

Epoxy Resin Biocomposites Reinforced with Flax and Hemp Fibers for Marine Applications



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Specimen Preparation
2.2. Water Absorption Tests
2.3. Mechanical Testing
2.4. Biofouling Resistance Tests
3. Results and Discussion
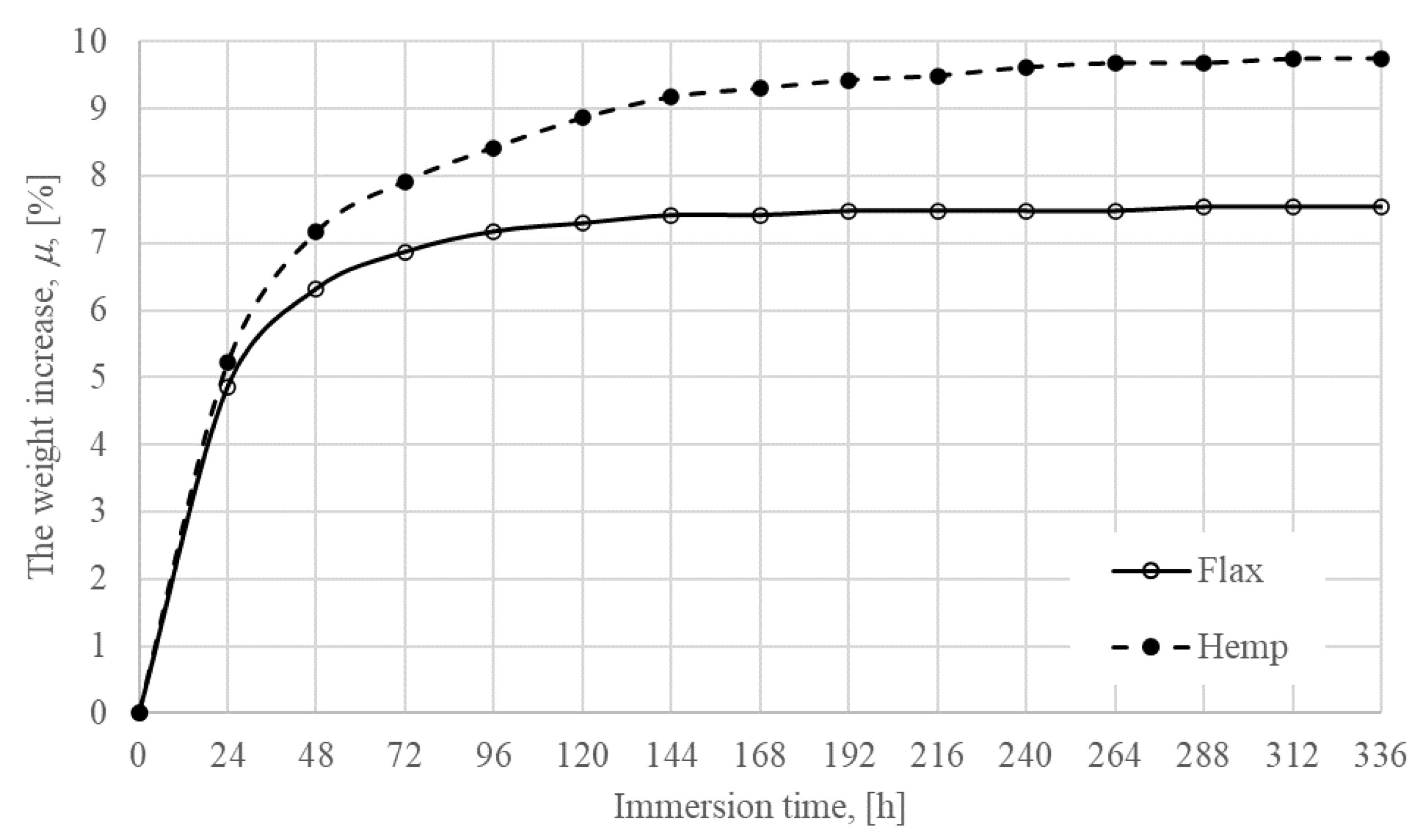
3.1. Seawater Absorption
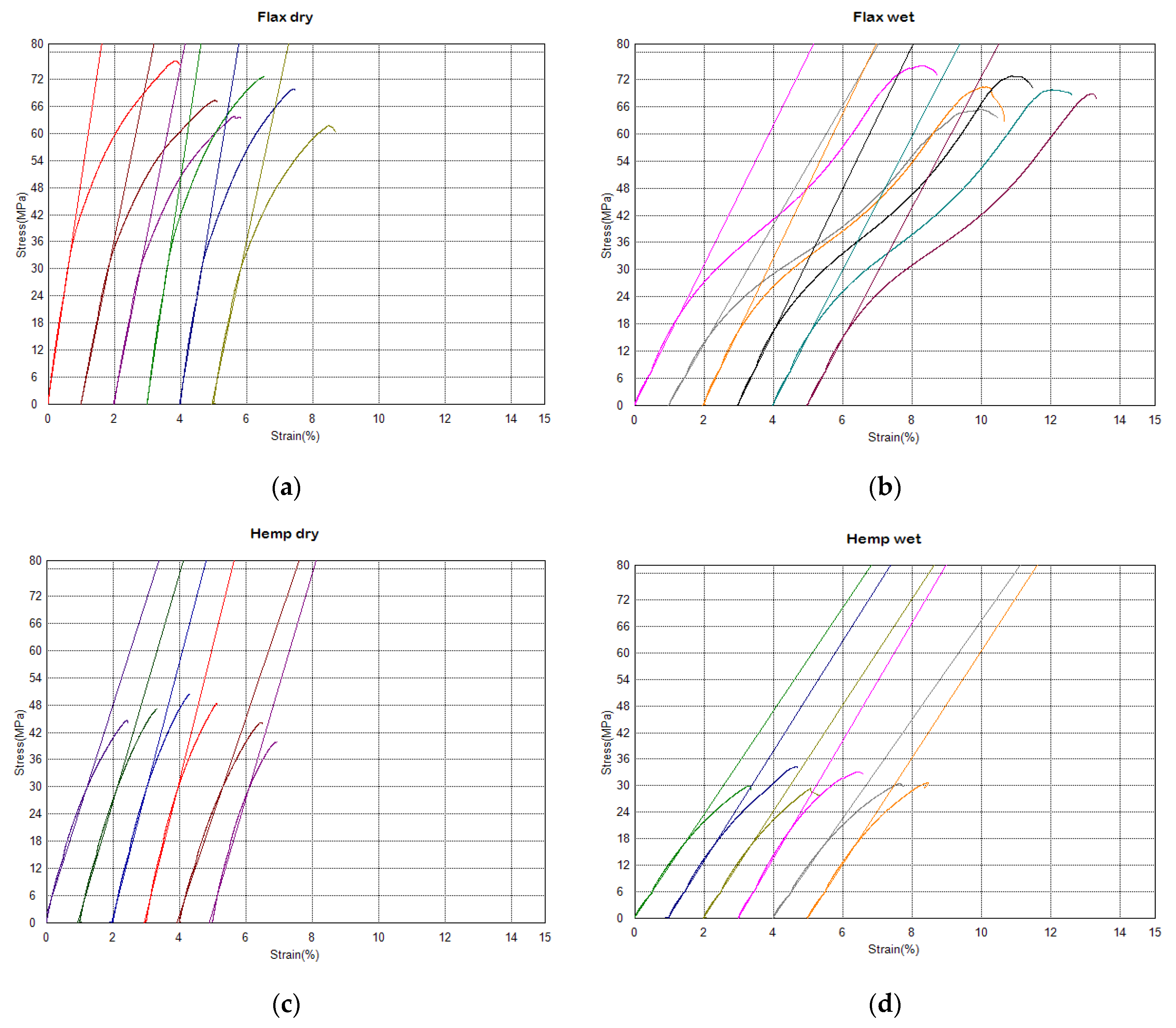
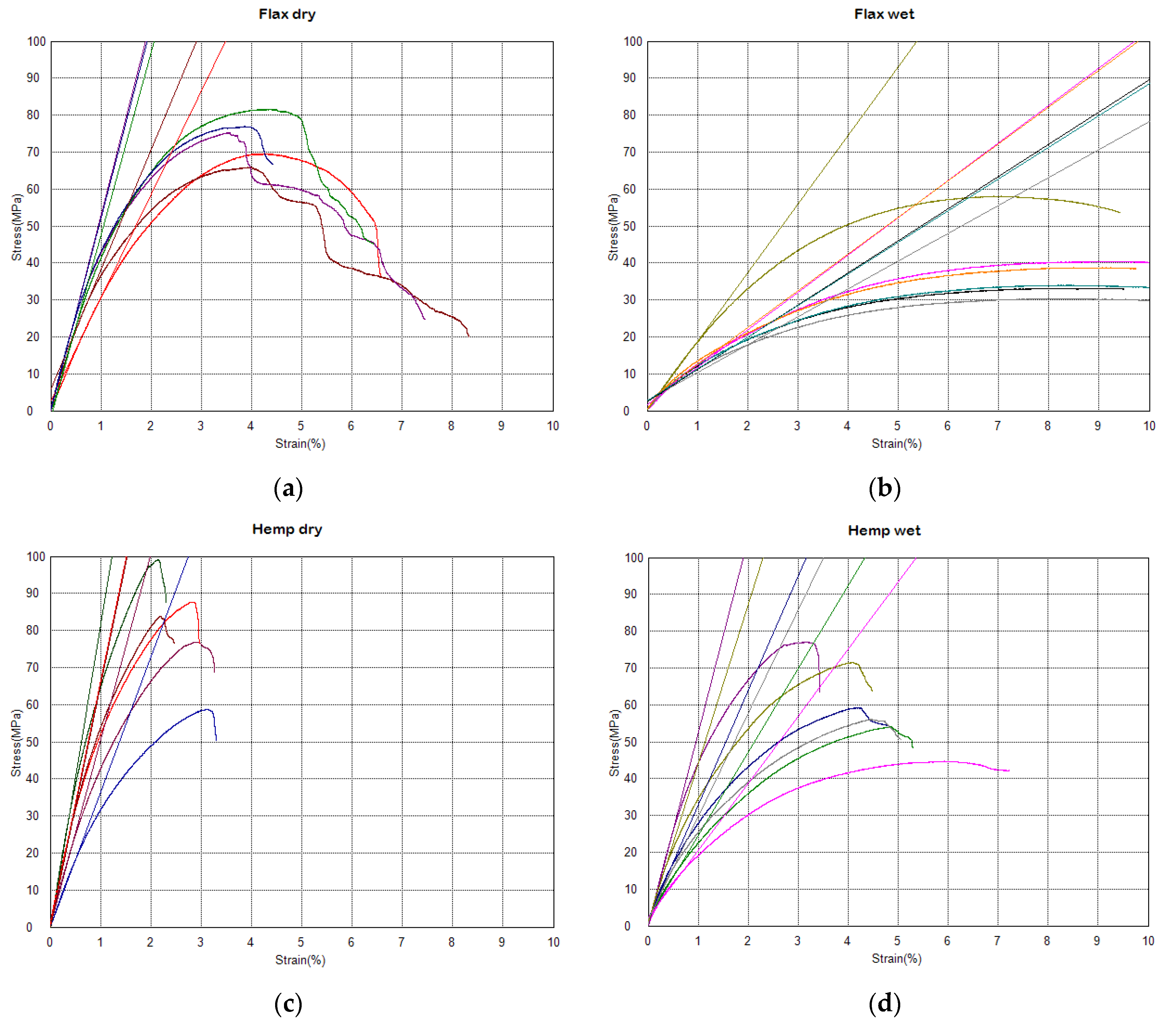
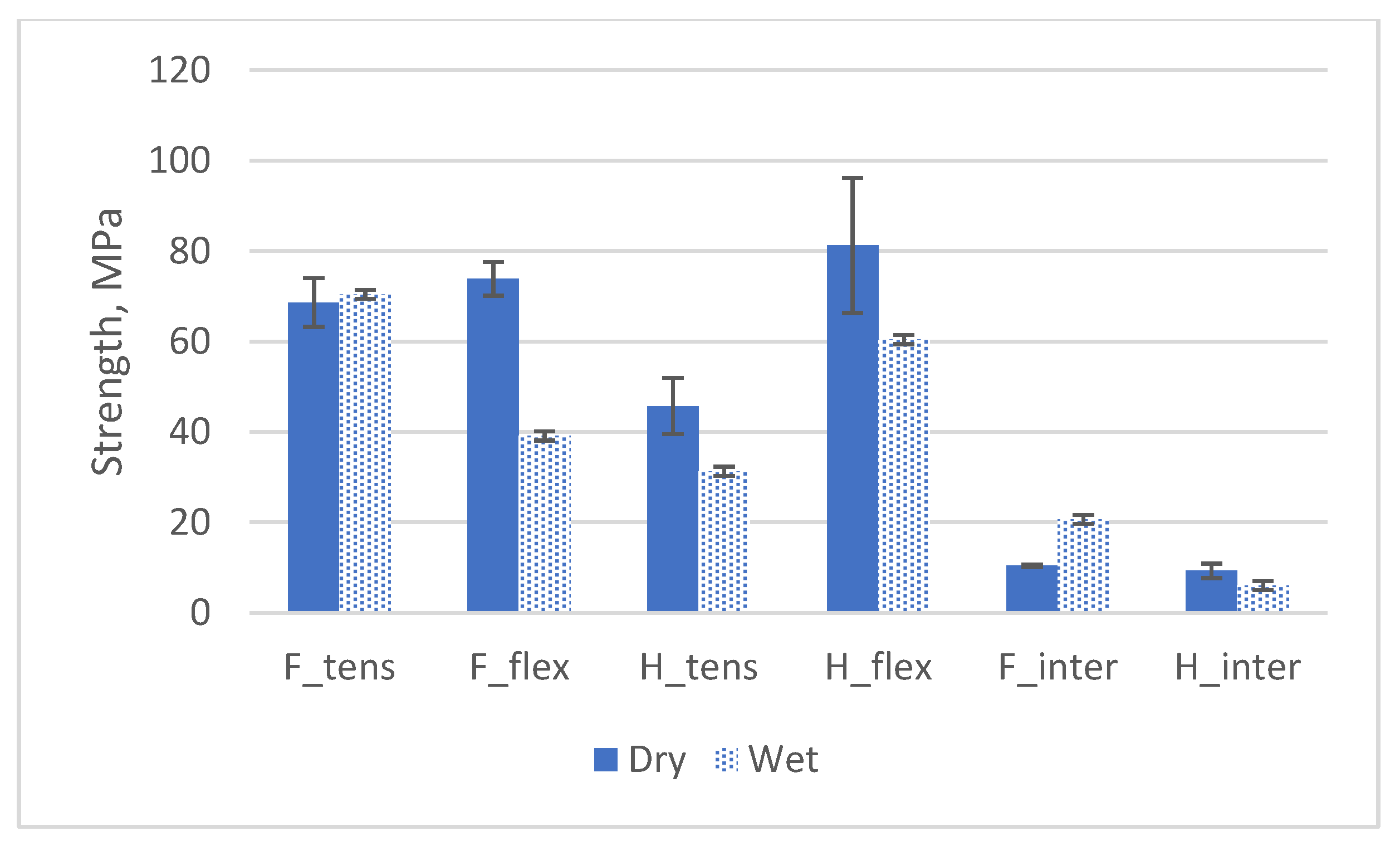
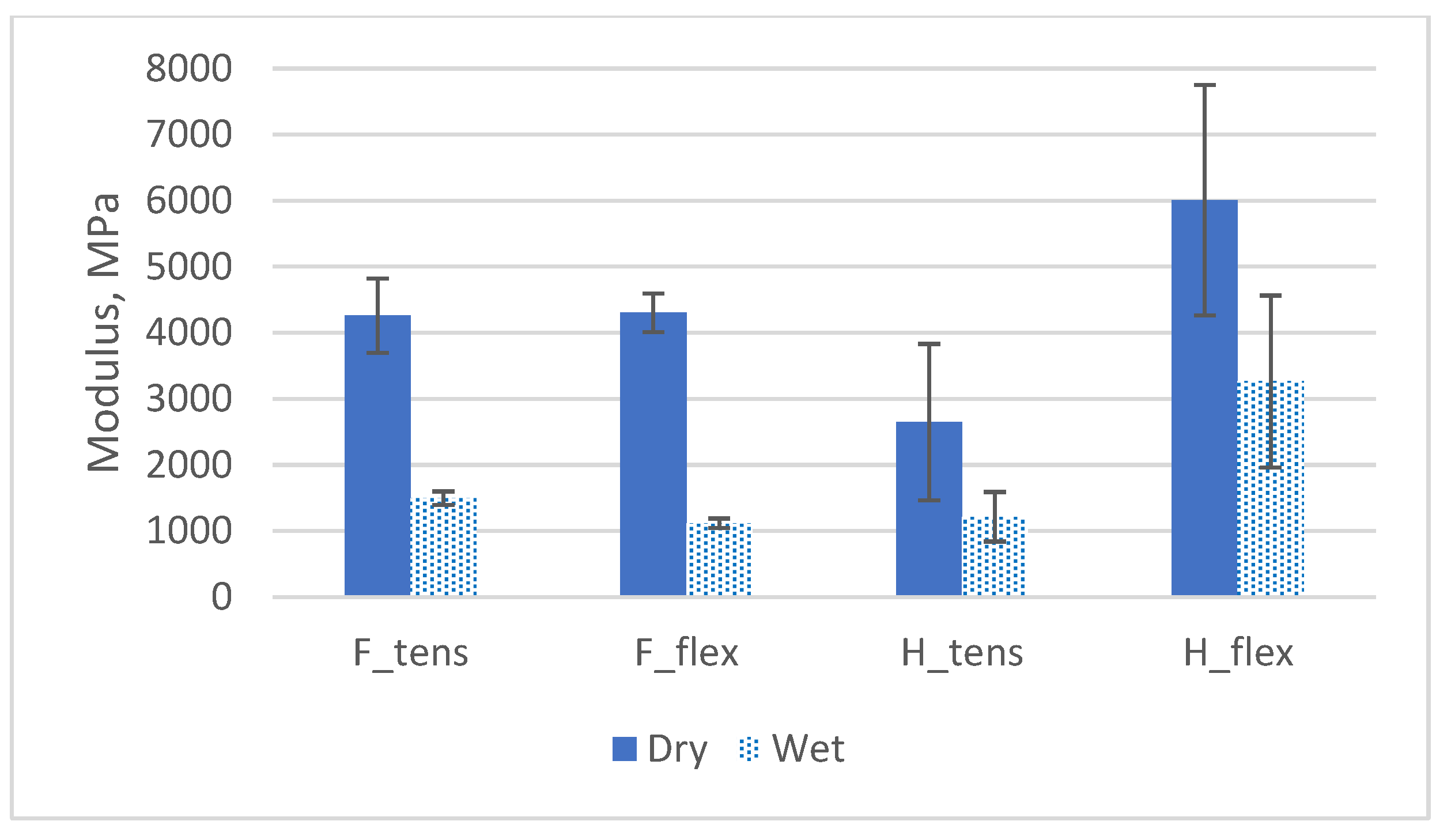
3.2. Mechanical Properties
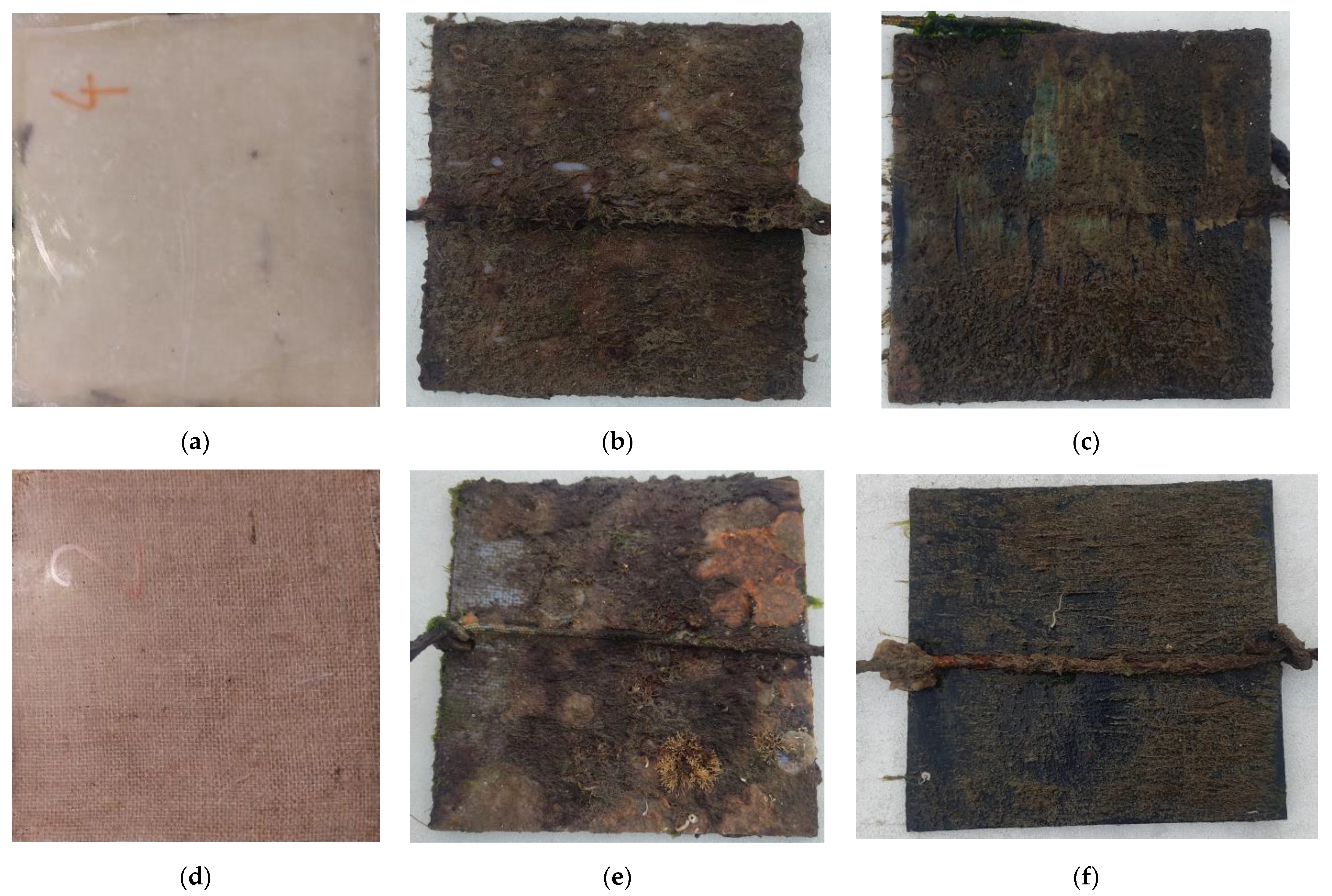
3.3. Biofouling Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hammond, G.P.; Jones, C.I. Embodied energy and carbon in construction materials. Proc. Inst. Civ. Eng.–Energy 2008, 161, 87–98. [Google Scholar] [CrossRef]
- Patrick, J.F.; Robb, M.J.; Sottos, N.R.; Moore, J.S.; White, S.R. Polymers with Autonomous Life-Cycle Control. Nature 2016, 540, 363–370. [Google Scholar] [CrossRef] [PubMed]
- Matsuda, T.; Kawakami, R.; Namba, R.; Nakajima, T.; Gong, J.P. Mechanoresponsive Self-Growing Hydrogels Inspired by Muscle Training. Science 2019, 363, 504–508. [Google Scholar] [CrossRef] [PubMed]
