
An Overview of Natural Fiber Composites for Marine Applications



Abstract
:1. Introduction
- Natural fiber selection criteria in marine application: This section provides an overview of the main natural fibers considered in industry, the chemical treatments required for composite manufacturing, and the mechanical properties and durability of natural fiber composites, also including consideration of their water absorption, hybridization approach, production costs, and environmental considerations.
- Matrix selection criteria for natural fiber composites in marine applications: This section reports the matrices suitable for natural fiber composites for marine applications, scrutinizing their advantages and disadvantages for natural fibers as well as their mechanical properties.
- Processing of natural fiber composites in marine applications: This section presents the common composite manufacturing methods for natural fiber composites used in the marine industry in both academic research and industry, also including a small summary of natural fibers’ processing phases.
- Application of natural fibers in marine applications: In this section, numerous applications of natural fiber composites in the marine industry are illustrated, showing various diverse sea vessels and marine components, such as boat hulls and decks, using natural fiber reinforcement in recent years.
2. Natural Fiber Selection Criteria in Marine Applications
2.1. Mechanical Properties of Vegetable Fibers
- Flax: 62–81% cellulose, 4–21% hemicellulose, 2–5% lignin, and 13–14% other components.
- Hemp: 67–81% cellulose, 6–22% hemicellulose, 3–13% lignin, and 12–13% other components.
- Jute: 56–72% cellulose, 12–35% hemicellulose, 9–14% lignin, and 14% other components [35].
2.1.1. Mechanical Properties of NFRPs with Moisture Absorption
2.1.2. Durability and Fatigue of NFRP Composites
2.2. Costs
2.3. Environmental Impact
2.3.1. Energy Consumption
2.3.2. Life Cycle Analysis
2.3.3. Carbon Footprint
2.4. Strategies to Improve Fiber/Matrix Adhesion
2.4.1. Alkaline Treatment
2.4.2. Silane Treatment
2.4.3. Acetylation
2.5. Hybridization Strategies (Synthetic/Natural Reinforcement)
3. Matrix Selection Criteria for NFC in Marine Applications
3.1. Polyester
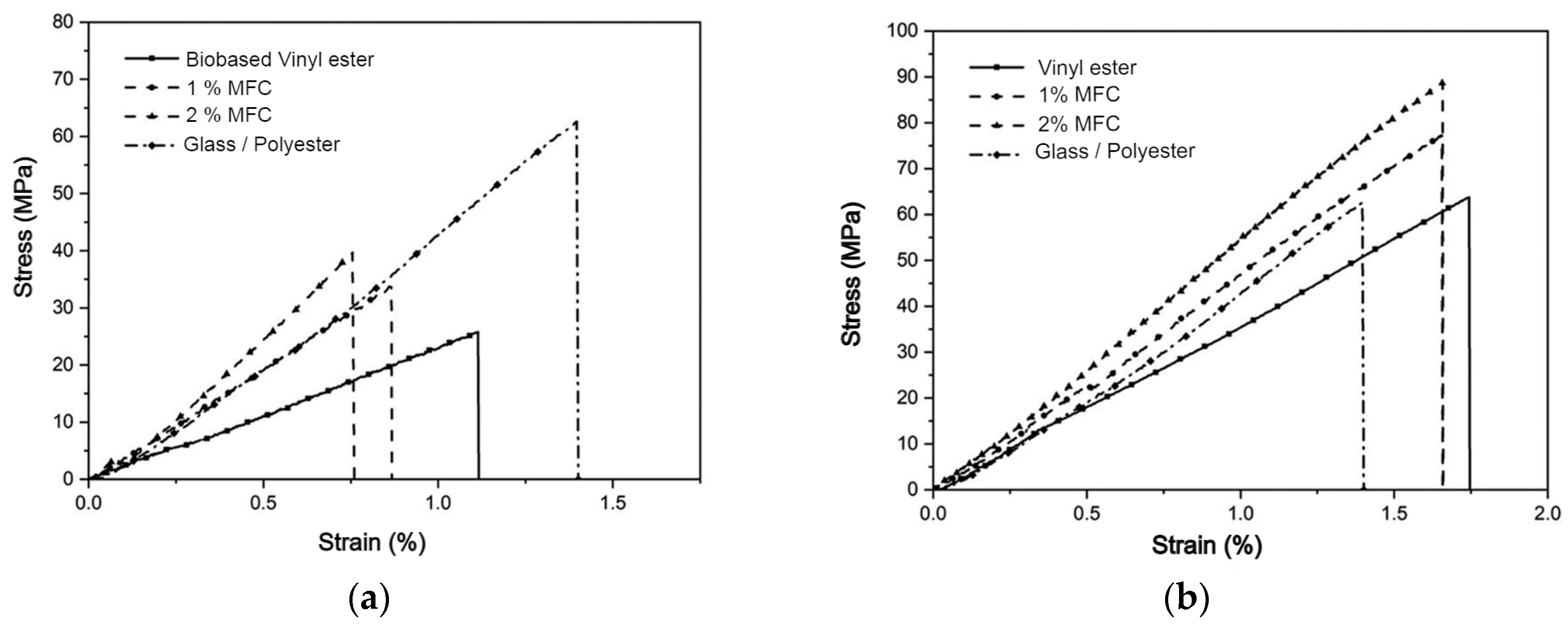
3.2. Vinyl Ester
3.3. Epoxy
3.4. Polyamides
3.5. Phenolics
3.6. Hybridization Strategies (Matrices/Nanoparticles)
4. Processing of NFC in Marine Applications
4.1. Natural Fiber Processing from Plants
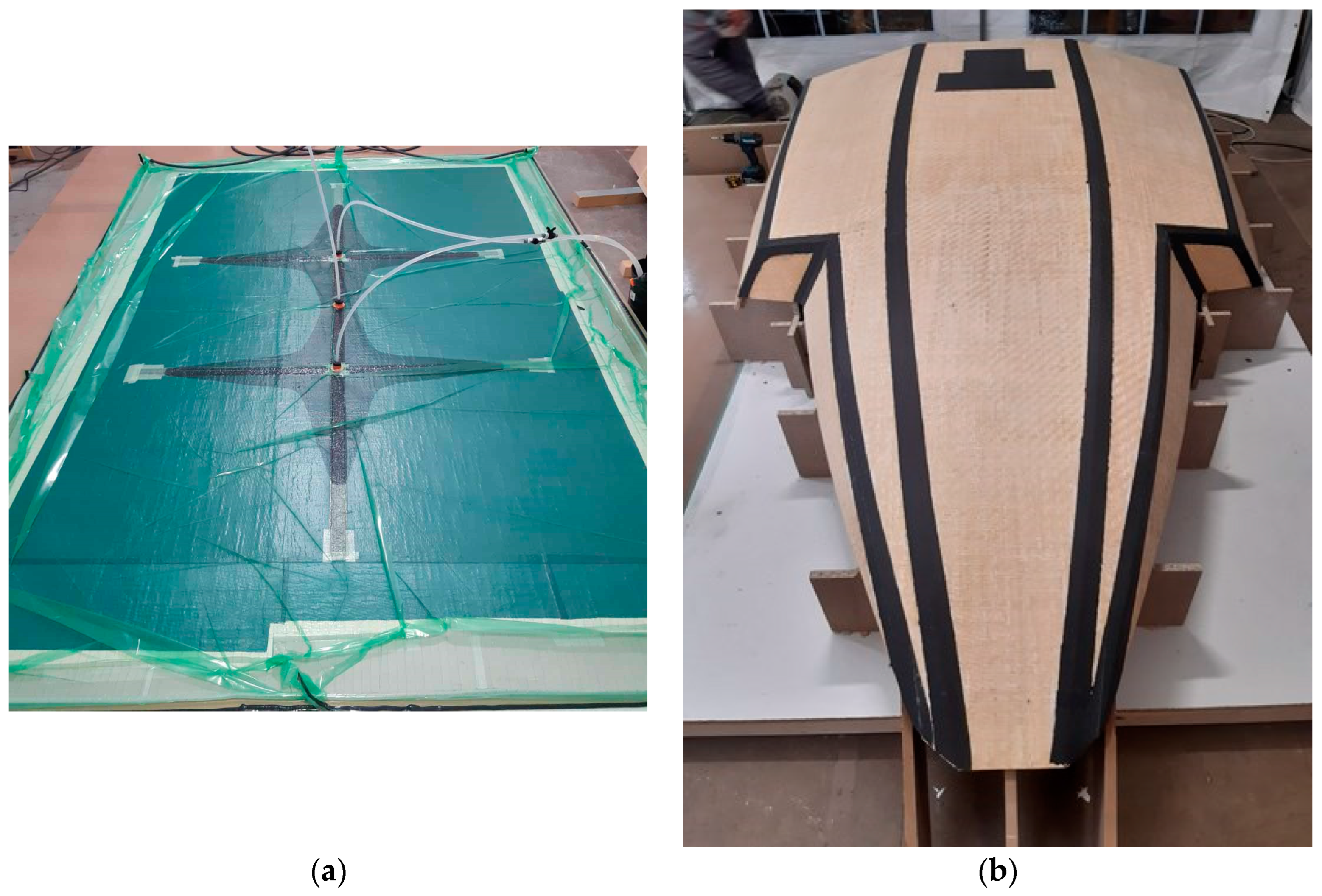
4.2. Composite Production Processes
5. Applications of NFC in Marine Applications
5.1. Boat Hulls
5.2. Canoe
5.3. Surfboard
5.4. Other Marine Applications for Natural Fibers
6. Conclusions
7. Future Recommendations
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Kerni, L.; Singh, S.; Patnaik, A.; Kumar, N. A review on natural fiber reinforced composites. Mater. Today Proc. 2020, 28, 1616–1621. [Google Scholar] [CrossRef]
- Grand View Research. Natural Fiber Composites (NFC) Market Size, Share & Trends Analysis Report by Raw Material, by Matrix, by Technology, by Application, and Segment Forecasts, 2018–2024. Available online: https://www.grandviewresearch.com/industry-analysis/natural-fiber-composites-market (accessed on 20 April 2023).
