
High-Performance and Water Resistant PVA-Based Films Modified by Air Plasma Treatment

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Cellulose Nanocrystals (CNCs)
2.3. Preparation of Pure PVA Film, CNC/PVA Blend Films, and CNC/OA/PVA Cross-Linked Films
2.4. Air Plasma Treatment
2.5. Characterization
2.5.1. X-ray Photoelectron Spectroscopy
2.5.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.5.3. Atomic Force Microscopy (AFM)
2.5.4. Water Resistance
2.5.5. Mechanical Properties
2.5.6. Water Contact Angle
2.5.7. Thermogravimetric Analysis
2.5.8. X-ray Diffraction Analysis
3. Results and Discussion
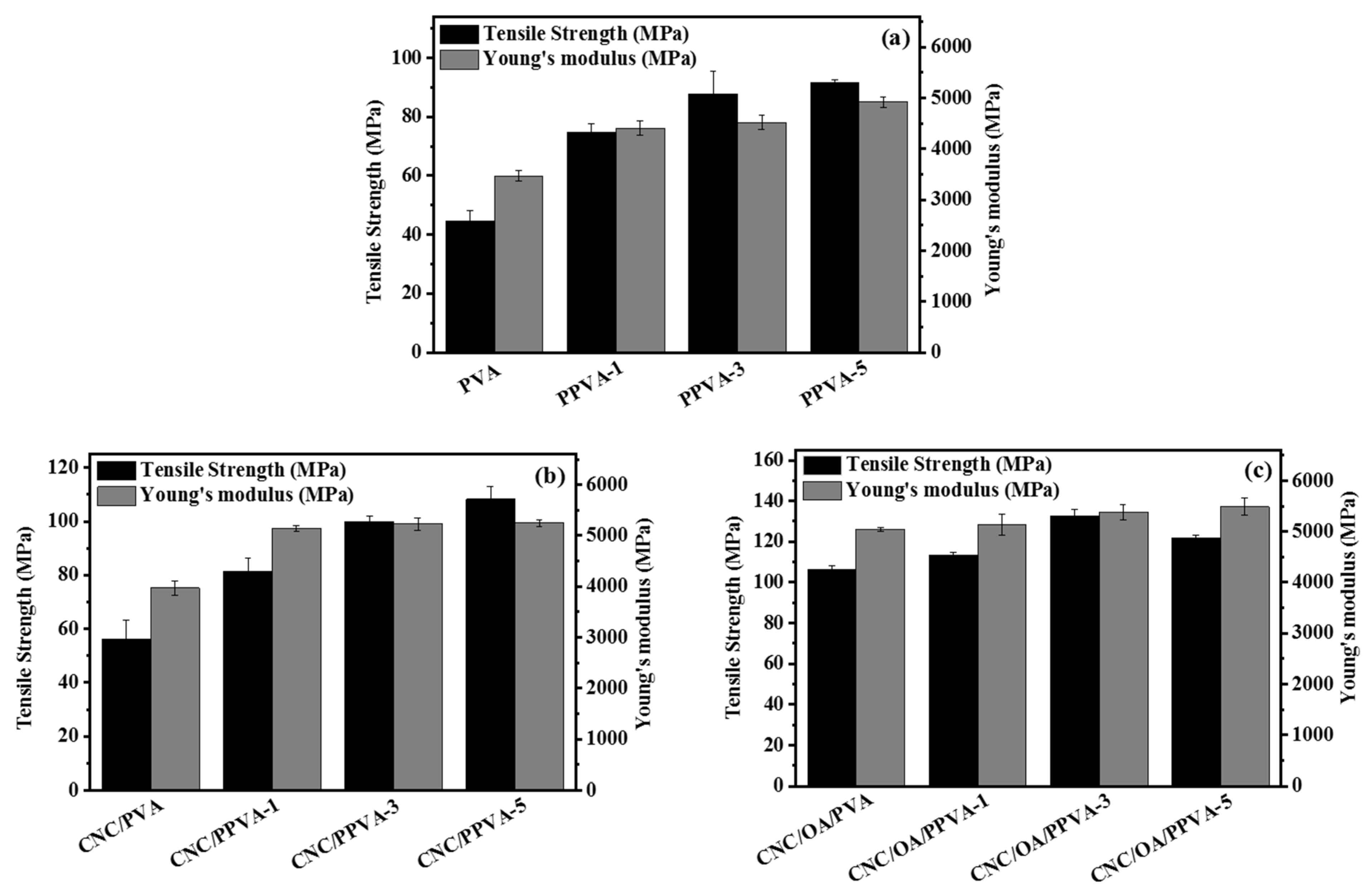
3.1. Mechanical Properties
3.2. Water Resistance
3.3. Surface Wettability
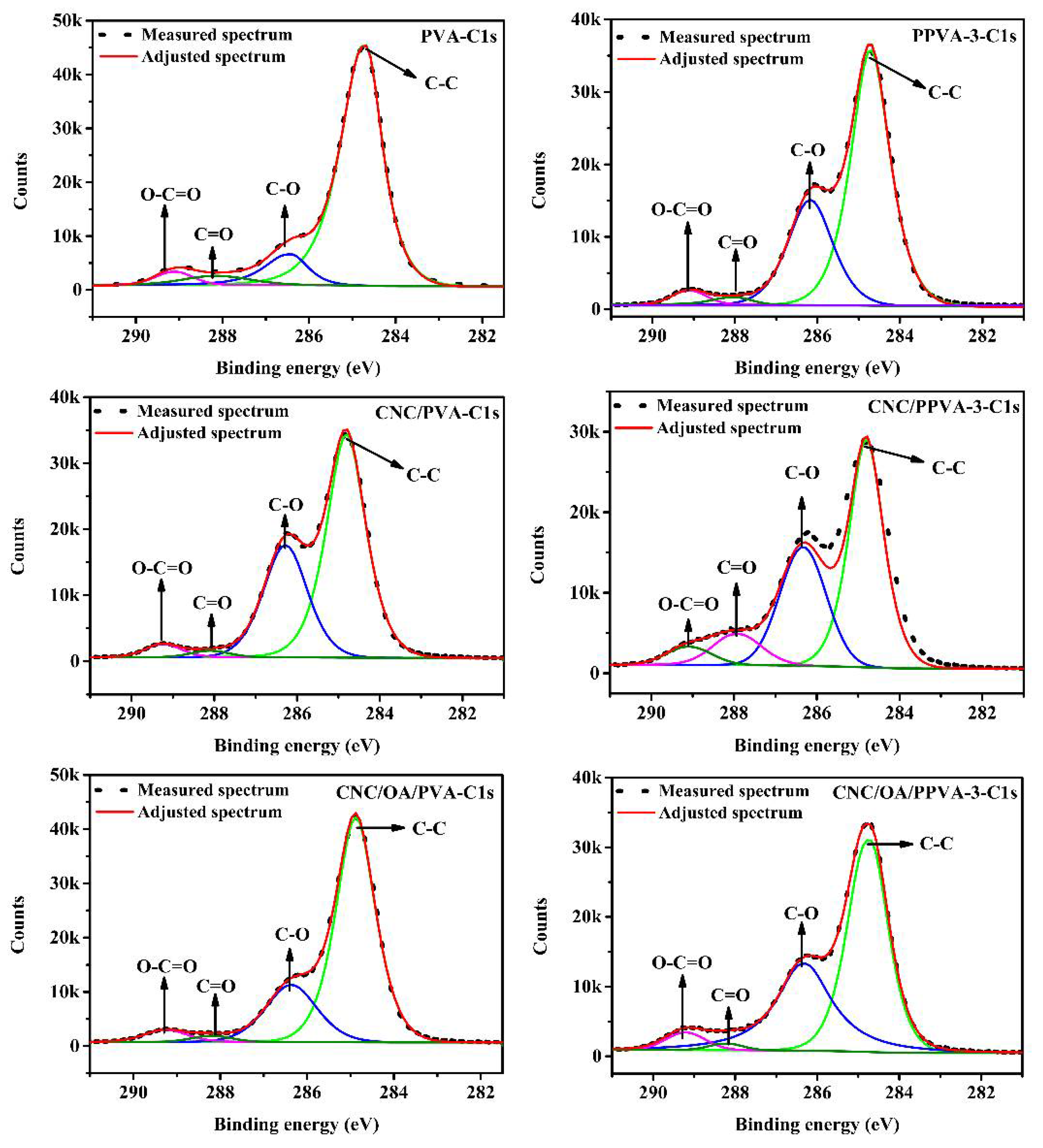
3.4. Surface Chemical Study
3.5. Surface Functional Groups
3.6. Surface Morphology
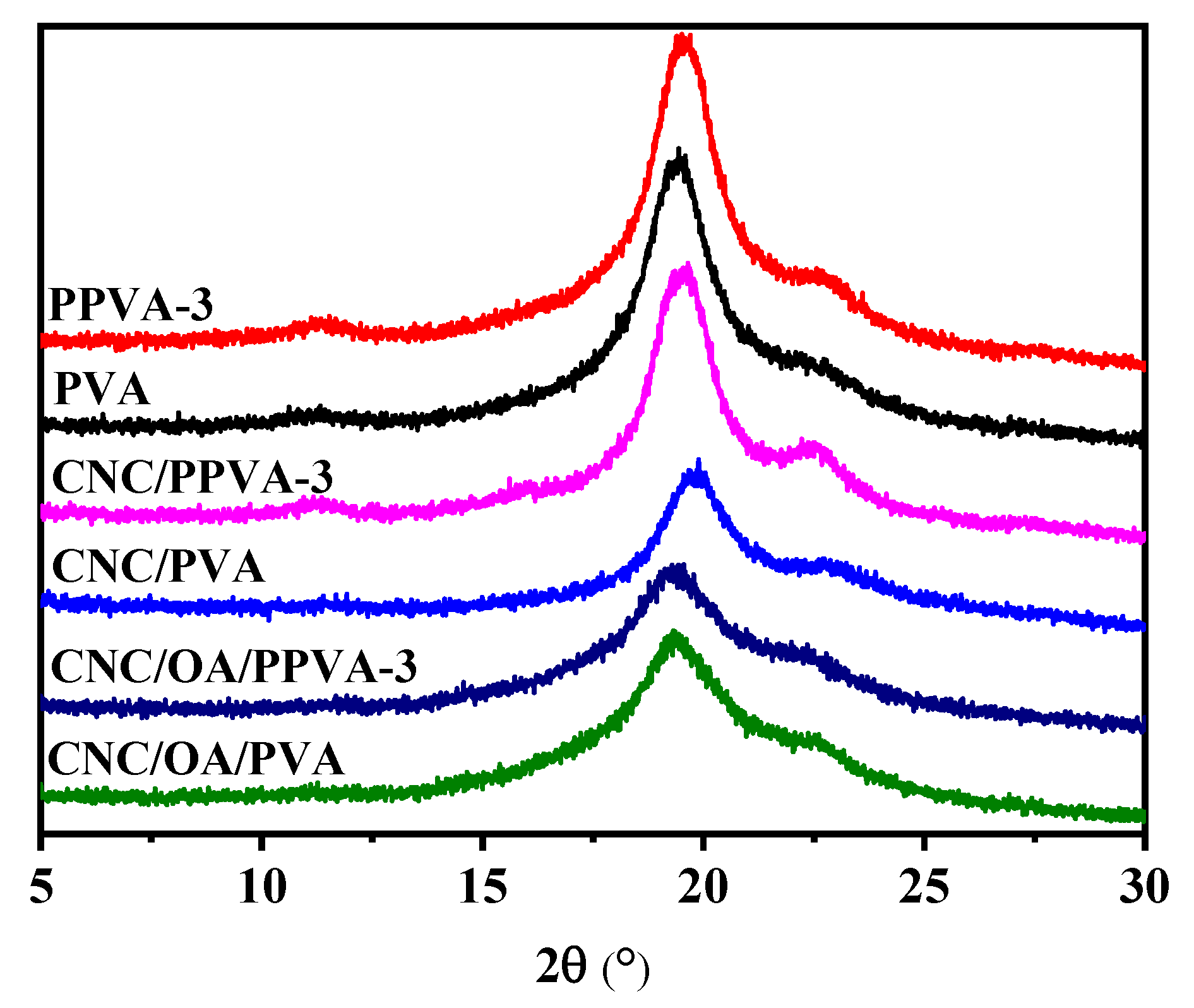
3.7. Crystal Structure
3.8. Thermal Stability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, W.; Ding, H.; Qi, G.; Li, C.; Xu, P.; Zheng, T.; Zhu, X.; Kenny, J.M.; Puglia, D.; Ma, P. Highly transparent PVA/nanolignin composite films with excellent UV shielding, antibacterial and antioxidant performance. React. Funct. Polym. 2021, 162, 104873. [Google Scholar] [CrossRef]
- Heydari, M.; Moheb, A.; Ghiaci, M.; Masoomi, M. Effect of cross-linking time on the thermal and mechanical properties and pervaporation performance of poly(vinyl alcohol) membrane cross-linked with fumaric acid used for dehydration of isopropanol. J. Appl. Polym. Sci. 2013, 128, 1640–1651. [Google Scholar] [CrossRef]
- Shi, R.; Bi, J.; Zhang, Z.; Zhu, A.; Chen, D.; Zhou, X.; Zhang, L.; Tian, W. The effect of citric acid on the structural properties and cytotoxicity of the polyvinyl alcohol/starch films when molding at high temperature. Carbohydr. Polym. 2008, 74, 763–770. [Google Scholar] [CrossRef]
