3.1. Membrane Selection for the Solvent Exchange Process
A suitable membrane for the solvent exchange has to offer (1) stability in the solvents of interest (within this work, water and ethanol), (2) a reasonably high flux (≥10 kg (m
2 h)
−1) through the membrane during the operations, and (3) a SF between the organic solvent and water equal to or higher than one to avoid excess usage of water during diafiltration. Five commercial OSN membranes (
Table 2) were screened during membrane filtration based on their performance in terms of stability, permeate flux, and separation factor. Two feeds were used: (1) a mixture of 10 wt% ethanol and 90 wt% water representing the concentration of solvent/anti-solvent mixtures after the API anti-solvent crystallisation process (going into diafiltration) and (2) 100 wt% water as feed representing the retentate concentration at the end of the diafiltration process. It is important to note that, depending on the crystallisation process, the concentration of the solvent in the solvent/anti-solvent mixtures can be lower than 10 wt%. However, to investigate the performance of membranes with a reasonably high concentration of ethanol after the anti-solvent crystallisation, the feed with 10 wt% ethanol was used for membrane screening.
The investigations showed that all membranes were stable in the ethanol/water mixtures; no dissolution or decoloration of the membranes was observed after the filtration experiments.
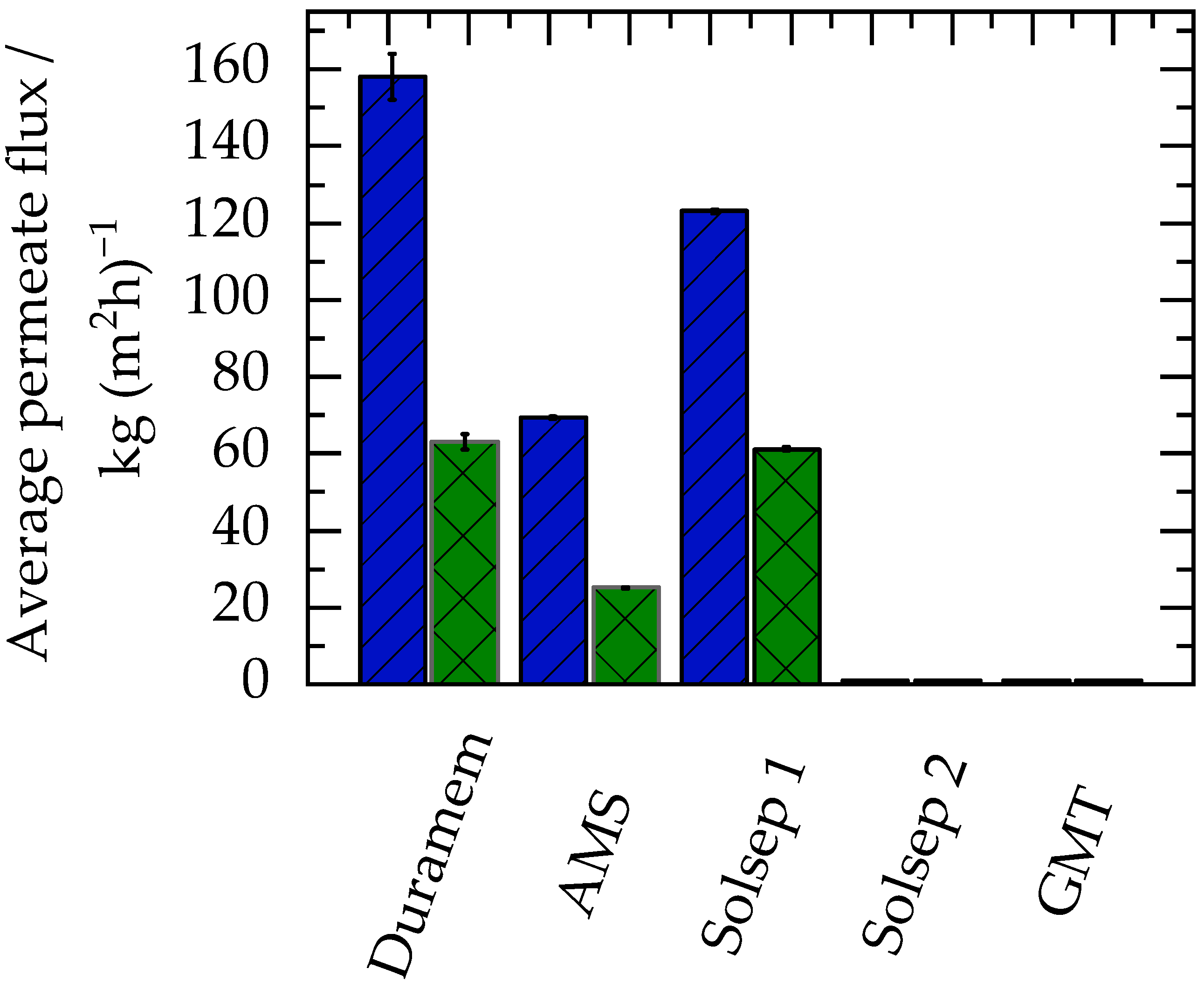
Figure 2 shows the average permeate flux during the diafiltration experiments.
Supplementary information includes the tabulated data of average permeate flux (
Table S1) and permeate flux v/s time data (
Table S2).
