
Glycerol Production and Transformation: A Critical Review with Particular Emphasis on Glycerol Reforming Reaction for Producing Hydrogen in Conventional and Membrane Reactors





Abstract
:
1. Introduction
1.1. Glycerol Production
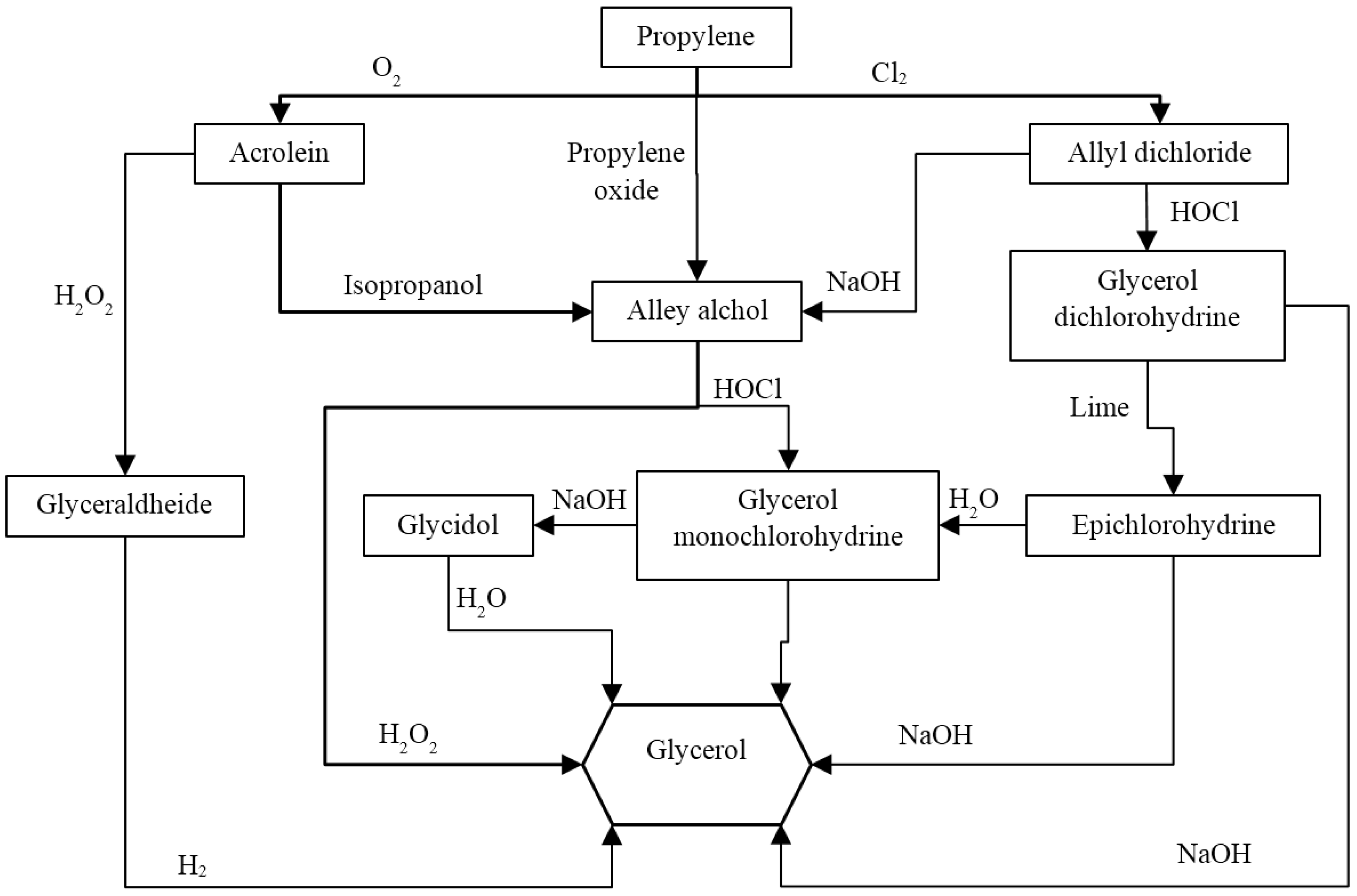
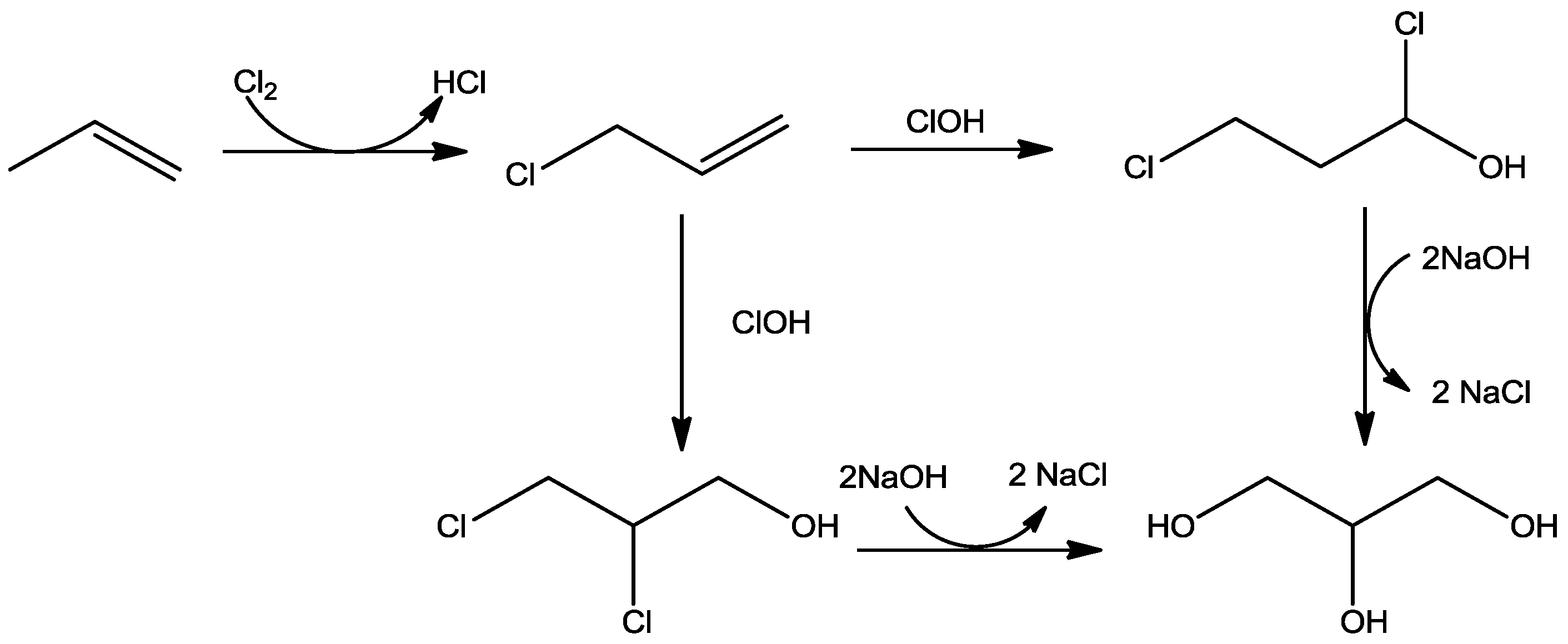
1.1.1. Glycerol via Propylene
1.1.2. Hydrolysis of Oil
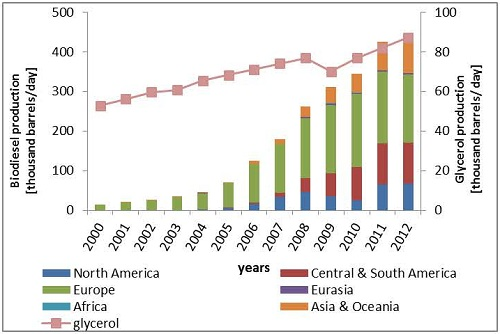
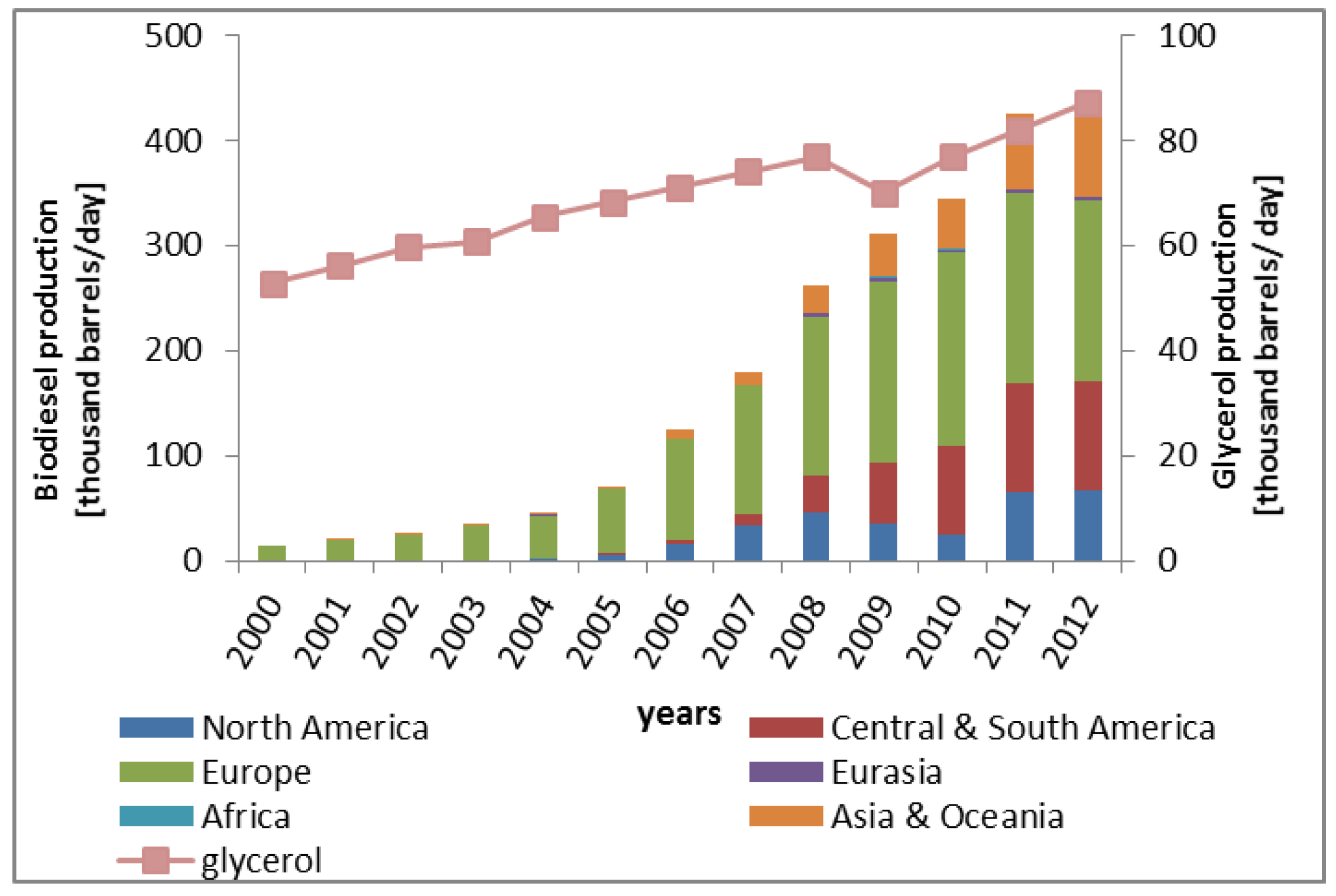
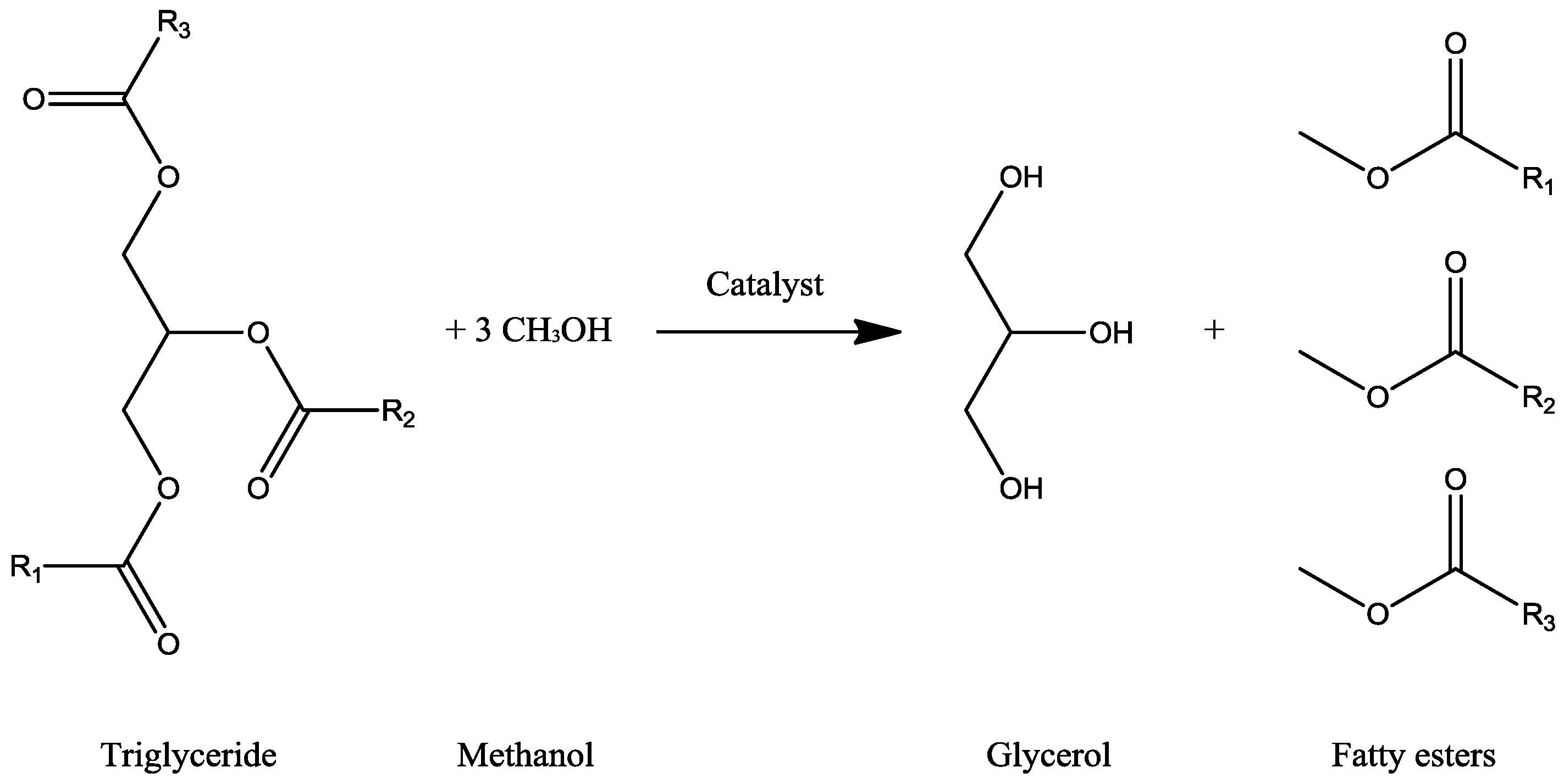
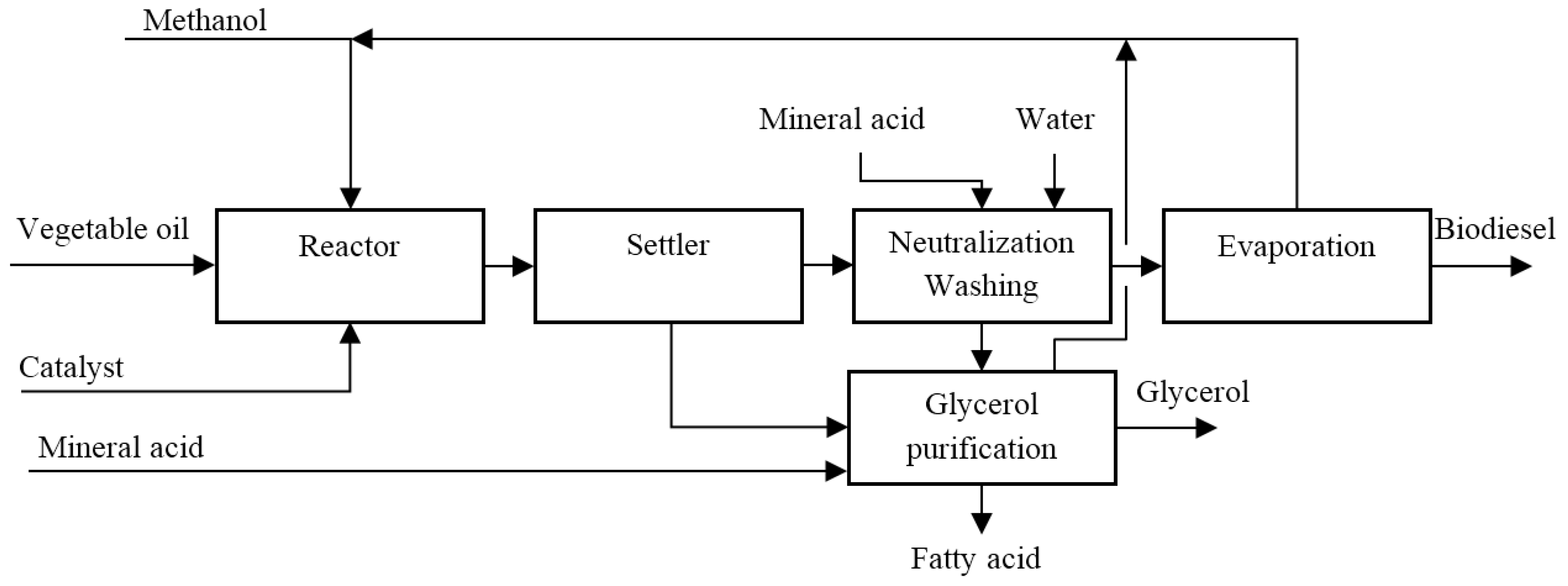
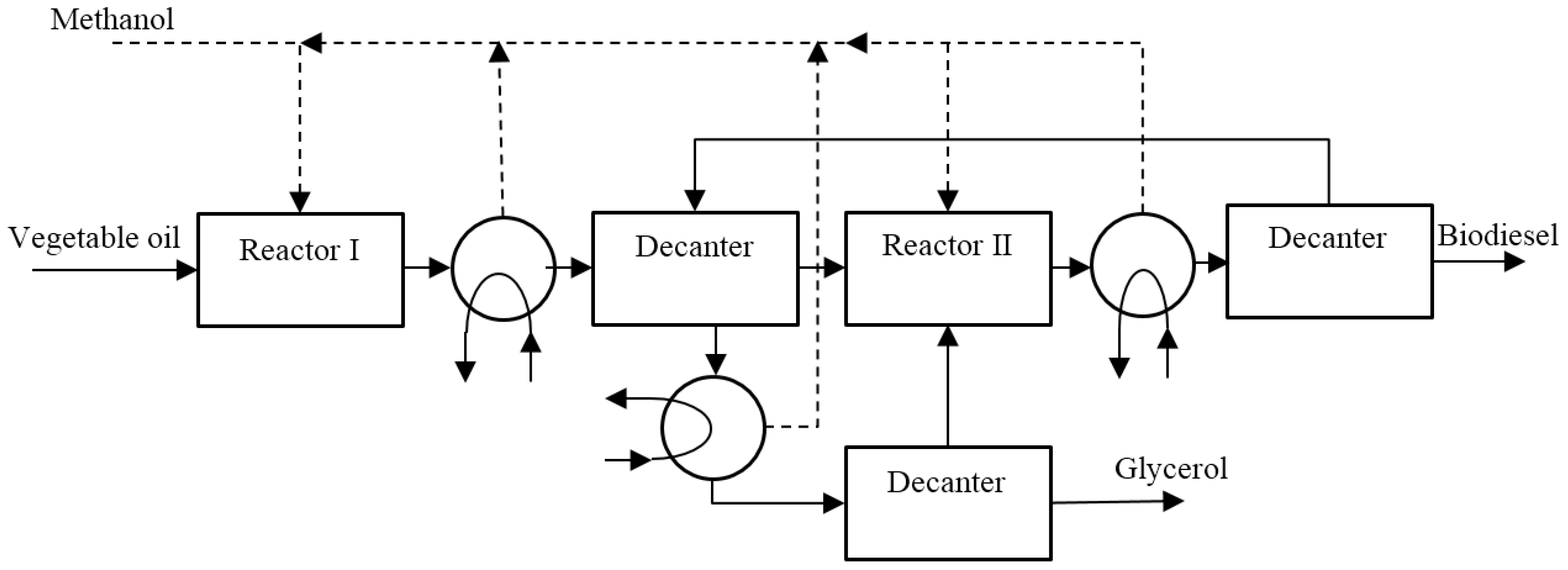
1.1.3. Transesterification of Oil
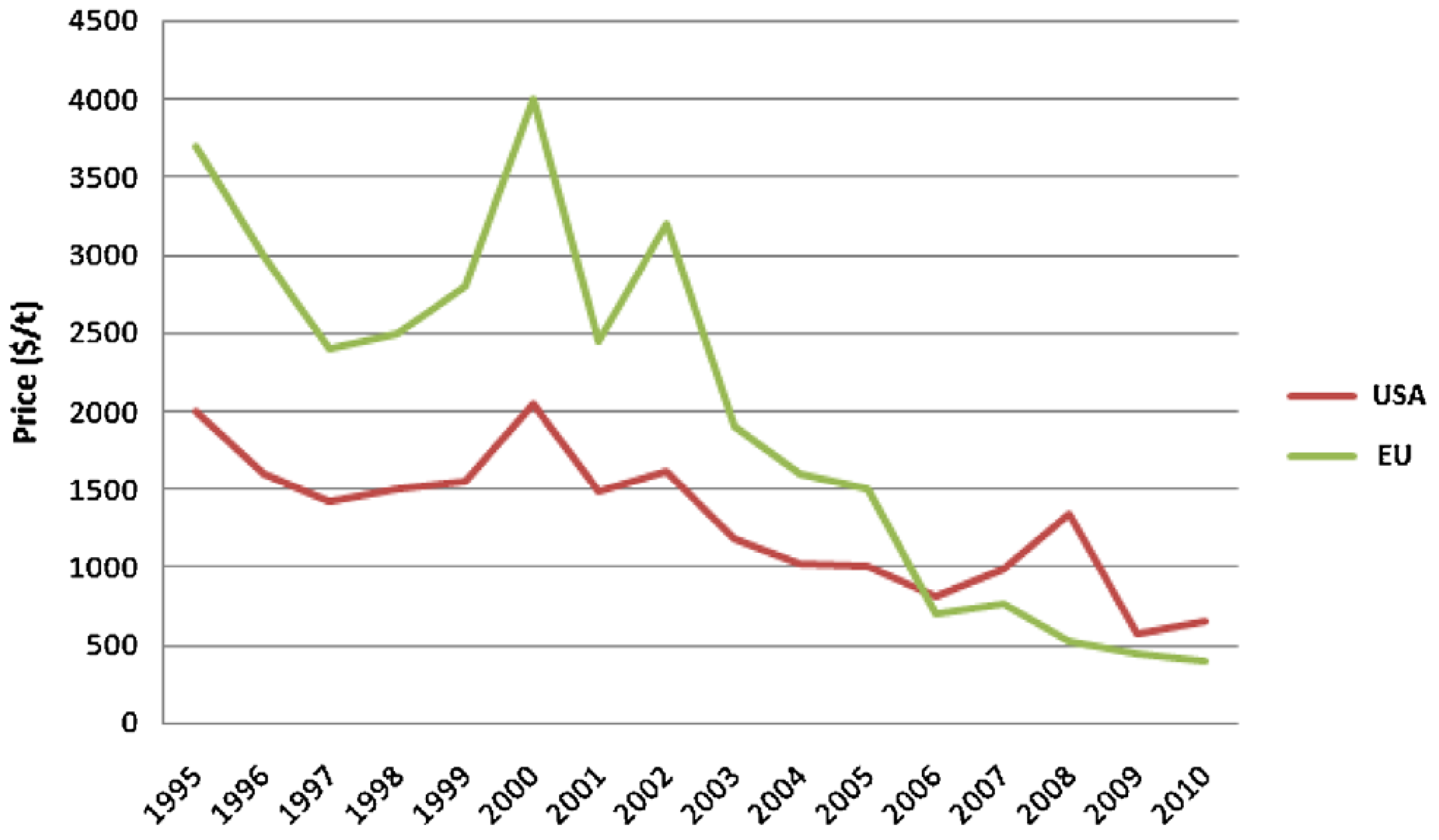
1.2. Glycerol Applications
2. Steam Reforming of Glycerol for Hydrogen Production
2.1. Thermodynamic
2.2. Kinetics and Catalysts Used to Perform GSR Reaction
2.2.1. Nichel catalyst in GSR reaction
2.2.2. Ruthenium Catalyst in GSR Reaction
2.2.3. Cobalt Catalyst in GSR Reaction
2.2.4. Platinum Catalyst in GSR Reaction
2.2.5. Perovskites in GSR Reaction
3. Innovative Technologies for Producing H2 from Steam Reforming of Glycerol
3.1. Membranes and Membrane Reactors
- macroporous membranes, with a pore size greater than 50 nm;
- mesoporous membranes, with a pore size between 2 and 50 nm;
- microporous membranes, with smaller pore size of 2 nm;
- dense membranes, with pore size <0.5 nm.