- Mu, Q.; Cui, K.; Wang, Z.; Matsuda, T.; Cui, W.; Kato, H.; Namiki, S.; Yamazaki, T.; Frauenlob, M.; Nonoyama, T.; et al. Force-Triggered Rapid Microstructure Growth on Hydrogel Surface for On-Demand Functions. Nat. Commun. 2022, 13, 6213. [Google Scholar] [CrossRef] [PubMed]
- Rudin, A.; Choi, P. The Elements of Polymer Science and Engineering; Academic Press: Cambridge, MA, USA; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Chen, B.; Zhang, S.; Zhang, Q.; Zhang, Q.; Mu, Q.; Ling, D.; Chen, L.; Wei, Y.; Tao, L.; Zhang, X.; et al. Microorganism inspired hydrogels: Fermentation capacity, gelation process and pore-forming mechanism under temperature stimulus. RSC Adv. 2015, 5, 91937–91945. [Google Scholar] [CrossRef]
- Mu, Q.; Zhang, Q.; Yu, W.; Su, M.; Cai, Z.; Cui, K.; Ye, Y.; Liu, X.; Ding, L.; Chen, B.; et al. Robust Multiscale-Oriented Thermoresponsive Fibrous Hydrogels with Rapid Self-Recovery and Ultrafast Response Underwater. ACS Appl. Mater. Interfaces 2020, 12, 33152–33162. [Google Scholar] [CrossRef] [PubMed]
- Misra, M.; Pandey, J.K.; Mohanty, A.K. Biocomposites: Design and Mechanical Performance; Elsevier: Amsterdam, The Netherlands; Woodhead Publishing: Sawston, UK, 2015. [Google Scholar]
- Degiuli, N.; Farkas, A.; Martić, I.; Zeman, I.; Ruggiero, V.; Vasiljević, V. Numerical and experimental assessment of the total resistance of a yacht. Brodogr./Shipbuild. 2021, 72, 61–80. [Google Scholar] [CrossRef]
