
Structural Analysis and Experimental Study on the Spherical Seal of a Subsea Connector Based on a Non-Standard O-Ring Seal

 ,
,
Abstract
:1. Introduction
2. Model and Parameters of the Sealing Structure
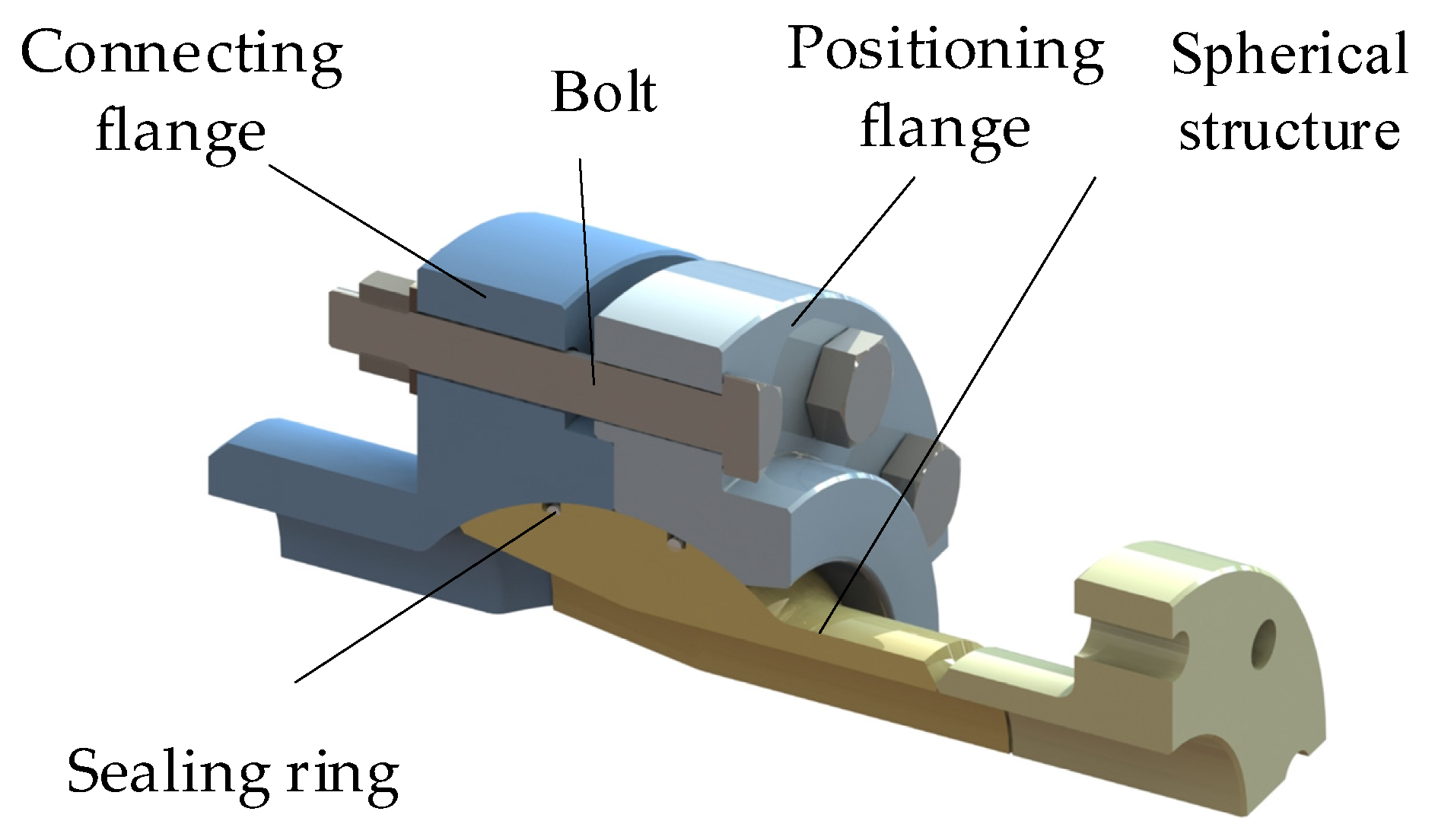
2.1. Structural Model of the Spherical Flange Connector
2.2. Mooney–Rivlin Constitutive Model of O-Ring
2.3. Form of Contact between the Rubber Material and a Rigid Rough Surface
2.4. Determination of Rubber Material Parameters C10, C01 and Its Hardness
3. Study on Non-Standard O-ring Spherical Sealing Groove
3.1. Design Criteria
- A good sealing effect of an O-ring depends to a large extent on the correct matching of the O-ring size to the groove size.