- Poiseuille mechanism. It takes place when the average pore diameter is much larger than the mean free path of the molecules; therefore, the collisions within the various molecules are more frequent than those within molecules and porous walls:where ε = membrane void fraction, = pore diameter, R = universal constant, T = temperature, p = pressure, τ = tortuosity, ∇p = pressure gradient and η = viscosity.
- Knudsen diffusion mechanism. When the pores diameters are comparable or less than the mean free path, the quantum momentum is transferred by the collisions between the molecules and the wall of the pores. Applying the kinetic theory of gases to a single straight and cylindrical pore, the Knudsen diffusion coefficient can be defined as:where ε = membrane void fraction, = pore diameter, R = universal constant, τ = tortuosity, η = viscosity and MW = molecular weight.
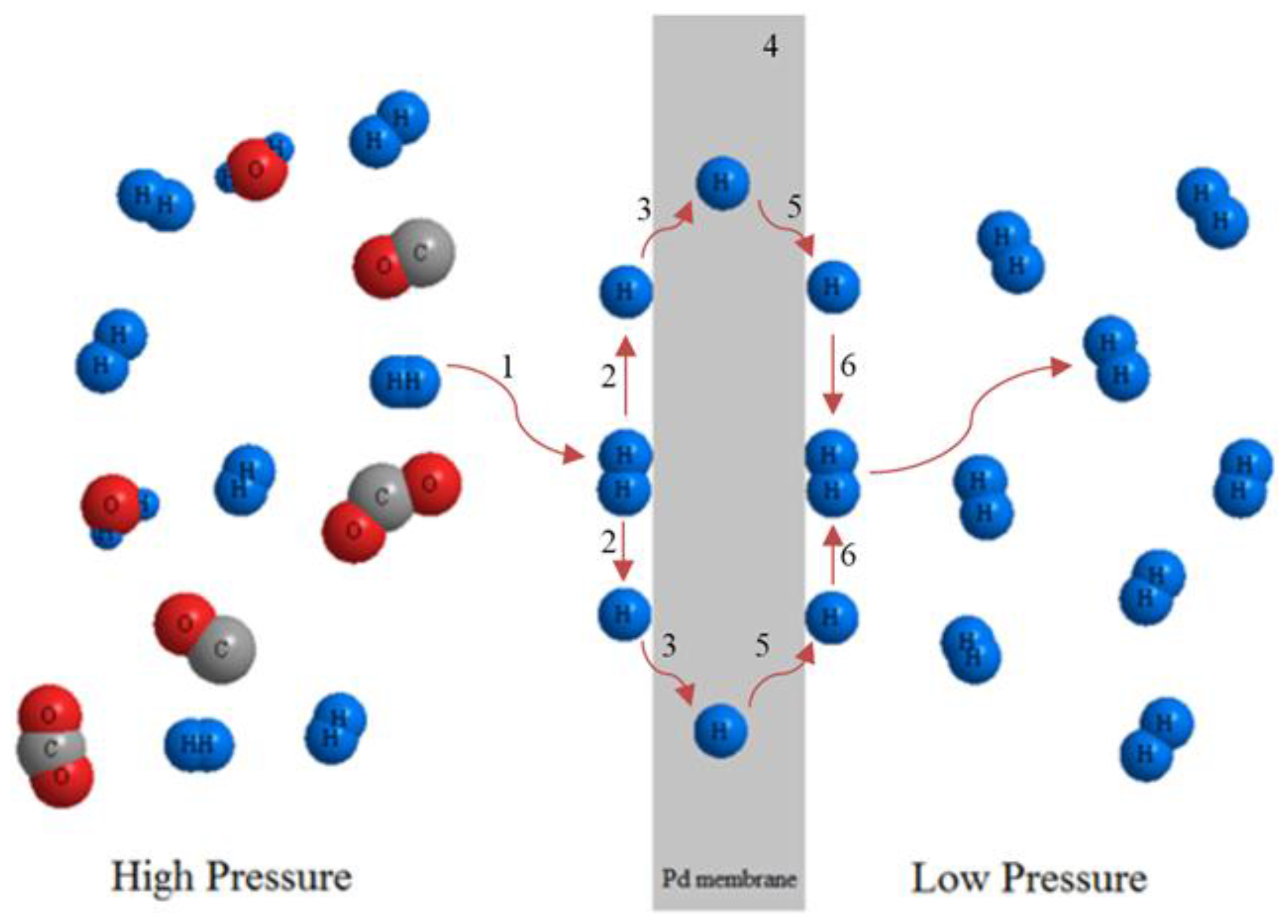
Pd-Based Membrane Reactors for H2 Production
- H2 molecules adsorption from the membrane side at higher H2 partial pressure;
- Dissociation of H2 molecules on the surface;
- Reversible dissociative chemisorption of atomic H2;
- Reversible dissolution of atomic H2 in the metal lattice of the membrane;
- Diffusion into the metal of atomic H2 proceeds from the side of the membrane at a higher H2 pressure to the side at lower pressure;
- Desorption of re-combined atomic H2 into molecular form.
3.2. Glycerol Steam Reforming in Conventional and Membrane Reactors
4. Conclusions
- The scaling-up of glycerol reforming MRs is one of the most important issues. Developing low-cost, durable and defect-free membranes could represent a viable solution for realistic application of MRs at industrial scale.
- Great attention should be paid to evaluating the effective balance between benefits and drawbacks of applying MR technology to produce hydrogen from glycerol reforming reaction over the conventional processes.
- More wider researches on the lifetime of MRs utilized for carrying out glycerol reforming processes should be undertaken in order to validate them as a potential and alternative solution to the conventional systems at larger scales.
Acknowledgments
Author Contributions
Conflicts of Interest
List of Acronyms and Symbol
| BCC | Body centered cubic |
| Pore diameter | |
| Ea | Activation energy |
| Fugacity for i-component | |
| FCC | Face centered cubic |
| FFA | Free fatty acid |
| G | Free Gibbs energy |
| GOSR | Glycerol oxidative steam reforming |
| GSR | Glycerol steam reforming |
| Hydrogen flux through the membrane | |
| K | Equilibrium constant |
| ki | Kinetic constant for i-reaction |
| LTA | Linde-type 5A zeolite |
| MONG | Matter organic non-glycerol |
| MR | Membrane reactor |
| MW | Molecular weight |
| OGMR | Oxygen glycerol molar ratio |
| P | Pressure |
| pH2,ret | Hydrogen partial pressure in the retentate side |
| pH2,perm | Hydrogen partial pressure in the permeate side |
| Hydrogen permeability through the membrane | |
| Pre-exponential factor | |
| R | Universal ideal gas constant |
| S | Entropy |
| SRM | Steam reforming of methane |
| T | Temperature |
| TR | Traditional reactor |
| WGS | Water gas shift |
| WGMR | Water glycerol molar ratio |
| WHSV | Weight hourly space velocity |
| δ | Palladium thickness |
| ε | Membrane void fraction |
| τ | Tortuosity |
| ∇p | Pressure gradient |
| η | Viscosity |
| Stoichiometric coefficient for i-component |
References
- Ciriminna, R.; Pina, C.D.; Rossi, M.; Pagliaro, M. Understanding the glycerol market. Eur. J. Lipid Sci. Technol. 2014, 116, 1432–1439. [Google Scholar]
- Stelmachowski, M. Utilization of glycerol, a by-product of the transesterification process of vegetable oils: A review. Ecol. Chem. Eng. 2011, 18, 9–30. [Google Scholar]
- Speight, J.G. Chemical and Process Design Handbook; The McGraw-Hill Comp. Inc.: New York, NY, USA, 2002; ISBN 0-07-137433-7. [Google Scholar]
- Anitha, M.; Kamarudin, S.K.; Kofli, N.T. The potential of glycerol as a value-added commodity. Chem. Eng. J. 2016, 295, 119–130. [Google Scholar]
- Formo, M.W. Physical properties of fats and fatty acids. In Bailey’s Industrial Oil and Fat Products, 4th ed.; John Wiley and Sons: New York, NY, USA, 1979; Volume 1. [Google Scholar]
- Bagheri, S.; Julkapli, N.M.; Yehye, W.A. Catalytic conversion of biodiesel derived raw glycerol to value added products. Renew. Sustain. Energy Rev. 2015, 41, 113–127. [Google Scholar] [CrossRef]
- Annie, D. Biofuels Production, Trade and Sustainable Development: Emerging Issues; Environmental Economics Programme/Sustainable Markets Group: London, UK, 2006. [Google Scholar]
- Shukla, K.; Srivastava, V.C. Synthesis of organic carbonates from alcoholysis of urea: A review. Catal. Rev. Sci. Eng. 2017, 59, 1–43. [Google Scholar]
- Manosak, R.; Limpattayanate, H.S. Sequential-refining of crude glycerol derived from waste used-oil methyl ester plant via a combined process of chemical and adsorption. Fuel Process. Technol. 2001, 92, 92–99. [Google Scholar]
- Matar, S.; Hatch, L.F. Chemistry of Petrochemical Processes, 2nd ed.; Gulf Publishing Company: Houston, TX, USA, 2000. [Google Scholar]
- Hunt, J.A. A short history of soap. Pharm. J. 1999, 263, 985–899. [Google Scholar]
- Marchetti, J.M.; Miguel, V.U.; Errazu, A.F. Possible methods for biodiesel production. Renew. Sustain. Energy Rev. 2007, 11, 1300–1311. [Google Scholar]
- Quispe, C.A.G.; Coronado, C.J.R.; Carvalho, J.A., Jr. Glycerol: Production, consumption, prices, characterization and new trends in combustion. Renew. Sustain. Energy Rev. 2013, 27, 475–493. [Google Scholar] [CrossRef]
- Wang, Z.X.; Zhuge, J.; Fang, H.; Prior, B.A. Glycerol production by microbial fermentation: A review. Biotechnol. Adv. 2001, 19, 201–223. [Google Scholar] [PubMed]
- Fukuda, H.; Kond, A.; Noda, H. Biodiesel fuel production by transesterification of oils. J. Biosci. Bioeng. 2001, 92, 405–416. [Google Scholar] [PubMed]
- Bournay, L.; Casanave, D.; Delfort, B.; Hillion, G.; Chodorge, J.A. New heterogeneous process for bio diesel production: A way to improve the quality and the value of the crude glycerin produced by biodiesel plants. Catal. Today 2005, 106, 190–192. [Google Scholar]
- Ilham, Z.; Saka, S. Dimethyl carbonate as potential reactant in non-catalytic biodiesel production by supercritical method. Bioresour. Technol. 2009, 100, 1793–1796. [Google Scholar] [CrossRef] [PubMed]
- Goembira, F.; Saka, S. Optimization of biodiesel production by supercritical methyl acetate. Bioresour. Technol. 2013, 131, 47–52. [Google Scholar] [PubMed]
- Saka, S.; Isayama, Y.; Ilham, Z.; Jiayu, X. New process for catalyst-free biodiesel production using subcritical acetic acid and supercritical methanol. Fuel 2010, 89, 1442–1446. [Google Scholar]
- Lam, M.K.; Lee, K.T.; Mohamed, A.R. Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: A review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef] [PubMed]
- Hidawati, E.N.; Mimi Sakinah, A.M. Treatment of Glycerin Pitch from Biodiesel Production. Int. J. Chem. Environ. Eng. 2011, 5, 309–313. [Google Scholar]
- Hiremath, A.; Kannabiran, M.; Rangaswamy, V. 1,3-Propanediol production, from crude glycerol from jatropha biodiesel process. New Biotechnol. 2011, 28, 19–23. [Google Scholar] [CrossRef] [PubMed]
- Hu, S.; Luo, X.; Wan, C.; Li, Y. Characterization of crude glycerol from biodiesel plants. J. Agric. Food Chem. 2012, 60, 5915–5921. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.-P.; Sun, Y.; Tan, C.; Li, H.; Zheng, X.J.; Jin, K.Q.; Wang, G. Efficient production of dihydroxyacetone from biodiesel-derived crude glycerol by newly isolated Gluconobacter frateurii. Bioresour. Technol. 2013, 142, 384–389. [Google Scholar] [PubMed]
- Tan, H.W.; Aziz, A.A.; Aroua, M.K. Glycerol production and its applications as a raw material: A review. Renew. Sustain. Energy Rev. 2013, 27, 118–127. [Google Scholar] [CrossRef]
- Bouaid, A.; Vázquez, R.; Martinez, M.; Aracil, J. Effect of free fatty acids contents on biodiesel quality. Pilot plant studies. Fuel 2016, 174, 54–62. [Google Scholar] [CrossRef]
- Zheng, Y.; Chen, X.; Shen, Y. Commodity Chemicals Derived from Glycerol, an Important Biorefinery Feedstock. Chem. Rev. 2008, 108, 5253–5277. [Google Scholar] [PubMed]
- Luo, X.; Ge, X.; Cui, S.; Li, Y. Value-added processing of crude glycerol into chemicals and polymers. Rev. Bioresour. Technol. 2016, 215, 144–154. [Google Scholar]
- Almeida, J.R.M.; Fávaro, L.C.L.; Quirino, B.F. Biodiesel biorefinery: Opportunities and challenges for microbial production of fuels and chemicals from glycerol waste. Biotechnol. Biofuels 2012, 5, 48. [Google Scholar] [CrossRef]
- Hirasawa, S.; Watanabe, H.; Kizuka, T.; Nakagawa, Y.; Tomishige, K. Performance, structure and mechanism of Pd–Ag alloy catalyst for selective oxidation of glycerol to dihydroxyacetone. J. Catal. 2013, 300, 205–216. [Google Scholar]
