
Rehabilitation Techniques for Offshore Tubular Joints




Abstract
:1. Introduction
Loads on Offshore Joints
2. Rehabilitation Needs Identification
3. Operations Employed in the Rehabilitation of Tubular Joints
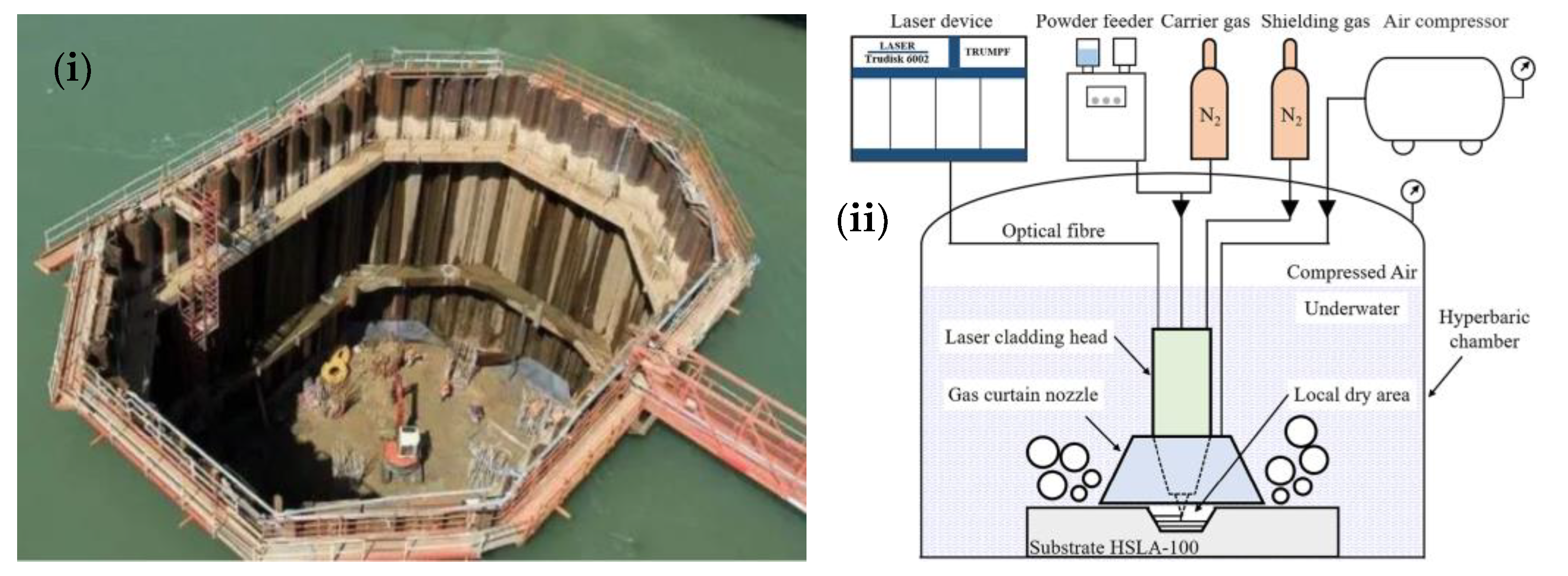
3.1. Welding
3.2. Bolting
3.3. Adhesives
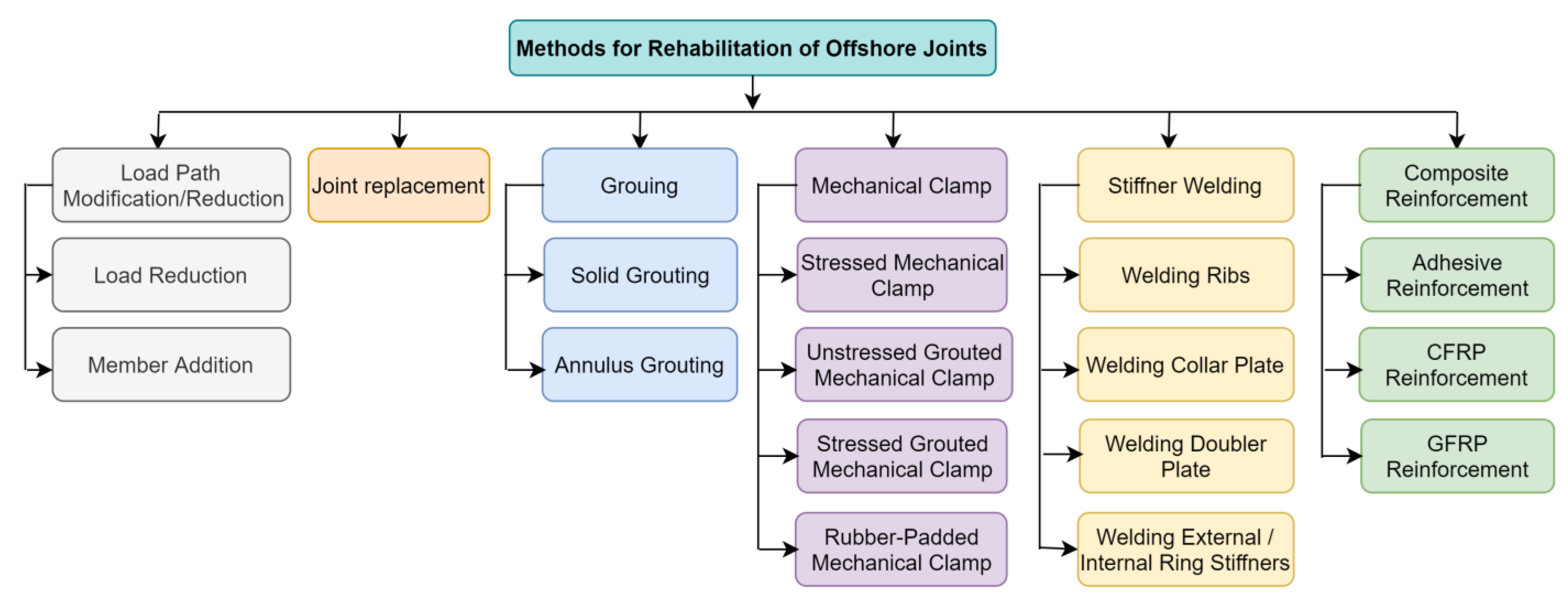
4. Methods of Offshore Joint Rehabilitation
4.1. Load Path Modification/Load Reduction
4.2. Joint Replacement
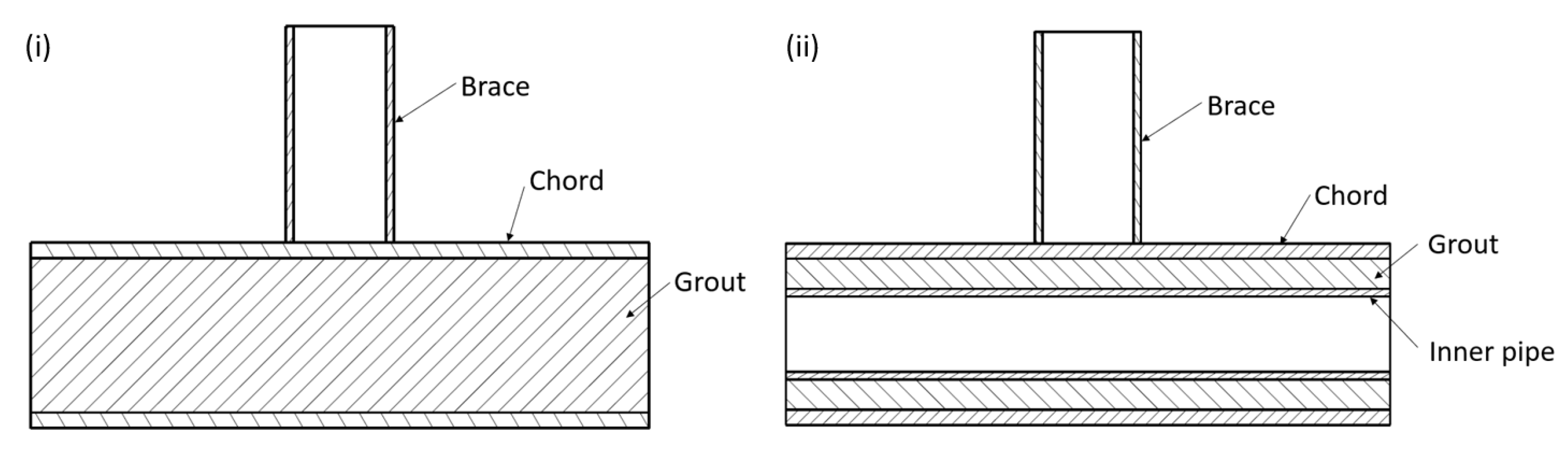
4.3. Grout Filling
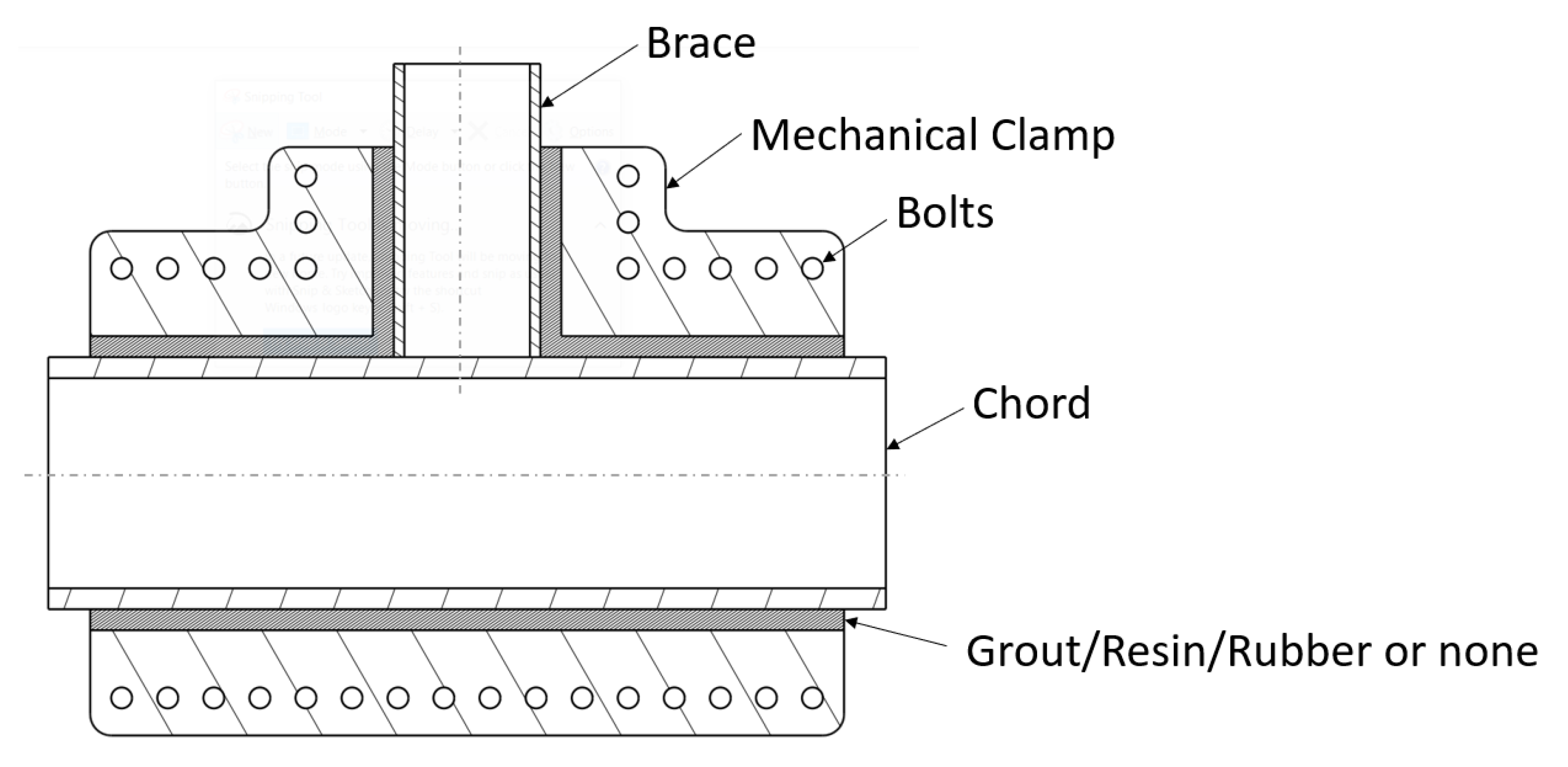
4.4. Mechanical Clamping
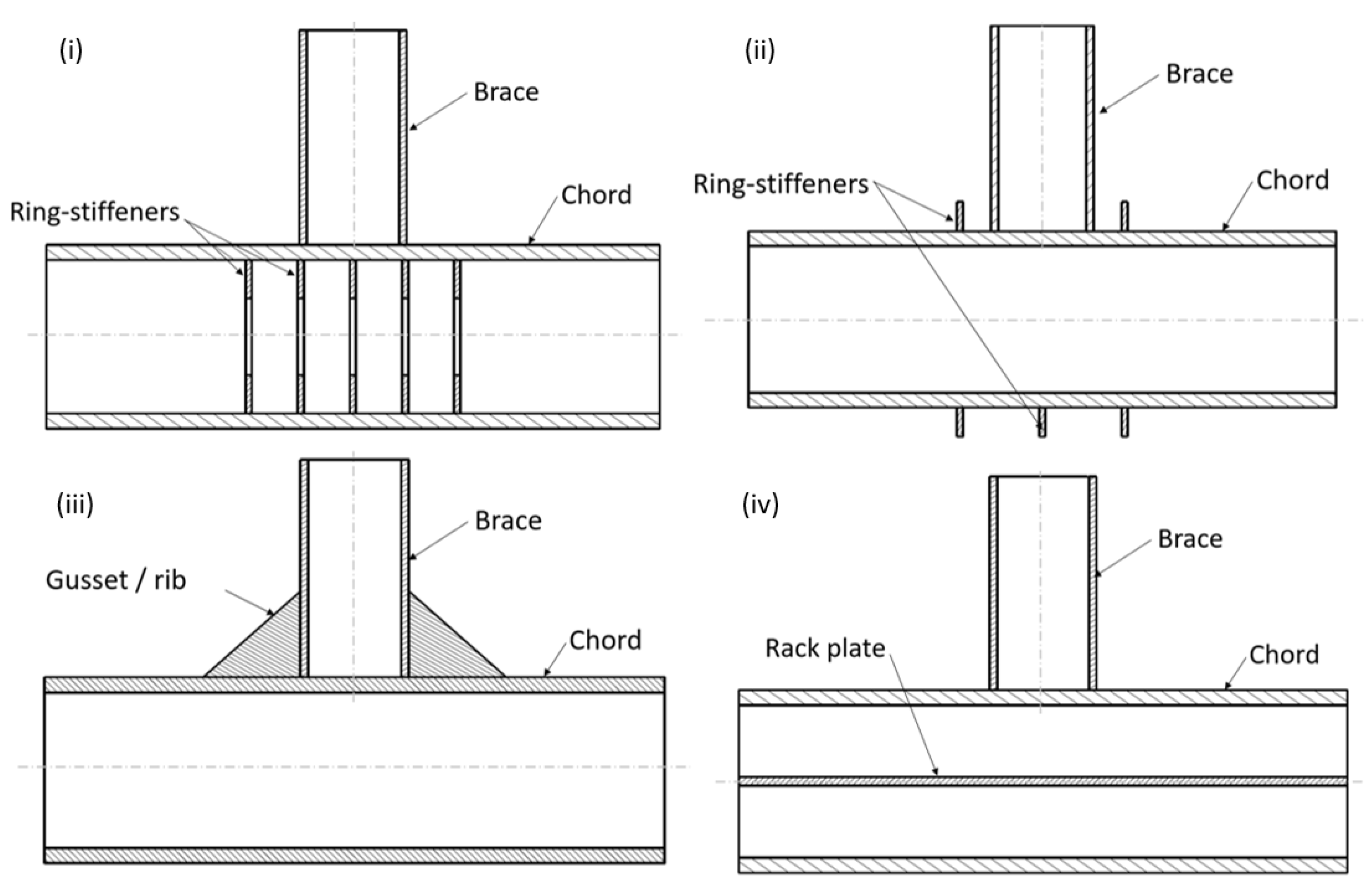
4.5. Stiffener Welding
4.5.1. Welding Ring/Ribs
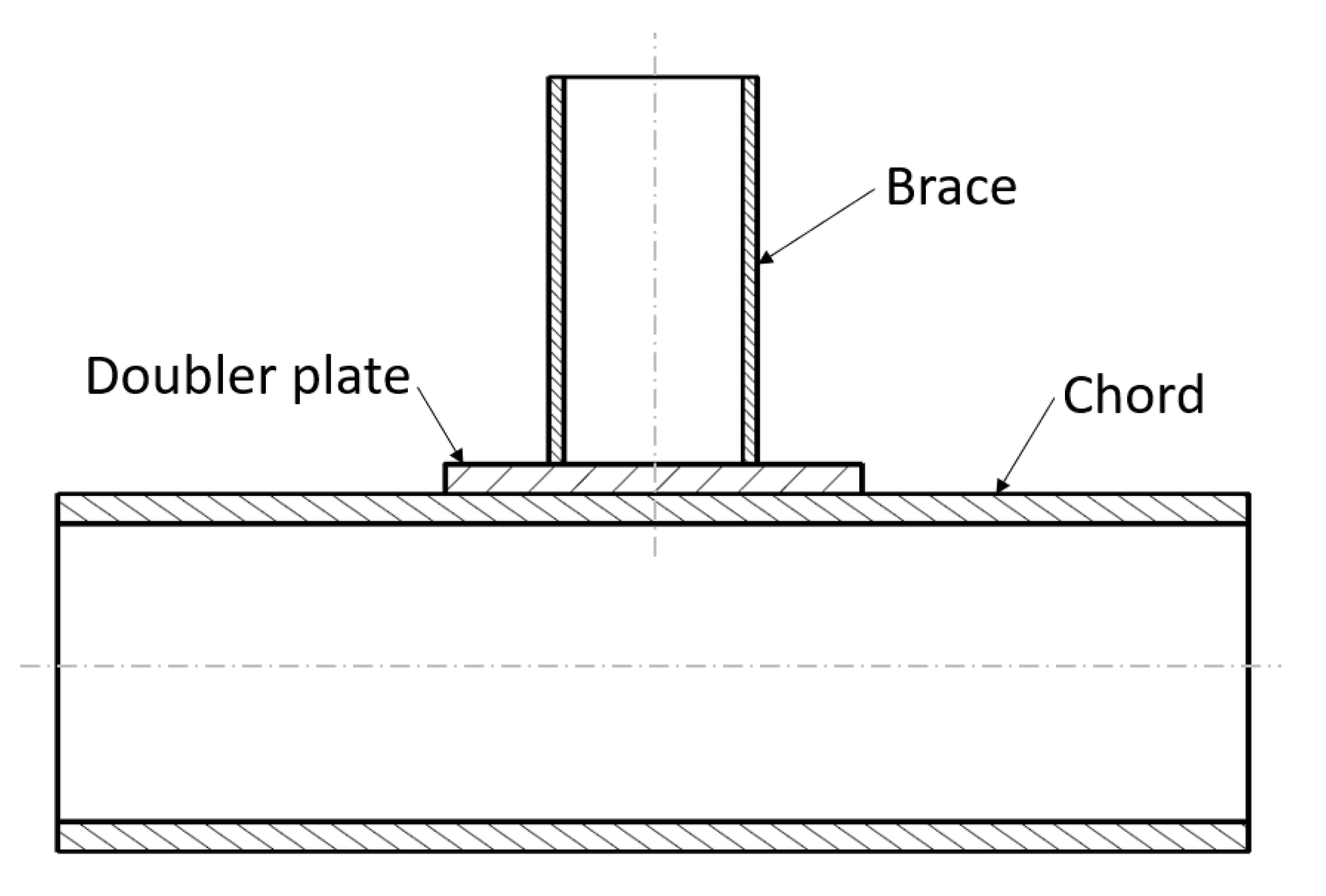
4.5.2. Welding Doubler Plate
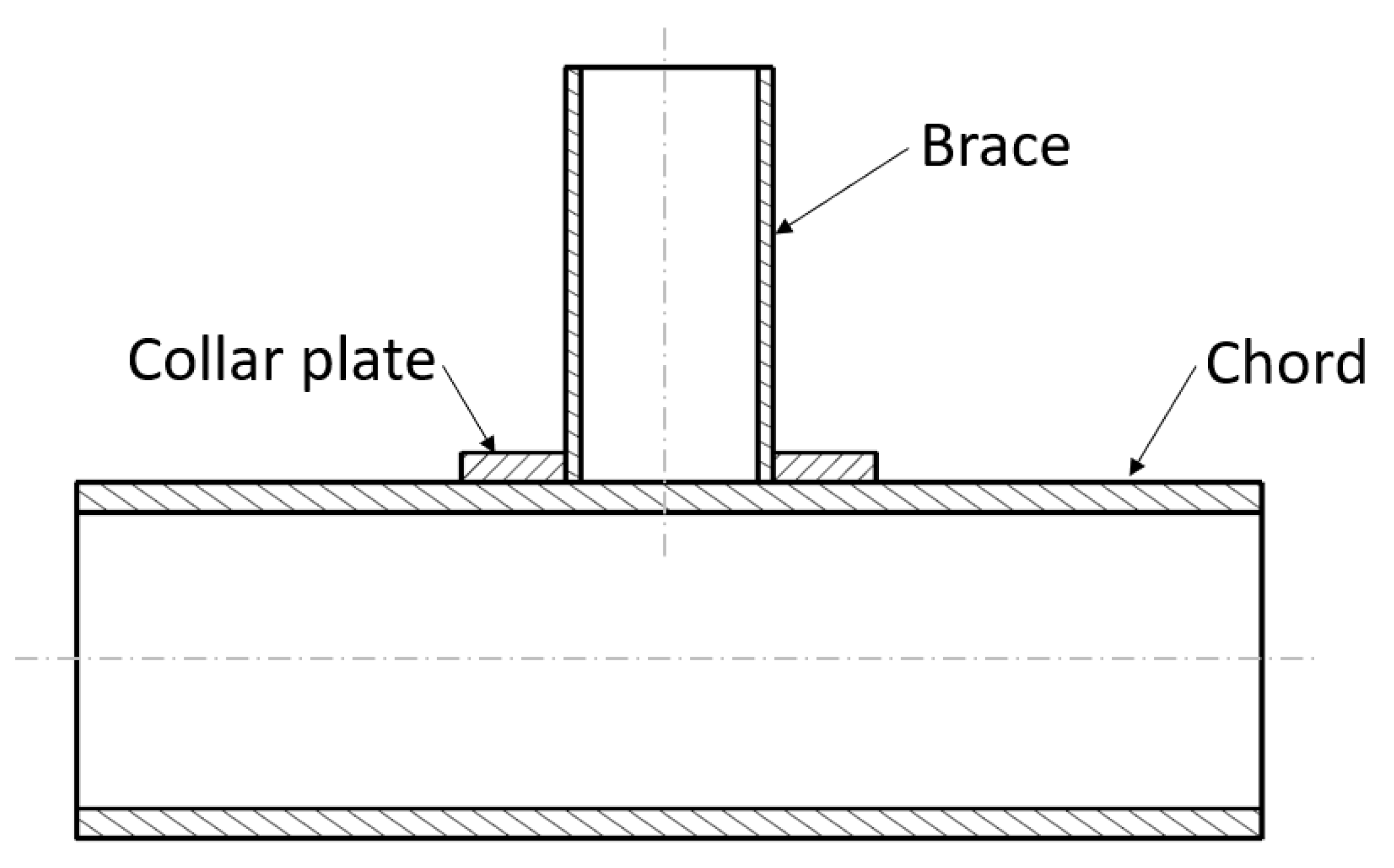
4.5.3. Welding Collar Plate
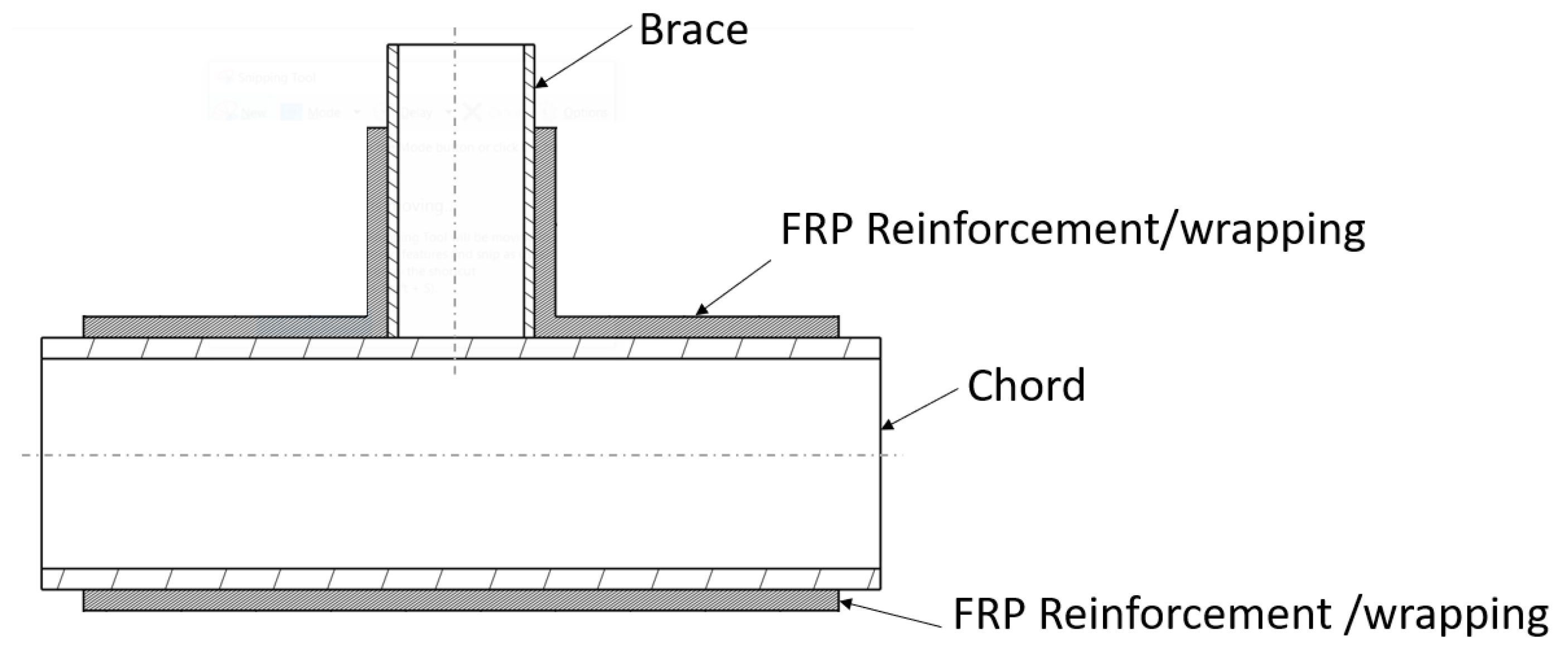
4.6. Composites Reinforcement
4.6.1. Composites Reinforcement in the Underwater Environment
4.6.2. Techniques of Composite Repair
Precured Layered System
Pre-Impregnated System
Flexible Wet Layup System
4.6.3. Summary of FRP Reinforcement
5. Summary of Rehabilitation Methods
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saini, D.S.; Karmakar, D.; Ray-chaudhuri, S. A review of stress concentration factors in tubular and non-tubular joints for design of offshore installations. J. Ocean Eng. Sci. 2016, 1, 186–202. [Google Scholar] [CrossRef] [Green Version]
- Ávila, B.V.; Correia, J.; Carvalho, H.; Fantuzzi, N.; De Jesus, A.; Berto, F. Numerical analysis and discussion on the hot-spot stress concept applied to welded tubular KT joints. Eng. Fail. Anal. 2022, 135, 106902. [Google Scholar] [CrossRef]
- Corigliano, P.; Crupi, V. Review of Fatigue Assessment Approaches for Welded Marine Joints and Structures. Metals 2022, 12, 1010. [Google Scholar] [CrossRef]