- Fowler, P.A.; Hughes, J.M.; Elias, R.M. Biocomposites: Technology, environmental credentials and market forces. J. Sci. Food Agric. 2006, 86, 1781–1789. [Google Scholar] [CrossRef]
- Boccarusso, L.; Carrino, L.; Durante, M.; Formisano, A.; Langella, A.; Minutolo, F.M.C. Hemp fabric/epoxy composites manufactured by infusion process: Improvement of fire properties promoted by ammonium polyphosphate. Compos. Part B 2016, 89, 117–126. [Google Scholar] [CrossRef]
- Boccarusso, L.; Durante, M.; Langella, A. Lightweight hemp/bio-epoxy grid structure manufactured by a new continuous process. Compos. Part B 2018, 146, 165–175. [Google Scholar] [CrossRef]
- Boccarusso, L.; De Fazio, D.; Durante, M. Production of PP composites reinforced with flax and hemp woven mesh fabrics via compression molding. Inventions 2022, 7, 5. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine application of fiber reinforced composites: A review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef]
- Wood, P.H. missing the boat: Ancient Dugout Canoes in the mississippi-missouri Watershed. Early Am. Stud. 2018, 16, 197–254. [Google Scholar] [CrossRef]
- Mark, S. The construction of the Khufu I vessel (c. 2566 BC): A re-evaluation. Int. J. Naut. Archaeol. 2009, 38, 133–152. [Google Scholar] [CrossRef]
- Shalev, S.; Kahanov, Y.; Doherty, C. Nails from a 2400 year old shipwreck: A study of copper in a marine archaeological environment. JOM 1999, 51, 14–17. [Google Scholar] [CrossRef]
- Dobre, L.M. Underwater archeology in the county of Constanta-ancient wooden anchors with lead crosspiece discovered in the Black Sea. Rom. J. Hist. Stud. 2019, 2, 9–21. [Google Scholar]
- Arnold, A.J. Iron Shipbuilding on the Thames, 1832–1915: An Economic and Business History; Routledge: Burlington, VT, USA, 2017. [Google Scholar]
- Richards, N.T.; Campbell, P. The Meyer’s Boatyard Vessel, Part 1: The Historical Significance of M-Class Gunboats. Bermud. J. Archaeol. Marit. Hist. 2013, 20, 90–106. [Google Scholar]
- Blumenthal, T. The Japanese hipbuilding Industry. In Japanese Industrialization and Its Social Consequences; Univesity of California Press: Los Angeles, CA, USA, 2021; pp. 129–160. [Google Scholar]
- Holmquist, T. Strength and Fracture Characteristics of HY-80, HY-100, and HY-130 Steels Subjected to Various Strains, Strain Rates, Temperatures, and Pressures; Honeywell Inc, Armament Systems Div: Brooklyn Park, MN, USA, 1987. [Google Scholar]
- Daniel, D. Fire at Sea: The Tragedy of the Soviet Submarine Komsomolets; Potomac Books: Sterling, VA, USA, 2007. [Google Scholar]
- Roberts, C.C., Jr. The Boat that Won the War: An Illustrated History of the Higgins LCVP; Casemate Publishers: Barnsley, UK, 2017. [Google Scholar]
- Reynolds, G.D. Plastic Fantastic: The Fiberglass Boatbuilding Industry in Holland, Michigan. In Michigan Modern: Design the Shaped America; Gibbs Smith: Layton, UT, USA, 2016; pp. 199–205. [Google Scholar]
- Hall, D.; Robson, B. A review of the design and materials evaluation programme for the GRP/foam sandwich composite hull of the RAN minehunter. Composites 1984, 15, 266–276. [Google Scholar] [CrossRef]
- Chauhan, V.; Kärki, T.; Varis, J. Review of natural fiber-reinforced engineering plastic composites, their applications in the transportation sector and processing techniques. J. Thermoplast. Compos. Mater. 2022, 35, 1169–1209. [Google Scholar] [CrossRef]
- Reinprecht, L. Biological degradation of wood. In Wood Deterioration, Protection and Maintenance; John Wiley and Sons: Hoboken, NJ, USA, 2016; pp. 62–125. [Google Scholar]
- Yao, S.-S.; Jin, F.-L.; Rhee, K.Y.; Hui, D.; Park, S.-J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B Eng. 2018, 142, 241–250. [Google Scholar] [CrossRef]
- Padmaraj, N.; Chethan, K.; Utkarsh, S.; Banerjee, S. Influence of marine environment on mechanical properties of glass fiber reinforced composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 012132. [Google Scholar] [CrossRef]
- Koniuszewska, A.G.; Kaczmar, J.W. Application of polymer based composite materials in transportation. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 1–24. [Google Scholar] [CrossRef]
- Pinto, F.; Boccarusso, L.; De Fazio, D.; Cuomo, S.; Durante, M.; Meo, M. Carbon/hemp bio-hybrid composites: Effects of the stacking sequence on flexural, damping and impact properties. Compos. Struct. 2020, 242, 112148. [Google Scholar] [CrossRef]
- Bhat, R.; Mohan, N.; Sharma, S.; Rao, S. Influence of seawater absorption on the hardness of glass fiber/polyester composite. J. Comput. Mech. Manag. 2022, 1, 1–11. [Google Scholar] [CrossRef]
- Griffith, J.E.; Chen, Y.; Liu, Q.; Wang, Q.; Richards, J.J.; Tullman-Ercek, D.; Shull, K.R.; Wang, M. Quantitative high-throughput measurement of bulk mechanical properties using commonly available equipment. Mater. Horiz. 2022, 10, 97–106. [Google Scholar] [CrossRef]
- Magazzù, A.; Marcuello, C. Investigation of Soft Matter Nanomechanics by Atomic Force Microscopy and Optical Tweezers: A Comprehensive Review. Nanomaterials 2023, 13, 963. [Google Scholar] [CrossRef] [PubMed]
- Ong, S.P. Accelerating materials science with high-throughput computations and machine learning. Comput. Mater. Sci. 2019, 161, 143–150. [Google Scholar] [CrossRef]
- Nazarychev, V.M.; Vaganov, G.V.; Larin, S.V.; Didenko, A.L.; Elokhovskiy, V.Y.; Svetlichnyi, V.M.; Yudin, V.E.; Lyulin, S.V. Rheological and Mechanical Properties of Thermoplastic Crystallizable Polyimide-Based Nanocomposites Filled with Carbon Nanotubes: Computer Simulations and Experiments. Polymers 2022, 14, 3154. [Google Scholar] [CrossRef] [PubMed]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibres for composite reinforcement. A review. Ind. Crop. Prod. 2020, 145, 111984. [Google Scholar] [CrossRef]
- Mochane, M.J.; Magagula, S.I.; Sefadi, J.S.; Mokhena, T.C. A review on green composites based on natural fiber-reinforced polybutylene succinate (PBS). Polymers 2021, 13, 1200. [Google Scholar] [CrossRef]
- Tanase-Opedal, M.; Espinosa, E.; Rodríguez, A.; Chinga-Carrasco, G. Lignin: A biopolymer from forestry biomass for biocomposites and 3D printing. Materials 2019, 12, 3006. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Jabbar, M.; Hussain, T.; Militky, J.; Baheti, V. Hydrophobic treatment of natural fibers and their composites—A review. J. Ind. Text. 2018, 47, 2153–2183. [Google Scholar] [CrossRef]
- Vásquez-Garay, F.; Carrillo-Varela, I.; Vidal, C.; Reyes-Contreras, P.; Faccini, M.; Teixeira Mendonça, R. A review on the lignin biopolymer and its integration in the elaboration of sustainable materials. Sustainability 2021, 13, 2697. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Ansell, M. Natural fibre composites in a marine environment. In Natural Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 365–374. [Google Scholar]
- Alexopoulou, E.; Papatheohari, Y.; Christou, M.; Monti, A. Origin, description, importance, and cultivation area of kenaf. In Kenaf: A Multi-Purpose Crop for Several Industrial Applications: New Insights from the Biokenaf Project; Springer: London, UK, 2013; pp. 1–15. [Google Scholar]
- Food and Agriculture Organization of the United Nations. Rome. 2018. Available online: http://faostat.fao.org (accessed on 1 March 2023).