- Ning, X.; Li, Y.; Yu, H.; Peng, F.; Wang, H.; Yang, Y. Promoting role of bismuth and antimony on Pt catalysts for the selective oxidation of glycerol to dihydroxyacetone. J. Catal. 2016, 335, 95–104. [Google Scholar]
- Rodrigues, E.G.; Pereira, M.F.R.; Delgado, J.J.; Chen, X.; Órfão, J.J.M. Enhancement of the selectivity to dihydroxyacetone in glycerol oxidation using gold nanoparticles supported on carbon nanotubes. Catal. Commun. 2011, 16, 64–69. [Google Scholar]
- Li, Y.; Zaera, F. Sensitivity of the glycerol oxidation reaction to the size and shape of the platinum nanoparticles in Pt/SiO2 catalysts. J. Catal. 2015, 326, 116–126. [Google Scholar]
- Wang, F.F.; Shao, S.; Liu, C.L.; Xu, C.L.; Yang, R.Z.; Dong, W.S. Selective oxidation of glycerol over Pt supported on mesoporous carbon nitride in base-free aqueous solution. Chem. Eng. J. 2015, 264, 336–343. [Google Scholar]
- Olmos, C.M.; Chinchilla, L.E.; Rodrigues, E.G.; Delgado, J.J.; Hungría, A.B.; Blanco, G.; Pereira, M.F.R.; Órfão, J.J.M.; Calvino, J.J.; Chen, X. Synergistic effect of bimetallic Au-Pd supported on ceria-zirconia mixed oxide catalysts for selective oxidation of glycerol. Appl. Catal. B Environ. 2016. [Google Scholar] [CrossRef]
- Skrzynska, E.; Zaid, S.; Girardon, J.S.; Capron, M.; Dumeignil, F. Catalytic behaviour of four different supported noble metals in the crude glycerol oxidation. Appl. Catal. A Gen. 2015, 499, 89–100. [Google Scholar]
- Gil, S.; Marchena, M.; Fernández, C.M.; Sánchez-Silva, L.; Romero, A.; Valverde, J.L. Catalytic oxidation of crude glycerol using catalysts based on Au supported on carbonaceous materials. Appl. Catal. A Gen. 2013, 450, 189–203. [Google Scholar]
- Xu, C.; Du, Y.; Li, C.; Yang, J.; Yang, G. Insight into effect of acid/base nature of supports on selectivity of glycerol oxidation over supported Au-Pt bimetallic catalysts. Appl. Catal. B Envirin. 2015, 164, 334–343. [Google Scholar]
- Fordham, P.; Besson, M.; Gallezot, P. Selective oxidation with air of glyceric to hydroxypyruvic acid and tartronic to mesoxalic acid on PtBi/C catalysts. Stud. Surf. Sci. Catal. 1997, 108, 429–436. [Google Scholar]
- Lee, S.H.; Moon, D.J. Studies on the conversion of glycerol to 1,2-propanediol over Ru-based catalyst under mild conditions. Catal. Today 2011, 174, 10–16. [Google Scholar]
- Vasiliadou, E.S.; Heracleous, E.; Vasalos, I.A.; Lemonidou, A.A. Ru-based catalysts for glycerol hydrogenolysis—Effect of support and metal precursor. Appl. Catal. B Environ. 2009, 92, 90–99. [Google Scholar]
- Soares, A.V.H.; Salazar, J.B.; Falcone, D.D.; Vasconcellos, F.A.; Davis, R.J.; Passos, F.B. A study of glycerol hydrogenolysis over Ru–Cu/Al2O3 and Ru–Cu/ZrO2 Catalysts. J. Mol. Catal. A Chem. 2016, 415, 27–36. [Google Scholar]
- Van Ryneveld, E.; Mahomed, A.S.; van Heerden, P.S.; Friedrich, H.B. Direct hydrogenolysis of highly concentrated glycerol solutions over supported Ru, Pd and Pt catalyst systems. Catal. Lett. 2011, 141, 958–967. [Google Scholar]
- Liu, H.; Liang, S.; Jiang, T.; Han, B.; Zhou, Y. Hydrogenolysis of glycerol to 12-propanediol over Ru–Cu bimetals supported on different supports. CLEAN 2012, 40, 318–324. [Google Scholar]
- Jiang, T.; Zhou, Y.; Liang, S.; Liu, H.; Han, B. Hydrogenolysis of glycerol catalyzed by Ru–Cu bimetallic catalysts supported on clay with the aid of ionic liquids. Green Chem. 2009, 11, 1000–1006. [Google Scholar]
- Estevez, R.; Lopez-Pedrajas, S.; Blanco-Bonilla, F.; Luna, D.; Bautista, F.M. Production of acrolein from glycerol in liquid phase on heterogeneous Catalysts. Chem. Eng. J. 2015, 282, 179–186. [Google Scholar]
- Cecilia, J.A.; García-Sancho, C.; Mérida-Robles, J.M.; Santamaría-González, J.; Moreno-Tost, R.; Maireles-Torres, P. V and V–P containing Zr-SBA-15 catalysts for dehydration of glycerol to acrolein. Catal. Today 2015, 254, 43–52. [Google Scholar]
- Vitiello, R.; Russo, V.; Turco, R.; Tesser, R.; Di Serio, M.; Santacesaria, E. Glycerol chlorination in a gas-liquid semibatch reactor: New catalysts for chlorohydrin production. Chin. J. Catal. 2014, 35, 663–669. [Google Scholar]
- Hu, W.; Zhang, Y.; Huang, Y.; Wang, J.; Gao, J.; Xu, J. Selective esterification of glycerol with acetic acid to diacetin using antimony pentoxide as reusable catalyst. J. Energy Chem. 2015, 24, 632–636. [Google Scholar]
- Yusoff, M.H.M.; Abdullah, A.Z. Catalytic behavior of sulfated zirconia supported on SBA-15 as catalyst in selective glycerol esterification with palmitic acid to monopalmitin. J. Taiwan Inst. Chem. Eng. 2016, 60, 199–204. [Google Scholar]
- Gao, X.; Zhu, S.; Li, Y. Graphene oxide as a facile solid acid catalyst for the production of bioadditives from glycerol esterification. Catal. Commun. 2015, 62, 48–51. [Google Scholar] [CrossRef]
- Ishak, Z.I.; Sairi, N.A.; Alias, Y.; Aroua, M.K.T.; Yusoff, R. Production of glycerol carbonate from glycerol with aid of ionic liquid as catalyst. Chem. Eng. J. 2016, 297, 128–138. [Google Scholar] [CrossRef]
- Munshi, M.K.; Biradar, P.S.; Gade, S.M.; Rane, V.H.; Kelkar, A.A. Efficient synthesis of glycerol carbonate/glycidol using 1,8-diazabicyclo [5.4.0] undec-7-ene (DBU) based ionic liquids as catalyst. RSC Adv. 2014, 4, 17124–17128. [Google Scholar]
- Liu, J.; Li, Y.; Zhang, J.; He, D. Glycerol carbonylation with CO2 to glycerol carbonate over CeO2 catalyst and the influence of CeO2 preparation methods and reaction parameters. Appl. Catal. A Gen. 2016, 513, 9–18. [Google Scholar]
- Fernandez, Y.; Arenillas, A.; Dıez, M.A.; Pis, J.J.; Menendez, J.A. Pyrolysis of glycerol over activated carbons for syngas production. J. Anal. Appl. Pyrolysis 2009, 84, 145–150. [Google Scholar]
- Liu, H.J.; Xu, Y.Z.; Zheng, Z.M.; Liu, D.H. 1,3-Propanediol and its copolymers: Research, development and industrialization. Biotechnol. J. 2010, 5, 1137–1148. [Google Scholar]
- Johnson, E.E.; Rehmann, L. The role of 1,3-propanediol production in fermentation of glycerol by Clostridium pasteurianum. Bioresour. Technol. 2016, 209, 1–7. [Google Scholar] [PubMed]
- Chen, X.; Zhang, D.J.; Qi, W.T.; Gao, S.J.; Xiu, Z.L.; Xu, P. Microbial fed-batch production of 1,3-propanediol by Klebsiella pneumoniae under micro-aerobic conditions. Appl. Microbiol. Biotechnol. 2003, 63, 143–146. [Google Scholar] [PubMed]
- Xu, Y.Z.; Guo, N.N.; Zheng, Z.M.; Ou, X.J.; Liu, H.J.; Liu, D.H. Metabolism in 1,3-propanediol fed-batch fermentation by a D-lactate deficient mutant of Klebsiella pneumoniae. Biotechnol. Bioeng. 2009, 104, 965–972. [Google Scholar] [CrossRef]
- Papanikolaou, S.; Fakas, S.; Fick, M.; Chevalot, I.; Galiotou-Panayotou, M.; Komaitis, M.; Marc, I.; Aggelis, G. Biotechnological valorisation of raw glycerol discharged after bio-diesel (fatty acid methyl esters) manufacturing process: Production of 1,3-propanediol, citric acid and single cell oil. Biomass Bioenergy 2008, 32, 60–71. [Google Scholar]
- Tang, X.M.; Tan, Y.S.; Zhu, H.; Zhao, K.; Shen, W. Microbial Conversion of Glycerol to 1,3-Propanediol by an Engineered Strain of Escherichia coli. Appl. Environ. Microb. 2009, 75, 1628–1634. [Google Scholar]
- Liu, H.J.; Zhang, D.J.; Xu, Y.H.; Mu, Y.; Sun, Y.Q.; Xiu, Z.L. Microbial production of 1,3-propanediol from glycerol by Klebsiella pneumoniae under micro-aerobic conditions up to a pilot scale. Biotechnol. Lett. 2007, 29, 1281–1285. [Google Scholar]
- Petrov, K.; Petrova, P. High production of 2,3-butanediol from glycerol by Klebsiella pneumoniae G31. Appl. Microbiol. Biotechnol. 2009, 84, 659–665. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.J.; Huang, H.; Ouyang, P.K. Microbial 2,3-butanediol production: A state-of-the-art review. Biotechnol. Adv. 2011, 29, 351–364. [Google Scholar] [PubMed]
- Petrov, K.; Petrova, P. Enhanced production of 2,3-butanediol from glycerol by forced pH fluctuations. Appl. Microbiol. Biotechnol. 2010, 87, 943–949. [Google Scholar]
- Nitayavardhana, S.; Khanal, S.K. Innovative biorefinery concept for sugar-based ethanol industries: Production of protein-rich fungal biomass on vinasse as an aquaculture feed ingredient. Bioresour. Technol. 2010, 101, 9078–9085. [Google Scholar] [PubMed]
- Durnin, G.; Clomburg, J.; Yeates, Z.; Alvarez, P.J.J.; Zygourakis, K.; Campbell, P.; Gonzalez, R. Understanding and Harnessing the Microaerobic Metabolism of Glycerol in Escherichia coli. Biotechnol. Bioeng. 2009, 103, 148–161. [Google Scholar] [PubMed]
- Harvey, B.G.; Meylemans, H.A. The role of butanol in the development of sustainable fuel technologies. J. Chem. Technol. Biotechnol. 2011, 86, 2–9. [Google Scholar]
- Taconi, K.A.; Venkataramanan, K.P.; Johnson, D.T. Growth and Solvent Production by Clostridium pasteurianum ATCC (R) 6013 (TM) Utilizing Biodiesel-Derived Crude Glycerol as the Sole Carbon Source. Environ Prog. Sustain. Energy 2009, 28, 100–110. [Google Scholar]
- Sarchami, T.; Johnson, E.; Rehmann, L. Optimization of fermentation condition favoring butanol production from glycerol by Clostridium pasteurianum DSM 525. Bioresour. Technol. 2016, 208, 73–80. [Google Scholar] [CrossRef]