Solsep2 and GMT membranes are highly hydrophobic, as no wetting of the membrane surface was observed when removed from the filtration cell. This is the reason why no permeation of water or of the water/ethanol mixture through the Solsep2 and GMT membranes was observed.
Duramem, AMS, and Solsep 1 membranes are hydrophilic and, thus, showed permeate fluxes higher than 20 kg/(m
2 h)
−1 in all cases. It can also be seen from
Figure 2 that in the case of 100 wt% water feed, the permeate flux was higher compared to the feed with 10 wt% ethanol and 90 wt% water. This was observed since all membranes had a higher affinity for water compared to ethanol. Moreover, the viscosity of water (0.890 mPa s at 25 °C [
35]) is lower than that of water/ethanol mixtures (1.2606 mPa s at 25 °C for a 10 wt% ethanol solution [
36]), aiding the transport through the membranes. A higher flux with increasing water content could be beneficial during diafiltration, where water is used as a dilutant. With each stage, as the water concentration increases, an increase in flux can be achieved, thereby reducing the overall time of filtration (and/or offering a lower membrane area requirement).
The SFs for the SolSep2 and GMT membranes could not be determined due to the lack of permeation through these membranes. Duramem and Solsep1 membranes showed a SF of one, which indicates that the membrane did not provide any separation between water and ethanol. As a result, the concentration of water and ethanol in the permeate was the same as in the feed. However, the AMS membrane had a low separation factor of 0.5, indicating much higher water permeation compared to ethanol. This could result in an increased water requirement during solvent exchange. Thus, in order to minimise wastewater and reduce water requirements, membranes with high SF should be preferred.
Results of filtration experiments for membrane screening show that Duramem performed better compared to other membranes in flux and SF and was thus selected for the next solvent exchange experiments.
3.2. Determining the Number of Stages and the Amount of Water Required for Solvent Exchange
Discontinuous diafiltration was performed with 5 wt% ethanol and 0.1 wt% model particles in an aqueous feed at 25 °C and 30 bar. The objective of conducting the diafiltration experiments with model particles was to mimic the retention of targeted crystals of size 6 μm (Dv50). Moreover, with these diafiltration experiments, the amount of water required to reduce the ethanol concentration below 0.5 wt% (as per ICH guidelines) was estimated without encountering the effect of other components of naproxen crystal suspension (e.g., excipients and dissolved API). The feed concentration of 5 wt% ethanol was chosen to keep residual solvent comparable to later experiments in which solvent exchange of naproxen crystal suspension was performed via diafiltration.
To reach the desired ethanol concentration in the permeate, the process was completed in four stages.
Table 4 presents the feed concentrations of ethanol and model particles during different stages of the discontinuous diafiltration.
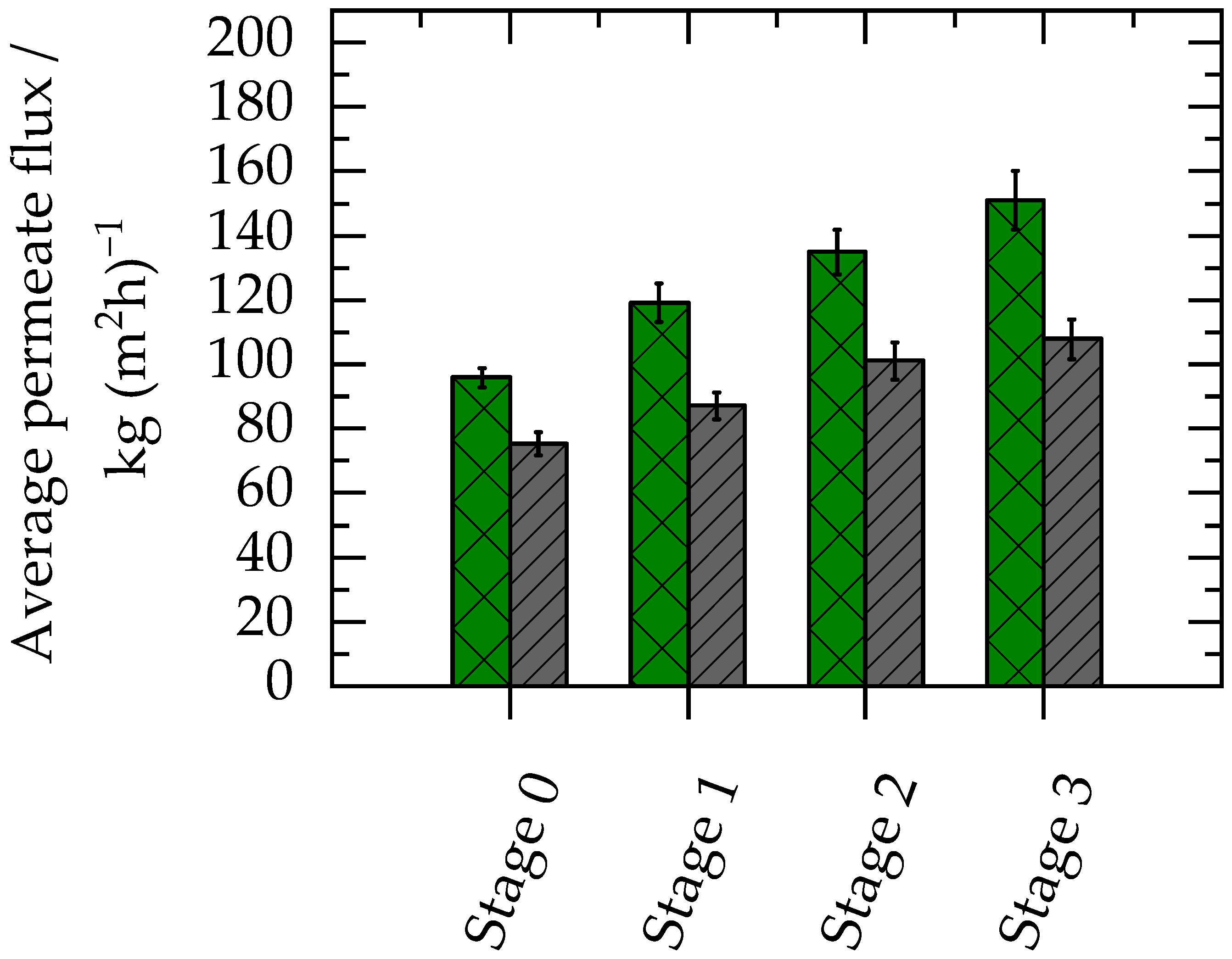
During the first stage (stage 0), the initial overall feed mass was reduced to half, thereby increasing the concentration of crystals. This step was performed to reduce the overall water requirement of the process. For all the subsequent stages (stages 1, 2, and 3), the same amount of water (as permeate collected in the previous stage) was added to the feed to have the same starting concentration of crystals for each stage. The process was completed with a water consumption of 1.5 g of water per g of feed added. Permeate flux was constant over time during filtration, and thus an average value of flux is reported for each stage in
Figure 3.