- The O-ring is required to have enough compression and there should be enough compensation space in the groove of the sealing ring.
- The O-ring has a certain stretching rate, which can ensure that the O-ring can clamp the sealing groove.
3.2. Determination of the Position and Size of the Sealing Groove
4. Finite Element Analysis of a Non-Standard spherical sealing structure using O-rings
4.1. Establishment of ANSYS Finite Element Model
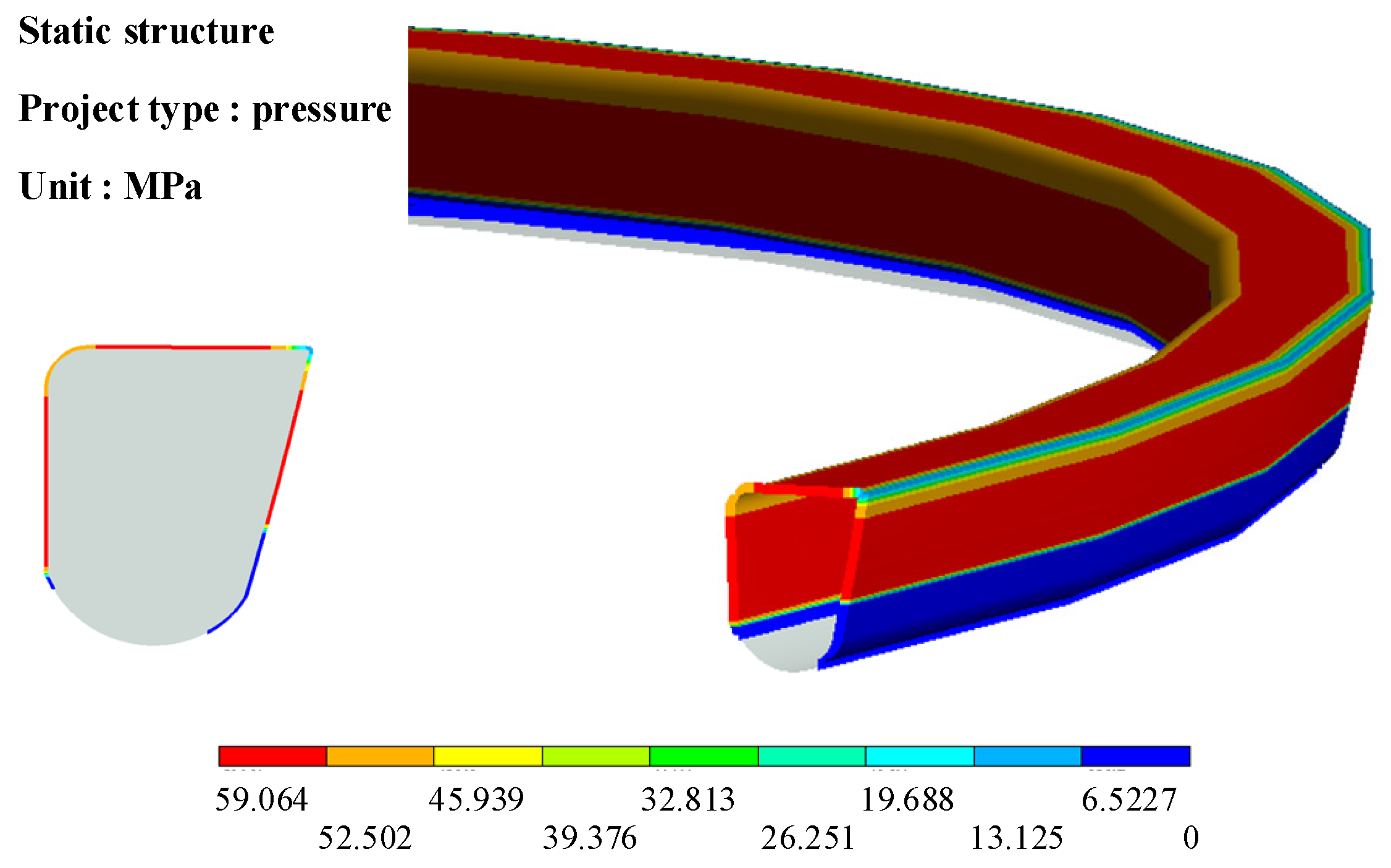
4.2. Influence of Medium Pressure on Sealing Performance
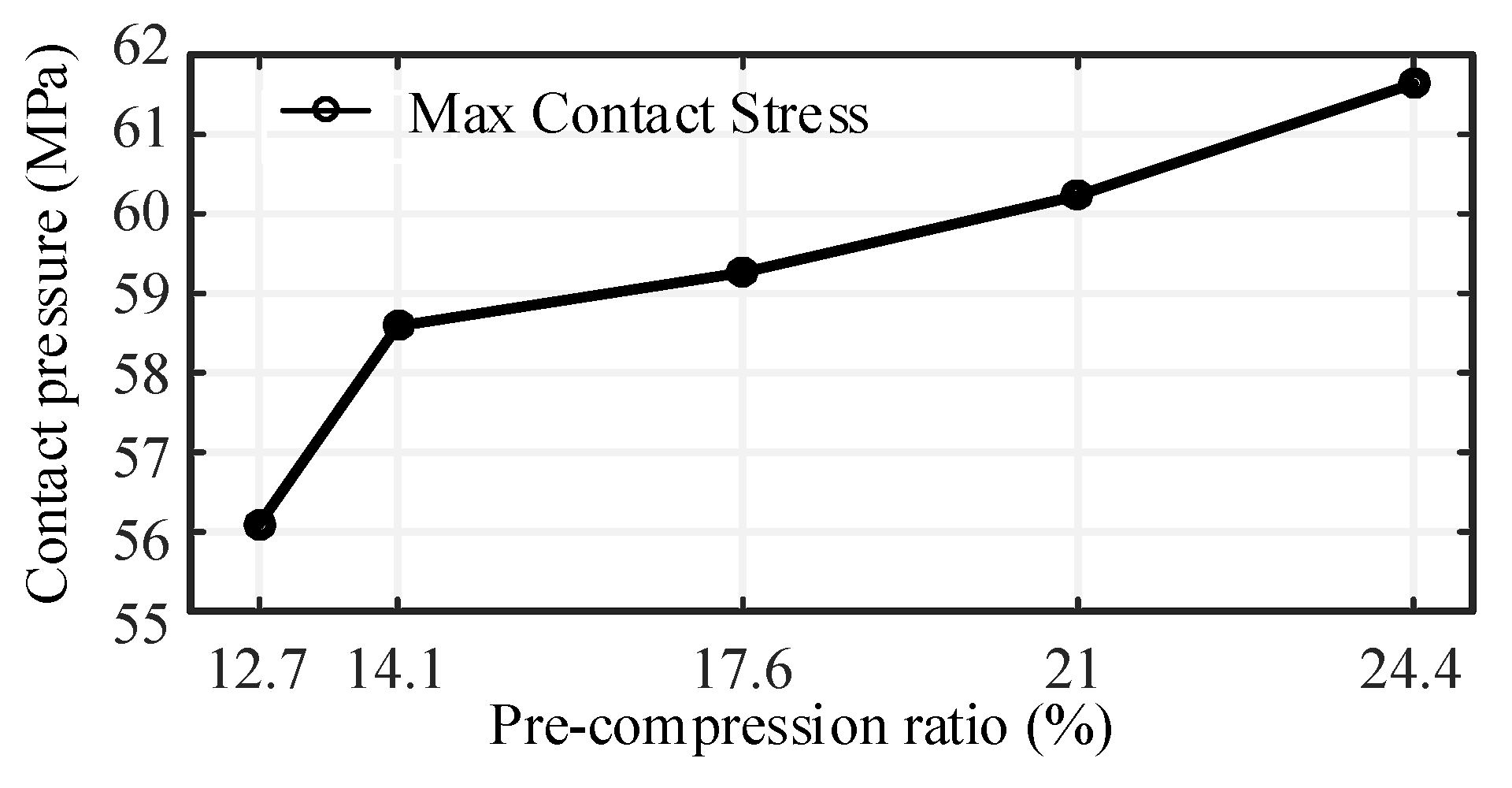
4.3. Influence of Compression Ratio of the Non-Standard Groove O-ring on Sealing Performance
5. Inner Cavity Sealing Test
5.1. Model of the Test Device