- Petersen, A.B.; Na, R.; Wulf, H.C. Sunless skin tanning with dihydroxyacetone delays broad-spectrum ultraviolet photocarcinogenesis in hairless mice. Mutat. Res. 2003, 542, 129–138. [Google Scholar] [PubMed]
- Hu, Z.C.; Liu, Z.Q.; Zheng, Y.G.; Shen, Y.C. Production of 1,3-Dihydroxyacetone from Glycerol by Gluconobacter oxydans ZJB09112. J. Microbiol. Biotechnol. 2010, 20, 340–345. [Google Scholar] [PubMed]
- Habe, H.; Fukuoka, T.; Kitamoto, D.; Sakaki, K. Biotechnological production of d-glyceric acid and its application. Appl. Microbiol. Biotechnol. 2009, 84, 445–452. [Google Scholar]
- Habe, H.; Shimada, Y.; Yakushi, T.; Hattori, H.; Ano, Y.; Fukuoka, T.; Kitamoto, D.; Itagaki, M.; Watanabe, K.; Yanagishita, H. Microbial Production of Glyceric Acid, an Organic Acid That Can Be Mass Produced from Glycerol. Appl. Environ. Microbiol. 2009, 75, 7760–7766. [Google Scholar] [PubMed]
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)-Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [PubMed]
- Hong, A.A.; Cheng, K.K.; Peng, F.; Zhou, S.; Sun, Y.; Liu, C.M.; Liu, D.H. Strain isolation and optimization of process parameters for bioconversion of glycerol to lactic acid. J. Chem. Technol. Biotechnol. 2009, 84, 1576–1581. [Google Scholar]
- Mazumdar, S.; Clomburg, J.M.; Gonzalez, R. Escherichia coli strains engineered for homofermentative production of d-lactic acid from glycerol. Appl. Environ. Microbiol. 2010, 76, 4327–4336. [Google Scholar] [PubMed]
- Harry-O’kurua, R.E.; Gordon, S.H.; Klokkenga, M. Bio-generation of succinic acid by fermentation of Physaria fendleri seed polysaccharides. Ind. Crops Prod. 2015, 77, 116–122. [Google Scholar]
- Blankschien, M.D.; Clomburg, J.M.; Gonzalez, R. Metabolic engineering of Escherichia coli for the production of succinate from glycerol. Metab. Eng. 2010, 12, 409–419. [Google Scholar] [PubMed]
- Yuzbashev, T.V.; Yuzbasheva, E.Y.; Sobolevskaya, T.I.; Laptev, I.A.; Vybornaya, T.V.; Larina, A.S.; Matsui, K.; Fukui, K.; Sineoky, S.P. Production of Succinic Acid at Low pH by a Recombinant Strain of the Aerobic Yeast Yarrowia lipolytica. Biotechnol. Bioeng. 2010, 107, 673–682. [Google Scholar]
- Papanikolaou, S.; Muniglia, L.; Chevalot, I.; Aggelis, G.; Marc, I. Yarrowia lipolytica as a potential producer of citric acid from raw glycerol. J. Appl. Microbiol. 2002, 92, 737–744. [Google Scholar] [PubMed]
- Rymowicz, W.; Fatykhova, A.R.; Kamzolova, S.V.; Rywinska, A.; Morgunov, I.G. Citric acid production from glycerol-containing waste of biodiesel industry by Yarrowia lipolytica in batch, repeated batch, and cell recycle regimes. Appl. Microbiol. Biotechnol. 2010, 87, 971–979. [Google Scholar] [PubMed]
- Musial, I.; Cibis, E.; Rymowicz, W. Designing a process of kaolin bleaching in an oxalic acid enriched medium by Aspergillus niger cultivated on biodiesel-derived waste composed of glycerol and fatty acids. Appl. Clay Sci. 2011, 52, 277–284. [Google Scholar]
- Andre, A.; Diamantopoulou, P.; Philippoussis, A.; Sarris, D.; Komaitis, M.; Papanikolaou, S. Biotechnological conversions of bio-diesel derived waste glycerol into added-value compounds by higher fungi: Production of biomass, single cell oil and oxalic acid. Ind. Crop. Prod. 2010, 31, 407–416. [Google Scholar]
- Li, H.; Ding, X.; Zhao, Y.C.; Han, B.H. Preparation of mannitol-based ketal-linked porous organic polymers and their application for selective capture of carbon dioxide. Polymer 2016, 89, 112–118. [Google Scholar]
- Khan, A.; Bhide, A.; Gadre, R. Mannitol production from glycerol by resting cells of Candida magnolia. Bioresour. Technol. 2009, 100, 4911–4913. [Google Scholar] [PubMed]
- Saran, S.; Mukherjee, S.; Dalal, J.; Saxena, R.K. High production of erythritol from Candida sorbosivorans SSE-24 and its inhibitory effect on biofilm formation of Streptococcus mutans. Bioresour. Technol. 2015, 198, 31–38. [Google Scholar] [CrossRef] [PubMed]
- Rymowicz, W.; Rywinska, A.; Marcinkiewicz, M. High-yield production of erythritol from raw glycerol in fed-batch cultures of Yarrowia lipolytica. Biotechnol. Lett. 2009, 31, 377–380. [Google Scholar]
- Koganti, S.; Kuo, T.M.; Kurtzman, C.P.; Smith, N.; Ju, L.K. Production of arabitol from glycerol: Strain screening and study of factors affecting production yield. Appl. Microbiol. Biotechnol. 2011, 90, 257–267. [Google Scholar] [PubMed]
- Prabisha, T.P.; Sindhua, R.; Binoda, P.; Sankar, V.; Raghu, K.G.; Pandey, A. Production and characterization of PHB from a novel isolate Comamonas sp. from a dairy effluent sample and its application in cell culture. Biochem. Eng. J. 2015, 101, 150–159. [Google Scholar] [CrossRef]
- Nikel, P.I.; Pettinari, M.J.; Galvagno, M.A.; Mendez, B.S. Poly(3-hydroxybutyrate) synthesis from glycerol by a recombinant Escherichia coli arca mutant in fed-batch microaerobic cultures. Appl. Microbiol. Biotechnol. 2008, 77, 1337–1343. [Google Scholar] [CrossRef]
- Ibrahim, M.H.A.; Steinbuchel, A. Poly(3-Hydroxybutyrate) Production from Glycerol by Zobellella denitrificans MW1 via High-Cell-Density Fed-Batch Fermentation and Simplified Solvent Extraction. Appl. Environ. Microbiol. 2009, 75, 6222–6231. [Google Scholar] [CrossRef] [PubMed]
- Sutar, P.N.; Vaidya, P.D.; Rodrigues, A.E. Glycerol-reforming kinetics using a Pt/C catalyst. Chem. Eng. Technol. 2010, 33, 1645–1649. [Google Scholar]
- Cheng, C.K.; Foo, S.Y.; Adesina, A.A. H2-rich synthesis gas production over Co/Al2O3 catalyst via glycerol steam reforming. Catal. Commun. 2010, 12, 292–298. [Google Scholar] [CrossRef]
- Cheng, C.K.; Foo, S.Y.; Adesina, A.A. Steam reforming of glycerol over Ni/Al2O3 catalyst. Catal. Today 2011, 178, 25–33. [Google Scholar]
- Cheng, C.K.; Foo, S.Y.; Adesina, A.A. Glycerol steam reforming over bimetallic Co-Ni/Al2O3. Ind. Eng. Chem. Res. 2010, 49, 10804–10817. [Google Scholar] [CrossRef]
- Adhikari, S.; Fernando, S.; Haryanto, A. Kinetics and reactor modeling of hydrogen production from glycerol via steam reforming process over Ni/CeO2 catalysts. Chem. Eng. Technol. 2009, 32, 541–547. [Google Scholar] [CrossRef]
- Dave, C.D.; Pant, K.K. Renewable hydrogen generation by steam reforming of glycerol over zirconia promoted ceria supported catalyst. Renew. Energy 2011, 36, 3195–3202. [Google Scholar] [CrossRef]
- Calles, J.A.; Carrero, A.; Vizcaíno, A.J.; Moreno, L.G. Hydrogen production by glycerol steam reforming over SBA-15-supported nickel catalysts: Effect of alkaline earth promoters on activity and stability. Catal. Today 2014, 227, 198–206. [Google Scholar]
- Wang, C.; Dou, B.; Chen, H.; Song, Y.; Xu, Y.; Du, X.; Luo, T.; Tan, C. Hydrogen production from steam reforming of glycerol by Ni–Mg–Al based catalysts in a fixed-bed reactor. Chem. Eng. J. 2013, 220, 133–142. [Google Scholar] [CrossRef]
- Dieuzeide, M.L.; Iannibelli, V.; Jobbagy, M.; Amadeo, N. Steam reforming of glycerol over Ni/Mg/γ-Al2O3 catalysts. Effect of calcination temperatures. Int. J. Hydrogen Energy 2012, 37, 14926–14930. [Google Scholar] [CrossRef]
- Dieuzeide, M.L.; Laborde, M.; Amadeo, N.; Cannilla, C.; Bonura, G.; Frusteri, F. Hydrogen production by glycerol steam reforming: How Mg doping affects the catalytic behaviour of Ni/Al2O3 catalysts. Int. J. Hydrogen Energy 2016, 41, 157–166. [Google Scholar] [CrossRef]
- Seung-hoon, K.; Jae-sun, J.; Eun-hyeok, Y.; Kwan-Young, L.; Ju, M.D. Hydrogen production by steam reforming of biomass-derived glycerol over Ni-based catalysts. Catal. Today 2014, 228, 145–151. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Xu, C.H.; Meng, J.; Zheng, C.F.; Xiao, H.W.; Chen, J.; Zhang, Y.X. Glycerol steam reforming to syngas over Ni-based catalysts on commercial Linde-type 5A zeolite modified by metal oxides. J. Environ. Chem. Eng. 2014, 2, 598–604. [Google Scholar] [CrossRef]
- Gallegos-Suárez, E.; García-García, F.R.; González-Jiménez, I.D.; Rodríguez-Ramos, I.; Guerreo-Ruiz, A.; Li, K. Ceramic hollow fibres catalytic enhanced reactors for glycerol steam reforming. Catal. Today 2014, 233, 21–30. [Google Scholar] [CrossRef]
- Shao, S.; Shi, A.W.; Liu, C.L.; Yang, R.Z.; Dong, W.S. Hydrogen production from steam reforming of glycerol over Ni/CeZrO catalysts. Fuel Process. Technol. 2014, 125, 1–7. [Google Scholar] [CrossRef]
- Kousi, K.; Chourdakis, N.; Matralis, H.; Kontarides, D.; Papadopoulou, C.; Verykios, X. Glycerol steam reforming over modified Ni-based catalysts. Appl. Catal. A Gen. 2016. [Google Scholar] [CrossRef]
- Bobadilla, L.F.; Penkova, A.; Álvarez, A.; Domínguez, M.I.; Romero-Sarria, F.; Centeno, M.A.; Odriozola, J.A. Glycerol steam reforming on bimetallic NiSn/CeO2–MgO–Al2O3 catalysts: Influence of the support, reaction parameters and deactivation/regeneration processes. Appl. Catal. A Gen. 2015, 492, 38–47. [Google Scholar] [CrossRef]
- Go, Y.J.; Go, G.S.; Lee, H.J.; Moon, D.J.; Park, N.C.; Kim, Y.C. The relation between carbon deposition and hydrogen production in glycerol steam reforming. Int. J. Hydrogen Energy 2015, 40, 11840–11847. [Google Scholar]