- Cao, J.; Grenestedt, J.; Maroun, W.J. Steel truss/composite skin hybrid ship hull. Part I: Design and analysis. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1755–1762. [Google Scholar] [CrossRef]
- Žanić, V.; Andrić, J.; Stipčević, M.; Prebeg, P.; Hadžić, N. Structural optimization of a sandwich car deck structure for Ro/Ro car carrier from Uljanik shipyard—EU project Delight. In Proceedings of the 18th Symposium on Theory and Practice of Shipbuilding, Pula, Croatia, 16-18 October 2008; pp. 299–309. [Google Scholar]
- Lloyd’s Register. Guidance for the use of composite materials in large length ships. In Engineering, Production and Life-Cycle Management for the Complete Construction of Large-Length Fiber-Based Ships; Lloyd’s Register: London, UK, 2020. [Google Scholar]
- Xhaferaj, B. Investigation on some conventional hulls forms of the predictive accuracy of a parametric software for preliminary predictions of resistance and power. Brodogr./Shipbuild. 2022, 73, 1–22. [Google Scholar] [CrossRef]
- Fragassa, C. Marine Applications of Natural Fibre-Reinforced Composites: A Manufacturing Case Study. In Advances in Applications of Industrial Biomaterials; Pellicer, E., Nikolic, D., Sort, J., Baró, M., Zivic, F., Grujovic, N., Grujic, R., Pelemis, S., Eds.; Springer: New York, NY, USA, 2012. [Google Scholar]