5.2. Test Procedure
- Install the adapter of the hydraulic pump pipe and connect it to the upper flange interface, and put the assembled test device on the press test bench;
- Press the moving end of the press against the upper flange of the device and apply pressure to compress and deform the internal O-ring to reach the pre-compression amount, and also restrain the upper and lower flanges from moving up and down after the pressure was applied;
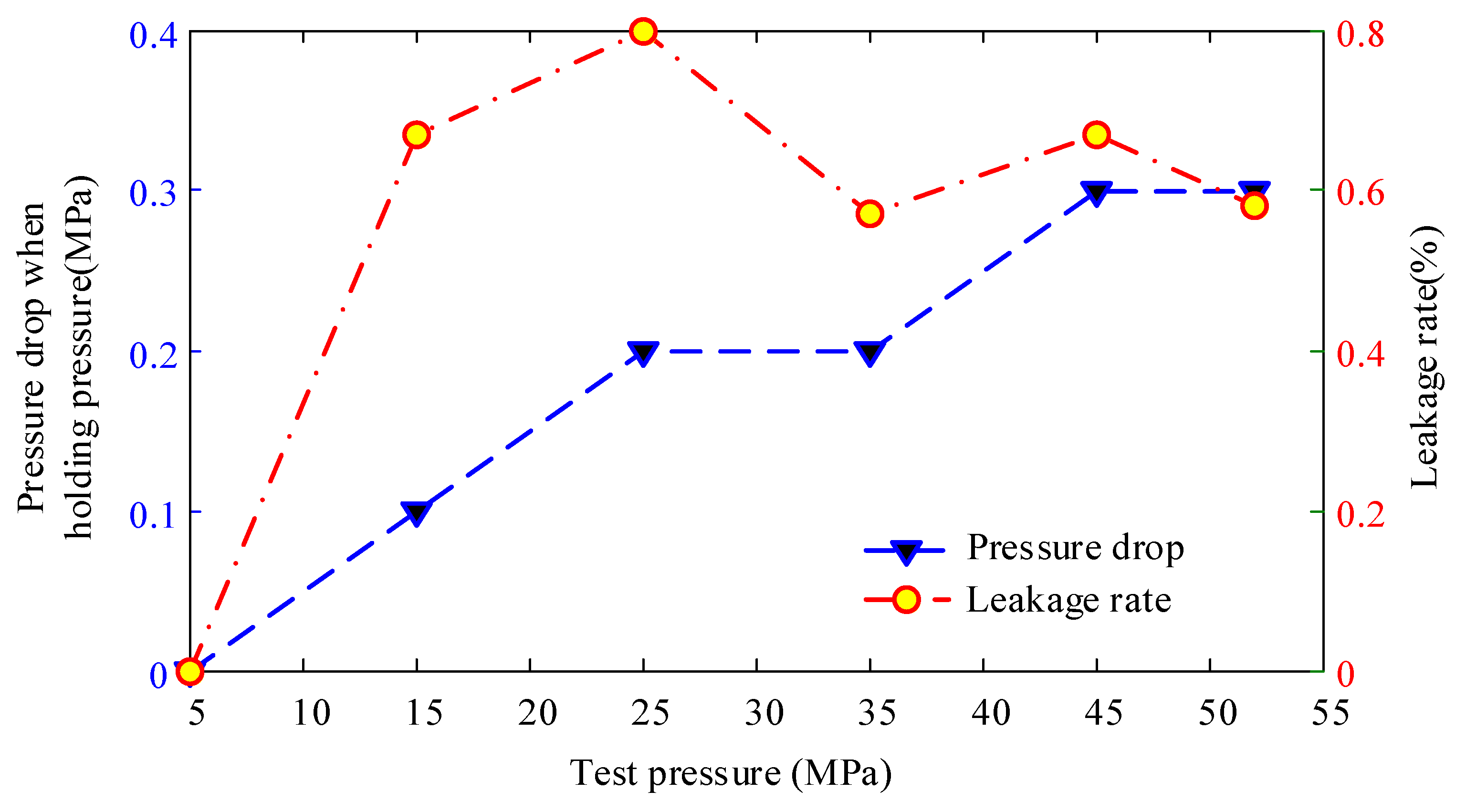
- Open the hydraulic pump valve and slowly apply pressure to the inner cavity of the test device, reaching 5 MPa, 15 MPa, 25 MPa, 35 MPa, 45 MPa, and 52 MPa respectively, and hold the pressure for 15 min at each pressure stage, then record the data.
5.3. Analysis of Test Results
6. Conclusions
- Based on nonlinear theory, the constant parameters of Mooney–Rivlin constitutive model of the O-ring material were determined, C10 and C01 were 1.9461 and 0.4619 respectively, and its Shore hardness was about 86 HA. The surface contact relationship between the elastomer and the rigid body was analysed, and the friction coefficient between them was determined to be 0.2.
- The dimensions of the O-ring spherical sealing groove are required to ensure the compression ratio of the O-ring. Referring to the dimensional design of a standard shaft structure groove, the dimensional design of the spherical groove was developed from the perspective of groove volume and O-ring volume, and the width and depth of the spherical groove were determined to be 9.5 mm and 5.85 mm, respectively, and the installation position of the O-ring was determined.
- The influence on the spherical sealing structure using O-rings was explored from two aspects, including pressure and compression ratio. The results revealed that the internal von Mises stress and the maximum contact surface pressure of the O-ring increase with the increase of pressure or compression ratio. Through the finite element calculation results, it was found that the main sealing contact width of the O-ring was maximum when the compression ratio was 17.6%, which made the sealing effect of the O-ring reach a more ideal state.