During the diafiltration, the permeate flux is the most important performance parameter of the membrane process, as this can provide useful information about filtration time and membrane area requirements for industrial-scale operations. Higher flux can result in a smaller membrane area requirement, thus reducing the overall cost of the process. During filtration, it was observed that the permeate flux increased from stage to stage of solvent exchange. The increased flux at later stages was a result of the decreasing ethanol concentration and increasing water concentration, which resulted in a decrease in the viscosity of the feed with each stage. In addition, the Duramem membrane had a higher affinity for water compared to ethanol. The higher affinity was confirmed by swelling tests, which indicated that the membrane swelled by 25% with water but only by 6% with ethanol (determined by measuring the change in mass; see 2.5.4. Membrane Swelling Test). It is important to note that the swelling had no negative impact on solute retention in this case as the molecular weight cut-off of the membrane was low enough (i.e., 300 Da, corresponding to a pore size of less than 1 nm) compared to the targeted particle size (i.e., ≥0.1 µm). DLS measurements of the permeate samples indicated that no particles were present in the permeate. Following this, complete particle retention was achieved for all concentration stages.
The use of model particles can give an efficient first insight into the permeate flux behaviour during filtration with API crystal suspension by mimicking the presence of crystals in the feed. With addition of the model particles, a 30% to 40% reduction in flux was observed compared to the filtration with 5 wt% ethanol in aqueous feed as shown in
Figure 3. The reduction of flux with the addition of the model particles was due to the increase in viscosity caused by the addition of the model particles. The viscosity of water is 0.890 mPa s at 25 °C [
35], whereas with the addition of 0.1 wt% model particles in water, the viscosity increased to 1.343 mPa s. In addition, the decrease in the flux resulted from the formation of a layer of particles on the membrane surface, which was observed after the experiments. This phenomenon is common in membrane filtration, particularly in dead-end mode when the flow direction is perpendicular to the membrane and the particles in the feed are pushed towards the surface of the membrane [
37]. From these experiments, we conclude that the solvent exchange of a naproxen suspension with 5 wt% ethanol can be completed in a four-stage diafiltration process with a water requirement of 1.5 g of water per g of feed added.
3.3. Investigating the Influence of Excipients on Membrane Performance during Solvent Exchange