- One Ocean Summit. Brest Commitments for the Oceans; Presidence de la Republique France: Brest, France, 2022. [Google Scholar]
- Ramakrishna, S.; Huang, Z.M. Biocomposites; Elsevier: New York, NY, USA, 2016. [Google Scholar]
- Sheldon, R.A.; Norton, M. Green chemistry and the plastic pollution challenge: Towards a circular economy. Green Chem. 2020, 22, 6310–6322. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Sundarakannan, R.; John, K.M.; Joel Johnson, R.D.; Prasath, K.A.; Ajith, S.; Arumugaprabu, V.; Uthayakumar, M. Recent advancement in the natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2020, 277, 124109. [Google Scholar] [CrossRef]
- Shanmugam, V.; Mensah, R.A.; Försth, M.; Sas, G.; Restás, A.; Addy, C.; Xu, Q.; Jiang, L.; Neisiany, R.E.; Singha, S.; et al. Circular economy in biocomposite development: State-of-the-art, challenges and emerging trends. Compos. Part C 2021, 5, 100138. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibers and their application perspectives. Compos. Part A 77 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Quarshie, R.; Carruthers, J. Technology Overview: Biocomposites; Materials KTN and NetComposites Ltd.: London, UK, 2014. [Google Scholar]
- RameshKumar, S.; Shaiju, P.; O’Connor, K.E. Bio-based and biodegradable polymers—State-of-the-art, challenges and emerging trends. Curr. Opin. Green Sustain. Chem. 2020, 21, 75–81. [Google Scholar] [CrossRef]
- European Parliament. Impact of Marine Litter on Fisheries. In European Parliament Resolution of 25 March 2021 on the Impact of Marine Litter on Fisheries (2019/2160 (INI)); European Parliament: Strasbourg, France, 2021. [Google Scholar]
- Bolton, A.J. Natural Fibers for Plastic Reinforcement. Mater. Technol. 1994, 9, 12–20. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richardson, M.O.W. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. Standard Test Method for Moisture Absorption Properties and Equilibrium Conditioning of Polymer Matrix Composite Materials; ASTM International: New York, NY, USA, 2014. [Google Scholar]
- Le Duigou, A.; Bourmaud, A.; Davies, P.; Baley, C. Long term immersion in natural seawater of Flax/PLA biocomposite. Ocean Eng. 2014, 90, 140–148. [Google Scholar] [CrossRef]
- Terry, J.S.; Taylor, A.C. The properties and suitability of commercial bio-based epoxies for use in fiber-reinforced composites. J. Appl. Polym. Sci. 2021, 138, e50417. [Google Scholar] [CrossRef]