- Popescu, M.-C. Structure and sorption properties of CNC reinforced PVA films. Int. J. Biol. Macromol. 2017, 101, 783–790. [Google Scholar] [CrossRef]
- Tian, H.; Yan, J.; Rajulu, A.V.; Xiang, A.; Luo, X. Fabrication and properties of polyvinyl alcohol/starch blend films: Effect of composition and humidity. Int. J. Biol. Macromol. 2017, 96, 518–523. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, D. Enhanced Mechanical Properties of Graphene-Based Poly(vinyl alcohol) Composites. Macromolecules 2010, 43, 2357–2363. [Google Scholar]
- Bonilla, J.; Fortunati, E.; Atarés, L.; Chiralt, A.; Kenny, J.M. Physical, structural and antimicrobial properties of poly vinyl alcohol–chitosan biodegradable films. Food Hydrocoll. 2014, 35, 463–470. [Google Scholar] [CrossRef]
- Chowdhury, S.; Teoh, Y.; Ong, K.; Zaidi, N.; Mah, S.-K. Poly(vinyl) alcohol crosslinked composite packaging film containing gold nanoparticles on shelf life extension of banana. Food Packag. Shelf Life 2020, 24, 100463. [Google Scholar] [CrossRef]
- Yang, W.; Qi, G.; Kenny, J.; Puglia, D.; Ma, P. Effect of Cellulose Nanocrystals and Lignin Nanoparticles on Mechanical, Antioxidant and Water Vapour Barrier Properties of Glutaraldehyde Crosslinked PVA Films. Polymers 2020, 12, 1364. [Google Scholar] [CrossRef]
- He, Z.; Jiang, S.; Li, Q.; Wang, J.; Zhao, Y.; Kang, M. Facile and cost-effective synthesis of isocyanate microcapsules via polyvinyl alcohol-mediated interfacial polymerization and their application in self-healing materials. Compos. Sci. Technol. 2017, 138, 15–23. [Google Scholar] [CrossRef]