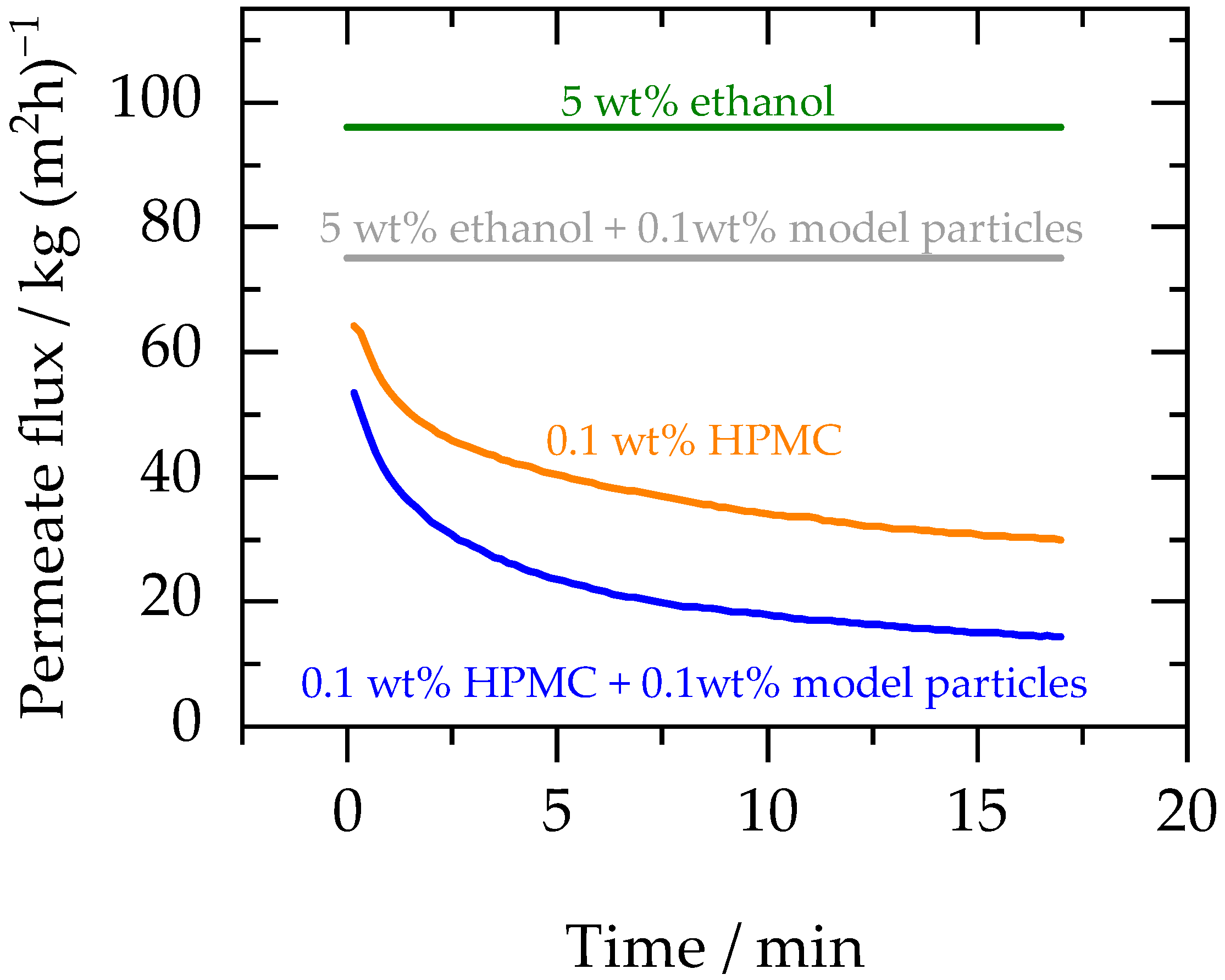
To understand the influence of excipients (that are present during diafiltration) on the membrane performance, diafiltration was performed with an aqueous feed containing: (1) 0.1 wt% HPMC E3 solution (polymeric excipient stabilising naproxen crystals) and (2) 0.1 wt% HPMC E3 plus 0.1 wt% model particles.
Figure 4 shows the permeate flux profiles obtained during these experiments along with the permeate flux profile obtained with aqueous feed containing 5 wt% ethanol and aqueous feed with 0.1 wt% model particles plus 5 wt% ethanol (tabulated data is provided in
supporting information Table S5).
As shown in
Figure 4, the highest flux was achieved for the filtration performed with 5 wt% ethanol in the aqueous feed (neither model particles nor HPMC E3). Flux dropped with the addition of model particles due to higher viscosity and the accumulation of particles on the membrane surface (as explained in
Section 3.2). However, HPMC E3 had the most significant influence on the permeate flux as it (1) reduced the flux compared to the feed solution containing model particles and 5 wt% ethanol in water and (2) changed the flux profile from a straight line to a decreasing curve. The initial fast drop in flux was contributed by an inherit phenomenon called concentration polarization. During this, the concentration of the solute near the membrane surface increases rapidly compared to the bulk, resulting in a fast decline of the flux during the first couple of minutes of filtration [
37]. This phenomenon was more dominant for solutions containing HPMC E3 (where an initial flux drop was observed) as compared to those containing only suspended model particles (where no initial flux drop was observed), because it occurs only for molecules that remain dissolved in the feed (HPMC E3 in this case) [
38]. During industrial applications, it can be controlled or reduced with more rigorous mixing close to the membrane. To improve mixing during membrane filtration, a crossflow membrane setup can be used (instead of a dead-end setup), where mixing can be controlled more efficiently by changing the crossflow velocity.
From these results, it can be concluded that the polymeric excipients (e.g., HPMC E3) used for stabilisation of crystals in suspensions have a significant influence on the membrane performance. If the selected excipient used during crystallisation adversely affects the membrane’s performance in terms of flux, alternate excipient systems can be explored at an early stage of formulation development. However, if a certain excipient is crucial for the formulation, different membrane materials, membrane modules, and operating modes can be tested to improve the overall flux, which is beneficial in terms of reducing the membrane area requirement.