- Summerscales, J. Durability of Composites in Marine Environment. In Solid Mechanics and Its Application, Durability of Composites in Marine Environment; Davies, P., Rajapakse, Y.D.S., Eds.; Springer: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Ishimaru, I.; Tsukegi, T.; Wakisaka, M.; Shiari, Y.; Nishida, H. Effects of poly(l-lactic acid) hydrolysis on attachment of barnacle cypris larvae. Polym. Degrad. Stab. 2012, 97, 2170–2176. [Google Scholar] [CrossRef]
- John, M.J. Environmental degradation in biocomposites. In Biocomposites for High-Performance Applications; Dipa, R., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 181–194. [Google Scholar] [CrossRef]
- Contardi, M.; Montan, S.; Galli, P.; Mazzon, G.; Ayyoub, A.M.M.; Seveso, D.; Saliu, F.; Maggioni, D.; Athanassiou, A.; Bayer, I.S. Marine Fouling Characteristics of Biocomposites in a Coral Reef Ecosystem. Adv. Sustain. Syst. 2021, 5, 2100089. [Google Scholar] [CrossRef]
- Ehrenstein, G.W. Faserverbund-Kunststoffe; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2006. [Google Scholar]
- Asokan, P.; Firdoous, M.; Sonal, W. Properties and Potential of Bio Fibres, Bio Binders and Bio Composites. Rev. Adv. Mater. Sci. 2012, 30, 254–261. Available online: https://www.ipme.ru/e-journals/RAMS/no_33012/04_asokan.pdf (accessed on 12 December 2022).
- Hadžić, N. Ship Production I; Faculty of Mechanical Engineering and Naval Architecture: Zagreb, Croatia, 2018. (In Croatian) [Google Scholar]
- HRN EN ISO 14130; Fibre-Reinforced Plastic Composites—Determination of Apparent Interlaminar Shear Strength by Short-Beam Method. British Standards Institution (BSI): London, UK, 2005.
- HRN EN ISO 14125; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. British Standards Institution (BSI): London, UK, 2005.
- HRN EN ISO 179-1; Plastics—Determination of Charpy impact properties—Part 1: Non-Instrumented Impact Test. British Standards Institution (BSI): London, UK, 2000.
- HRN EN ISO 62; Plastics—Determination of Water Absorption. British Standards Institution (BSI): London, UK, 2008.
- HRN EN ISO 527-4; Plastics—Determination of tensile properties—Part 4: Test conditions for isotropic and orthotropic fibre-reinforced plastic composites. British Standards Institution (BSI): London, UK, 1997.
- Omnexus. Omnexus-The Material Selection Platform. Available online: https://omnexus.specialchem.com/polymer-properties/properties/water-absorption-24-hours#PE-PL (accessed on 27 November 2022).