- Sonker, A.K.; Tiwari, N.; Nagarale, R.K.; Verma, V. Synergistic effect of cellulose nanowhiskers reinforcement and dicarboxylic acids crosslinking towards polyvinyl alcohol properties. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 2515–2525. [Google Scholar] [CrossRef]
- Suganthi, S.; Vignesh, S.; Kalyana Sundar, J.; Raj, V. Fabrication of PVA polymer films with improved antibacterial activity by fine-tuning via organic acids for food packaging applications. Appl. Water Sci. 2020, 10, 100. [Google Scholar] [CrossRef] [Green Version]
- Bozdogan, A.; Aksakal, B.; Denktaş, C.; Salt, Y. Prestretching effect and recovery process of polyvinyl alcohol film crosslinked with tartaric acid. J. Appl. Polym. Sci. 2020, 137, 49421. [Google Scholar] [CrossRef]
- Cornelius, C.; McCord, M.; Bourham, M.; Hauser, P. Desizing of PVA sized pet/cotton fabrics with atmospheric pressure plasma. Cellulose 2018, 25, 869–881. [Google Scholar] [CrossRef]
- Arik, N.; Inan, A.; Ibis, F.; Demirci, E.A.; Karaman, O.; Ercan, U.; Horzum, N. Modification of electrospun PVA/PAA scaffolds by cold atmospheric plasma: Alignment, antibacterial activity, and biocompatibility. Polym. Bull. 2019, 76, 797–812. [Google Scholar] [CrossRef]
- Premkumar, P.S. Preparation and electrical studies on pure and oxygen plasma treated polyvinyl alcohol films. J. Mater. Res. Technol. 2019, 8, 2232–2237. [Google Scholar] [CrossRef]
- Paneru, R.; Ki, S.H.; Lamichhane, P.; Nguyen, L.; Adhikari, B.; Jeong, I.; Mumtaz, S.; Choi, J.; Kwon, J.-S.; Choi, E. Enhancement of antibacterial and wettability performances of polyvinyl alcohol/chitosan film using non-thermal atmospheric pressure plasma. Appl. Surf. Sci. 2020, 532, 147339. [Google Scholar] [CrossRef]