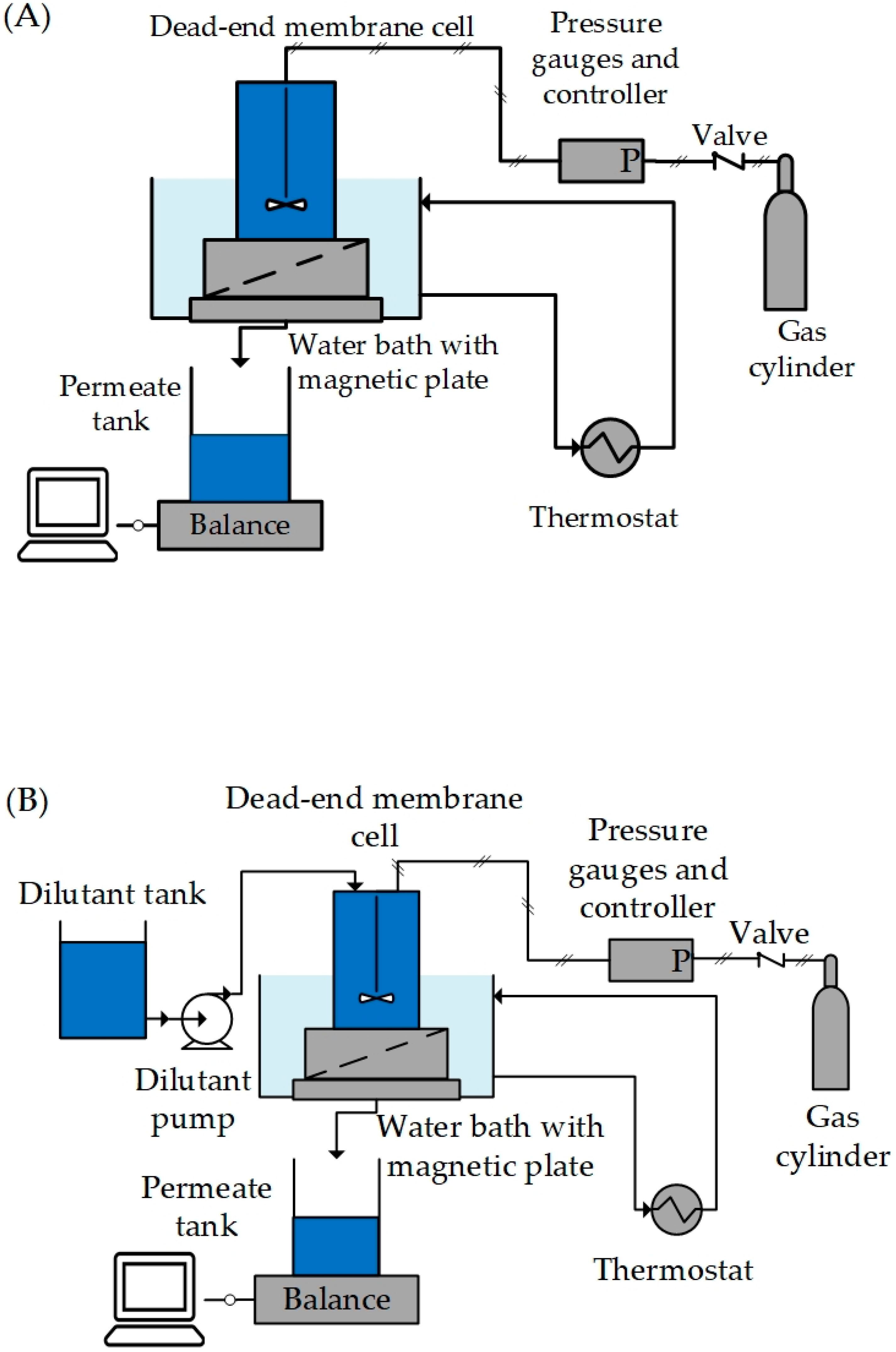
3.4. Case Study: Removing Ethanol from a Naproxen Crystal Suspension after Anti-Solvent Crystallisation
The solvent exchange of naproxen crystal suspension (the feed composition is mentioned in
Table 3) was carried out via a discontinuous diafiltration process (refer to
Section 2.4.5) as well as a semi-continuous diafiltration process (refer to
Section 2.4.6).
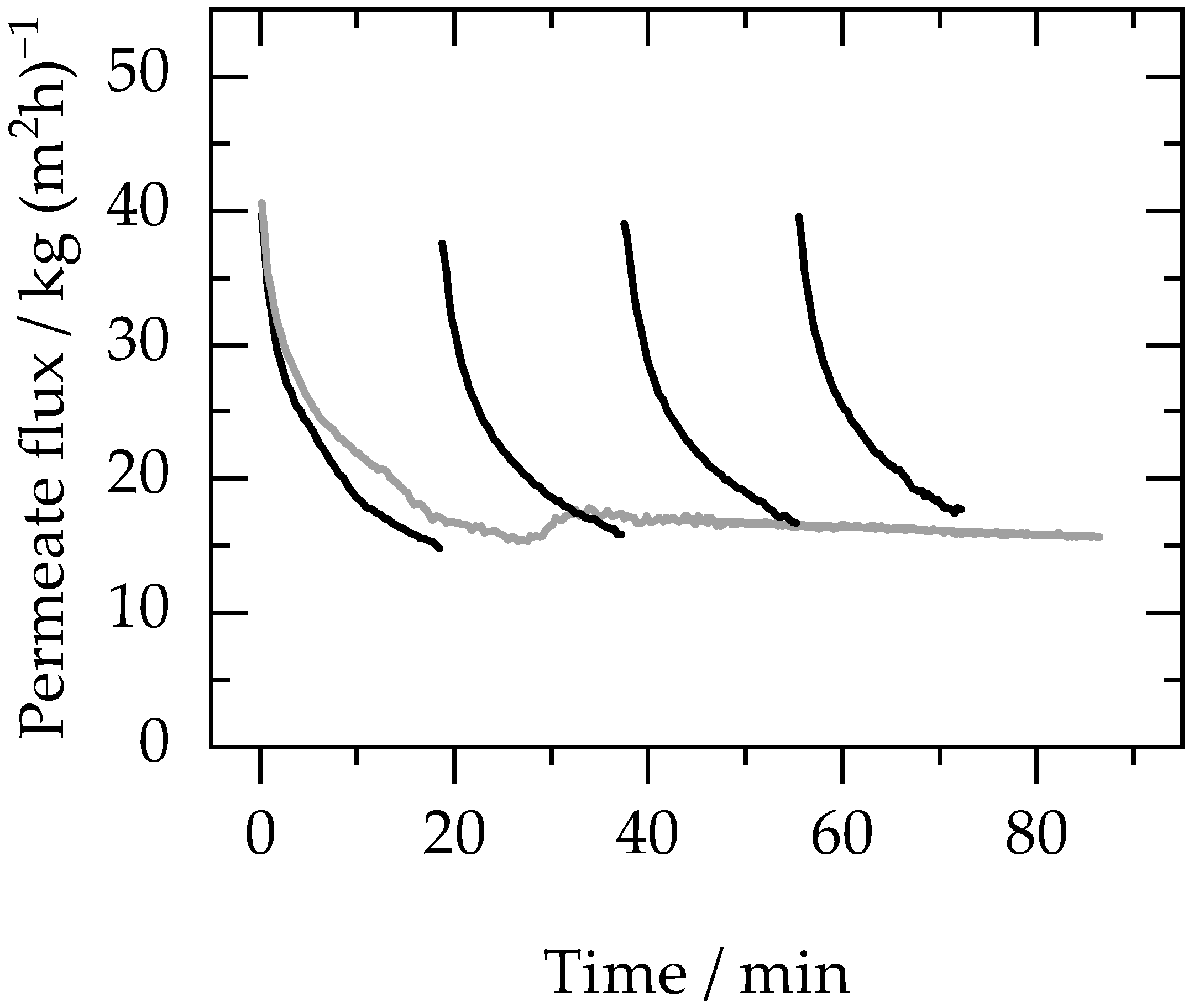
Figure 5 shows the permeate flux profiles for the two diafiltration modes (tabulated data is available in
Table S6 of the supporting information).
The experimental results show that in the case of discontinuous diafiltration, the flux dropped as the feed was reduced to half and then the membrane module was depressurized to add water for the next stage. On repressurization, initial flux was restored. In contrast, in the case of semi-continuous diafiltration, the flux dropped very rapidly as the feed mass was being reduced to half (as explained in
Section 2.4.6), and once the flow of water was started (at around a 20-min time interval), the flux stabilized. The input flow rate of water was kept the same as the permeate flow rate to maintain constant concentrations of particles and excipients inside the membrane module.
The filtration time for discontinuous diafiltration (72 min) was less than for semi-continuous diafiltration (86.5 min). This is because the average flux in discontinuous diafiltration was higher (22 kg (m2 h)−1) as compared to semi-continuous diafiltration, where the flux was lower (the average flux is 18 kg (m2 h)−1). The average flux in the case of discontinuous diafiltration was higher because the starting flux of each stage during the discontinuous was similar, indicating that depressurization of the membrane module restored the flux by removing the adsorbed particles on the membrane surface and that there was no permanent fouling on the membrane. However, in case of semi-continuous diafiltration, the flux did not restore after the initial drop in flux during the preconcentration stage (i.e., until the initial feed mass reduces to half). This was because of the particle adsorption on the surface of the membrane.