- Nichols, N.W.; Khan, R. Structural integrity management system (SIMS) implementation within PETRONAS’ operations. J. Mar. Eng. Technol. 2015, 14, 61–69. [Google Scholar] [CrossRef] [Green Version]
- Gao, H.; Jiao, X.; Zhou, C.; Shen, Q.; Yu, Y. Study on remote control underwater welding technology applied in nuclear power station. Procedia Eng. 2011, 15, 4988–4993. [Google Scholar] [CrossRef] [Green Version]
- Pai, K. Braced Cofferdam—Uses and Types. The Constructor. 2023. Available online: https://theconstructor.org/building/formwork-shuttering/braced-cofferdam/40272/ (accessed on 26 November 2022).
- Wang, Z.; Yang, K.; Chen, M.; Lu, Y.; Wang, S.; Wu, E.; Bi, K.; Ni, Z.; Sun, G. Surface & Coatings Technology High-quality remanufacturing of HSLA-100 steel through the underwater laser directed energy deposition in an underwater hyperbaric environment. Surf. Coatings Technol. 2022, 437, 128370. [Google Scholar] [CrossRef]
- Fischer, K.P. A Review of Offshore Experiences with Bolts and Fasteners. In Proceedings of the CORROSION 2003 Research Topical Symposium: Modeling and Prediction of Lifetimes for Corrodible Structures, San Diego, CA, USA, 16 March 2003. [Google Scholar]
- Muzghi, I.A. Fastener Corrosion in Arabian Gulf Offshore Installations. 2004; pp. 1–5. Available online: https://www.osti.gov/etdeweb/servlets/purl/20671830 (accessed on 26 November 2022).
- Mehmanparast, A.; Lotfian, S.; Vipin, S.P. A review of challenges and opportunities associated with bolted flange connections in the offshore wind industry. Metals 2020, 10, 732. [Google Scholar] [CrossRef]