- Sen, T.; Reddy, H.J. Various industrial applications of hemp, kinaf, flax and ramie natural fibres. Int. J. Innov. Manag. Technol. 2011, 2, 192. [Google Scholar]
- Vuorinne, I.; Heiskanen, J.; Maghenda, M.; Mwangala, L.; Muukkonen, P.; Pellikka, P.K. Allometric models for estimating leaf biomass of sisal in a semi-arid environment in Kenya. Biomass Bioenergy 2021, 155, 106294. [Google Scholar] [CrossRef]
- Kithiia, M.W.; Munyasi, M.D.; Mutuli, M.S. Strength Properties of surface modified Kenyan sisal fibres. J. Nat. Fibers 2022, 19, 2277–2287. [Google Scholar] [CrossRef]
- Ibrahim, I.D.; Jamiru, T.; Sadiku, E.R.; Kupolati, W.K.; Agwuncha, S.C.; Ekundayo, G. Mechanical properties of sisal fibre-reinforced polymer composites: A review. Compos. Interfaces 2016, 23, 15–36. [Google Scholar] [CrossRef]
- Reis, J. Sisal fiber polymer mortar composites: Introductory fracture mechanics approach. Constr. Build. Mater. 2012, 37, 177–180. [Google Scholar] [CrossRef]
- Makarov, I.; Golova, L.; Vinogradov, M.; Egorov, Y.E.; Kulichikhin, V.; Mikhailov, Y.M. New Hydrated Cellulose Fiber Based on Flax Cellulose. Russ. J. Gen. Chem. 2021, 91, 1807–1815. [Google Scholar] [CrossRef]
- Baley, C.; Bourmaud, A.; Davies, P. Eighty years of composites reinforced by flax fibres: A historical review. Compos. Part A 2021, 144, 106333. [Google Scholar] [CrossRef]
- Arslanoglu, Ş.F.; Sert, S.; Şahin, H.A.; Aytaç, S.; El Sabagh, A. Yield and Yield Criteria of Flax Fiber (Linum usititassimum L.) as Influenced by Different Plant Densities. Sustainability 2022, 14, 4710. [Google Scholar] [CrossRef]
- Dey, P.; Mahapatra, B.; Pramanick, B.; Kumar, A.; Negi, M.; Paul, J.; Shukla, D.; Singh, S. Quality optimization of flax fibre through durational management of water retting technology under sub-tropical climate. Ind. Crop. Prod. 2021, 162, 113277. [Google Scholar] [CrossRef]
- Kiryluk, A.; Kostecka, J. Pro-environmental and health-promoting grounds for restitution of flax (Linum usitatissimum L.) cultivation. J. Ecol. Eng. 2020, 21, 99–107. [Google Scholar] [CrossRef]
- Grégoire, M.; Bar, M.; De Luycker, E.; Musio, S.; Amaducci, S.; Gabrion, X.; Placet, V.; Ouagne, P. Comparing flax and hemp fibres yield and mechanical properties after scutching/hackling processing. Ind. Crop. Prod. 2021, 172, 114045. [Google Scholar] [CrossRef]
- Schumacher, A.G.D.; Pequito, S.; Pazour, J. Industrial hemp fiber: A sustainable and economical alternative to cotton. J. Clean. Prod. 2020, 268, 122180. [Google Scholar] [CrossRef]
- Gabrion, X.; Koolen, G.; Grégoire, M.; Musio, S.; Bar, M.; Botturi, D.; Rondi, G.; de Luycker, E.; Amaducci, S.; Ouagne, P. Influence of industrial processing parameters on the effective properties of long aligned European hemp fibres in composite materials. Compos. Part A Appl. Sci. Manuf. 2022, 157, 106915. [Google Scholar] [CrossRef]
- Zimniewska, M. Hemp fibre properties and processing target textile: A review. Materials 2022, 15, 1901. [Google Scholar] [CrossRef]
- Rehman, M.; Fahad, S.; Du, G.; Cheng, X.; Yang, Y.; Tang, K.; Liu, L.; Liu, F.-H.; Deng, G. Evaluation of hemp (Cannabis sativa L.) as an industrial crop: A review. Environ. Sci. Pollut. Res. 2021, 28, 52832–52843. [Google Scholar] [CrossRef]
- Carus, M.; Sarmento, L. The European Hemp Industry: Cultivation, processing and applications for fibres, shivs, seeds and flowers. Eur. Ind. Hemp Assoc. 2016, 5, 1–9. [Google Scholar]
- Giupponi, L.; Leoni, V.; Carrer, M.; Ceciliani, G.; Sala, S.; Panseri, S.; Pavlovic, R.; Giorgi, A. Overview on Italian hemp production chain, related productive and commercial activities and legislative framework. Ital. J. Agron. 2020, 15, 194–205. [Google Scholar] [CrossRef]
- Rohan, T.; Tushar, B.; Mahesha, G. Review of natural fiber composites. Proc. IOP Conf. Ser. Mater. Sci. Eng. 2018, 314, 012020. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Summerscales, J. Durability of composites in the marine environment. In Durability of Composites in a Marine Environment; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–13. [Google Scholar]
- Colin, X.; Verdu, J. Humid ageing of organic matrix composites. In Durability of Composites in a Marine Environment; Springer: Berlin/Heidelberg, Germany, 2014; pp. 47–114. [Google Scholar]
- Dhakal, H.N.; MacMullen, J.; Zhang, Z. Moisture measurement and effects on properties of marine composites. In Marine Applications of Advanced Fibre-Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 103–124. [Google Scholar]
- Dąbrowska, A. Plant-oil-based fibre composites for boat hulls. Materials 2022, 15, 1699. [Google Scholar] [CrossRef] [PubMed]
- Dhakal, H.N.; Zhang, Z.a.; Richardson, M.O. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Chethan, K.; Hegde, S.; Kumar, R.; Padmaraj, N. An experimental investigation of the effect of natural fiber treatment and marine environment on Cannabis Sativa/epoxy laminates. J. Appl. Eng. Sci. 2021, 19, 840–846. [Google Scholar] [CrossRef]
- Lekube, B.M.; Burgstaller, C. Partially Compacted Commingled PLA-Flax Biocomposites. Macromol 2022, 2, 247–257. [Google Scholar] [CrossRef]
- Gries, T.; Raina, M.; Quadflieg, T.; Stolyarov, O. Manufacturing of textiles for civil engineering applications. Text. Fibre Compos. Civ. Eng. 2016, 3, 3–24. [Google Scholar]
- Lekube, B.M.; Hermann, W.; Burgstaller, C. Partially compacted polypropylene glass fiber non-woven composite: Influence of processing, porosity and fiber length on mechanical properties and modeling. Compos. Part A 2020, 135, 105939. [Google Scholar] [CrossRef]
- de Kergariou, C.; Le Duigou, A.; Popineau, V.; Gager, V.; Kervoelen, A.; Perriman, A.; Saidani-Scott, H.; Allegri, G.; Panzera, T.H.; Scarpa, F. Measure of porosity in flax fibres reinforced polylactic acid biocomposites. Compos. Part A 2021, 141, 106183. [Google Scholar] [CrossRef]
- Merotte, J.; Le Duigou, A.; Bourmaud, A.; Behlouli, K.; Baley, C. Mechanical and acoustic behaviour of porosity controlled randomly dispersed flax/PP biocomposite. Polym. Test. 2016, 51, 174–180. [Google Scholar] [CrossRef]
- Berges, M.; Léger, R.; Placet, V.; Person, V.; Corn, S.; Gabrion, X.; Rousseau, J.; Ramasso, E.; Ienny, P.; Fontaine, S. Influence of moisture uptake on the static, cyclic and dynamic behaviour of unidirectional flax fibre-reinforced epoxy laminates. Compos. Part A 2016, 88, 165–177. [Google Scholar] [CrossRef]
- Gager, V.; Le Duigou, A.; Bourmaud, A.; Pierre, F.; Behlouli, K.; Baley, C. Understanding the effect of moisture variation on the hygromechanical properties of porosity-controlled nonwoven biocomposites. Polym. Test. 2019, 78, 105944. [Google Scholar] [CrossRef]
- Coroller, G.; Lefeuvre, A.; Le Duigou, A.; Bourmaud, A.; Ausias, G.; Gaudry, T.; Baley, C. Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos. Part A Appl. Sci. Manuf. 2013, 51, 62–70. [Google Scholar] [CrossRef]
- Shah, D.U. Damage in biocomposites: Stiffness evolution of aligned plant fibre composites during monotonic and cyclic fatigue loading. Compos. Part A Appl. Sci. Manuf. 2016, 83, 160–168. [Google Scholar] [CrossRef]
- Le Duigou, A.; Requile, S.; Beaugrand, J.; Scarpa, F.; Castro, M. Natural fibres actuators for smart bio-inspired hygromorph biocomposites. Smart Mater. Struct. 2017, 26, 125009. [Google Scholar] [CrossRef]
- Réquilé, S.; Le Duigou, A.; Bourmaud, A.; Baley, C. Deeper insights into the moisture-induced hygroscopic and mechanical properties of hemp reinforced biocomposites. Compos. Part A 2019, 123, 278–285. [Google Scholar] [CrossRef]
- Péron, M.; Célino, A.; Castro, M.; Jacquemin, F.; Le Duigou, A. Study of hygroscopic stresses in asymmetric biocomposite laminates. Compos. Sci. Technol. 2019, 169, 7–15. [Google Scholar] [CrossRef]
- Lu, M.M.; Fuentes, C.A.; Van Vuure, A.W. Moisture sorption and swelling of flax fibre and flax fibre composites. Compos. Part B 2022, 231, 109538. [Google Scholar] [CrossRef]
- Le Duigou, A.; Merotte, J.; Bourmaud, A.; Davies, P.; Belhouli, K.; Baley, C. Hygroscopic expansion: A key point to describe natural fibre/polymer matrix interface bond strength. Compos. Sci. Technol. 2017, 151, 228–233. [Google Scholar] [CrossRef]
- Azwa, Z.; Yousif, B.; Manalo, A.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Le Duigou, A.; Keryvin, V.; Beaugrand, J.; Pernes, M.; Scarpa, F.; Castro, M. Humidity responsive actuation of bioinspired hygromorph biocomposites (HBC) for adaptive structures. Compos. Part A 2019, 116, 36–45. [Google Scholar] [CrossRef]
- Han, H.C.; Gong, X.L.; Li, C.; Kang, F.; Yang, H.B.; Zhou, M. A study of water-induced elementary hemp fiber swelling and the reinforced polypropylene composite expansion. Polym. Compos. 2021, 42, 5101–5110. [Google Scholar] [CrossRef]
- Abida, M.; Gehring, F.; Mars, J.; Vivet, A.; Dammak, F.; Haddar, M. Hygro-mechanical coupling and multiscale swelling coefficients assessment of flax yarns and flax/epoxy composites. Compos. Part A 2020, 136, 105914. [Google Scholar] [CrossRef]
- Derome, D.; Rafsanjani, A.; Patera, A.; Guyer, R.; Carmeliet, J. Hygromorphic behaviour of cellular material: Hysteretic swelling and shrinkage of wood probed by phase contrast X-ray tomography. Philos. Mag. 2012, 92, 3680–3698. [Google Scholar] [CrossRef]
- Le Duigou, A.; Fruleux, T.; Matsuzaki, R.; Chabaud, G.; Ueda, M.; Castro, M. 4D printing of continuous flax-fibre based shape-changing hygromorph biocomposites: Towards sustainable metamaterials. Mater. Des. 2021, 211, 110158. [Google Scholar] [CrossRef]
- Tahouni, Y.; Cheng, T.; Lajewski, S.; Benz, J.; Bonten, C.; Wood, D.; Menges, A. Codesign of Biobased Cellulose-Filled Filaments and Mesostructures for 4D Printing Humidity Responsive Smart Structures. 3D Print. Addit. Manuf. 2022, 10, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Echtermeyer, A.T. Integrating durability in marine composite certification. In Durability of Composites in a Marine Environment; Springer: Berlin/Heidelberg, Germany, 2014; pp. 179–194. [Google Scholar]