- Ojah, N.; Saikia, D.; Gogoi, D.; Baishya, P.; Ahmed, G.A.; Ramteke, A.; Choudhury, A.J. Surface modification of core-shell silk/PVA nanofibers by oxygen dielectric barrier discharge plasma: Studies of physico-chemical properties and drug release behavior. Appl. Surf. Sci. 2019, 475, 219–229. [Google Scholar] [CrossRef]
- Dalei, G.; Das, S.; Jena, S.; Nayak, J.; Samanta, L.; Das, S. Surface modification of cellulose/polyvinyl alcohol biocomposites by non-thermal argon plasma: Applications towards biological relevance. Cellulose 2019, 26, 2437–2451. [Google Scholar] [CrossRef]
- Yang, S.-Y.; Huang, C.-Y. Plasma treatment for enhancing mechanical and thermal properties of biodegradable PVA/starch blends. J. Appl. Polym. Sci. 2008, 109, 2452–2459. [Google Scholar] [CrossRef]
- Guo, Z.; Gou, Q.; Yang, L.; Yu, Q.-L.; Han, L. Dielectric barrier discharge plasma: A green method to change structure of potato starch and improve physicochemical properties of potato starch films. Food Chem. 2022, 370, 130992. [Google Scholar] [CrossRef]
- Swaraj, S.; Oran, U.; Lippitz, A.; Friedrich, J.F.; Unger, W.E.S. Surface Analysis of Plasma-Deposited Polymer Films, 6. Plasma Processes Polym. 2005, 2, 572–580. [Google Scholar] [CrossRef]
- Perez, P.; Flores, P.; Velazquez, G.; Sanchez, E.; Fernandez, O.; Hernández, E.; Mendez-Montealvo, G.; Sifuentes-Nieves, I. Rheological performance of film-forming solutions made from plasma-modified starches with different amylose/amylopectin content. Carbohydr. Polym. 2021, 255, 117349. [Google Scholar] [CrossRef]
- Goiana, M.; Brito, E.; Alves Filho, E.; Miguel, E.; Fernandes, F.; Azeredo, H.; Rosa, M. Corn starch based films treated by dielectric barrier discharge plasma. Int. J. Biol. Macromol. 2021, 183, 2009–2016. [Google Scholar] [CrossRef]
- Suzuki, M.; Kishida, A.; Iwata, H.; Ikada, Y. Graft copolymerization of acrylamide onto a polyethylene surface pretreated with glow discharge. Macromolecules 1986, 19, 1804–1808. [Google Scholar] [CrossRef]