- Yurdakul, M.; Ayas, N.; Bizkarra, K.; El Doukkali, M.; Cambra, J.F. Preparation of Ni-based catalysts to produce hydrogen from glycerol by steam reforming process. Int. J. Hydrogen Energy 2016, 41, 8084–8091. [Google Scholar] [CrossRef]
- Sundari, R.; Vaidya, P.D. Reaction Kinetics of Glycerol Steam Reforming Using a Ru/Al2O3. Catal. Energy Fuels 2012, 26, 4195–4204. [Google Scholar]
- Hirai, T.; Ikenaga, N.; Miyake, T.; Suzuki, T. Production of Hydrogen by Steam Reforming of Glycerin on Ruthenium Catalyst. Energy Fuels 2005, 19, 1761–1762. [Google Scholar]
- Sanchez, E.A.; Comelli, R.A. Hydrogen production by glycerol steam-reforming over nickel and nickel-cobalt impregnated on alumina. Int. J. Hydrogen Energy 2014, 39, 8650–8655. [Google Scholar]
- Araque, M.; Martínez, L.M.T.; Vargas, J.C.; Centeno, M.A.; Roger, A.C. Effect of the active metals on the selective H2 production in glycerol steam reforming. Appl. Catal. B Environ. 2012, 125, 556–566. [Google Scholar] [CrossRef]
- Pompeo, F.; Santori, G.; Nichio, N.N. Hydrogen and/or syngas from steam reforming of glycerol. Study of platinum catalysts. Int. J. Hydrogen Energy 2010, 35, 8912–8920. [Google Scholar] [CrossRef]
- Pompeo, F.; Santori, G.F.; Nichio, N.N. Hydrogen production by glycerol steam reforming with Pt/SiO2 and Ni/SiO2 Catalysts. Catal. Today 2011, 172, 183–188. [Google Scholar] [CrossRef]
- Pastor-Pérez, L.; Merlo, A.; Buitrago-Sierra, R.; Casella, M.; Sepúlveda-Escribano, A. Document Bimetallic PtSn/C catalysts obtained via SOMC/M for glycerol steam reforming. J. Colloid Interface Sci. 2015, 459, 160–166. [Google Scholar] [CrossRef]
- Sad, M.E.; Duarte, H.A.; Vignatti, C.; Padrò, C.L.; Apesteguì, C.R. Steam reforming of glycerol: Hydrogen production optimization. Int. J. Hydrogen Energy 2015, 40, 6097–6106. [Google Scholar]
- Surendar, M.; Sagar, T.V.; Raveendra, G.; Kumar, M.A.; Lingaiah, N.; Rao, K.R.; Prasad, P.S. Pt doped LaCoO3 perovskite: A precursor for a highly efficient catalyst for hydrogen production from glycerol. Int. J. Hydrogen Energy 2016, 41, 2285–2297. [Google Scholar]
- Ramesh, S.; Yang, E.H.; Jung, J.S.; Moon, D.J. Copper decorated perovskite an efficient catalyst for low temperature hydrogen production by steam reforming of glycerol. Int. J. Hydrogen Energy 2015, 40, 11428–11435. [Google Scholar] [CrossRef]
- Mitran, G.; Pavel, O.D.; Florea, M.; Mieritz, D.G.; Seo, D.K. Hydrogen production from glycerol steam reforming over molybdena–alumina catalysts. Catal. Commun. 2016, 77, 83–88. [Google Scholar]
- Iulianelli, A.; Dalena, F.; Liguori, S.; Calabrò, V.; Basile, A. Membrane reactors for steam reforming of glycerol and acetic acid. In Membrane Reactors for Energy Applications AND Basic Chemical Production; Basile, A., Hai, F., Di Paola, L., Piemonte, V., Eds.; Woodhead: Amsterdam, NL, USA, 2015; Chapter 8; pp. 249–266. [Google Scholar]
- Basile, A.; Iulianelli, A.; Liguori, S. Membrane reactor: An integrated “membrane + reaction” system. In Integrated Membrane Systems and Processes; Basile, A., Charcosset, C., Eds.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2016; Chapter 9; pp. 231–253. ISBN 978-1-118-73908-2. [Google Scholar]
- Iulianelli, A.; Liguori, S.; Wilcox, J.; Basile, A. Advances on methane steam reforming to produce hydrogen through membrane reactors technology: A review. Catal. Rev. Sci. Eng. 2016, 58, 1–35. [Google Scholar] [CrossRef]
- Iulianelli, A.; Liguori, S.; Longo, T.; Basile, A. Inorganic membrane and membrane reactor technologies for hydrogen production. In Hydrogen Production: Prospects and Processes; Honery, D.R., Moriarty, P., Eds.; Series: Energy Science, Engineering and Technology; Nova Science Publishers: Victoria, Australia, 2012; Chapter 12; pp. 377–398. ISBN 978-1-62100-246-8. [Google Scholar]
- Briceño, K.; Iulianelli, A.; Montané, D.; Garcia-Valls, R.; Basile, A. Carbon molecular sieve membranes supported on non-modified ceramic tubes for hydrogen separation in membrane reactors. Int. J. Hydrogen Energy 2012, 37, 13536–13544. [Google Scholar]
- Iulianelli, A.; Basile, A. Hydrogen production from ethanol via inorganic membrane reactors technology: A review. Catal. Sci. Technol. 2011, 1, 366–379. [Google Scholar] [CrossRef]
- Basile, A.; Iulianelli, A.; Tong, J. Single-stage hydrogen production and separation from fossil fuels using micro- and macromembrane reactors. In Compendium of Hydrogen Energy, Hydrogen Production and Purification; Subramani, V., Basile, A., Veziroglu, T.N., Eds.; Series in Energy: Number 83; Woodhead Publishing: Amsterdam, NL, USA, 2015; Chapter 15; Volume 1, pp. 445–468. [Google Scholar]
- Basile, A.; Iulianelli, A.; Longo, T.; Liguori, S.; De Falco, M. Pd-based Selective Membrane State-of-the-Art. In Membrane Reactors for Hydrogen Production Processes; De Falco, L.M.M., Iaquaniello, G., Eds.; Springer: London, UK; Dordrecht, The Netherlands; Heidelberg, Germany; New York, NY, USA, 2011; Chapter 2; pp. 21–55. ISBN 978-0-85729-150-9. [Google Scholar]
- Liguori, S.; Iulianelli, A.; Dalena, F.; Pinacci, P.; Drago, F.; Broglia, M.; Huang, Y.; Basile, A. Performance and long-term stability of Pd/PSS and Pd/Al2O3 for hydrogen separation. Membranes 2014, 4, 143–162. [Google Scholar] [CrossRef]
- Iulianelli, A.; Alavi, M.; Bagnato, G.; Liguori, S.; Wilcox, J.; Rahimpour, M.R.; Eslamlouyan, R.; Anzelmo, B.; Basile, A. Supported Pd-Au membrane reactor for hydrogen production: Membrane preparation, characterization and testing. Molecules 2016, 21, 581–594. [Google Scholar]
- Iulianelli, A.; Liguori, S.; Morrone, P.; Basile, A. Membrane and membrane reactor technologies for COx purification of gaseous streams. In Advances in Chemistry Research; Taylor, J.C., Ed.; Nova Science Publishers: New York, NU, USA, 2012; Volume 16, ISBN 978-1-62081-395-9. [Google Scholar]
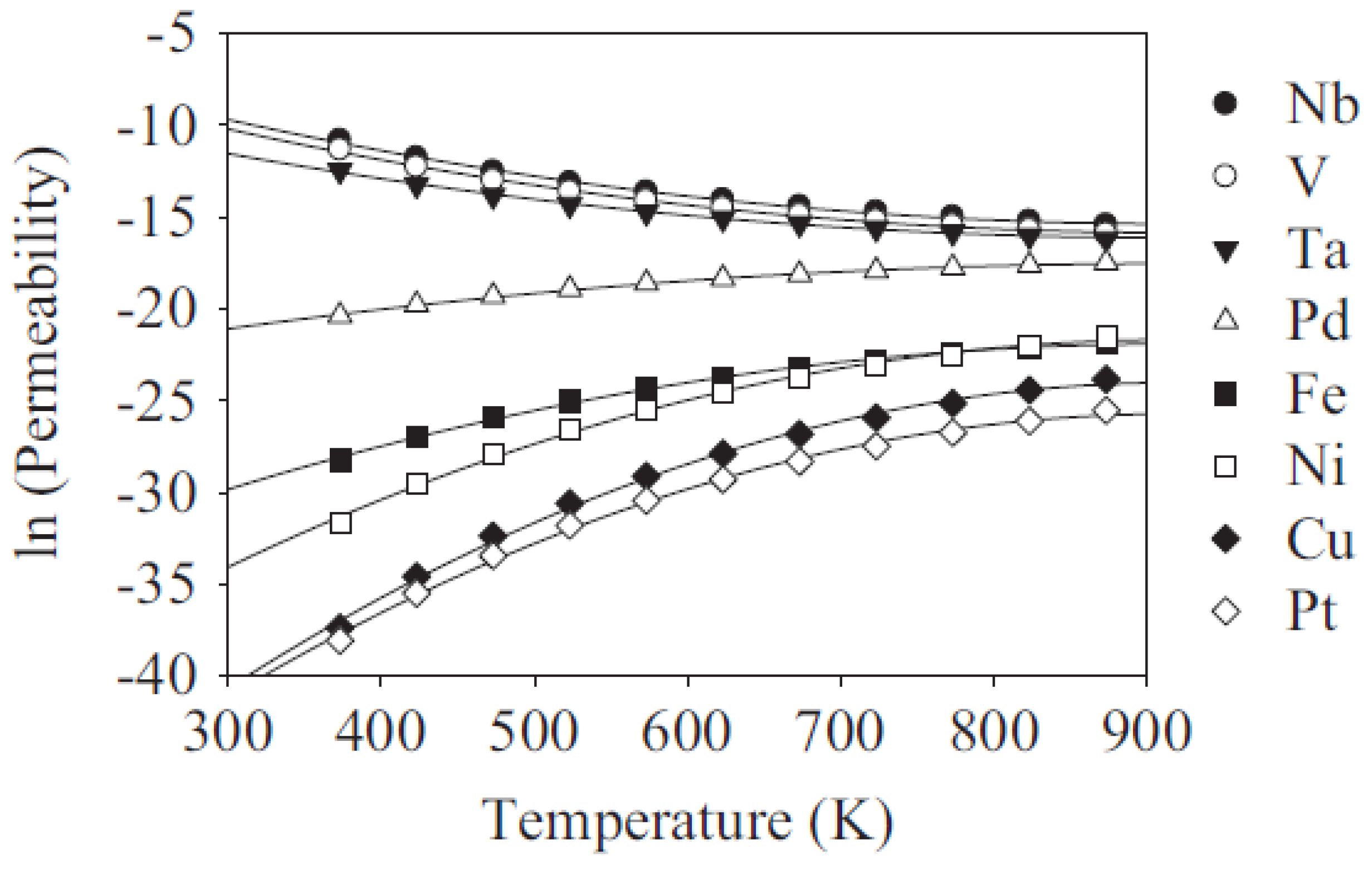
- Al-Mufachi, N.A.; Rees, N.V.; Steinberger-Wilkens, R. Hydrogen selective membranes: A review of palladium-based dense metal membranes. Renew. Sustain. Environ. Rev. 2015, 47, 540–551. [Google Scholar]
- Gallegos-Suárez, E.; Guerrero-Ruiz, A.; Rodríguez-Ramos, I. Efficient hydrogen production from glycerol by steam reforming with carbon supported ruthenium catalysts. Carbon 2016, 96, 578–587. [Google Scholar] [CrossRef]
- Zhang, B.; Tang, X.; Li, Y.; Xu, Y.; Shen, W. Hydrogen production from steam reforming of ethanol and glycerol over ceria-supported metal catalysts. Int. J. Hydrogen Environ. 2007, 32, 2367–2373. [Google Scholar]
- Iriondo, A.; Barrio, V.L.; Cambra, J.F.; Arias, P.L.; Guëmez, M.B.; Navarro, R.M.; Sánchez-Sánchez, M.C.; Fierro, J.L.G. Hydrogen production from glycerol over nickel catalysts supported on Al2O3 modified by Mg, Zr, Ce or La. Top. Catal. 2008, 49, 46–58. [Google Scholar] [CrossRef]
- Kim, J.; Lee, D. Glycerol steam reforming on supported Ru-based catalysts for hydrogen production for fuel cells. Int. J. Hydrogen Environ. 2013, 38, 11853–11862. [Google Scholar] [CrossRef]
- Fermoso, J.; He, L.; Chen, D. Production of high purity hydrogen by sorption enhanced steam reforming of crude glycerol. Int. J. Hydrogen Environ. 2012, 37, 14047–14054. [Google Scholar]
- Demsash, H.D.; Mohan, R. Steam reforming of glycerol to hydrogen over ceria promoted nickel alumina catalysts. Int. J. Hydrogen Energy 2016, 41, 22732–22742. [Google Scholar] [CrossRef]
- Kim, T.; Park, D. Preparation and characterization of Ni nanostructures coated on the substrates for glycerol steam reforming. J. Nanosci. Nanotechnol. 2017, 17, 2478–2481. [Google Scholar]
- Adhikari, S.; Fernando, S.; Haryanto, A. Production of hydrogen by SR of glycerin over alumina-supported metal catalyst. Catal. Today 2007, 129, 355–364. [Google Scholar] [CrossRef]
- Buffoni, I.N.; Pompeo, F.; Santori, G.F.; Nichio, N.N. Nickel catalysts applied in steam reforming of glycerol for hydrogen production. Catal. Commun. 2009, 10, 1656–1660. [Google Scholar] [CrossRef]
- Cui, Y.; Galvita, V.; Rihko-Struckmann, L.; Lorenz, H.; Sundmacher, K. Steam reforming of glycerol: The experimental activity of La1−xCexNiO3 catalyst in comparison to the thermodynamic reaction equilibrium. Appl. Catal. B Environ. 2009, 90, 29–37. [Google Scholar]
- Fu, M.; Xu, Q.; Qi, W.; Zhang, Z.; Zhang, S.; Yan, Y. Hydrogen production from glycerol steam reforming over Ni/La/Co/Al2O3 catalyst. Energy Source A Recov. Utiliz. Environ. Eff. 2016, 38, 2128–2134. [Google Scholar]
- Chiodo, V.; Freni, S.; Galvagno, A.; Mondello, N.; Frusteri, F. Catalytic features of Rh and Ni supported catalysts in the steam reforming of glycerol to produce hydrogen. Appl. Catal. A Gen. 2010, 381, 1–7. [Google Scholar] [CrossRef]
- Chen, H.; Ding, Y.; Cong, N.T.; Dou, B.; Dupont, V.; Ghadiri, M.; Williams, P.T. A comparative study on hydrogen production from steam-glycerol reforming: Thermodynamics and experimental. Renew. Energy 2011, 36, 779–788. [Google Scholar]
- Byrd, A.J.; Pant, K.K.; Gupta, R.B. Hydrogen production from glycerol by reforming in supercritical water over Ru/Al2O3 catalyst. Fuel 2008, 87, 2956–2960. [Google Scholar] [CrossRef]