- Curto, M.; Le Gall, M.; Catarino, A.I.; Niu, Z.; Davies, P.; Everaert, G.; Dhakal, H.N. Long-term durability and ecotoxicity of biocomposites in marine environments: A review. RSC Adv. 2021, 11, 32917–32941. [Google Scholar] [CrossRef]
- Vizentin, G.; Vukelić, G.; Božić, Ž.; Ivošević, Š. Environmentally induced changes in fatigue life and durability of marine structures and vessels. Procedia Struct. Integr. 2022, 42, 793–798. [Google Scholar] [CrossRef]
- Huang, Z.; Zhan, W.; Qian, X. Challenges for lightweight composites in the offshore and marine industry from the fatigue perspective. J. Compos. Mater. Sci. 2020, 2, 65–86. [Google Scholar]
- Vijayanandh, R.; Venkatesan, K.; Kumar, M.S.; Kumar, G.R.; Jagadeeshwaran, P.; Kumar, R.R. Comparative fatigue life estimations of Marine Propeller by using FSI. J. Phys. Conf. Ser. 2020, 1473, 012018. [Google Scholar] [CrossRef]
- Borba, P.M.; Tedesco, A.; Lenz, D.M. Effect of reinforcement nanoparticles addition on mechanical properties of SBS/Curauá fiber composites. Mater. Res. 2014, 17, 412–419. [Google Scholar] [CrossRef]
- Aziz, T.; Ullah, A.; Fan, H.; Jamil, M.I.; Khan, F.U.; Ullah, R.; Iqbal, M.; Ali, A.; Ullah, B. Recent progress in silane coupling agent with its emerging applications. J. Polym. Environ. 2021, 29, 3427–3443. [Google Scholar] [CrossRef]
- Salahuddin, B.; Sha, Z.; Aziz, S.; Faisal, S.N.; Islam, M.S. Durability Against Fatigue and Moisture of Natural Fibre Composite. Sustain. Nat. Fiber Compos. 2022, 122, 128–153. [Google Scholar]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials–An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Dinesh, T.; Kadirvel, A.; Hariharan, P. Role of nano-silica in tensile fatigue, fracture toughness and low-velocity impact behaviour of acid-treated pineapple fibre/stainless steel wire mesh-reinforced epoxy hybrid composite. Mater. Res. Express 2020, 6, 125365. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J.; Licence, P. Fatigue life evaluation of aligned plant fibre composites through S–N curves and constant-life diagrams. Compos. Sci. Technol. 2013, 74, 139–149. [Google Scholar] [CrossRef]
- Liang, S.; Gning, P.-B.; Guillaumat, L. A comparative study of fatigue behaviour of flax/epoxy and glass/epoxy composites. Compos. Sci. Technol. 2012, 72, 535–543. [Google Scholar] [CrossRef]
- Baley, C. Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Compos. Part A 2002, 33, 939–948. [Google Scholar] [CrossRef]
- Placet, V. Characterization of the thermo-mechanical behaviour of Hemp fibres intended for the manufacturing of high performance composites. Compos. Part A 2009, 40, 1111–1118. [Google Scholar] [CrossRef]
- de Andrade Silva, F.; Chawla, N.; de Toledo Filho, R.D. An experimental investigation of the fatigue behavior of sisal fibers. Mater. Sci. Eng. A 2009, 516, 90–95. [Google Scholar] [CrossRef]
- Fotouh, A.; Wolodko, J.D.; Lipsett, M.G. Fatigue of natural fiber thermoplastic composites. Compos. Part B 2014, 62, 175–182. [Google Scholar] [CrossRef]
- Davies, P.; Arhant, M.; Grossmann, E. Seawater ageing of infused flax fibre reinforced acrylic composites. Compos. Part C Open Access 2022, 8, 100246. [Google Scholar] [CrossRef]
- Haggui, M.; El Mahi, A.; Jendli, Z.; Akrout, A.; Haddar, M. Static and fatigue characterization of flax fiber reinforced thermoplastic composites by acoustic emission. Appl. Acoust. 2019, 147, 100–110. [Google Scholar] [CrossRef]
- Graupner, N.; Hohe, J.; Schober, M.; Rohrmüller, B.; Weber, D.; Bruns, L.; Bruns, A.; Müssig, J. A competitive study of the static and fatigue performance of flax, glass, and flax/glass hybrid composites on the structural example of a light railway axle tie. Front. Mater. 2022, 9, 837289. [Google Scholar] [CrossRef]
- Scida, D.; Alix, S.; Buet, S.; Saidane, E.H.; Courmont, F.; Behlouli, K.; Ayad, R. Hygrothermal/UV aging effect on visual aspect and mechanical properties of non-woven natural-fiber composites. J. Renew. Mater. 2019, 7, 865. [Google Scholar] [CrossRef]
- Saidane, E.H.; Scida, D.; Assarar, M.; Ayad, R. Damage mechanisms assessment of hybrid flax-glass fibre composites using acoustic emission. Compos. Struct. 2017, 174, 1–11. [Google Scholar] [CrossRef]
- Lunetto, V.; Galati, M.; Settineri, L.; Iuliano, L. Sustainability in the manufacturing of composite materials: A literature review and directions for future research. J. Manuf. Process. 2023, 85, 858–874. [Google Scholar] [CrossRef]
- Witik, R.A.; Payet, J.; Michaud, V.; Ludwig, C.; Månson, J.-A.E. Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1694–1709. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.; Siengchin, S. Life-cycle and environmental impact assessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Text. 2022, 51, 5518S–5542S. [Google Scholar] [CrossRef]
- Sarkar, P.K.; Kandasubramanian, B. Metals to polymer composites for submerged hull: A paradigm shift. Polym.-Plast. Technol. Mater. 2021, 60, 1785–1819. [Google Scholar] [CrossRef]
- Collotta, M.; Solazzi, L.; Pandini, S.; Tomasoni, G.; Alberti, M.; Donzella, G. Design and realization a skiff racing boat hull made of natural fibers reinforced composite. Proc. AIP Conf. Proc. 2016, 1736, 020131. [Google Scholar]
- Ansell, M. Natural Fibre Composites & Their Role in Engineering; University of Bath: Bath, UK, 2011. [Google Scholar]
- Qin, Y.; Summerscales, J.; Graham-Jones, J.; Meng, M.; Pemberton, R. Monomer selection for in situ polymerization infusion manufacture of natural-fiber reinforced thermoplastic-matrix marine composites. Polymers 2020, 12, 2928. [Google Scholar] [CrossRef]
- Mutel, F. Flax and Hemp Fiber Composites, a Market Reality: The Biobased Solutions for the Industry; JEC Group: Paris, France, 2018. [Google Scholar]
- Kappenthuler, S.; Seeger, S. Assessing the long-term potential of fiber reinforced polymer composites for sustainable marine construction. J. Ocean Eng. Mar. Energy 2021, 7, 129–144. [Google Scholar] [CrossRef]
- Awais, H.; Nawab, Y.; Amjad, A.; Anjang, A.; Akil, H.M.; Abidin, M.S.Z. Environmental benign natural fibre reinforced thermoplastic composites: A review. Compos. Part C Open Access 2021, 4, 100082. [Google Scholar] [CrossRef]
- Ouagne, P.; Grégoire, M.; Malat, B.; Evon, P.; Labonne, L.; De Luycker, E.; Placet, V. Impact of extraction processes on fiber properties of of linseed flax fibers. Vlak. Text. 2019, 26, 35–40. [Google Scholar]
- Gorach, O.; Dombrovska, O.; Tikhosova, A. Development of technologies for obtaining composite materials based on the use of oilseed flax fibers. INMATEH-Agric. Eng. 2021, 65, 275–282. [Google Scholar] [CrossRef]
- Martin, N.; Davies, P.; Baley, C. Comparison of the properties of scutched flax and flax tow for composite material reinforcement. Ind. Crop. Prod. 2014, 61, 284–292. [Google Scholar] [CrossRef]
- Graupner, N.; Lehmann, K.-H.; Weber, D.E.; Hilgers, H.-W.; Bell, E.G.; Walenta, I.; Berger, L.; Brückner, T.; Kölzig, K.; Randerath, H. Novel low-twist bast fibre yarns from flax tow for high-performance composite applications. Materials 2020, 14, 105. [Google Scholar] [CrossRef]
- Amaducci, S.; Gusovius, H.J. Hemp–cultivation, extraction and processing. In Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; John Wiley & Sons: Chichester, UK, 2010; pp. 109–134. [Google Scholar]
- Graupner, N.; Weber, D.E.; Bell, E.G.; Lehmann, K.-H.; Hilgers, H.-W.; Randerath, H.; Gries, T.; Walenta, I.; Joulian, M.; Müssig, J. Hemp from disordered lines for new staple fibre yarns and high-performance composite applications. Front. Mater. 2022, 8, 807004. [Google Scholar] [CrossRef]
- Bcomp. Marine. Available online: https://www.bcomp.ch/solutions/marine/ (accessed on 1 March 2023).
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Mavinkere Rangappa, S.; Siengchin, S. A review on extraction, chemical treatment, characterization of natural fibers and its composites for potential applications. Polym. Compos. 2021, 42, 6239–6264. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp fiber and its composites—A review. J. Compos. Mater. 2012, 46, 973–986. [Google Scholar] [CrossRef]
- Van der Werf, H.M.; Turunen, L. The environmental impacts of the production of hemp and flax textile yarn. Ind. Crop. Prod. 2008, 27, 1–10. [Google Scholar] [CrossRef]
- Tchana Toffe, G.; Oluwarotimi Ismail, S.; Montalvão, D.; Knight, J.; Ren, G. A scale-up of energy-cycle analysis on processing non-woven flax/PLA tape and triaxial glass fibre fabric for composites. J. Manuf. Mater. Process. 2019, 3, 92. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Licence, P.; Clifford, M.J. Hydroxyethylcellulose surface treatment of natural fibres: The new ‘twist’in yarn preparation and optimization for composites applicability. J. Mater. Sci. 2012, 47, 2700–2711. [Google Scholar] [CrossRef]
- Testoni, G.A. In Situ Long-Term Durability Analysis of Biocomposites in the Marine Environment; Ecole Nationale Supérieure des Mines de Paris: Paris, France, 2015. [Google Scholar]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Blackburn, R.; Payne, J. Life cycle analysis of cotton towels: Impact of domestic laundering and recommendations for extending periods between washing. Green Chem. 2004, 6, G59–G61. [Google Scholar]
- Alves, C.; Silva, A.; Reis, L.; Freitas, M.; Rodrigues, L.; Alves, D. Ecodesign of automotive components making use of natural jute fiber composites. J. Clean. Prod. 2010, 18, 313–327. [Google Scholar] [CrossRef]
- Ardente, F.; Beccali, M.; Cellura, M.; Mistretta, M. Building energy performance: A LCA case study of kenaf-fibres insulation board. Energy Build. 2008, 40, 1–10. [Google Scholar] [CrossRef]