- Hadžić, N.; Gatin, I.; Uroić, T.; Ložar, V. Biofouling dynamic and its impact on ship powering and dry-docking. Ocean Eng. 2022, 245, 110522. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N. Effect of water, seawater and alkaline solution ageing on mechanical properties of flax fabric/epoxy composites used for civil engineering applications. Constr. Build. Mater. 2015, 99, 118–127. [Google Scholar] [CrossRef]
- Croatian Register of Shipping. Part 24—Non-Metallic Materials. In Rules for the Classification of Ships; Croatian Register of Shipping: Split, Croatia, 2017. [Google Scholar]
- Haramina, T.; Pintur, K.; Pugar, D. Mechanical properties of flax fibers/epoxy composites for marine application. In EPF European Polymer Congress Book of Abstracts; AMCA: Prag, Czech Republic, 2022; p. 284. [Google Scholar]
- Schultz, M.P. Effects of coating roughness and biofouling on ship resistance and powering. Biofouling 2007, 23, 331–341. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density, ρ, (g/cm3) | Young Modulus, E, (GPa) | Tensile Strength, σm, (MPa) | |
|---|---|---|---|
| Biobased epoxy | 1.09 | 3.2 | 67.6 |
| Flax (typical value) | 1.29–1.50 (1.48) | 27.6–160 (30) | 345–1100 (750) |
| Hemp (typical value) | 1.0–1.45 (1.45) | 30–60 (70) | 310–750 (600) |
| Biocomposite | Number of Layers | Fiber Mass, (g) | Total Plate Mass, (g) | Fibers Fracture, (%) |
|---|---|---|---|---|
| Flax/epoxy | 10 | 290 | 733 | 39.5 |
| Hemp/epoxy | 7 | 212 | 553 | 38.3 |
| Mechanical Property | Flax—Dry | Flax—Wet | Hemp—Dry | Hemp—Wet | |
|---|---|---|---|---|---|
| Tensile test | Strength (MPa) | 68.6 | 70.4 | 45.7 | 31.3 |
| Standard deviation | 5.4 | 3.3 | 3.7 | 2.0 | |
| Modulus (MPa) | 4258 | 1496 | 2648 | 1214 | |
| Standard deviation | 563 | 103 | 293 | 73 | |
| Flexural test | Strength (MPa) | 73.8 | 39.1 | 81.2 | 60.4 |
| Standard deviation | 6.2 | 10.0 | 14.9 | 11.9 | |
| Modulus (MPa) | 4302 | 1116 | 6010 | 3263 | |
| Standard deviation | 1184 | 376 | 1744 | 1300 | |
| Interlaminar | Apparent interlaminar shear strength (MPa) | 10.4 | 20.7 | 9.27 | 6.0 |
| Standard deviation | 0.3 | 3.16 | 1.6 | 0.6 | |
| Impact strength (J) | 1.72 | 3.73 | 0.76 | 0.77 | |
| Plate | Month | Total Mass Gain after 6 Months, (g) | |||||
|---|---|---|---|---|---|---|---|
| July 2021 | August 2021 | September 2021 | October 2021 | November 2021 | December 2021 | ||
| Flax/epoxy, unprotected | Light slime | Heavy slime | Heavy slime | Small calcareous fouling or weed | Small calcareous fouling or weed | Medium calcareous fouling | 82.74 |
| Flax/epoxy, protected | Typical as applied AF * coating | Light slime | Light slime | Light slime | Heavy slime | Small calcareous fouling or weed | 42.27 |
| Hemp/epoxy, unprotected | Light slime | Heavy slime | Heavy slime | Small calcareous fouling or weed | Small calcareous fouling or weed | Medium calcareous fouling | 115.17 |
| Hemp/epoxy, protected | Typical as applied AF * coating | Light slime | Light slime | Light slime | Heavy slime | Heavy slime | 6.59 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haramina, T.; Hadžić, N.; Keran, Z. Epoxy Resin Biocomposites Reinforced with Flax and Hemp Fibers for Marine Applications. J. Mar. Sci. Eng. 2023, 11, 382. https://doi.org/10.3390/jmse11020382
Haramina T, Hadžić N, Keran Z. Epoxy Resin Biocomposites Reinforced with Flax and Hemp Fibers for Marine Applications. Journal of Marine Science and Engineering. 2023; 11(2):382. https://doi.org/10.3390/jmse11020382
Chicago/Turabian StyleHaramina, Tatjana, Neven Hadžić, and Zdenka Keran. 2023. "Epoxy Resin Biocomposites Reinforced with Flax and Hemp Fibers for Marine Applications" Journal of Marine Science and Engineering 11, no. 2: 382. https://doi.org/10.3390/jmse11020382
APA StyleHaramina, T., Hadžić, N., & Keran, Z. (2023). Epoxy Resin Biocomposites Reinforced with Flax and Hemp Fibers for Marine Applications. Journal of Marine Science and Engineering, 11(2), 382. https://doi.org/10.3390/jmse11020382