- Lin, K.H.; Lin, W.H.; Hsiao, C.H.; Chang, H.F.; Chang, A.C.C. Hydrogen production in steam reforming of glycerol by conventional and membrane reactors. Int. J. Hydrogen Environ. 2012, 37, 13770–13776. [Google Scholar] [CrossRef]
- Wang, C.; Dou, B.; Chen, H.; Song, Y.; Xu, Y.; Du, X.; Zhang, L.; Luo, T.; Tan, C. Renewable hydrogen production from steam reforming of glycerol by Ni-Cu-Al, Ni-Cu-Mg, Ni-Mg catalysts. Int. J. Hydrogen Environ. 2013, 38, 3562–3571. [Google Scholar]
- Iulianelli, A.; Longo, T.; Liguori, S.; Basile, A. Production of hydrogen via glycerol steam reforming in a Pd-Ag membrane reactor over Co/Al2O3 catalyst. Asia Pac. J. Chem. Eng. 2010, 5, 138–145. [Google Scholar] [CrossRef]
- Iulianelli, A.; Seelam, P.K.; Liguori, S.; Longo, T.; Keiski, R.; Calabrò, V.; Basile, A. Hydrogen production for PEM fuel cell by gas phase reforming of glycerol as byproduct of bio-diesel. The use of a Pd-Ag membrane reactor at middle reaction temperature. Int. J. Hydrogen Environ. 2011, 36, 3827–3834. [Google Scholar] [CrossRef]
- Basile, A.; Iulianelli, A.; Bagnato, G.; Dalena, F. Hydrogen Production for PEM Fuel Cells. In Production of Hydrogen from Renewable Resources; Fang, Z., Smith, R.L., Qi, X., Eds.; Springer: Heidelberg, Germany, 2015; pp. 339–356. [Google Scholar]
- Chang, A.C.-C.; Lin, W.-H.; Lin, K.-H.; Hsiao, C.-H.; Chen, H.-H.; Chang, H.-F. Reforming of glycerol for producing hydrogen in a Pd/Ag membrane reactor. Int. J. Hydrogen Environ. 2012, 37, 13110–13117. [Google Scholar] [CrossRef]
- Lin, K.-H.; Chang, A.C.-C.; Lin, W.-H.; Chen, S.-H.; Chang, C.-Y.; Chang, H.-F. Autothermal steam reforming of glycerol for hydrogen production over packed-bed and Pd/Ag alloy membrane reactors. Int. J. Hydrogen Environ. 2013, 38, 12946–12952. [Google Scholar]
- Silva, J.M.; Soria, M.A.; Madeira, L.M. Challenges and strategies for optimization of glycerol steam reforming process. Renew. Sustain. Environ. Rev. 2015, 42, 1187–1213. [Google Scholar] [CrossRef]
- Davidson, S.D.; Zhang, H.; Sun, J.; Wang, Y. Supported metal catalysts for alcohol/sugar alcohol steam reforming. Dalton Trans. 2014, 43, 11782–11802. [Google Scholar] [CrossRef]
- Dou, B.; Song, Y.; Wang, C.; Chen, H.; Xu, Y. Hydrogen production from catalytic steam reforming of biodiesel byproduct glycerol: Issues and challenges. Renew. Sustain. Environ. Rev. 2014, 30, 950–960. [Google Scholar]
- Dal Santo, V.; Gallo, A.; Naldoni, A.; Guidotti, M.; Psaro, R. Bimetallic heterogeneous catalysts for hydrogen production. Catal. Today 2012, 197, 190–205. [Google Scholar]
- Gallo, A.; Pirovano, C.; Ferrini, P.; Marelli, M.; Psaro, R.; Santangelo, S.; Faggio, G.; Dal Santo, V. Influence of reaction parameters on the activity of ruthenium based catalysts for glycerol steam reforming. Appl. Catal. B Environ. 2012, 121–122, 40–49. [Google Scholar] [CrossRef]
- Bossola, F.; Evangelisti, C.; Allieta, M.; Psaro, R.; Recchia, S.; Dal Santo, V. Well-formed, size-controlled ruthenium nanoparticles active and stable for acetic acid steam reforming. Appl. Catal. B Environ. 2016, 181, 599–611. [Google Scholar]
- Silva, J.M.; Soria, M.A.; Madeira, L.M. Thermodynamic analysis of Glycerol Steam Reforming for hydrogen production with in situ hydrogen and carbon dioxide separation. J. Power Sources 2015, 273, 423–430. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Glycerol (w/w) | Methanol (w/w) | Soap (w/w) | MONG (w/w) | Ref. |
|---|---|---|---|---|---|
| Waste of palm oil | 87.1% | – | – | 5.5% | [21] |
| Jatropha oil | 18.0%–22.0% | 14.5% | 29.0% | 11.0%–21.0% | [22] |
| Soybean oil | 63.0% | 6.2% | – | – | [23] |
| Soybean oil | 22.9% | 10.9% | 26.2% | 23.5% | [23] |
| Soybean oil | 33.3% | 12.6% | 26.1% | 22.3% | [23] |
| Waste vegetable oil | 27.8% | 8.6% | 20.5% | 38.8% | [23] |
| Palm oil | 80.5% | 0.5% | – | <2.0% | [24] |
| Seed oils | 62.5%–76.6% | – | – | – | [25] |
| Used frying oil | 85.3% | – | – | 14.7% | [26] |
| Catalysts Group | Type of Catalyst | Advantage | Disadvantage |
|---|---|---|---|
| Homogeneous base catalyst | NaOH KOH | Very fast reaction rate The reaction can occur at mild reaction condition and less energy intensive High conversion can be achieved These catalysts are widely available and economical | The usage limits for oil with less than 0.5 wt % FFA Soap will be formed if the FFA content in the oil is more than 2 wt % Excessive soap formation will reduce the biodiesel yield and cause the problem during the product purification |
| Heterogeneous base catalyst | CaO MgO | Relatively faster reaction rate than acid catalysed transesterification The reaction can occur at mild reaction condition and less energy intensive Easy separation of catalyst from product High possibility to reuse and regenerate the catalyst | Sensitive to FFA content in the oil due to its basicity property Soap will be formed if the FFA content in the oil is more than 2 wt % Excessive soap formation will decrease the biodiesel yield and cause the problem during product purification Leaching of catalyst active sites may result to product contamination |
| Homogeneous acid catalyst | H2SO4 HCl | Insensitive to FFA content and water content in the oil Preferred-method if low-grade oil is used Esterification and transesterification can occur simultaneously The reaction can occur at mild reaction condition and less energy intensive More economical than base catalysed process | Very slow reaction rate Required high reaction temperature and high molar ratio of alcohol to oil Corrosive catalyst such as H2SO4 used can lead to corrosion on reactor and pipelines Separation of catalyst from product is problematic |
| Heterogeneous acid catalyst | ZrO2 TiO2 SnO2 Zeolite | Insensitive to FFA content and water content in the oil Preferred-method if low-grade oil is used Esterification and transesterification occur simultaneously Eliminate the washing step of biodiesel Easy separation of catalyst from product High possibility to reuse and regenerate the catalyst Reduce corrosion problem | Complicated catalyst synthesis procedures lead to higher cost Required high reaction temperature, high alcohol to oil molar Ratio and long reaction time are required Energy intensive Leaching of catalyst active sites may result to product contamination |
| Enzyme | Mucor miehei (Lipozym IM60) C. antarctica (Novozym435) Bacillus subtilis | Insensitive to FFA and water content in the oil Preferred-method flow-grade oil is used Transesterification can be carried out at a low reaction temperature, even lower than homogeneous base catalyst Only simple purification step is required | Very slow reaction rate, even slower than acid catalyzed transesterification High cost Sensitivity to alcohol, typically methanol that can deactivate the enzyme |
| Supercritical fluid | Noncatalytic | Potential and value of by-products. triacetin and glycerol carbonate were produced in supercritical methyl acetate and dimethyl carbonate technology, respectively High process flexibility of feedstock conditions. Impurities presence of water and FFA do not give any detrimental effects to the product yield | High energy consumption |
| Reaction Type | Product | Reactant | Catalyst | p (bar) | T (°C) | Ref. |
|---|---|---|---|---|---|---|
| Glycerol oxidation | Dihydroxyacetone | O2 | Pd–Ag/C | 3 | 80 | [30] |
| O2 | Pt/NCNT | – | 60 | [31] | ||
| O2 | Au/MWCNT | 3 | 60 | [32] | ||
| O2 | Pt/SiO2 | 1 | 100 | [33] | ||
| Glyceraldehyde | O2 | Pt/MCN | 3 | 40 | [34] | |
| O2 | Pt/SiO2 | 1 | 100 | [33] | ||
| Glyceric acid | O2 | Pt/MCN | 3 | 40 | [34] | |
| O2 | Pt/SiO2 | 1 | 100 | [33] | ||
| O2 | AuPdCZ | 3 | 60 | [35] | ||
| O2 | Ag/Al2O3 | 5 | 60 | [36] | ||
| O2 | Au/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pd/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pt/Al2O3 | 5 | 60 | [36] | ||
| O2 | Au/G | 5 | 80 | [37] | ||
| O2 | Au/CNF-R | 5 | 80 | [37] | ||
| O2 | Au/CNS | 5 | 80 | [37] | ||
| Glycolic acid | O2 | Au-Pt | 3 | 60 | [38] | |
| O2 | AuPdCZ | 3 | 60 | [35] | ||
| O2 | Ag/Al2O3 | 5 | 60 | [36] | ||
| O2 | Au/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pd/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pt/Al2O3 | 5 | 60 | [36] | ||
| O2 | Au/G | 5 | 80 | [37] | ||
| O2 | Au/CNF-R | 5 | 80 | [37] | ||
| O2 | Au/CNS | 5 | 80 | [37] | ||
| Hydroxypyruvic acid | O2 | PtBi/C | – | – | [39] | |
| O2 | Au/G | 5 | 80 | [37] | ||
| O2 | Au/CNF-R | 5 | 80 | [37] | ||
| O2 | Au/CNS | 5 | 80 | [37] | ||
| Mesoxalic acid | O2 | PtBi/C | – | – | [39] | |
| O2 | Au/G | 5 | 80 | [37] | ||
| O2 | Au/CNF-R | 5 | 80 | [37] | ||
| O2 | Au/CNS | 5 | 80 | [37] | ||
| Oxalic acid | O2 | AuPdCZ | 3 | 60 | [35] | |
| Tartronic acid | O2 | Ag/Al2O3 | 5 | 60 | [36] | |
| O2 | Au/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pd/Al2O3 | 5 | 60 | [36] | ||
| O2 | Pt/Al2O3 | 5 | 60 | [36] | ||
| O2 | Au/G | 5 | 80 | [37] | ||
| O2 | Au/CNF-R | 5 | 80 | [37] | ||
| O2 | Au/CNS | 5 | 80 | [37] | ||