- Fitzgerald, A.; Proud, W.; Kandemir, A.; Murphy, R.J.; Jesson, D.A.; Trask, R.S.; Hamerton, I.; Longana, M.L. A life cycle engineering perspective on biocomposites as a solution for a sustainable recovery. Sustainability 2021, 13, 1160. [Google Scholar] [CrossRef]
- Le Duigou, A.; Davies, P.; Baley, C. Environmental impact analysis of the production of flax fibres to be used as composite material reinforcement. J. Biobased. Mater. Bioenergy 2011, 5, 153–165. [Google Scholar] [CrossRef]
- Rajendran, S.; Scelsi, L.; Hodzic, A.; Soutis, C.; Al-Maadeed, M.A. Environmental impact assessment of composites containing recycled plastics. Resour. Conserv. Recycl. 2012, 60, 131–139. [Google Scholar] [CrossRef]
- Liiv, M.; Alliksaar, T.; Freiberg, R.; Heinsalu, A.; Ott, I.; Reitalu, T.; Tõnno, I.; Vassiljev, J.; Veski, S. Drastic changes in lake ecosystem development as a consequence of flax retting: A multiproxy palaeolimnological study of Lake Kooraste Linajärv, Estonia. Veg. Hist. Archaeobot. 2018, 27, 437–451. [Google Scholar] [CrossRef]
- Benaragama, D.I.; May, W.E.; Gulden, R.H.; Willenborg, C.J. Functionally diverse flax-based rotations improve wild oat (Avena fatua) and cleavers (Galium spurium) management. Weed Sci. 2022, 70, 220–234. [Google Scholar] [CrossRef]
- Sainju, U.M.; Lenssen, A.W.; Allen, B.L.; Jabro, J.D.; Stevens, W.B. Stacked crop rotations and cultural practices for canola and flax yield and quality. Agron. J. 2020, 112, 2020–2032. [Google Scholar] [CrossRef]
- Thayer, C.; Burley, M.; County, E.; Held, D. Industrial Hemp from Seed to Market. In Cornell Cooperative Extension; Cornell University: Ithaca, NY, USA, 2017. [Google Scholar]
- Lamberti, D.; Sarkar, A. Hemp fiber for furnishing applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 254, 192009. [Google Scholar] [CrossRef]
- Bjørn, A.; Owsianiak, M.; Molin, C.; Laurent, A. Main characteristics of LCA. In Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2018; pp. 9–16. [Google Scholar]
- Mansor, M.R.; Salit, M.S.; Zainudin, E.S.; Aziz, N.A.; Ariff, H. Life cycle assessment of natural fiber polymer composites. In Agricultural Biomass Based Potential Materials; Springer Science and Business Media LLC.: Berlin/Heidelberg, Germany, 2015; pp. 121–141. [Google Scholar]
- Ead, A.S.; Appel, R.; Alex, N.; Ayranci, C.; Carey, J.P. Life cycle analysis for green composites: A review of literature including considerations for local and global agricultural use. J. Eng. Fibers Fabr. 2021, 16, 15589250211026940. [Google Scholar] [CrossRef]
- Boland, C.S.; De Kleine, R.; Keoleian, G.A.; Lee, E.C.; Kim, H.C.; Wallington, T.J. Life cycle impacts of natural fiber composites for automotive applications: Effects of renewable energy content and lightweighting. J. Ind. Ecol. 2016, 20, 179–189. [Google Scholar] [CrossRef]
- Réquilé, S.; Mazian, B.; Grégoire, M.; Musio, S.; Gautreau, M.; Nuez, L.; Day, A.; Thiébeau, P.; Philippe, F.; Chabbert, B. Exploring the dew retting feasibility of hemp in very contrasting European environments: Influence on the tensile mechanical properties of fibres and composites. Ind. Crop. Prod. 2021, 164, 113337. [Google Scholar] [CrossRef]
- Tahir, P.M.; Ahmed, A.B.; SaifulAzry, S.O.; Ahmed, Z. Retting process of some bast plant fibres and its effect on fibre quality: A review. BioResources 2011, 6, 5260–5281. [Google Scholar]
- Roy, P.; Tadele, D.; Defersha, F.; Misra, M.; Mohanty, A.K. Environmental and economic prospects of biomaterials in the automotive industry. Clean Technol. Environ. Policy 2019, 21, 1535–1548. [Google Scholar] [CrossRef]
- La Rosa, A.; Cozzo, G.; Latteri, A.; Recca, A.; Björklund, A.; Parrinello, E.; Cicala, G. Life cycle assessment of a novel hybrid glass-hemp/thermoset composite. J. Clean. Prod. 2013, 44, 69–76. [Google Scholar] [CrossRef]
- Cicala, G.; Cristaldi, G.; Recca, G.; Ziegmann, G.; El-Sabbagh, A.; Dickert, M. Properties and performances of various hybrid glass/natural fibre composites for curved pipes. Mater. Des. 2009, 30, 2538–2542. [Google Scholar] [CrossRef]
- Heijungs, R.; Settanni, E.; Guinée, J. Toward a computational structure for life cycle sustainability analysis: Unifying LCA and LCC. Int. J. Life Cycle Assess. 2013, 18, 1722–1733. [Google Scholar] [CrossRef]
- Ilg, P.; Hoehne, C.; Guenther, E. High-performance materials in infrastructure: A review of applied life cycle costing and its drivers–the case of fiber-reinforced composites. J. Clean. Prod. 2016, 112, 926–945. [Google Scholar] [CrossRef]
- Zhao, M.; Dong, Y.; Guo, H. Comparative life cycle assessment of composite structures incorporating uncertainty and global sensitivity analysis. Eng. Struct. 2021, 242, 112394. [Google Scholar] [CrossRef]
- Barth, M.; Carus, M. Carbon Footprint and Sustainability of Different Natural Fibres for Biocomposites and Insulation Material. Hürth: Nova-Institute. 2015. Available online: http://eiha.org/media/2017/01/15-04-Carbon-Footprint-of-Natural-Fibres-nova1.pdf (accessed on 5 September 2017).
- Elseify, L.A.; Midani, M.; El-Badawy, A.; Jawaid, M. Sustainability Assessment and Recycling of Natural Fiber Composites. In Manufacturing Automotive Components from Sustainable Natural Fiber Composites; Springer: Berlin/Heidelberg, Germany, 2021; pp. 67–75. [Google Scholar]
- Basurko, O.C.; Mesbahi, E. Methodology for the sustainability assessment of marine technologies. J. Clean. Prod. 2014, 68, 155–164. [Google Scholar] [CrossRef]
- He, X.; Ping, Q.; Hu, W. Does digital technology promote the sustainable development of the marine equipment manufacturing industry in China? Mar. Policy 2022, 136, 104868. [Google Scholar] [CrossRef]
- Favi, C.; Campi, F.; Germani, M.; Manieri, S. Using design information to create a data framework and tool for life cycle analysis of complex maritime vessels. J. Clean. Prod. 2018, 192, 887–905. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Syamsir, A.; Zahari, N.M.; Supian, A.B.M.; Ishak, M.R.; Sapuan, S.M.; Sharma, S.; Rashedi, A.; Razman, M.R.; Zakaria, S.Z.S. Product development of natural fibre-composites for various applications: Design for sustainability. Polymers 2022, 14, 920. [Google Scholar] [CrossRef]
- Summerscales, J.; Grove, S. Manufacturing methods for natural fibre composites. In Natural Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 176–215. [Google Scholar]
- Sepe, R.; Bollino, F.; Boccarusso, L.; Caputo, F. Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites. Compos. Part B 2018, 133, 210–217. [Google Scholar] [CrossRef]
- Manna, S.; Saha, P.; Chowdhury, S.; Thomas, S.; Sharma, V. Alkali treatment to improve physical, mechanical and chemical properties of lignocellulosic natural fibers for use in various applications. In Lignocellulosic Biomass Production and Industrial Applications; Scrivener Publishing: Beverly, MA, USA, 2017; pp. 47–63. [Google Scholar]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Jain, D.; Kamboj, I.; Bera, T.K.; Kang, A.S.; Singla, R.K. Experimental and numerical investigations on the effect of alkaline hornification on the hydrothermal ageing of Agave natural fiber composites. Int. J. Heat Mass Transf. 2019, 130, 431–439. [Google Scholar] [CrossRef]
- El-Abbassi, F.E.; Assarar, M.; Ayad, R.; Lamdouar, N. Effect of alkali treatment on Alfa fibre as reinforcement for polypropylene based eco-composites: Mechanical behaviour and water ageing. Compos. Struct. 2015, 133, 451–457. [Google Scholar] [CrossRef]
- Leman, Z.; Zainudin, E.S.; Ishak, M.R. Effectiveness of alkali and sodium bicarbonate treatments on sugar palm fiber: Mechanical, thermal, and chemical investigations. J. Nat. Fibers 2018, 17, 877–889. [Google Scholar]
- Yan, L. Effect of alkali treatment on vibration characteristics and mechanical properties of natural fabric reinforced composites. J. Reinf. Plast. Compos. 2012, 31, 887–896. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Ishak, M.; Sapuan, S. Effect of alkali and silane treatments on mechanical and interfacial bonding strength of sugar palm fibers with thermoplastic polyurethane. J. Nat. Fibers 2018, 15, 251–261. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Yang, M.F.M.; Hamid, H.; Abdullah, A.M. Potential use of cellulose fibre composites in marine environment—A review. Eng. Appl. New Mater. Technol. 2018, 85, 25–55. [Google Scholar]
- Jähn, A.; Schröder, M.; Füting, M.; Schenzel, K.; Diepenbrock, W. Characterization of alkali treated flax fibres by means of FT Raman spectroscopy and environmental scanning electron microscopy. Spectrochim. Acta Part A 2002, 58, 2271–2279. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.; Bose, N.R. Effect of alkali treated jute fibres on composite properties. Bull. Mater. Sci. 2001, 24, 129–135. [Google Scholar] [CrossRef]
- Fiore, V.; Sanfilippo, C.; Calabrese, L. Influence of sodium bicarbonate treatment on the aging resistance of natural fiber reinforced polymer composites under marine environment. Polym. Test. 2019, 80, 106100. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabhu, V.; Ramesh, A.; Muthu Kumar, K.; Pasupathi, K. Effect of chemical treatment on erosion properties of jute polyester composites. Proc. AIP Conf. Proc. 2019, 2057, 020063. [Google Scholar]
- Seki, Y. Innovative multifunctional siloxane treatment of jute fiber surface and its effect on the mechanical properties of jute/thermoset composites. Mater. Sci. Eng. A 2009, 508, 247–252. [Google Scholar] [CrossRef]
- Sever, K.; Sarikanat, M.; Seki, Y.; Erkan, G.; Erdoğan, Ü.H. The mechanical properties of γ-methacryloxypropyltrimethoxy silane-treated jute/polyester composites. J. Compos. Mater. 2010, 44, 1913–1924. [Google Scholar] [CrossRef]
- Tserki, V.; Zafeiropoulos, N.; Simon, F.; Panayiotou, C. A study of the effect of acetylation and propionylation surface treatments on natural fibres. Compos. Part A 2005, 36, 1110–1118. [Google Scholar] [CrossRef]