- Lochan, S.; Mehmanparast, A.; Wintle, J. A review of fatigue performance of bolted connections in offshore wind turbines. Procedia Struct. Integr. 2019, 17, 276–283. [Google Scholar] [CrossRef]
- McGeorge, D.; Echtermeyer, A.T.; Leong, K.H.; Melve, B.; Robinson, M.; Fischer, K.P. Repair of floating offshore units using bonded fibre composite materials. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1364–1380. [Google Scholar] [CrossRef]
- Perrut, V.A.; Meniconi, L.C.D.M.; Sampaio, E.M.; Rohem, N.R.F.; da Costa, M.F. Fatigue and quasi-static analysis of a new type of surface preparation used for the CFRP repair of steel offshore structures. J. Adhes. 2018, 95, 849–873. [Google Scholar] [CrossRef]
- Yang, M.; Kainuma, S.; Xie, J.; Liu, W.; Liu, Y. Bond behavior between CFRP and corroded steel plate associations with surface treatments. Compos. Part B Eng. 2022, 246, 110280. [Google Scholar] [CrossRef]
- Lim, K.S.; Azraai, S.N.A.; Noor, N.M.; Yahaya, N. An Overview of Corroded Pipe Repair Techniques Using Composite Materials. Int. J. Mater. Met. Eng. 2016, 10, 19–25. [Google Scholar] [CrossRef]
- Souza, M.; Bayazitoglu, Y.; Lu, L.S.; Valdes, V.; Vazquez, R. Repairs of hurricane damaged platforms in the Bay of Campeche. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 4–7 May 1998; Volume 3, pp. 107–116. [Google Scholar] [CrossRef]
- Murphy, F.; Smith, B.L. The Investigation and Repair of Defective Joints on the Kinsale Alpha Platform. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 1993; pp. 143–153. [Google Scholar]
- Turner, J.W.; Wisch, D.J.; Guynes, S.J. A review of operations and mitigation methods for offshore platforms. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 1994; pp. 179–187. [Google Scholar] [CrossRef]