- The pressure test and pressure-holding of the spherical sealing structure was performed, the results of the pressure test of the test device confirmed that the leakage rate of the spherical sealing structure using O-rings was very small, and the sealing effect was good. In this study, a non-standard spherical sealing structure using O-rings was analysed and verified, and it was identified that the structure can be directly used in the design and manufacture of subsea connectors and subsea valve products, the results emerged from this study may be of assistance to provide a reference for the sealing design of the spherical structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bai, Y.; Bai, Q. Subsea Pipelines and Risers; Elsevier: Oxford, UK, 2005. [Google Scholar] [CrossRef]
- Yun, F.H.; Wang, L.Q.; Liu, J.; Liu, T. Optimization analysis and experimental research on seal of subsea collet connector. J. Huazhong Univ. Sci. Technol. 2017, 45, 23–28+56. [Google Scholar] [CrossRef]
- Yun, F.; Wang, G.; Yan, Z.; Jia, P.; Xu, X.; Wang, L.; Sun, H.; Liu, W. Analysis of Sealing and Leakage Performance of the Subsea Collet Connector with Lens-Type Sealing Structure. J. Mar. Sci. Eng. 2020, 8, 444. [Google Scholar] [CrossRef]
- Watkins, B.J.; Regan, A.M.; Slota, W.P. Flexible Supportive Joint for Sub-Sea Riser Flotation Means. US05/546710, 3 February 1975. [Google Scholar]
- Moog, O. Simple Flexible Joint for High Pressure and High Temperature. U.S. Patent, US20030019625A1, 30 January 2003. [Google Scholar]
- Moon, I.Y.; Moon, I.S.; Yoo, J.H.; Lee, S.Y. Development of the Spherical Flange Used in a Cryogenic High Pressure Pipe. J. Korean Soc. Propuls. Eng. 2011, 15, 283–288. [Google Scholar]
- Feng, Y.L.; Zhang, W.M.; Feng, F.Z. Design and Strength Analysis of A Spherical Connector for Lifting Subsystem in Deep Sea Mining System. China Ocean Eng. 2006, 20, 605–613. [Google Scholar] [CrossRef]
- Song, X.-G.; Wang, L.; Park, Y.-C. Analysis and optimization of nitrile butadiene rubber sealing mechanism of ball valve. Trans. Nonferrous Met. Soc. China 2009, 19, s220–s224. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, Z.; Meng, X.; Liu, J. The Simulation Analysis of Spherical Mechanical Seal of Stern Shaft. In Proceedings of the 2015 International Industrial Informatics and Computer Engineering Conference, Xi’an, China, 10–11 January 2015; Atlantis Press: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Yong, Z.; Bo, Q.; Xinxin, S. The application of ceramic technology in spherical pipe joints. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2017, 231, 1078–1088. [Google Scholar] [CrossRef]
- Hou, Y.; Tang, Q.; Wu, Z.; Liu, X. Structural Design and Performance Analysis of a Deep-Water Ball Joint Seal. J. Mar. Sci. Appl. 2018, 17, 224–232. [Google Scholar] [CrossRef]
- Zhang, J.; Xie, J.X. Investigation of Static and Dynamic Seal Performances of a Rubber O-Ring. J. Tribol. 2018, 140, 042202. [Google Scholar] [CrossRef]
- Ko, J.B.; Kim, S.S.; Park, Y.S.; Yi, S.D.; Baek, K.B.; Suh, S.H. A Study on the Mechanical Characteristic of Elastomeric O-ring Compressed and Highly Pressurized. J. Korean Soc. Precis. Eng. 2019, 36, 721–728. [Google Scholar] [CrossRef]