During discontinuous diafiltration, the ethanol concentration dropped after each stage as the water was added, as shown in
Figure 5.
Table 5 shows the water added during each stage and corresponding ethanol concentration.
After four stages, the ethanol concentration was reduced from 3.85 wt% to 0.4 wt%, which was below the residual solvent limit permitted according to the ICH guidelines. The amount of water required during the discontinuous process was 1.5 g of water per g of feed (this corresponds to 750 kg of water per kg of API-purified), which is comparable to the results obtained with the solution containing model particles (see
Section 3.2). During semi-continuous diafiltration, water was continuously added until the ethanol concentration in the permeate was below 0.5 wt%. In this case, the amount of water required was 1.3 g of water per g of feed (this corresponds to 650 kg of water per kg of API-purified). It is important to note here that the objective of this study is to provide a proof of concept for a solvent exchange process and understand its impact on the stability of crystals in long-acting suspensions. Higher freshwater consumption or the generation of wastewater can be a point of concern. Therefore, future studies are needed to optimise the process so that the water requirements can be minimized. Moreover, a recycling strategy can be developed to minimise the solvent-based wastewater. It is particularly important to consider wastewater minimization and treatment for toxic or non-biodegradable solvents.
The discontinuous diafiltration mode, even though it offers an advantage in terms of flux, is not preferred at industrial scales where large quantities need to be treated in a continuous mode. Therefore, a compromise needs to be found in terms of flux to take advantage of things like continuous processing, handling of larger quantities, and minimization of process downtime by adopting continuous diafiltration. However, for applications where small batches need to be treated, discontinuous diafiltration can be used to improve membrane performance in terms of flux.