- Gandhi, P.; Raghava, G.; Murthy, D.S.R. Fatigue Behavior of Internally Ring-Stiffened Welded Steel Tubular Joints. J. Struct. Eng. 2000, 126, 809–815. [Google Scholar] [CrossRef]
- Murthy, D.S.R.; Rao, A.G.M.; Gandhi, P.; Pant, P.K. Structural efficiency of internally ring-stiffened steel tubular joints. J. Struct. Eng. 1992, 118, 3016–3035. [Google Scholar] [CrossRef]
- Lan, X.; Wang, F.; Ning, C.; Xu, X.; Pan, X.; Luo, Z. Strength of internally ring-stiffened tubular DT-joints subjected to brace axial loading. J. Constr. Steel Res. 2016, 125, 88–94. [Google Scholar] [CrossRef]
- Ahmadi, H.; Zavvar, E. Stress concentration factors induced by out-of-plane bending loads in ring-stiffened tubular KT-joints of jacket structures. Thin-Walled Struct. 2015, 91, 82–95. [Google Scholar] [CrossRef]
- Ahmadi, H.; Mohammadi, A.H.; Yeganeh, A. Probability density functions of SCFs in internally ring-stiffened tubular KT-joints of offshore structures subjected to axial loading. Thin-Walled Struct. 2015, 94, 485–499. [Google Scholar] [CrossRef]
- Ahmadi, H.; Yeganeh, A.; Mohammadi, A.H.; Zavvar, E. Probabilistic analysis of stress concentration factors in tubular KT-joints reinforced with internal ring stiffeners under in-plane bending loads. Thin-Walled Struct. 2016, 99, 58–75. [Google Scholar] [CrossRef]
- Ahmadi, H.; Lotfollahi-Yaghin, M.A. Stress concentration due to in-plane bending (IPB) loads in ring-stiffened tubular KT-joints of offshore structures: Parametric study and design formulation. Appl. Ocean Res. 2015, 51, 54–66. [Google Scholar] [CrossRef]
- Ahmadi, H.; Lotfollahi-Yaghin, M.A.; Yong-Bo, S. Chord-side SCF distribution of central brace in internally ring-stiffened tubular KT-joints: A geometrically parametric study. Thin-Walled Struct. 2013, 70, 93–105. [Google Scholar] [CrossRef]