- Liang, B.; Yang, X.; Wang, Z.; Su, X.; Liao, B.; Ren, Y.; Sun, B. Influence of Randomness in Rubber Materials Parameters on the Reliability of Rubber O-Ring Seal. Materials 2019, 12, 1566. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.H.; Jiang, G.Z.; Li, G.F.; Xie, L.X.; Qian, W.Q. Nonlinear Analysis of Rotary Sealing Performance of Rubber O-Ring. Appl. Mech. Mater. 2013, 470, 371–375. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.B.; Lee, J.; Cho, S.; Park, H.; Yeom, S.; Park, S.H. A comparison among Neo-Hookean model, Mooney-Rivlin model, and Ogden model for chloroprene rubber. Int. J. Precis. Eng. Manuf. 2012, 13, 759–764. [Google Scholar] [CrossRef]
- Mooney, M. A Theory of Large Elastic Deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Zhao, G.; Ma, Y.; Li, Y.; Luo, J.; Du, C. Development of a modified Mooney-Rivlin constitutive model for rubber to investigate the effects of aging and marine corrosion on seismic isolated bearings. Earthq. Eng. Eng. Vib. 2017, 16, 815–826. [Google Scholar] [CrossRef]
- Laiarinandrasana, L.; Piques, R.; Robisson, A. Visco-hyperelastic model with internal state variable coupled with discontinuous damage concept under total Lagrangian formulation. Int. J. Plast. 2003, 19, 977–1000. [Google Scholar] [CrossRef]
- Batra, R.; Ching, H. Energy release rates in a constrained epoxy disc with Hookean and Mooney–Rivlin materials. Theor. Appl. Fract. Mech. 2002, 38, 165–175. [Google Scholar] [CrossRef] [Green Version]
- Jaunich, M.; Stark, W.; Wolff, D. A new method to evaluate the low temperature function of rubber sealing materials. Polym. Test. 2010, 29, 815–823. [Google Scholar] [CrossRef]
- Liu, I.-S. A note on the Mooney–Rivlin material model. Contin. Mech. Thermodyn. 2012, 24, 583–590. [Google Scholar] [CrossRef]
- Mangan, R.; Destrade, M.; Saccomandi, G. Strain energy function for isotropic non-linear elastic incompressible solids with linear finite strain response in shear and torsion. Extreme Mech. Lett. 2016, 9, 204–206. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zhang, S.M.; Geng, D.; Zheng, J.M.; Bin Fan, W. FEM Analysis of Plug Packer Based on the Model of Mooney-Rivlin. Adv. Mater. Res. 2011, 201–203, 326–331. [Google Scholar] [CrossRef]
- Popov, V.L. Contact Mechanics and Friction; Springer: Berlin, Germany, 2010. [Google Scholar] [CrossRef]
- Hyun, S.; Pei, L.; Molinari, J.-F.; Robbins, M.O. Finite-element analysis of contact between elastic self-affine surfaces. Phys. Rev. E 2004, 70, 026117. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, N.-W.; Kim, K.-W. Prediction of Strain Energy Function for Butyl Rubbers. Trans. Korean Soc. Mech. Eng. A 2006, 30, 1227–1234. [Google Scholar] [CrossRef]
- Sukumar, T.; Bapu, B.R.; Prasad, B.D. Determination of sealing pressure in hyperelastic O-ring with different hardness using numerical method. J. Elastomers Plast. 2018, 51, 684–697. [Google Scholar] [CrossRef]
- Ma, J.Z. Mooney Rivlin parameter fitting and application of conductive rubber based on workbench. Radio Eng. China 2017, 47, 79–82. [Google Scholar]
- Braden, M.; Latham, D.; Patel, M. Observations on the swelling of cross-linked poly(dimethylsiloxane) networks by solvents. Eur. Polym. J. 2005, 41, 3069–3071. [Google Scholar] [CrossRef]
- Hu, Q. Experimental Study and Finite Element Analysis of O-Ring Seal of Hydraulic Servo Actuator. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2011. [Google Scholar]