- El Boustani, M.; Lebrun, G.; Brouillette, F.; Belfkira, A. Effect of a solvent-free acetylation treatment on reinforcements permeability and tensile behaviour of flax/epoxy and flax/wood fibre/epoxy composites. Can. J. Chem. Eng. 2017, 95, 1082–1092. [Google Scholar] [CrossRef]
- Bledzki, A.; Mamun, A.; Lucka-Gabor, M.; Gutowski, V. The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polym. Lett. 2008, 2, 413–422. [Google Scholar] [CrossRef]
- Le Guen, M.J.; Newman, R.H.; Fernyhough, A.; Emms, G.W.; Staiger, M.P. The damping–modulus relationship in flax–carbon fibre hybrid composites. Compos. Part B Eng. 2016, 89, 27–33. [Google Scholar] [CrossRef]
- Sezgin, H.; Berkalp, O.B.; Mishra, R.; Militky, J. Investigation of dynamic mechanical properties of jute/carbon reinforced composites. Int. J. Mater. Metall. Eng. 2016, 10, 1492–1495. [Google Scholar]
- Potluri, R. Natural fiber-based hybrid bio-composites: Processing, characterization, and applications. In Green Composites: Processing, Characterisation and Applications for Textiles; Springer: Berlin/Heidelberg, Germany, 2018; pp. 1–46. [Google Scholar]
- Aravind, D.; Senthilkumar, K.; Rajini, N.; Muthu Kumar, T.S.; Chandrasekar, M.; Ismail, S.O.; Yeetsorn, R.; Parameswaranpillai, J.; Siengchin, S.; Indira Devi, M. Feasibility of elastomeric composites as alternative materials for marine applications: A compendious review on their properties and opportunities. Proc. Inst. Mech. Eng. Part M J. Eng. Marit. Environ. 2022, 236, 839–855. [Google Scholar] [CrossRef]
- Fiore, V.; Sanfilippo, C.; Calabrese, L. Dynamic mechanical behavior analysis of flax/jute fiber-reinforced composites under salt-fog spray environment. Polymers 2020, 12, 716. [Google Scholar] [CrossRef] [PubMed]
- Fiore, V.; Calabrese, L. Effect of glass fiber hybridization on the durability in salt-fog environment of pinned flax composites. Polymers 2021, 13, 4201. [Google Scholar] [CrossRef] [PubMed]
- Fiore, V.; Calabrese, L.; Scalici, T.; Valenza, A. Evolution of the bearing failure map of pinned flax composite laminates aged in marine environment. Compos. Part B 2020, 187, 107864. [Google Scholar] [CrossRef]
- Qiu, C.; Guan, Z.; Du, S.; Li, Z.; Huang, Y. Prediction of the net-tension strength of single bolt joint using the 0 ply strength and fracture toughness. Compos. Part B 2019, 161, 386–394. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, K.; Xu, Y.; Cheng, H.; Xu, G.; Li, H. Modeling on bearing behavior and damage evolution of single-lap bolted composite interference-fit joints. Compos. Struct. 2019, 212, 452–464. [Google Scholar] [CrossRef]
- Feng, N.L.; Malingam, S.D.; Irulappasamy, S. Bolted joint behavior of hybrid composites. In Failure Analysis in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 79–95. [Google Scholar]
- Valencia, F.R.; Castillo-López, G.; Aurrekoetxea, J.; Lopez-Arraiza, A. Fibre–Wood Laminate Biocomposites: Seawater Immersion Effects on Flexural and Low Energy Impact Properties. Polymers 2022, 14, 4038. [Google Scholar] [CrossRef]
- Zouhar, J.; Slaný, M.; Sedlák, J.; Joska, Z.; Pokorný, Z.; Barényi, I.; Majerík, J.; Fiala, Z. Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft. Polymers 2022, 14, 1765. [Google Scholar] [CrossRef]
- Cheng, M.; Zhong, Y.; Kureemun, U.; Cao, D.; Hu, H.; Lee, H.P.; Li, S. Environmental durability of carbon/flax fiber hybrid composites. Compos. Struct. 2020, 234, 111719. [Google Scholar] [CrossRef]
- Flynn, J.; Amiri, A.; Ulven, C. Hybridized carbon and flax fiber composites for tailored performance. Mater. Des. 2016, 102, 21–29. [Google Scholar] [CrossRef]
- Boccarusso, L.; Pinto, F.; Cuomo, S.; De Fazio, D.; Myronidis, K.; Durante, M.; Meo, M. Design, manufacturing, and characterization of hybrid carbon/hemp sandwich panels. J. Mater. Eng. Perform. 2022, 31, 769–785. [Google Scholar] [CrossRef]
- Summerscales, J. Materials selection for marine composites. In Marine Composites: Design and Performance; Elsevier/Woodhead: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Baley, C.; Perrot, Y.; Davies, P.; Bourmaud, A.; Grohens, Y. Mechanical properties of composites based on low styrene emission polyester resins for marine applications. Appl. Compos. Mater. 2006, 13, 1–22. [Google Scholar] [CrossRef]
- Haghdan, S.; Smith, G.D. Natural fiber reinforced polyester composites: A literature review. J. Reinf. Plast. Compos. 2015, 34, 1179–1190. [Google Scholar] [CrossRef]
- Misri, S.; Leman, Z.; Sapuan, S.; Ishak, M. Mechanical properties and fabrication of small boat using woven glass/sugar palm fibres reinforced unsaturated polyester hybrid composite. IOP Conf. Ser. Mater. Sci. Eng. 2010, 11, 012015. [Google Scholar] [CrossRef]
- Rouison, D.; Couturier, M.; Sain, M.; MacMillan, B.; Balcom, B. Water absorption of hemp fiber/unsaturated polyester composites. Polym. Compos. 2005, 26, 509–525. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.M.; Rahmah, M. Development of sugar palm yarn/glass fibre reinforced unsaturated polyester hybrid composites. Mater. Res. Express 2018, 5, 045308. [Google Scholar] [CrossRef]
- Sindhu, K.; Joseph, K.; Joseph, J.M.; Mathew, T.V. Degradation studies of coir fiber/polyester and glass fiber/polyester composites under different conditions. J. Reinf. Plast. Compos. 2007, 26, 1571–1585. [Google Scholar] [CrossRef]
- Seki, Y.; Sever, K.; Erden, S.; Sarikanat, M.; Neser, G.; Ozes, C. Characterization of Luffa cylindrica fibers and the effect of water aging on the mechanical properties of its composite with polyester. J. Appl. Polym. Sci. 2012, 123, 2330–2337. [Google Scholar] [CrossRef]
- Pantaloni, D.; Rudolph, A.L.; Shah, D.U.; Baley, C.; Bourmaud, A. Interfacial and mechanical characterisation of biodegradable polymer-flax fibre composites. Compos. Sci. Technol. 2021, 201, 108529. [Google Scholar] [CrossRef]
- Marcuello, C.; Chabbert, B.; Berzin, F.; Bercu, N.B.; Molinari, M.; Aguié-Béghin, V. Influence of Surface Chemistry of Fiber and Lignocellulosic Materials on Adhesion Properties with Polybutylene Succinate at Nanoscale. Materials 2023, 16, 2440. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A brief review of poly (butylene succinate)(PBS) and its main copolymers: Synthesis, blends, composites, biodegradability, and applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef]
- Marsh, G. Vinyl ester–the midway boat building resin. Reinf. Plast. 2007, 51, 20–23. [Google Scholar] [CrossRef]
- Jurado, A.; Garcia, C.; Sánchez, E.; Beltran, P. FIBRESHIP Project: Engineering, production and life cycle management for the complete construction of large length fibre-based ships. In Proceedings of the Conference on Transport Research Arena (TRA2020), Helsinki, Finland, 27–30 April 2020. [Google Scholar]
- Visco, A.; Campo, N.; Cianciafara, P. Comparison of seawater absorption properties of thermoset resins based composites. Compos. Part A 2011, 42, 123–130. [Google Scholar] [CrossRef]
- Hoge, J.; Leach, C. Epoxy resin infused boat hulls. Reinf. Plast. 2016, 60, 221–223. [Google Scholar] [CrossRef]
- Desnoes, E.; Toubal, L.; Thibeault, D.; Bouazza, A.H.; Montplaisir, D. Bio-sourced vinyl ester resin reinforced with microfibrillar cellulose: Mechanical and thermal properties. Polym. Polym. Compos. 2021, 29, S306–S316. [Google Scholar] [CrossRef]
- Cavalcanti, D.; Banea, M.; Neto, J.; Lima, R. Comparative analysis of the mechanical and thermal properties of polyester and epoxy natural fibre-reinforced hybrid composites. J. Compos. Mater. 2021, 55, 1683–1692. [Google Scholar] [CrossRef]
- Kumar, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. Recent development of biobased epoxy resins: A review. Polym.-Plast. Technol. Eng. 2018, 57, 133–155. [Google Scholar] [CrossRef]
- Moreira, V.B.; Alemán, C.; Rintjema, J.; Bravo, F.; Kleij, A.W.; Armelin, E. A Biosourced Epoxy Resin for Adhesive Thermoset Applications. ChemSusChem 2022, 15, e202102624. [Google Scholar] [CrossRef]
- Pang, B.; Jin, Z.; Zhang, Y.; Xu, L.; Li, M.; Wang, C.; Zhang, Y.; Yang, Y.; Zhao, P.; Bi, J. Ultraductile waterborne epoxy-concrete composite repair material: Epoxy-fiber synergistic effect on flexural and tensile performance. Cem. Concr. Compos. 2022, 129, 104463. [Google Scholar] [CrossRef]
- Di Mauro, C.; Genua, A.; Mija, A. Building thermally and chemically reversible covalent bonds in vegetable oil based epoxy thermosets. Influence of epoxy–hardener ratio in promoting recyclability. Mater. Adv. 2020, 1, 1788–1798. [Google Scholar] [CrossRef]
- Benega, M.A.; Raja, R.; Blake, J.I. A preliminary evaluation of bio-based epoxy resin hardeners for maritime application. Procedia Eng. 2017, 200, 186–192. [Google Scholar] [CrossRef]
- Seldon, P.A.; Abilash, N. Polyamide based amalgams in marine custom: History and forthcoming leanings. Mater. Today Proc. 2021, 46, 7932–7936. [Google Scholar] [CrossRef]
- Ogunsona, E.; Codou, A.; Misra, M.; Mohanty, A. A critical review on the fabrication processes and performance of polyamide biocomposites from a biofiller perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Vold, J.L.; Ulven, C.A.; Chisholm, B.J. Torrefied biomass filled polyamide biocomposites: Mechanical and physical property analysis. J. Mater. Sci. 2015, 50, 725–732. [Google Scholar] [CrossRef]
- Prins, M.J.; Ptasinski, K.J.; Janssen, F.J. Torrefaction of wood: Part 1. Weight loss kinetics. J. Anal. Appl. Pyrolysis 2006, 77, 28–34. [Google Scholar] [CrossRef]
- Sridhara, P.K.; Vilaseca, F. Assessment of fiber orientation on the mechanical properties of PA6/cellulose composite. Appl. Sci. 2020, 10, 5565. [Google Scholar] [CrossRef]
- Sorathia, U. Fire Retardant Materials for Maritime Naval Applications. In Advances in Flame Retardant Materials; Woodhead Publishing: Cambridge, UK, 2008; pp. 527–572. [Google Scholar]