- Ahmadi, H.; Lotfollahi-Yaghin, M.A. Experimental and Numerical Investigation of Geometric SCFs in Internally Ring-Stiffened Tubular KT-Joints of Offshore Structures. J. Persian Gulf 2013, 4, 1–12. [Google Scholar]
- Ahmadi, H.; Lotfollahi-Yaghin, M.A.; Yong-Bo, S.; Aminfar, M.H. Parametric study and formulation of outer-brace geometric stress concentration factors in internally ring-stiffened tubular KT-joints of offshore structures. Appl. Ocean Res. 2012, 38, 74–91. [Google Scholar] [CrossRef]
- Krishna, G.C.S.; Nallayarasu, S. Experimental and numerical investigation on stress concentration at brace-ring intersection (BRI) of internally ring stiffened tubular T-joints. Appl. Ocean Res. 2022, 126, 103288. [Google Scholar] [CrossRef]
- Melek, P.G.; Gaawan, S.; Osman, A. Strengthening Steel CHS X-Joints Subject to Compression by Outer Ring stiffeners. Int. J. Steel Struct. 2020, 20, 1115–1134. [Google Scholar] [CrossRef]
- Woghiren, C.O.; Brennan, F.P. Weld toe stress concentrations in multi-planar stiffened tubular KK joints. Int. J. Fatigue 2009, 31, 164–172. [Google Scholar] [CrossRef] [Green Version]
- Fung, T.C.; Soh, C.K.; Chan, T.K.; Erni. Stress Concentration Factors of Doubler Plate Reinforced Tubular T Joints. J. Struct. Eng. 2002, 128, 1399–1412. [Google Scholar] [CrossRef]
- Fung, T.C.; Chan, T.K.; Soh, C.K. Ultimate Capacity of Doubler Plate-Reinforced Tubular Joints. Available online: https://ascelibrary.org/doi/10.1061/%28ASCE%290733-9445%281999%29125%3A8%28891%29 (accessed on 26 November 2022).
- Hoon, K.; Wong, L.; Soh, A. Experimental investigation of a doubler-plate reinforced tubular T-joint subjected to combined loadings. J. Constr. Steel Res. 2001, 57, 1015–1039. [Google Scholar] [CrossRef]
