google Scholar] [CrossRef]
- Abdehagh, N.; Tezel, F.H.; Thibault, J. Separation techniques in butanol production: Challenges and developments. Biomass Bioenergy 2014, 60, 222–246. [Google Scholar] [CrossRef]
- Jaimes, J.H.B.; Torres Alvarez, M.E.; de Moraes, E.B.; Maciel, M.R.W.; Filho, R.M. Separation and semi-empiric modeling of ethanol–water solutions by pervaporation using PDMS membrane. Polymers 2021, 13, 93. [Google Scholar] [CrossRef]
- Ong, Y.T.; Tan, S.H. Pervaporation separation of a ternary azeotrope containing ethyl acetate, ethanol and water using a buckypaper supported ionic liquid membrane. Chem. Eng. Res. Des. 2016, 109, 116–126. [Google Scholar] [CrossRef]
- Serna-Vázquez, J.; Zamidi Ahmad, M.; Castro-Muñoz, R. Simultaneous production and extraction of bio-chemicals produced from fermentations via pervaporation. Sep. Purif. Technol. 2021, 279, 119653. [Google Scholar] [CrossRef]
- Si, Z.; Wu, H.; Qin, P.; Van der Bruggen, B. Polydimethylsiloxane based membranes for biofuels pervaporation. Sep. Purif. Technol. 2022, 298, 121612. [Google Scholar] [CrossRef]
- Cheng, C.; Liu, F.; Yang, H.K.; Xiao, K.; Xue, C.; Yang, S.-T. High-performance n-butanol recovery from aqueous solution by pervaporation with a PDMS mixed matrix membrane filled with zeolite. Ind. Eng. Chem. Res. 2020, 59, 7777–7786. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Boczkaj, G. Pervaporation zeolite-based composite membranes for solvent separations. Molecules 2021, 26, 1242. [Google Scholar] [CrossRef] [PubMed]
- Davey, C.J.; Leak, D.; Patterson, D.A. Hybrid and mixed matrix membranes for separations from fermentations. Membranes 2016, 6, 17. [Google Scholar] [CrossRef] [Green Version]
- Çalhan, A.; Deniz, S.; Romero, J.; Hasanoğlu, A. Development of metal organic framework filled PDMS/PI composite membranes for biobutanol recovery. Korean J. Chem. Eng. 2019, 36, 1489–1498. [Google Scholar] [CrossRef]
- Tang, W.; Lou, H.; Li, Y.; Kong, X.; Wu, Y.; Gu, X. Ionic liquid modified graphene oxide-PEBA mixed matrix membrane for pervaporation of butanol aqueous solutions. J. Memb. Sci. 2019, 581, 93–104. [Google Scholar] [CrossRef]
- Arregoitia-Sarabia, C.; González-Revuelta, D.; Fallanza, M.; Gorri, D.; Ortiz, I. Polymer inclusion membranes containing ionic liquids for the recovery of n-butanol from ABE solutions by pervaporation. Sep. Purif. Technol. 2020, 248, 117101. [Google Scholar] [CrossRef]
- Lau, H.S.; Lau, S.K.; Soh, L.S.; Hong, S.U.; Gok, X.Y.; Yi, S.; Yong, W.F. State-of-the-art organic- and inorganic-based hollow fiber membranes in liquid and gas applications: Looking back and beyond. Membranes 2022, 12, 539. [Google Scholar] [CrossRef] [PubMed]