- International Maritime Organization. SOLAS, Consolidated Edition 2014: Consolidated Text of the International Convention for the Safety of Life at Sea, 1974, and Its Protocol of 1988: Articles, Annexes and Certificates; International Maritime Organization: London, UK, 2014. [Google Scholar]
- Santos, T.; Santos, C.; Fonseca, R.; Melo, K.; Aquino, M. Natural fibres based phenolic composites. In Phenolic Polymers Based Composite Materials; Springer: Berlin/Heidelberg, Germany, 2021; pp. 65–75. [Google Scholar]
- Asim, M.; Paridah, M.T.; Chandrasekar, M.; Shahroze, R.M.; Jawaid, M.; Nasir, M.; Siakeng, R. Thermal stability of natural fibers and their polymer composites. Iran. Polym. J. 2020, 29, 625–648. [Google Scholar] [CrossRef]
- Kim, N.; Dutta, S.; Bhattacharyya, D. A review of flammability of natural fibre reinforced polymeric composites. Compos. Sci. Technol. 2018, 162, 64–78. [Google Scholar] [CrossRef]
- Kashizadeh, R.; Esfandeh, M.; Rezadoust, A.M.; Sahraeian, R. Physico-mechanical and thermal properties of date palm fiber/phenolic resin composites. Polym. Compos. 2019, 40, 3657–3665. [Google Scholar] [CrossRef]
- Saadaoui, N.; Rouilly, A.; Fares, K.; Rigal, L. Characterization of date palm lignocellulosic by-products and self-bonded composite materials obtained thereof. Mater. Des. 2013, 50, 302–308. [Google Scholar] [CrossRef]
- Li, Z.; Li, Y.; Shen, Y.; Yu, T.; Wang, J. Synergic effects of dimethyl methylphosphonate (DMMP) and nano-sized montmorillonite (MMT) on the flammability and mechanical properties of flax fiber reinforced phenolic composites under hydrothermal aging. Compos. Sci. Technol. 2022, 230, 109487. [Google Scholar] [CrossRef]
- Szolnoki, B.; Bocz, K.; Soti, P.L.; Bodzay, B.; Zimonyi, E.; Toldy, A.; Morlin, B.; Bujnowicz, K.; Wladyka-Przybylak, M.; Marosi, G. Development of natural fibre reinforced flame retarded epoxy resin composites. Polym. Degrad. Stab. 2015, 119, 68–76. [Google Scholar] [CrossRef]
- Suharty, N.; Almanar, I.; Dihardjo, K.; Astasari, N. Flammability, biodegradability and mechanical properties of bio-composites waste polypropylene/kenaf fiber containing nano CaCO3 with diammonium phosphate. Procedia Chem. 2012, 4, 282–287. [Google Scholar] [CrossRef]
- Alamri, H.; Low, I.M. Effect of water absorption on the mechanical properties of n-SiC filled recycled cellulose fibre reinforced epoxy eco-nanocomposites. Polym. Test. 2012, 31, 810–818. [Google Scholar] [CrossRef]
- Dube, E.; Okuthe, G.E. Engineered nanoparticles in aquatic systems: Toxicity and mechanism of toxicity in fish. Emerg. Contam. 2023, 9, 100212. [Google Scholar] [CrossRef]
- Lee, C.H.; Khalina, A.; Lee, S.; Liu, M. A comprehensive review on bast fibre retting process for optimal performance in fibre-reinforced polymer composites. Adv. Mater. Sci. Eng. 2020, 2020, 1–27. [Google Scholar] [CrossRef]
- Sisti, L.; Totaro, G.; Vannini, M.; Celli, A. Retting process as a pretreatment of natural fibers for the development of polymer composites. In Lignocellulosic Composite Materials; Springer: Berlin/Heidelberg, Germany, 2018; pp. 97–135. [Google Scholar]
- Mazian, B.; Bergeret, A.; Benezet, J.-C.; Malhautier, L. Influence of field retting duration on the biochemical, microstructural, thermal and mechanical properties of hemp fibres harvested at the beginning of flowering. Ind. Crop. Prod. 2018, 116, 170–181. [Google Scholar] [CrossRef]
- Prasad, B.M.; Sain, M.M. Mechanical properties of thermally treated hemp fibers in inert atmosphere for potential composite reinforcement. Mater. Res. Innov. 2003, 7, 231–238. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Fangueiro, R. Physical modification of natural fibers and thermoplastic films for composites—A review. J. Thermoplast. Compos. Mater. 2009, 22, 135–162. [Google Scholar] [CrossRef]
- Tanasă, F.; Zănoagă, M.; Teacă, C.A.; Nechifor, M.; Shahzad, A. Modified hemp fibers intended for fiber-reinforced polymer composites used in structural applications—A review. I. Methods of modification. Polym. Compos. 2020, 41, 5–31. [Google Scholar] [CrossRef]
- Kessler, R.; Becker, U.; Kohler, R.; Goth, B. Steam explosion of flax—A superior technique for upgrading fibre value. Biomass Bioenergy 1998, 14, 237–249. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Effect of material and process parameters on the mechanical properties of unidirectional and multidirectional flax/polypropylene composites. Compos. Struct. 2003, 62, 443–448. [Google Scholar] [CrossRef]
- Ho, M.-p.; Wang, H.; Lee, J.-H.; Ho, C.-k.; Lau, K.-t.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Szcześniak, L.; Rachocki, A.; Tritt-Goc, J. Glass transition temperature and thermal decomposition of cellulose powder. Cellulose 2008, 15, 445–451. [Google Scholar] [CrossRef]
- Falaschetti, M.P.; Rondina, F.; Zavatta, N.; Gragnani, L.; Gironi, M.; Troiani, E.; Donati, L. Material characterization for reliable resin transfer molding process simulation. Appl. Sci. 2020, 10, 1814. [Google Scholar] [CrossRef]
- Swan, S.; Yuksel, T.; Kim, D.; Gurocak, H. Automation of the vacuum assisted resin transfer molding process for recreational composite yachts. Polym. Compos. 2017, 38, 2411–2424. [Google Scholar] [CrossRef]
- Putra, G.L.; Lestari, S.M. Thickness and fiber content optimization in VARTM method for high speed craft. In Advanced Materials Research; Trans Tech Publications: Schwyz, Switzerland, 2013; pp. 412–416. [Google Scholar]
- Summerscales, J. Resin infusion under flexible tooling (RIFT). In Wiley Encyclopedia of Composites; John Wiley & Sons: Chichester, UK, 2011; pp. 1–11. [Google Scholar]
- Hindersmann, A. Confusion about infusion: An overview of infusion processes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105583. [Google Scholar] [CrossRef]
- Delgado, J.M.; Barbosa de Lima, A.G.; do Nascimento Santos, M.J. The Liquid Composite Molding Process: Theory and Applications. In Transport Phenomena in Liquid Composite Molding Processes; Springer: Berlin/Heidelberg, Germany, 2019; pp. 15–21. [Google Scholar]
- Poorzeinolabedin, M.; Parnas, L.; Dashatan, S.H. Resin infusion under flexible tooling process and structural design optimization of the complex composite part. Mater. Des. 2014, 64, 450–455. [Google Scholar] [CrossRef]
- Polowick, C.L.R. Optimizing Vacuum Assisted Resin Transfer Moulding (VARTM) Processing Parameters to Improve Part Quality; Carleton University: Ottawa, ON, Canada, 2013. [Google Scholar]
- Genna, S.; Papa, I.; Lopresto, V.; Tagliaferri, V. Mechanical characterisation of CFRP laminates with recycled carbon fiber obtained by resin infusion under Flexible Tooling (RIFT) technology. Compos. Sci. Technol. 2020, 199, 108328. [Google Scholar] [CrossRef]
- Arhant, M.; Davies, P. Thermoplastic matrix composites for marine applications. In Marine Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 31–53. [Google Scholar]
- Corradi, S.; Isidori, T.; Corradi, M.; Soleri, F.; Olivari, L. Composite boat hulls with bamboo natural fibres. Int. J. Mater. Prod. Technol. 2009, 36, 73–89. [Google Scholar] [CrossRef]
- Collotta, M. Unibs Skiff Project Presented in Brescia. Available online: https://www.sail-world.com/Australia/Unibs-skiff-project-presented-in-Brescia/-122734 (accessed on 27 February 2023).
- Ishak, M.; Sapuan, S.; Leman, Z.; Rahman, M.; Anwar, U.; Siregar, J. Sugar palm (Arenga pinnata): Its fibres, polymers and composites. Carbohydr. Polym. 2013, 91, 699–710. [Google Scholar] [CrossRef]
- Balticyachts. Baltic 68 Café Racer Pink Gin Verde. Available online: https://www.balticyachts.fi/yachts/baltic-68-cafe-racer/ (accessed on 27 February 2023).
- CompositesWorld. Sicomin Bio-Based Resins Used in Flax Fiber-Reinforced Boat. Available online: https://www.compositesworld.com/news/sicomin-bio-based-resins-used-in-flax-fiber-reinforced-boat- (accessed on 10 December 2022).
- GREENBOATS. FLAX27 Daysailer. Available online: https://green-boats.de/daysailer/?lang=en (accessed on 15 May 2023).
- Sicomin. Sicomin’s Infugreen 810 Greenpoxy Used for Infusion of the New Couach Fly 86/2600 Motor Yacht. The Largest Bio-epoxy Hull to Date. Available online: http://sicomin.com/case-studies/couach-fly-86-2600-motor-yacht-case-study (accessed on 10 December 2022).
- Bcomp. Greenboats Flax27. Available online: https://www.bcomp.ch/news/greenboats-flax27/ (accessed on 10 December 2022).
- Sicomin. Floki 6.5—A New Bio-Based Mini 6.5 Racing Yacht For The Mini Transat 6.5 Race. Available online: http://sicomin.com/case-studies/floki-case-study (accessed on 10 December 2022).
- McConnell, V.P. Whatever floats your boat. Reinf. Plast. 2012, 56, 22–29. [Google Scholar] [CrossRef]
- Bosser, L.; Poisson, E.; Davies, P. Bio-sourced sandwich materials for marine applications: Marine. JEC Compos. 2012, 56, 25–27. [Google Scholar]
- Correia, J.M.; Serra, G.F.; Alves de Sousa, R.J.; Pereira, A.B.; Fernandes, F.A. Expanded (Black) cork for the development of an eco-friendly surfboard: Environmental impact and mechanical properties. Sustainability 2022, 14, 668. [Google Scholar] [CrossRef]
- Johnstone, J. Flexural Testing of Sustainable and Alternative Materials for Surfboard Construction, in Comparison to Current Industry Standard Materials; University of Plymouth: Plymouth, UK, 2011; p. 4. [Google Scholar]
- Michelena, A.H.; Graham-Jones, J.; Summerscales, J.; Hall, W. Eco-friendly flax fibre/epoxy resin/composite system for surfboard production. In Natural Fibres: Advances in Science and Technology Towards Industrial Applications: From Science to Market; Springer Science and Business Media LLC.: Berlin/Heidelberg, Germany, 2016; Volume 12, pp. 267–277. [Google Scholar]
- NOTOX. Technologies. Available online: https://en.notoxsurf.com/pages/technologies (accessed on 15 December 2022).