- Sifuentes-Nieves, I.; Flores-Silva, P.C.; Gallardo-Vega, C.; Hernández-Hernández, E.; Neira-Velázquez, G.; Mendez-Montealvo, G.; Velazquez, G. Films made from plasma-modified corn starch: Chemical, mechanical and barrier properties. Carbohydr. Polym. 2020, 237, 116103. [Google Scholar] [CrossRef]
- Kousal, J.; Krtouš, Z.; Kolářová Rašková, Z.; Sedlaříková, J.; Schäfer, J.; Kučerová, L.; Shelemin, A.; Solař, P.; Hurajová, A.; Biederman, H.; et al. Degradable plasma polymer films with tailored hydrolysis behavior. Vacuum 2020, 173, 109062. [Google Scholar] [CrossRef]
- Matouk, Z.; Torriss, B.; Rincón, R.; Dorris, A.; Beck, S.; Berry, R.M.; Chaker, M. Functionalization of cellulose nanocrystal films using Non-Thermal atmospheric –Pressure plasmas. Appl. Surf. Sci. 2020, 511, 145566. [Google Scholar] [CrossRef]
- Oh, Y.A.; Roh, S.H.; Min, S.C. Cold plasma treatments for improvement of the applicability of defatted soybean meal-based edible film in food packaging. Food Hydrocoll. 2016, 58, 150–159. [Google Scholar] [CrossRef]
- Fu, Q.; Jin, Y.; Song, X.; Gao, J.; Han, X.; Jiang, X.; Zhao, Q.; Yu, D. Size-dependent mechanical properties of PVA nanofibers reduced via air plasma treatment. Nanotechnology 2010, 21, 095703. [Google Scholar] [CrossRef]
- Czylkowski, D.; Hrycak, B.; Sikora, A.; Moczała-Dusanowska, M.; Dors, M.; Jasiński, M. Surface Modification of Polycarbonate by an Atmospheric Pressure Argon Microwave Plasma Sheet. Materials 2019, 12, 2418. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, Z.; Qiu, Y. The mechanism of air/oxygen/helium atmospheric plasma action on PVA. J. Appl. Polym. Sci. 2006, 99, 2233–2237. [Google Scholar] [CrossRef]