- Urtiaga, A.; Gorri, D.; Ortiz, I. Mass-transfer modeling in the pervaporation of VOCs from diluted solutions. AIChE J. 2002, 48, 572–581. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 3rd ed.; John Wiley & Sons: Chichester, UK, 2012. [Google Scholar]
- Arregoitia-Sarabia, C.; González-Revuelta, D.; Fallanza, M.; Ortiz, A.; Gorri, D. Polyether-block-amide thin-film composite hollow fiber membranes for the recovery of butanol from ABE process by pervaporation. Sep. Purif. Technol. 2021, 279, 119758. [Google Scholar] [CrossRef]
- Dai, Z.; Ansaloni, L.; Deng, L. Recent advances in multi-layer composite polymeric membranes for CO2 separation: A review. Green Energy Environ. 2016, 1, 102–128. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Kujawski, W.; Válek, R.; Koter, S. A review—The development of hollow fibre membranes for gas separation processes. Int. J. Greenh. Gas Control 2021, 104, 103195. [Google Scholar] [CrossRef]
- Yahaya, G.O. Separation of phenol from aqueous streams by a composite hollow fiber based pervaporation process using polydimethyl siloxane (PDMS)/polyether-block-amide (PEBA) as two-layer membranes. Sep. Sci. Technol. 2009, 44, 2894–2914. [Google Scholar] [CrossRef]
- Jiang, L.Y.; Song, Z.W. Interfacial resistance of dual-layer asymmetric hollow fiber pervaporation membranes formed by co-extrusion. J. Polym. Res. 2011, 18, 2505–2514. [Google Scholar] [CrossRef]
- Chung, T.-S.; Feng, Y. Hollow Fiber Membranes: Fabrication and Applications; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 978-0-12-821876-1. [Google Scholar]
- Gorri, D.; Urtiaga, A.; Ortiz, I. Pervaporative recovery of acetic acid from an acetylation industrial effluent using commercial membranes. Ind. Eng. Chem. Res. 2005, 44, 977–985. [Google Scholar] [CrossRef]
- Urtiaga, A.M.; Gorri, E.D.; Gómez, P.; Casado, C.; Ibáñez, R.; Ortiz, I. Pervaporation technology for the dehydration of solvents and raw materials in the process industry. Dry. Technol. 2007, 25, 1819–1828. [Google Scholar] [CrossRef]
- Mayank, R.; Ranjan, A.; Moholkar, V.S. Mathematical models of ABE fermentation: Review and analysis. Crit. Rev. Biotechnol. 2013, 33, 419–447. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Kujawski, W.; Knozowska, K.; Kujawa, J. The effects of PEI hollow fiber substrate characteristics on PDMS/PEI hollow fiber membranes for CO2/N2 separation. Membranes 2021, 11, 56. [Google Scholar] [CrossRef]
- Owen, M.J.; Dvornic, P.R. General introduction to silicone surfaces. In Silicone Surface Science; Owen, M.J., Dvornic, P.R., Eds.; Springer: Dordrecht, The Netherlands, 2012; pp. 1–21. ISBN 978-94-007-3876-8. [Google Scholar]