- Fu, P.; Chang, D.G. Seal Design Manual; Chemical Industry Press: Beijing, China, 2009. [Google Scholar]
- Wang, J.; Li, R.Z.; Li, Y.K.; Lian, Z.S.; Liao, Y.Y. Study on sealing characteristics of O-shaped composite ring based on penetration boundary. Mach. Tool Hydraul. 2020, 48, 1–6+29. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Applicable Water Depth | Design Temperature | Design Pressure | Device Specification |
|---|---|---|---|
| 100 m | −18 °C~121 °C | 5000 psi | Suitable for 6-inch pipe connection |
| Level Code | Tensile Strength, ≥ksi (MPa) | Yield Strength, ≥ksi (MPa) | 2 in (50 mm) Elongation, ≥, % | Reduction of Area, ≥, % | Brinell Hardness |
|---|---|---|---|---|---|
| F22 class 1 | 60 (415) | 30 (205) | 20.0 | 35.0 | ≤170 |
| F22 class 3 | 75 (515) | 45 (310) | 20.0 | 30.0 | 156~207 |
| Fluid Pressure/MPa | 0 | 5 | 15 | 25 | 35 | 45 | 52 | 60 |
| Maximum Equivalent Stress/MPa | 6.3965 | 8.1941 | 10.315 | 10.598 | 10.877 | 10.978 | 10.999 | 10.989 |
| Maximum Contact Pressure/MPa | 7.9414 | 12.034 | 21.816 | 31.859 | 41.841 | 52.18 | 59.261 | 67.444 |
| Compression Ratio of the O-Ring/% | 12.7 | 14.1 | 17.6 | 21.0 | 24.4 |
| Maximum Equivalent Stress/MPa | 10.154 | 10.669 | 10.999 | 11.553 | 12.302 |
| Maximum Contact Pressure/MPa | 56.101 | 58.589 | 59.261 | 60.232 | 61.64 |
| Test Pressure (MPa) | Pressure of the Press(T) | Pressure Records(MPa) | Pressure Drop (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 0 min | 10 min | 20 min | 30 min | 40 min | 50 min | 60 min | |||
| 5 | 150 | 5.2 | 5.2 | 5.2 | 5.2 | 5.2 | 5.2 | 5.2 | 0 |
| 15 | 150 | 15.3 | 15.3 | 15.2 | 15.2 | 15.2 | 15.2 | 15.2 | 0.1 |
| 25 | 150 | 25.5 | 25.4 | 25.4 | 25.3 | 25.3 | 25.3 | 25.3 | 0.2 |
| 35 | 200 | 35.5 | 35.5 | 35.3 | 35.4 | 35.4 | 35.3 | 35.3 | 0.2 |
| 45 | 200 | 45.7 | 45.7 | 45.5 | 45.5 | 45.5 | 45.4 | 45.4 | 0.3 |
| 52 | 200 | 53.1 | 53.0 | 53.0 | 52.8 | 52.8 | 52.8 | 52.8 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Yun, F.; Jiao, K.; Wang, L.; Yan, Z.; Jia, P.; Wang, X.; Liu, W.; Hao, X.; Xu, X. Structural Analysis and Experimental Study on the Spherical Seal of a Subsea Connector Based on a Non-Standard O-Ring Seal. J. Mar. Sci. Eng. 2022, 10, 404. https://doi.org/10.3390/jmse10030404
Liu D, Yun F, Jiao K, Wang L, Yan Z, Jia P, Wang X, Liu W, Hao X, Xu X. Structural Analysis and Experimental Study on the Spherical Seal of a Subsea Connector Based on a Non-Standard O-Ring Seal. Journal of Marine Science and Engineering. 2022; 10(3):404. https://doi.org/10.3390/jmse10030404
Chicago/Turabian StyleLiu, Dong, Feihong Yun, Kefeng Jiao, Liquan Wang, Zheping Yan, Peng Jia, Xiangyu Wang, Weifeng Liu, Xiaoquan Hao, and Xiujun Xu. 2022. "Structural Analysis and Experimental Study on the Spherical Seal of a Subsea Connector Based on a Non-Standard O-Ring Seal" Journal of Marine Science and Engineering 10, no. 3: 404. https://doi.org/10.3390/jmse10030404
APA StyleLiu, D., Yun, F., Jiao, K., Wang, L., Yan, Z., Jia, P., Wang, X., Liu, W., Hao, X., & Xu, X. (2022). Structural Analysis and Experimental Study on the Spherical Seal of a Subsea Connector Based on a Non-Standard O-Ring Seal. Journal of Marine Science and Engineering, 10(3), 404. https://doi.org/10.3390/jmse10030404