- Choo, Y.S.; Van der Vegte, G.J.; Zettlemoyer, N.; Li, B.H.; Liew, J.Y.R. Static Strength of T-Joints Reinforced with Doubler or Collar Plates. I: Experimental Investigations. J. Struct. Eng. 2005, 131, 129–138. [Google Scholar] [CrossRef]
- Choo, Y.S.; Liang, J.X.; Van Der Vegte, G.J.; Liew, J.Y.R. Static strength of doubler plate reinforced CHS X-joints loaded by in-plane bending. J. Constr. Steel Res. 2004, 60, 1725–1744. [Google Scholar] [CrossRef]
- Qi, F.; Jia-Hua, T. The ultimate strength of doubler plate reinforced Y-joints under compression loading. J. Mar. Sci. Appl. 2005, 4, 13–19. [Google Scholar] [CrossRef]
- Nazari, A.; Guan, Z.; Daniel, W.J.T.; Gurgenci, H. Parametric Study of Hot Spot Stresses around Tubular Joints with Doubler Plates. Pract. Period. Struct. Des. Constr. 2007, 12, 38–47. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.A.; Ahmadi, H. Static performance of doubler plate reinforced tubular T/Y-joints subjected to brace tension. Thin-Walled Struct. 2016, 108, 138–152. [Google Scholar] [CrossRef]
- Soh, A.-K.; Soh, C.-K. Stress analysis of axially loaded T tubular joints reinforced with doubler plates. Comput. Struct. 1994, 55, 141–149. [Google Scholar] [CrossRef]
- Yong-Boa, S.; Seng-Tjhenb, L.; Sing-Pingb, C.; Yan-Qing, C. Hysteretic performance of circular hollow section tubular joints with collar-plate reinforcement. J. Constr. Steel Res. 2011, 67, 1936–1947. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.A.; Ahmadi, H. Static strength of collar plate reinforced tubular T/Y-joints under brace compressive loading. J. Constr. Steel Res. 2016, 119, 39–49. [Google Scholar] [CrossRef]
- ASME PCC-2; Repair of Pressure Equipment and Piping. American Society of Mechanical Engineers: New York, NY, USA, 2011.