- Knozowska, K.; Li, G.; Kujawski, W.; Kujawa, J. Novel heterogeneous membranes for enhanced separation in organic-organic pervaporation. J. Memb. Sci. 2020, 599, 117814. [Google Scholar] [CrossRef]
- Franco, J.; DeMontigny, D.; Kentish, S.; Perera, J.; Stevens, G. A study of the mass transfer of CO2 through different membrane materials in the membrane gas absorption process. Sep. Sci. Technol. 2008, 43, 225–244. [Google Scholar] [CrossRef]
- Fallanza, M.; Ortiz, A.; Gorri, D.; Ortiz, I. Using membrane reactive absorption modeling to predict optimum process conditions in the separation of propane-propylene mixtures. Ind. Eng. Chem. Res. 2013, 52, 8843–8855. [Google Scholar] [CrossRef]
- Estay, H.; Troncoso, E.; Ruby-Figueroa, R.; Romero, J. Performance evaluation of mass transfer correlations in the GFMA process: A review with perspectives to the design. J. Memb. Sci. 2018, 554, 140–155. [Google Scholar] [CrossRef]
- Lipnizki, F.; Field, R.W. Mass transfer performance for hollow fibre modules with shell-side axial feed flow: Using an engineering approach to develop a framework. J. Memb. Sci. 2001, 193, 195–208. [Google Scholar] [CrossRef]
- Shen, S.; Kentish, S.E.; Stevens, G.W. Shell-side mass-transfer performance in hollow-fiber membrane contactors. Solvent Extr. Ion Exch. 2010, 28, 817–844. [Google Scholar] [CrossRef]
- Dahuron, L.; Cussler, E.L. Protein extractions with hollow fibers. AIChE J. 1988, 34, 130–136. [Google Scholar] [CrossRef]
- Liu, F.; Liu, L.; Feng, X. Separation of acetone–butanol–ethanol (ABE) from dilute aqueous solutions by pervaporation. Sep. Purif. Technol. 2005, 42, 273–282. [Google Scholar] [CrossRef]
- Heitmann, S.; Krüger, V.; Welz, D.; Lutze, P. Experimental investigation of pervaporation membranes for biobutanol separation. J. Membr. Sep. Technol. 2013, 2, 245–262. [Google Scholar]
- Rozicka, A.; Niemistö, J.; Keiski, R.L.; Kujawski, W. Apparent and intrinsic properties of commercial PDMS based membranes in pervaporative removal of acetone, butanol and ethanol from binary aqueous mixtures. J. Memb. Sci. 2014, 453, 108–118. [Google Scholar] [CrossRef]
- van Wyk, S.; van der Ham, A.G.J.; Kersten, S.R.A. Pervaporative separation and intensification of downstream recovery of acetone-butanol-ethanol (ABE). Chem. Eng. Process. Process Intensif. 2018, 130, 148–159. [Google Scholar] [CrossRef]
- Mai, N.; Kim, S.; Ha, S.; Shin, H.; Koo, Y.-M. Selective recovery of acetone-butanol-ethanol from aqueous mixture by pervaporation using immobilized ionic liquid polydimethylsiloxane membrane. Korean J. Chem. Eng. 2013, 30, 1804–1809. [Google Scholar] [CrossRef]