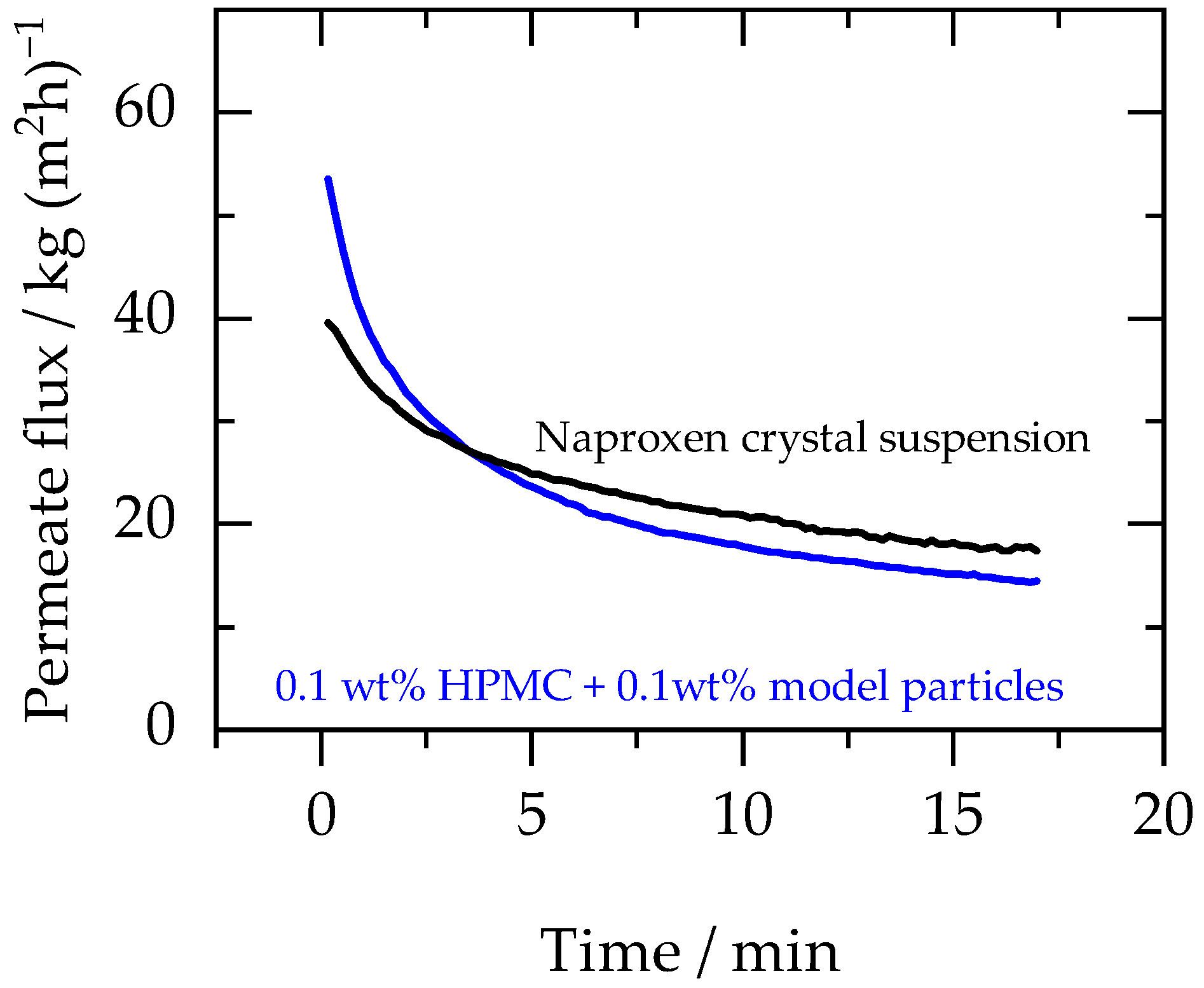
To verify the suitability of the use of model particles in process design, the permeate flux profile obtained during the discontinuous diafiltration of the naproxen crystal suspension (which contained 0.2 wt% naproxen crystals and 0.1 wt% HPMC E3 in water) was compared with the permeate flux profile obtained during the filtration of the suspension containing 0.1 wt% model particles and 0.1 wt% HPMC E3 in water. The profiles are shown in
Figure 6.
The experimental results indicate that the profiles were similar in terms of flux behaviour i.e., rapid initial drop followed by a steadier decline. The nature of the particles was different in both cases; however, it did not significantly influence the flux profile. Thus, the suspension with model particles and the polymeric excipient used to stabilize the API crystals can be used to predict the membrane performance for various API crystal/excipient systems during the membrane-based solvent exchange process.
In this study, a very small membrane cut-off was selected to avoid any disturbance in the stability of the crystals due to excipient loss. However, for industrial applications a membrane with higher cut-off (cut-off smaller than the size of crystal but bigger than the size of the excipient) can be used for solvent exchange if the stability of crystals can be preserved with the loss of the excipients or if the excipients are bounded to crystals and are retained by the membrane. Therefore, for the evaluation of the membrane-based diafiltration process, it is crucial that the stability of the API crystals is monitored after the solvent exchange process.