- ISO 24817:2015; Petroleum, Petrochemical and Natural Gas Industries—Composite Repairs of Pipework—Qualification and Design, Installation, Testing and Inspection. ISO: Geneva, Switzerland, 2017.
- De Barros, S.; Banea, M.D.; Budhe, S.; De Siqueira, C.E.R.; Lobão, B.S.P.; Souza, L.F.G. Experimental analysis of metal-composite repair of floating offshore units (FPSO). J. Adhes. 2017, 93, 147–158. [Google Scholar] [CrossRef]
- Pantelides, C.P.; Nadauld, J.; Cercone, L. Repair of Cracked Aluminum Overhead Sign Structures with Glass Fiber Reinforced Polymer Composites. J. Compos. Constr. 2003, 7, 118–126. [Google Scholar] [CrossRef]
- Lesani, M.; Bahaari, M.R.; Shokrieh, M.M. FRP wrapping for the rehabilitation of Circular Hollow Section (CHS) tubular steel connections. Thin-Walled Struct. 2015, 90, 216–234. [Google Scholar] [CrossRef]
- Lesani, M.; Bahaari, M.R.; Shokrieh, M.M. Experimental investigation of FRP-strengthened tubular T-joints under axial compressive loads. Constr. Build. Mater. 2014, 53, 243–252. [Google Scholar] [CrossRef]
- Fam, A.; Witt, S.; Rizkalla, S. Repair of damaged aluminum truss joints of highway overhead sign structures using FRP. Constr. Build. Mater. 2006, 20, 948–956. [Google Scholar] [CrossRef]
- Karbhari, V.M.; Shulley, S.B. Use of Composites for Rehabilitation of Steel Structures—Determination of Bond Durability. J. Mater. Civ. Eng. 1995, 7, 239–245. [Google Scholar] [CrossRef]
- Fu, Y.; Tong, L.; He, L.; Zhao, X.L. Experimental and numerical investigation on behavior of CFRP-strengthened circular hollow section gap K-joints. Thin-Walled Struct. 2016, 102, 80–97. [Google Scholar] [CrossRef] [Green Version]
- George, J.M.; Kimiaei, M.; Elchalakani, M.; Fawzia, S. Experimental and numerical investigation of underwater composite repair with fibre reinforced polymers in corroded tubular offshore structural members under concentric and eccentric axial loads. Eng. Struct. 2021, 227, 111402. [Google Scholar] [CrossRef]
- Tafsirojjaman, T.; Dogar, A.U.R.; Liu, Y.; Manalo, A.; Thambiratnam, D.P. Performance and design of steel structures reinforced with FRP composites: A state-of-the-art review. Eng. Fail. Anal. 2022, 138, 106371. [Google Scholar] [CrossRef]
- Cromwell, J.R.; Harries, K.A.; Shahrooz, B.M. Environmental durability of externally bonded FRP materials intended for repair of concrete structures. Constr. Build. Mater. 2011, 25, 2528–2539. [Google Scholar] [CrossRef]
- Nguyen, T.-C.; Bai, Y.; Zhao, X.-L.; Al-Mahaidi, R. Durability of steel/CFRP double strap joints exposed to sea water, cyclic temperature and humidity. Compos. Struct. 2012, 94, 1834–1845. [Google Scholar] [CrossRef]
- Setvati, M.R.; Mustaffa, Z.; Shafiq, N.; Syed, Z.I. A Review on composite materials for offshore structures. In Proceedings of the ASME 2014 33rd International Conference on Ocean, Offshore and Arctic Engineering OMAE, San Francisco, CA, USA, 8–13 June 2014; 2016; p. OMAE2014-23542. Available online: http://proceedings.asmedigitalcollection.asme.org/ (accessed on 29 January 2016).
- Seica, M.V.; Packer, J.A. FRP materials for the rehabilitation of tubular steel structures, for underwater applications. Compos. Struct. 2007, 80, 440–450. [Google Scholar] [CrossRef]
- Saeed, N. Composite Overwrap Repair System for Pipelines—Onshore and Offshore Application. Ph.D. Thesis, The University of Queensland, St Lucia, Australia, 2015. [Google Scholar]
- Guo, R.; Xian, G.; Li, F.; Li, C.; Hong, B. Hygrothermal resistance of pultruded carbon, glass and carbon/glass hybrid fiber reinforced epoxy composites. Constr. Build. Mater. 2021, 315, 125710. [Google Scholar] [CrossRef]
- George, J.M.; Kimiaei, M.; Elchalakani, M.; Efthymiou, M. Flexural response of underwater offshore structural members retrofitted with CFRP wraps and their performance after exposure to real marine conditions. Structures 2022, 43, 559–573. [Google Scholar] [CrossRef]
- Karbhari, V.M. Long-term hydrothermal aging of Carbon-Epoxy materials for rehabilitation of civil infrastructure. Compos. Part A 2022, 153, 106705. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C. Combined effects of sustained bending loading, water immersion and fiber hybrid mode on the mechanical properties of carbon/glass fiber reinforced polymer composite. Compos. Struct. 2021, 281, 115060. [Google Scholar] [CrossRef]
- Kudina, E.; Bukharov, S.N.; Sergienko, V.P.; Dumitrescu, A. Comparative Analysis of Existing Technologies for Composite Repair Systems. In Engineering Materials; Springer Science and Business: Berlin/Heidelberg, Germany, 2018; pp. 241–267. [Google Scholar] [CrossRef]
- NCF Industries Inc. Clock Spring Products Brochure. Available online: https://www.cs-nri.com/product/clock-spring-composite-repair-sleeve/ (accessed on 26 November 2022).
- WrapMaster Inc. PermaWrap Products Brochure. Available online: https://www.wrapmasterinc.com/wp-content/uploads/permwrap_brochure.pdf, (accessed on 26 November 2022).
- WrapMaster Inc. WeldWrap Products Brochure. Available online: https://www.wrapmasterinc.com/wp-content/uploads/weldwrap_brochure.pdf (accessed on 26 November 2022).