| Glycerol reduction | 1,2-propanediol | H2 | Ru/Al2O3 | 25 | 180 | [40] |
| 1,3-propanediol | H2 | Ru/Al2O3 | 80 | 240 | [41] | |
| Ethylene glycol | H2 | Ru/Al2O3 | 25 | 200 | [42] | |
| H2 | Ru/ZrO2 | 80 | 240 | [35] | ||
| H2 | Ru/ZrO2 | 25 | 200 | [42] | ||
| H2 | Ru/C | 80 | 130 | [43] | ||
| H2 | 3% Ru–0.19% Cu/Al2O3 | 100 | 180 | [44] | ||
| H2 | 3% Ru–1% Cu/Al2O3 | 80 | 230 | [45] | ||
| H2 | 3% Ru–0.19% Cu/ZrO2 | 100 | 180 | [44] | ||
| H2 | 2.5% Ru–2.5% Cu/Al2O3 | 25 | 200 | [42] | ||
| Glycerol dehydrogenation | Acrolein | – | AlPO4-450 | 1 | 190–230 | [46] |
| – | AlPO4-650 | 1 | 190–230 | [46] | ||
| – | H-ZSM-5(50) | 1 | 170–230 | [46] | ||
| – | H-ZSM-5(30) | 1 | 170–230 | [46] | ||
| – | HY(5.2) | 1 | 170–230 | [46] | ||
| – | 12 wt % V2O5, V/P molar ratio of 0.2 | 1 | 325 | [47] | ||
| Glycerol halogenation | 1,3-dichloropropanol | HCl | Aspartic acid | 4.5 | 100 | [48] |
| HCl | Glutamic acid | 4.5 | 100 | [48] | ||
| HCl | Cystein | 4.5 | 100 | [48] | ||
| HCl | Glycolic acid | 4.5 | 100 | [48] | ||
| HCl | Diglycolic acid | 4.5 | 100 | [48] | ||
| HCl | Thioglycolic acid | 4.5 | 100 | [48] | ||
| Glycerol esterification | Monoglicerides | Acetic acid | Sb2O5 | 1 | 80–120 | [49] |
| Diacylglicerol | Palmitic acid | ZrSBA-15 | 1 | 160–180 | [50] | |
| Acetic acid | Graphene oxide | 1 | 120 | [51] | ||
| Acetic acid | ZSM-48 | 1 | 120 | [51] | ||
| Acetic acid | ZSM-5 | 1 | 120 | [51] | ||
| Acetic acid | H-mordenite | 1 | 120 | [51] | ||
| Acetic acid | WO3/ZrO2 | 1 | 120 | [51] | ||
| Acetic acid | MoO3/ZrO2 | 1 | 120 | [51] | ||
| Acetic acid | HPW/ZrO2 | 1 | 120 | [51] | ||
| Acetic acid | Cs2.5PW | 1 | 120 | [51] | ||
| Glycerol carbonate | diethyl carbonate | 1-Ethyl-3-methylimidazolium acetate | 1 | 120 | [52] | |
| diethyl carbonate | 1,8-diazabicyclo [5.4.0] undecenc-7-ene (DBU)-methanol | 1 | 100 | [53] | ||
| diethyl carbonate | CeO2 | 40 | 90–190 | [54] | ||
| Glycerol pyrolysis | Syngas | – | Bituminous carbon | 1 | 400–900 | [55] |
| – | Coconut shell | 1 | 400–900 | [55] |
| Product | Utilization | Organism | Fermentation Mode | Oxygen Availability | Yield (Product/Glycerol) | Productivity | Product Concentration | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1,3-Propanediol | Polytrimethylene terephthalate (PTT), carpets, special textile fibers, monofilaments, films, non-woven fabrics, polybutylene terephthalate (PBT) [56] | C. pasteurianum | Batch | Anaerobic | 0.14 g/g | – | 4.63 g/L | [57] |
| K. pneumoniae DSM 2026 | Fed-batch | Microaerobic | 0.52 mol/mol | 1.57 g/L/h | 59.50 g/L | [58] | ||
| K. pneumoniae LDH 526 | Fed-batch | Aerobic | 0.52 mol/mol | 2.13 g/L/h | 102.1 g/L | [59] | ||
| C. butyricum F2 | Batch | Anaerobic | 0.53 g/g | 1.05 g/L/h | 47.1 g/L | [60] | ||
| E. coli K12 | Fed-batch | Anaerobic | 90.2% | 2.61 g/L/h | 104.4 g/L | [61] | ||
| K. pneumoniae | Fed-batch | Anaerobic | 61 mol/mol | 2.2 g/L/h | 75 g/L | [62] | ||
| K. pneumoniae G31 | Fed-batch | Microaerobic | 0.36 mol/mol | 0.18 g/L/h | 49.2 g/L | [63] | ||
| 2,3-Butanediol | Plastics, anti-freeze solutions, methyl ethyl ketone production, 1,3-butadiene (used to produce synthetic rubber), diacetyl and to precursors of polyurethane (used in the pharmaceutical and cosmetics industries) [64] | K. pneumoniae G31 | Fed-batch | Aerobic | 0.39 g/g | 0.47 g/L/h | 70.0 g/L | [65] |
| Ethanol | Food and chemical industries [66] | C. pasteurianum | Batch | Anaerobic | 0.06 g/g | – | 1.87 g/L | [57] |
| E. coli SY 4 | Batch | Microaerobic | 85% | 0.15 g/L/h | 7.8 g/L | [67] | ||
| C. pasteurianum | Batch | Anaerobic | 0.29 g/g | – | 7.85 g/L | [57] | ||
| Butanol | Paints, lacquers, and resin formulations [68] | C. pasteurianum | Batch | Anaerobic | 0.36 g/g | – | 1.8 g/L | [69] |
| C. pasteurianum DSM 525 | Batch | Anaerobic | 0.34 mol/mol | – | 7 g/L | [70] | ||
| Dihydroxyacetone | Skin care products [71] | G. oxydans ZJB09112 | Fed-batch | Aerobic | 88.7% | – | 161.9 g/L | [72] |
| Glyceric acid | Chemical and pharmaceutical industries and for the production of polymers [73] | G. frateurii NBRC103465 | Fed-batch | Aerobic | 0.76 g/g | 0.81 g/L/h | 136.5 g/L | [74] |
| A. tropicalis NBRC16470 | Fed-batch | Aerobic | 0.46 g/g | 0.71 g/L/h | 101.8 g/L | [74] | ||
| Lactic acid | Food industry, acrylic acid and 1,2 propanediol used in polyester resins and polyurethane [75] | E. coli AC-521 | Fed-batch | Aerobic | 0.9 mol/mol | 0.49 g/g/h | 85.8 g/L | [76] |
| E. coli LA02Δdld | Batch | Microaerobic | 0.83 g/g | 1.25 g/g//h | 32 g/L | [77] | ||
| Succinic acid | Pharmaceuticals, antibiotics, amino acids, vitamins, green solvents, and biodegradable plastics [78] | engineered E. coli | Batch | Microaerobic | 0.69 g/g | ~4 g/g/h | 14 g/L | [79] |
| Y. lipolytica Y-3314 | Batch | Oxygen limited | 0.45 g/g | – | 45 g/L | [80] | ||
| Citric acid | agro-industrial products [81] | Y. lipolytica | Repeated batch | Aerobic | 0.77 g/g | 0.85 g/L/h | 124.2 g/L | [82] |
| Oxalic acid | Manufacture industries, paper and detergents industries [83] | A. niger | Batch | Aerobic | 0.62 g/g | – | 21 g/L | [84] |
| Mannitol | Food and pharmaceutical industries [85] | C. magnoliae | Batch | Aerobic | 0.51 g/g | 0.53 g/L/h | 51 g/L | [86] |
| Erythritol | Food industries [87] | Y. lipolytica Wratislavia K1 | Fed-batch | Aerobic | 0.56 g/g | 1.0 g/L/h | 170 g/L | [88] |
| Arabitol | Food industries [89] | D. hansenii SBP1 | Batch | Aerobic | 0.50 g/g | 0.12 g/L/h | 14 g/L | [89] |
| PHB | Production of polymers [90] | E. coli Arc2 | Fed-batch | Microaerobic | – | 0.18 g/L/h | 10.81 g/L | [91] |
| Z. denitrificans MW1 | Fed-batch | Aerobic | 0.25 g/g | 1.09 g/L/h | 54.3 g/L | [92] |
| Catalyst Type | α * | β ** | Ea (kJ/mol) | Ref. |
|---|---|---|---|---|
| Pt/C | 1 | – | – | [93] |
| Co/Al2O3 | 0.10 | 0.4 | 67.2 | [94] |
| Ni/Al2O3 | 0.48 | 0.34 | 60.0 | [95] |
| Co-Ni/Al2O3 | 0.25 | 0.36 | 63.3 | [96] |
| Ni/CeO2 | 0.233 | – | 103.4 | [97] |
| Ni-ZrO2/CeO2 | 0.3 | – | 43.4 | [98] |
| NiO-MgO/Al2O3 45.1-24.1/30.8 | 0.895 | – | 131.6 | [99] |
| NiO-MgO/Al2O3 34.4-18.5/47.1 | 0.936 | – | 74.6 | [100] |
| NiO-MgO/Al2O3 24.1-26.1/49.8 | 0.977 | – | 37.8 | [100] |
| Type of Reactor | Catalyst | T (°C) | Conversion (%) | Ref. |
|---|---|---|---|---|
| CR | Ni/Al2O3 | 635 | 100 | Demsash & Mohan [139] |
| CR | Ni/ZrO2 | 600 | 100 | Iriondo et al. [136] |
| CR | Ni/Al2O3 | 920 | 95 | Adikari et al. [141] |
| CR | Ni/CrO2 | 400 | 100 | Chen et al. [143] |
| CR | Ni/CeO2/Al2O3 | 600 | 92 | Buffoni et al. [142] |
| CR | Rh/CeO2/Al2O3 | 920 | 78 | Adikari et al. [141] |
| CR | Pt/CeZrO2/Y2O3 | 600 | 81 | Cui et al. [143] |
| CR | Co/Al2O3 | 550 | 65 | Cheng et al. [94] |
| CR | Rh/Al2O3 | 630 | 85 | Chiodo et al. [146] |
| CR | Ru/Al2O3 | 720 | 100 | Byrd et al. [147] |
| CR | Ni/CeO2/Al2O3 | 800 | 96 | Lin et al. [148] |
| CR | Ni/Cu/Al | 650 | 91 | Wang et al. [149] |
| CR | Co/Al2O3 | 400 | 40 | Iulianelli et al. [150] |
| CR | Ru/Al2O3 | 400 | 45 | Iulianelli et al. [151] |
| Pd-Ag/PSS MR | Ni/CeO2/Al2O3 | 450 | 27 | Lin et al. [148] |
| Pd-Ag MR | Co/Al2O3 | 400 | 94 | Iulianelli et al. [150] |
| Pd-Ag MR | Ru/Al2O3 | 400 | 57 | Iulianelli et al. [151] |
| Pd-Ag/PSS MR | Ni/CeO2/Al2O3 | 400 | 24 | Chang et al. [153] |
| Pd-Ag/PSS MR | Ni/CeO2/Al2O3 | 450 | 95 | Lin et al. [154] |
| Type of Reactor | Pd or Pd-Alloy Layer | T (°C) | p (bar) | H2 Recovery (a) | H2 Yield (b) | Ref. |
|---|---|---|---|---|---|---|
| Pd-Ag/PSS | 33 | 450 | – | – | 35 | Lin et al. [148] |
| Pd-Ag MR | 50 | 400 | 1.0 | 63 | 39 | Iulianelli et al. [150] |
| Pd-Ag MR | 50 | 400 | 5.0 | 56 | 28 | Iulianelli et al. [151] |
| Pd-Ag/PSS | 25 | 450 | 3 | 40 | 80 | Chang et al. [153] |
| Pd-Ag/PSS | 27 | 4 | 1 | – | 44 | Lin et al. [154] |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bagnato, G.; Iulianelli, A.; Sanna, A.; Basile, A. Glycerol Production and Transformation: A Critical Review with Particular Emphasis on Glycerol Reforming Reaction for Producing Hydrogen in Conventional and Membrane Reactors. Membranes 2017, 7, 17. https://doi.org/10.3390/membranes7020017
Bagnato G, Iulianelli A, Sanna A, Basile A. Glycerol Production and Transformation: A Critical Review with Particular Emphasis on Glycerol Reforming Reaction for Producing Hydrogen in Conventional and Membrane Reactors. Membranes. 2017; 7(2):17. https://doi.org/10.3390/membranes7020017
Chicago/Turabian StyleBagnato, Giuseppe, Adolfo Iulianelli, Aimaro Sanna, and Angelo Basile. 2017. "Glycerol Production and Transformation: A Critical Review with Particular Emphasis on Glycerol Reforming Reaction for Producing Hydrogen in Conventional and Membrane Reactors" Membranes 7, no. 2: 17. https://doi.org/10.3390/membranes7020017
APA StyleBagnato, G., Iulianelli, A., Sanna, A., & Basile, A. (2017). Glycerol Production and Transformation: A Critical Review with Particular Emphasis on Glycerol Reforming Reaction for Producing Hydrogen in Conventional and Membrane Reactors. Membranes, 7(2), 17. https://doi.org/10.3390/membranes7020017