- Oladele, I.O.; Omotosho, T.F.; Adediran, A.A. Polymer-based composites: An indispensable material for present and future applications. Int. J. Polym. Sci. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Castegnaro, S.; Gomiero, C.; Battisti, C.; Poli, M.; Basile, M.; Barucco, P.; Pizzarello, U.; Quaresimin, M.; Lazzaretto, A. A bio-composite racing sailboat: Materials selection, design, manufacturing and sailing. Ocean Eng. 2017, 133, 142–150. [Google Scholar] [CrossRef]
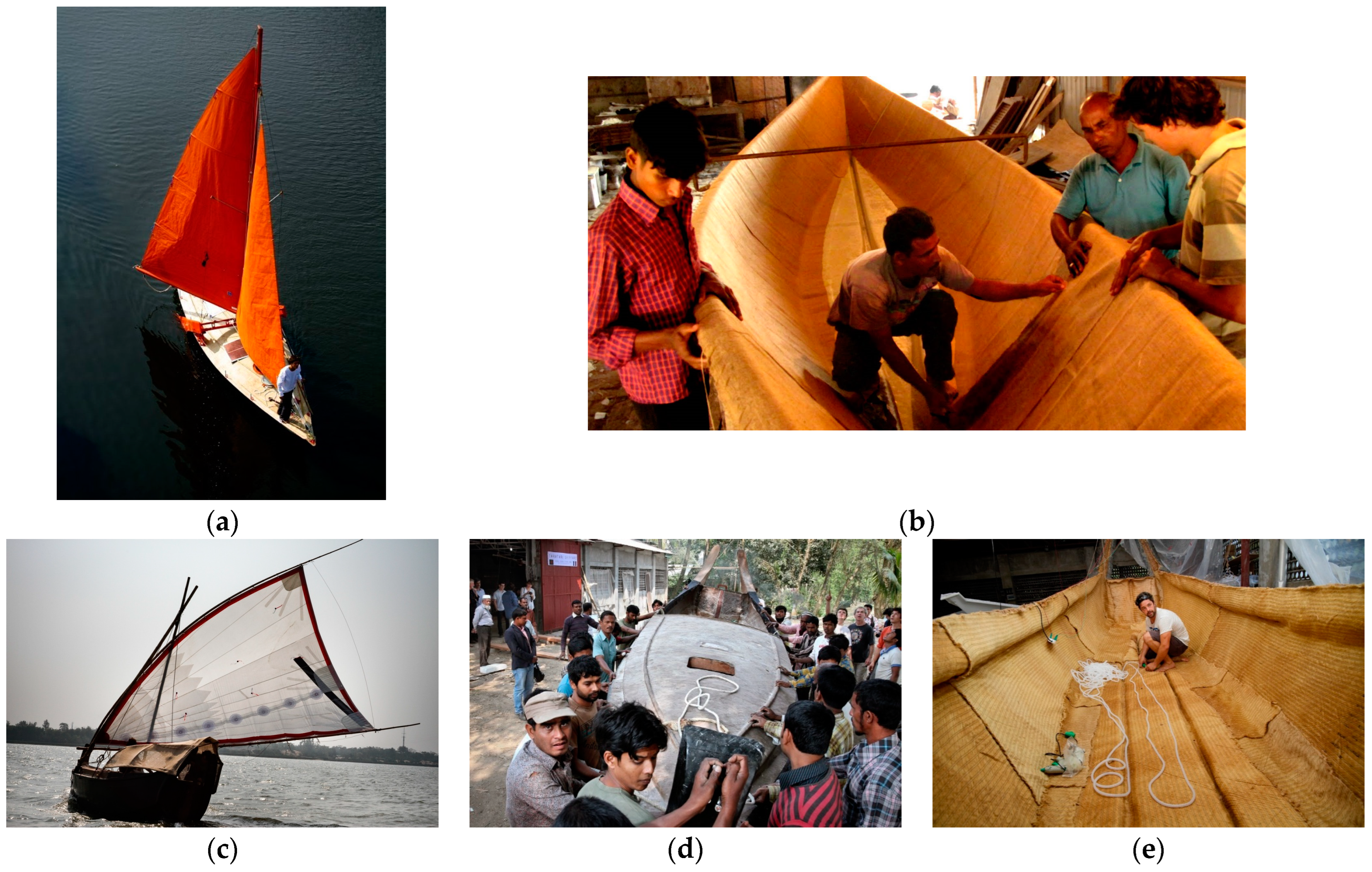
- VEOLIA. A Jute Sailboat for the World’s Largest Fleet. Available online: https://www.fondation.veolia.com/en/jute-sailboat-world-s-largest-fleet-3 (accessed on 13 November 2022).
- GoldofBengal. Explorateurs de Possibles. Available online: https://goldofbengal.com/ (accessed on 13 November 2022).
- De Mony-Pajol, J.; Cail, G. The first 100% jute reinforced biocomposite sailboat, a prototype of importance for bangladesh. JEC Compos. Mag. 2014, 87, 76. [Google Scholar]
- Hughes, R. Around the world in a boat made of plants. The Irish Times. 20 June 2015. Available online: https://www.irishtimes.com/business/technology/around-the-world-in-a-boat-made-of-plants-1.2256058 (accessed on 13 November 2022).
- Chatelperron, C.D. Who Is behind the Low-Tech Lab? Available online: https://lowtechlab.org/en/news-blog/low-tech-lab-team-corentin-de-chatelperron-cofounder (accessed on 13 November 2022).
- Stewart, R. Better boat building—Trend to closed-mould processingcontinues. Reinf. Plast. 2011, 55, 30–36. [Google Scholar] [CrossRef]
- Dpaonthenet. Araldite Sponsors Pioneering Eco-Friendly Mini Transat 6.50 Sailing Boat Prototype. Available online: https://www.dpaonthenet.net/article/36470/Araldite-sponsors-pioneering-eco-friendly-Mini-Transat-6-50-sailing-boat-prototype.aspx (accessed on 15 December 2022).
- LINEO. 2 Successful Transatlantic Crossings for Mini 6.50 Prototype Made with Flax Fibers. Available online: https://trends.nauticexpo.com/eco-technilin/project-39306-317272.html (accessed on 15 December 2022).
- CompositesWorld. Grand Largue Composites, Sicomin Enable Flax Fiber-Built Class40 Racing Yacht. Available online: https://www.compositesworld.com/news/grand-largue-composites-sicomin-enable-flax-fiber-built-class40-racing-yacht (accessed on 15 December 2022).
- CAMX. Edgee En V. Fly Rods Made with Ekoa Plant Based Prepregs. Available online: https://www.thecamx.org/2017/08/camx-awards/edge-en-v-fly-rods-made-ekoa-plant-based-prepregs/ (accessed on 15 April 2023).
- NorthForkComposites. Linen 824-3. Available online: https://northforkcomposites.com/product/linen-824-3/ (accessed on 15 April 2023).
- Tambyrajah, D. Indulge & Explore Natural Fiber Composites. An Invitation to Product Designers; NFCDesign Platform: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Mishnaevsky, L., Jr.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Holmes, J.W.; Brøndsted, P.; Sørensen, B.F.; Jiang, Z.; Sun, Z.; Chen, X. Development of a bamboo-based composite as a sustainable green material for wind turbine blades. Wind Eng. 2009, 33, 197–210. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Freere, P.; Sinha, R.; Acharya, P.; Shrestha, R.; Manandhar, P. Small wind turbines with timber blades for developing countries: Materials choice, development, installation and experiences. Renew. Energy 2011, 36, 2128–2138. [Google Scholar] [CrossRef]
- Seapower Magazine. University of Maine Manufactures World’s Largest 3D-Printed Boat for Military. Available online: https://seapowermagazine.org/university-of-maine-manufactures-worlds-largest-3d-printed-boat-for-military/ (accessed on 20 April 2023).


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | E-Glass | Flax | Hemp | Jute |
|---|---|---|---|---|
| Density (g/cm3) | 2.5 | 1.5 | 1.5 | 1.3–1.5 |
| Length (mm) | Continuous | 5–900 | 5–55 | 1.5–120 |
| Tensile strength (MPa) | 2000–3000 | 345–1830 | 550–1110 | 393–800 |
| Specific tensile strength (MPa/g∙cm−3) | 800–1400 | 230–1220 | 370–740 | 300–610 |
| Tensile stiffness (GPa) | 70 | 27–80 | 58–70 | 10–55 |
| Specific tensile stiffness (GPa/g∙cm−3) | 29 | 18–53 | 39–47 | 7.1–39 |
| Non-Renewable Energy Requirements (MJ/kg) | |||
|---|---|---|---|
| Glass Fiber Mat | Flax Fiber Mat | ||
| Raw materials | 1.7 | Seed production | 0.05 |
| Mixture | 1.0 | Fertilizers | 1.0 |
| Transport | 1.6 | Transport | 0.9 |
| Melting | 21.5 | Cultivation | 2.0 |
| Spinning | 5.9 | Fiber separation | 2.7 |
| Mat production | 23.0 | Mat production | 2.9 |
| Total | 54.7 | Total | 9.55 |
| Matrix Type | Examples | Water Weight Percentage |
|---|---|---|
| Non-hydrophilic | Polyethylene, polypropylene, polytetrafluorethylene, Polydimethylsiloxane. | <0.1 wt% |
| Moderately hydrophilic | Polyethylene, polycarbonates, polyesters | <3 wt% |
| Strongly hydrophilic cured network polymers | Amine-cured epoxies | <7 wt% |
| Strongly hydrophilic crystalline thermoplastics | Polyamides | <10 wt% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Hawary, O.; Boccarusso, L.; Ansell, M.P.; Durante, M.; Pinto, F. An Overview of Natural Fiber Composites for Marine Applications. J. Mar. Sci. Eng. 2023, 11, 1076. https://doi.org/10.3390/jmse11051076
El Hawary O, Boccarusso L, Ansell MP, Durante M, Pinto F. An Overview of Natural Fiber Composites for Marine Applications. Journal of Marine Science and Engineering. 2023; 11(5):1076. https://doi.org/10.3390/jmse11051076
Chicago/Turabian StyleEl Hawary, Omar, Luca Boccarusso, Martin P. Ansell, Massimo Durante, and Fulvio Pinto. 2023. "An Overview of Natural Fiber Composites for Marine Applications" Journal of Marine Science and Engineering 11, no. 5: 1076. https://doi.org/10.3390/jmse11051076
APA StyleEl Hawary, O., Boccarusso, L., Ansell, M. P., Durante, M., & Pinto, F. (2023). An Overview of Natural Fiber Composites for Marine Applications. Journal of Marine Science and Engineering, 11(5), 1076. https://doi.org/10.3390/jmse11051076