- Xia, Y.; Chen, J.; Wu, Z.; Wang, T.; Li, J. Measurement of solubility thermodynamic and diffusion kinetic characteristic of solvents in PDMS by inverse gas chromatography. Eur. Polym. J. 2015, 73, 259–267. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
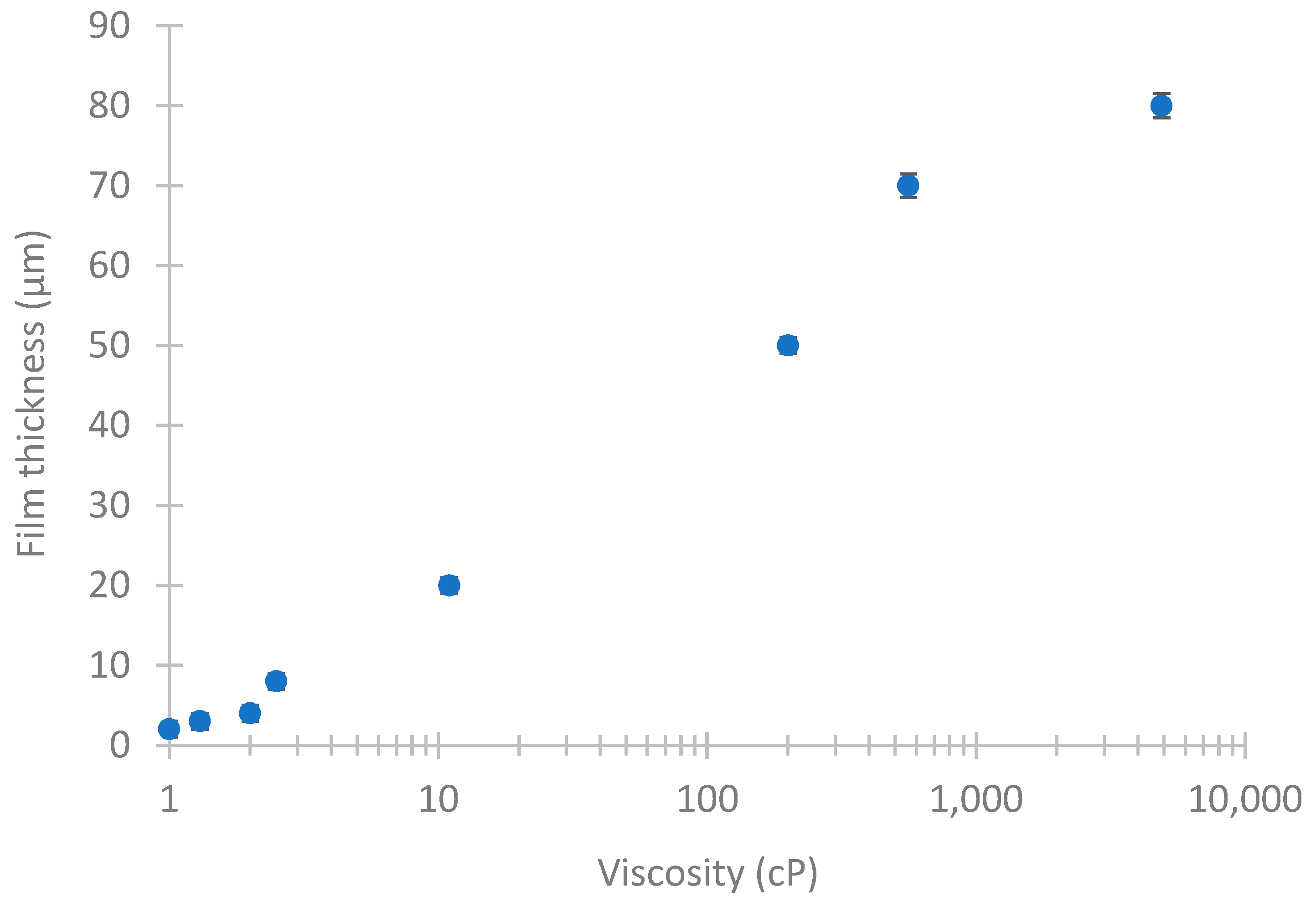
| PDMS (wt%) (a) | Viscosity (cP) | Film Thickness (µm) |
|---|---|---|
| 5 | 1 ± 0.06 | 2 ± 1 |
| 10 | 1.3 ± 0.06 | 3 ± 1 |
| 15 | 2 ± 0.06 | 4 ± 1 |
| 20 | 2.5 ± 0.06 | 8 ± 1 |
| 40 | 11 ± 0.2 | 20 ± 1 |
| 60 | 200 ± 3 | 50 ± 1 |
| 80 | 560 ± 7.5 | 70 ± 1.5 |
| 100 | 4900 ± 60 | 80 ± 1.5 |
| Liquid | Measured Contact Angle [°] | Surface Tension (mN m−1), 293.15 K | |||
|---|---|---|---|---|---|
| PDMS | Pebax 2533 [31] | ||||
| Value | SD | Value | SD | ||
| Butanol | 35.7 | 3.8 | 38.4 | 6.2 | 24.6 |
| Ethanol | 42.3 | 4.4 | 55.0 | 8.8 | 22.3 |
| Acetone | 38.6 | 9.6 | 32.4 | 13.2 | 23.3 |
| Water | 101.0 | 3.3 | 76.8 | 8.2 | 72.8 |
| ABE mixture | 100.1 | 11.7 | 70.2 | 7.3 | |
| Compound | Resistance in Support (m2 s kmol−1) | PEBA Permeability (kmol m−1 s−1) | PDMS Permeability (kmol m−1 s−1) | |||||
|---|---|---|---|---|---|---|---|---|
| Value | S.E. | Value | S.E. | Value | S.E. | |||
| n-butanol | 35.2 × 103 | 2.6 × 103 | 3.0 × 10−10 | 1.9 × 10−11 | 0.64 | 1.1 × 10−10 | 2.1 × 10−11 | 1.67 |
| ethanol | 42.5 × 103 | 3.6 × 103 | 2.0 × 10−10 | 1.1 × 10−11 | 0.41 | 5.3 × 10−11 | 1.8 × 10−11 | 0.80 |
| acetone | 34.6 × 103 | 4.2 × 103 | 7.6 × 10−11 | 3.3 × 10−12 | 0.16 | 3.2 × 10−10 | 3.8 × 10−11 | 4.85 |
| water | 74.2 × 103 | 2.1 × 103 | 4.7 × 10−10 | 3.8 × 10−11 | 6.6 × 10−11 | 2.0 × 10−11 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arregoitia-Sarabia, C.; González-Revuelta, D.; Fallanza, M.; Ortiz, A.; Gorri, D. PEBA/PDMS Composite Multilayer Hollow Fiber Membranes for the Selective Separation of Butanol by Pervaporation. Membranes 2022, 12, 1007. https://doi.org/10.3390/membranes12101007
Arregoitia-Sarabia C, González-Revuelta D, Fallanza M, Ortiz A, Gorri D. PEBA/PDMS Composite Multilayer Hollow Fiber Membranes for the Selective Separation of Butanol by Pervaporation. Membranes. 2022; 12(10):1007. https://doi.org/10.3390/membranes12101007
Chicago/Turabian StyleArregoitia-Sarabia, Carla, Daniel González-Revuelta, Marcos Fallanza, Alfredo Ortiz, and Daniel Gorri. 2022. "PEBA/PDMS Composite Multilayer Hollow Fiber Membranes for the Selective Separation of Butanol by Pervaporation" Membranes 12, no. 10: 1007. https://doi.org/10.3390/membranes12101007
APA StyleArregoitia-Sarabia, C., González-Revuelta, D., Fallanza, M., Ortiz, A., & Gorri, D. (2022). PEBA/PDMS Composite Multilayer Hollow Fiber Membranes for the Selective Separation of Butanol by Pervaporation. Membranes, 12(10), 1007. https://doi.org/10.3390/membranes12101007