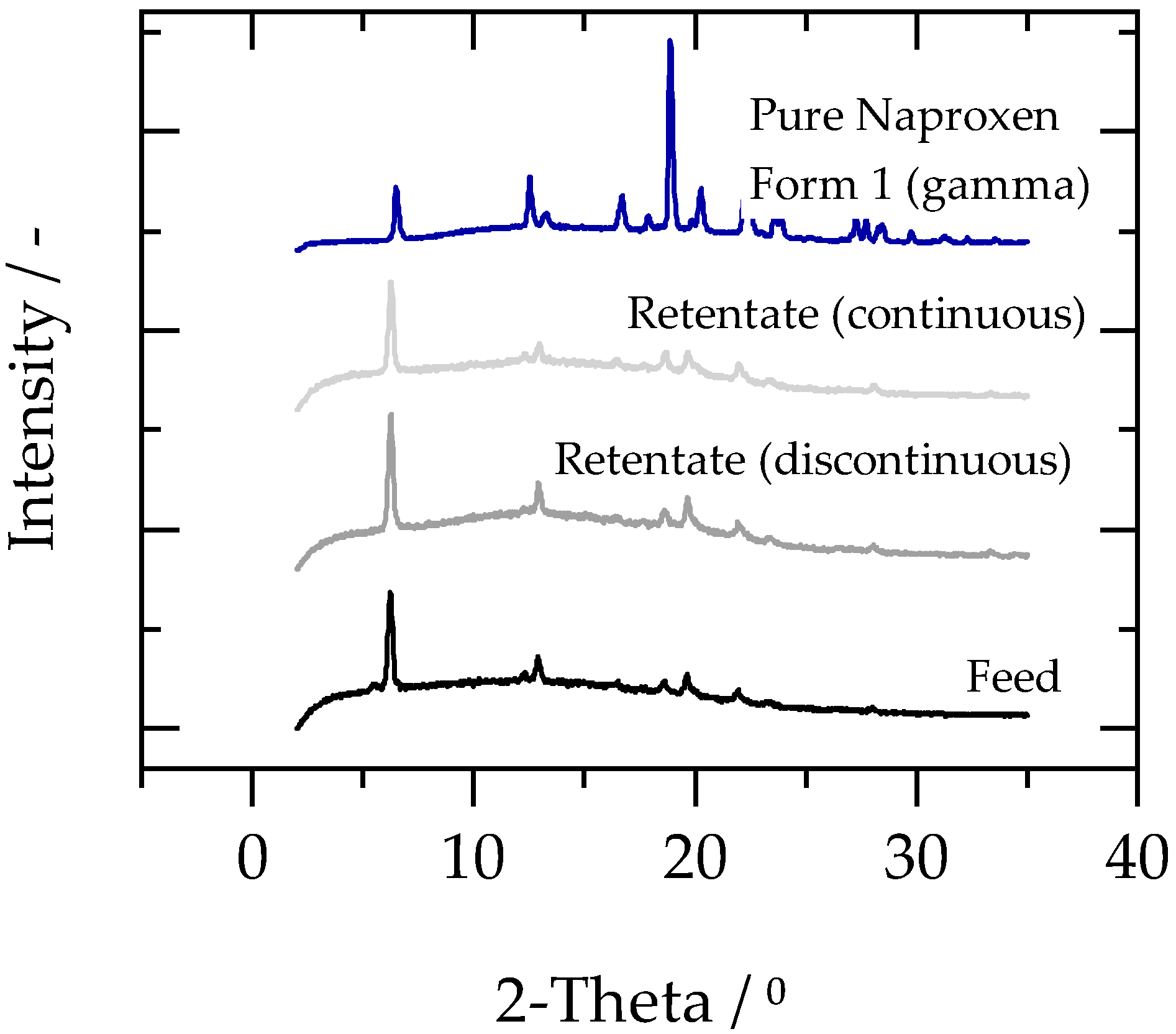
Figure 7 shows the X-ray diffraction patterns of the feed and retentate (dried) naproxen crystals in the cases of both semi-continuous and discontinuous diafiltration (the feed in both cases was the same and produced in one batch).
All different X-ray powder diffraction patterns are very similar. The characteristic peaks at 6.2°, 12.9°, 18.5°, and 19.6° are in the same position for all samples and are in good agreement with the characteristic peaks of crystal form 1 (gamma) of naproxen (blue line), which is considered to be the most stable polymorphic form [
39]. However, the intensity of the middle peaks was suppressed when compared to pure naproxen. This could arise from the presence of HPMC E3 along with the naproxen in the dried feed and retentate samples. Nevertheless, similar X-ray diffraction patterns in feed and retentate samples indicate that the solvent exchange process had no impact on the polymorphic form of the crystals. This is beneficial because a change in the polymorphic form of the crystals can impact the pharmacokinetics and dissolution properties of the API. Therefore, it is important for the process design that the crystals’ polymorphic form is preserved.
Table 6 shows the particle size distribution (volume-based) measured via laser diffraction of naproxen crystals in the suspension before (feed) and after (retentate) the solvent exchange via both discontinuous and semi-continuous diafiltration.
The experimental results show that the particle sizes of naproxen crystals in feed and retentate were similar. Moreover, it also remained stable for up to 3 months (93 days) after solvent exchange. The excipient used for stabilisation during crystallisation, i.e., HPMC E3, was effective and helped in maintaining good stability of the naproxen crystals in aqueous media. However, slight agglomeration was observed in the case of semi-continuous diafiltration (indicated by a higher Dv90). This was because during the semi-continuous diafiltration, the continuous pressurisation resulted in cake formation on the membrane surface and might have caused crystal agglomeration. This increase in Dv90 was also observed when the retentate from discontinuous diafiltration was stored without stirring and the settling of particles was observed (as was also observed in the case of the feed sample). For further investigations, it is suggested to use some resuspending agents that can minimise the settling. However, the agglomeration was not caused by solvent exchange, as it was also observed in the feed samples stored under similar conditions. Thus, we concluded that the stability of crystals in suspension remained intact after the solvent exchange process in terms of PSD and polymorphic form.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}