- Moosavi, M.H.; Khani, M.R.; Shokri, B.; Hosseini, S.M.; Shojaee-Aliabadi, S.; Mirmoghtadaie, L. Modifications of protein-based films using cold plasma. Int. J. Biol. Macromol. 2020, 142, 769–777. [Google Scholar] [CrossRef] [PubMed]
- Das, P.; Ojah, N.; Kandimalla, R.; Mohan, K.; Gogoi, D.; Dolui, S.K.; Choudhury, A.J. Surface modification of electrospun PVA/chitosan nanofibers by dielectric barrier discharge plasma at atmospheric pressure and studies of their mechanical properties and biocompatibility. Int. J. Biol. Macromol. 2018, 114, 1026–1032. [Google Scholar] [CrossRef] [PubMed]
- Carbone, E.A.D.; Boucher, N.; Sferrazza, M.; Reniers, F. How to increase the hydrophobicity of PTFE surfaces using an r.f. atmospheric-pressure plasma torch. Surf. Interface Anal. 2010, 42, 1014–1018. [Google Scholar] [CrossRef]
- Bahrami, R.; Zibaei, R.; Hashami, Z.; Hasanvand, S.; Garavand, F.; Rouhi, M.; Jafari, S.; Mohammadi, R. Modification and improvement of biodegradable packaging films by cold plasma; a critical review. Crit. Rev. Food Sci. Nutr. 2020, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Wang, T.; Drzal, L. Preparation and properties of microfibrillated cellulose polyvinyl alcohol composite materials. Compos. Part A 2008, 39, 738–746. [Google Scholar] [CrossRef]
- Lim, M.; Kwon, H.; Kim, D.; Seo, J.; Han, H.; Khan, S.B. Highly-enhanced water resistant and oxygen barrier properties of cross-linked poly(vinyl alcohol) hybrid films for packaging applications. Prog. Org. Coat. 2015, 85, 68–75. [Google Scholar] [CrossRef]
- Wu, J.; Du, X.; Yin, Z.; Xu, S.; Xu, S.; Zhang, Y. Preparation and characterization of cellulose nanofibrils from coconut coir fibers and their reinforcements in biodegradable composite films. Carbohydr. Polym. 2019, 211, 49–56. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | O | C/O |