- Shamsuddoha, M.; Islam, M.M.; Aravinthan, T.; Manalo, A.; Lau, K. Effectiveness of using fibre-reinforced polymer composites for underwater steel pipeline repairs. Compos. Struct. 2013, 100, 40–54. [Google Scholar] [CrossRef]
- Alexander, C.R. Development of a Composite Repair System for Reinforcing Offshore Risers. Ph.D. Thesis, Texas A&M University, College Station, TX, USA, 2007. [Google Scholar]
- PETRONAS; ACS. PROASSURE Clamp Products Brochure. Available online: http://merit.net.my/wp-content/uploads/2018/03/ProAssure-Clamp-Award-Winning-Technology.pdf (accessed on 26 November 2022).
- PETRONAS. PROASSURE Wrap Extreme Products Brochure. Available online: https://ipt.com.my/products-pipeline-repair-reinforcement-system-proassure-technology.php (accessed on 26 November 2022).
- NCF Industries Inc. SynthoGlass XT Products Brochure. Available online: https://www.cs-nri.com/product/syntho-glass-xt/ (accessed on 26 November 2022).
- NCF Industries Inc. Viper-Skinn Products Brochure. Available online: https://www.cs-nri.com/product/viperskin-hybrid-carbon-and-glass-fiber/ (accessed on 26 November 2022).
- Mableson, A.R.; Dunn, K.R.; Dodds, N.; Gibson, A.G. Refurbishment of steel tubular pipes using composite materials. Plast. Rubber Compos. Process. Appl. 2000, 29, 558–565. [Google Scholar] [CrossRef]
- Worth, F. Analysis of Aquawrap® for Use in Repairing Damaged Pipelines. 2005. Available online: http://pipingrepairtechnologies.com/wp-content/uploads/2009/04/analysis-of-aquawrap-for-use-in-repairing-damaged-pipelines.pdf (accessed on 26 November 2022).
- T.D. Williamson Inc. RES-Q Composite Wrap Products Brochure. Available online: http://www.emkotek.eu/attachments/article/47/TDW_Composite_Wrap.PDF (accessed on 26 November 2022).
- Armor Plate Inc. Armor Plate® Pipe Wrap Products Brochure. Available online: https://www.armorplateinc.com/wp-content/uploads/APPW-Training-PPP-11-29-2016.pdf (accessed on 26 November 2022).
- REINFORCEKIT 4D (R4D) Product Brochure. Available online: https://3xeng.com/reinforcekit-4d/ (accessed on 26 November 2022).
- Alexander, C.; Wilson, F. Recent test results and field experience with Armor Plate Pipe Wrap in repairing corroded and mechanically damaged pipes. In American Society of Mechanical Engineers, Pressure Vessels and Piping Division (Publication) PVP; American Society of Mechanical Engineers: New York, NY, USA, 2000; Volume 409, pp. 27–42. [Google Scholar]
- Morton, A. Wet-Applied Wrap Helps Restore Pipeline Systems. Available online: http://www.hartenergy.com/news/wet-applied-wrap-helps-restore-pipeline-systems-49876 (accessed on 26 November 2022).
- 3X Engineering. REINFORCEKiT® 4D SUBSEA Product Brochure. Available online: https://3xeng.com/wp-content/uploads/R4D-S-product-sheet_A-ENG-)(.2021.pdf (accessed on 26 November 2022).
- Graham-Jones, J.; Summerscales, J. Marine Applications of Advanced Fibre-Reinforced Composites; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- Peck, J.A.; Jones, R.A.; Pang, S.S.; Li, G.; Smith, B.H. UV-cured FRP joint thickness effect on coupled composite pipes. Compos. Struct. 2007, 80, 290–297. [Google Scholar] [CrossRef]
- Veritas, D.N. DNV-RP-C301 Design, Fabrication, Operation and Qualification of Bonded Repair of Steel Structures. 2012. Available online: http://exchange.dnv.com/publishing/codes/docs/2012-04/RP-C301.pdf (accessed on 26 November 2022).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Environment | Application Time | Equipment Required | Cost | Hazards | Weld Quality | |
|---|---|---|---|---|---|---|
| Dry welding | Open-air | Quick | Low | Low | No | High |
| Cofferdam | Slow | Heavy | High | No | High | |
| Hyperbaric Chamber | Moderate | Heavy (Special) | High | Yes | Moderate | |
| Wet welding | Quick | Moderate | Medium | Yes | Low | |
| Application | Rehabilitation Technique | |||||||
|---|---|---|---|---|---|---|---|---|
| Joint Replacement | Collar Plate Welding | Doubler Plate Welding | Internal Ring Stiffeners | Mechanical Clamping | Grouting | Composite Reinforcement | ||
| Defects | Corrosion | *** | ** | ** | * | ** | *** | *** |
| Crack | *** | ** | ** | * | *** | * | *** | |
| Dent | *** | ** | ** | ** | ** | ** | ** | |
| Upgradation | Static strength | *** | ** | * | * | * | * | *** |
| Stiffness | *** | * | ** | * | * | *** | ** | |
| Fatigue life | ** | ** | ** | * | * | * | *** | |
| Application | Rehabilitation Technique | ||||||
|---|---|---|---|---|---|---|---|
| Joint Replacement | Collar Plate Welding | Doubler Plate Welding | Internal Ring Stiffeners | Mechanical Clamping | Grouting | Composite Reinforcement | |
| Application time | *** | ** | ** | ** | * | ** | * |
| Equipment required | *** | ** | ** | * | * | ** | ** |
| Cost | *** | * | * | ** | *** | ** | ** |
| Underwater applicability | * | * | * | * | * | ** | *** £ |
| Load penalty | - | * | * | ** | ** | *** | ** |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iqbal, M.; Karuppanan, S.; Perumal, V.; Ovinis, M.; Rasul, A. Rehabilitation Techniques for Offshore Tubular Joints. J. Mar. Sci. Eng. 2023, 11, 461. https://doi.org/10.3390/jmse11020461
Iqbal M, Karuppanan S, Perumal V, Ovinis M, Rasul A. Rehabilitation Techniques for Offshore Tubular Joints. Journal of Marine Science and Engineering. 2023; 11(2):461. https://doi.org/10.3390/jmse11020461
Chicago/Turabian StyleIqbal, Mohsin, Saravanan Karuppanan, Veeradasan Perumal, Mark Ovinis, and Adnan Rasul. 2023. "Rehabilitation Techniques for Offshore Tubular Joints" Journal of Marine Science and Engineering 11, no. 2: 461. https://doi.org/10.3390/jmse11020461
APA StyleIqbal, M., Karuppanan, S., Perumal, V., Ovinis, M., & Rasul, A. (2023). Rehabilitation Techniques for Offshore Tubular Joints. Journal of Marine Science and Engineering, 11(2), 461. https://doi.org/10.3390/jmse11020461