|---|---|---|---|
| PVA | 79.5 | 20.5 | 3.9 |
| PPVA-3 | 74.0 | 26.0 | 2.8 |
| CNC/PVA | 72.3 | 27.7 | 2.6 |
| CNC/PPVA-3 | 67.5 | 32.5 | 2.1 |
| CNC/OA/PVA | 77.0 | 23.0 | 3.4 |
| CNC/OA/PPVA-3 | 71.3 | 28.7 | 2.5 |
| Samples | Relative Contents (%) | ||||||
|---|---|---|---|---|---|---|---|
| C1s | O1s | ||||||
| C–C | C–O | O–C=O | C=O | C–O | O–C=O | C=O | |
| PVA | 81.4 | 10.6 | 3.6 | 4.4 | 100.0 | – | – |
| PPVA-3 | 65.1 | 25.5 | 4.3 | 5.1 | 83.6 | 11.8 | 4.6 |
| CNC/PVA | 61.8 | 33.4 | 3.2 | 1.6 | 85.5 | 10.1 | 4.4 |
| CNC/PPVA-3 | 51.9 | 33.7 | 9.4 | 5.1 | 64.5 | 19.6 | 15.9 |
| CNC/OA/PVA | 71.3 | 22.8 | 4.1 | 1.8 | 81.8 | 15.0 | 3.2 |
| CNC/OA/PPVA-3 | 56.5 | 34.8 | 5.6 | 3.1 | 71.6 | 20.8 | 7.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rao, X.; Zhou, Q.; Wen, Q.; Ou, Z.; Fu, L.; Gong, Y.; Du, X.; Huo, C. High-Performance and Water Resistant PVA-Based Films Modified by Air Plasma Treatment. Membranes 2022, 12, 249. https://doi.org/10.3390/membranes12030249
Rao X, Zhou Q, Wen Q, Ou Z, Fu L, Gong Y, Du X, Huo C. High-Performance and Water Resistant PVA-Based Films Modified by Air Plasma Treatment. Membranes. 2022; 12(3):249. https://doi.org/10.3390/membranes12030249
Chicago/Turabian StyleRao, Xin, Qi Zhou, Qin Wen, Zhiqiang Ou, Lingying Fu, Yue Gong, Xueyu Du, and Chunqing Huo. 2022. "High-Performance and Water Resistant PVA-Based Films Modified by Air Plasma Treatment" Membranes 12, no. 3: 249. https://doi.org/10.3390/membranes12030249
APA StyleRao, X., Zhou, Q., Wen, Q., Ou, Z., Fu, L., Gong, Y., Du, X., & Huo, C. (2022). High-Performance and Water Resistant PVA-Based Films Modified by Air Plasma Treatment. Membranes, 12(3), 249. https://doi.org/10.3390/membranes12030249