Improvement of the Welding Process for Fillet Air Test for the Biggest Taiwan Shipyard




Abstract
:1. Introduction
2. Literature Review
3. Research Method
- 39 engineering parameters:
- 2.
- 40 inventive principles:
- The fundamental purpose of each principle is to guide the user to conceptually or practically change a specific situation or system, so as to attain the goal for problem-solving.
- The 40 inventive principles train the user to think in analog mode; the 40 inventive principles can be detached from the domain of engineering through analog thinking, and used for problem-solving in various domains.
4. Case Study and Analysis
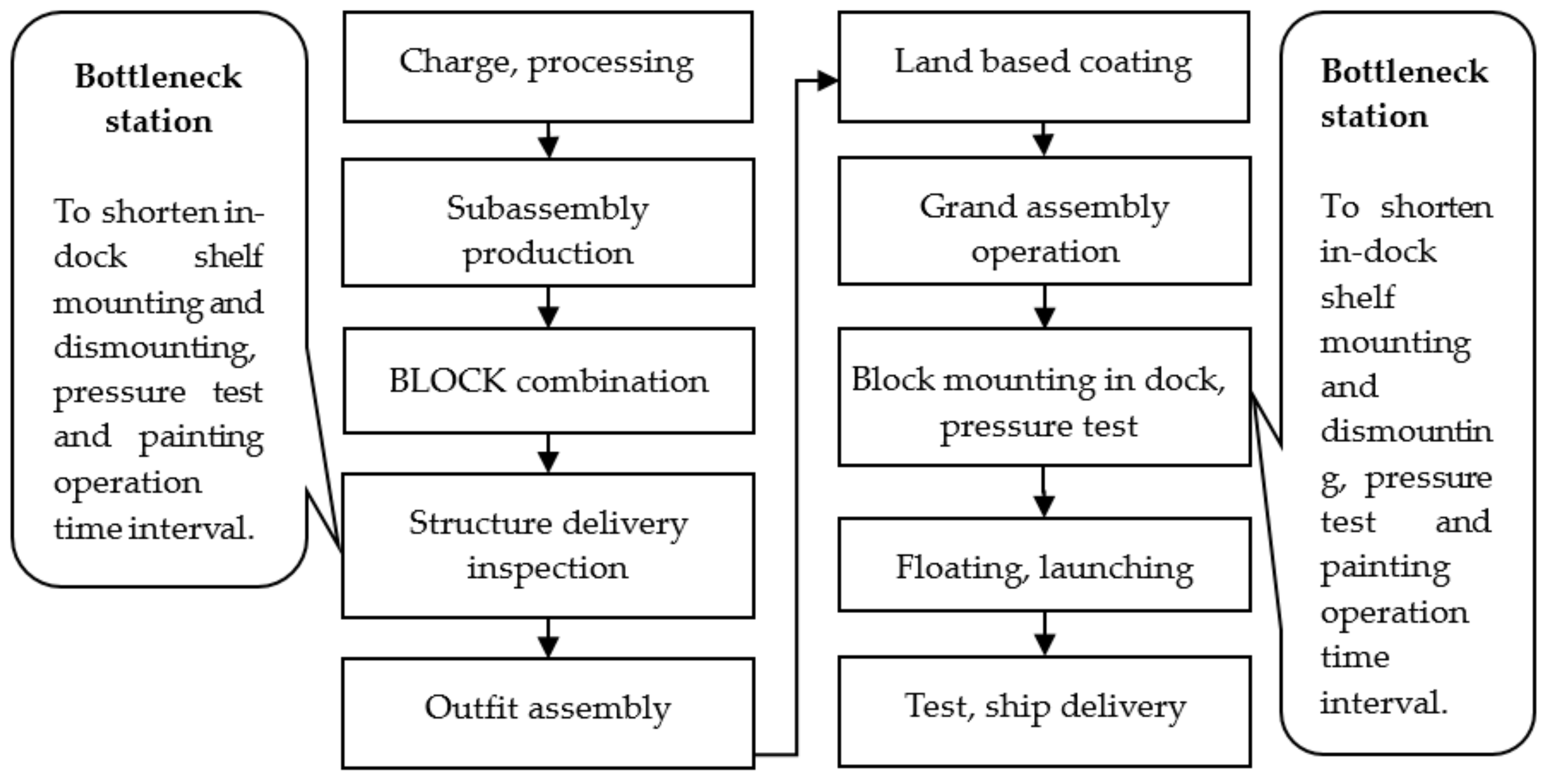
4.1. Introduction to the Research Case
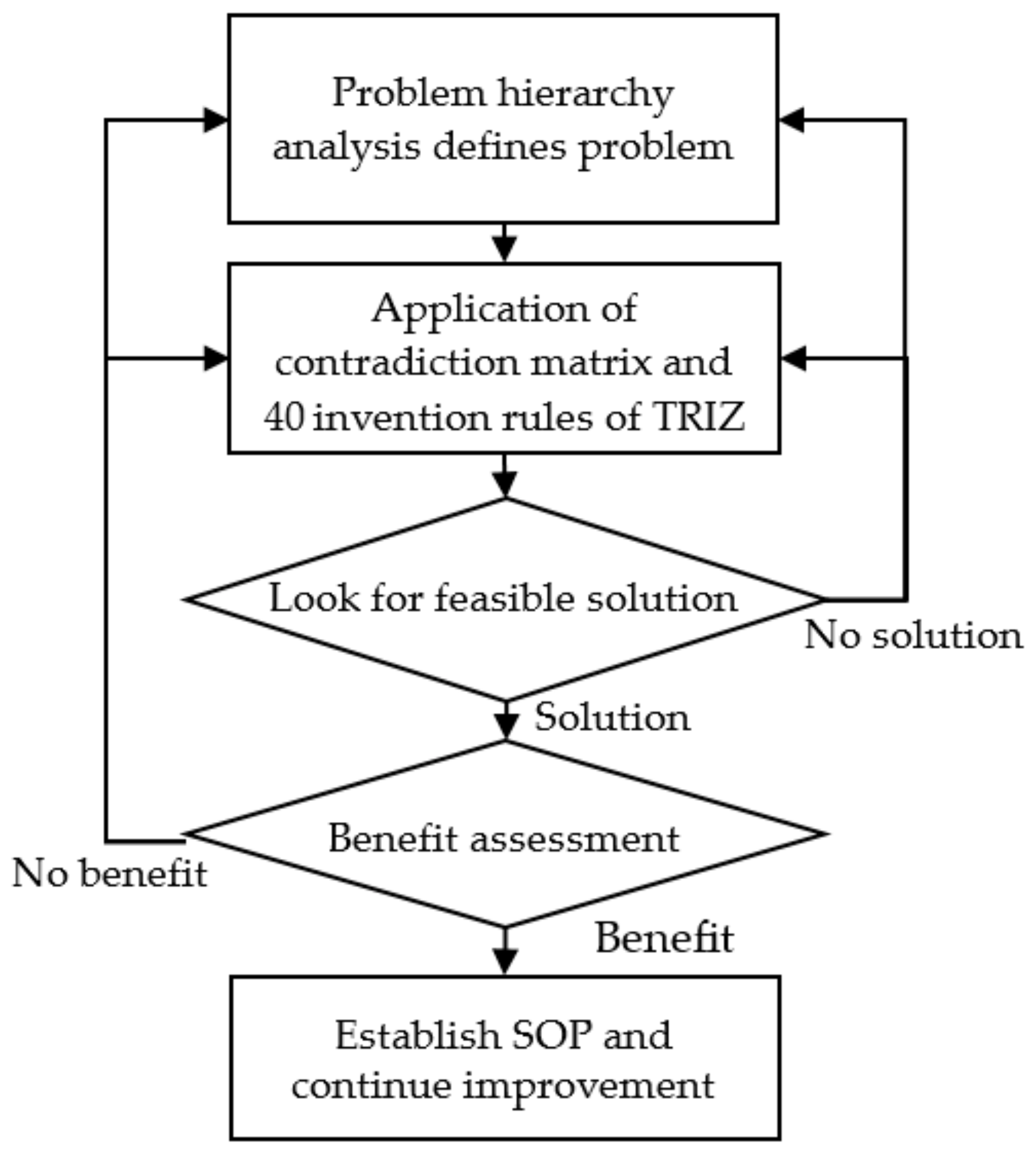
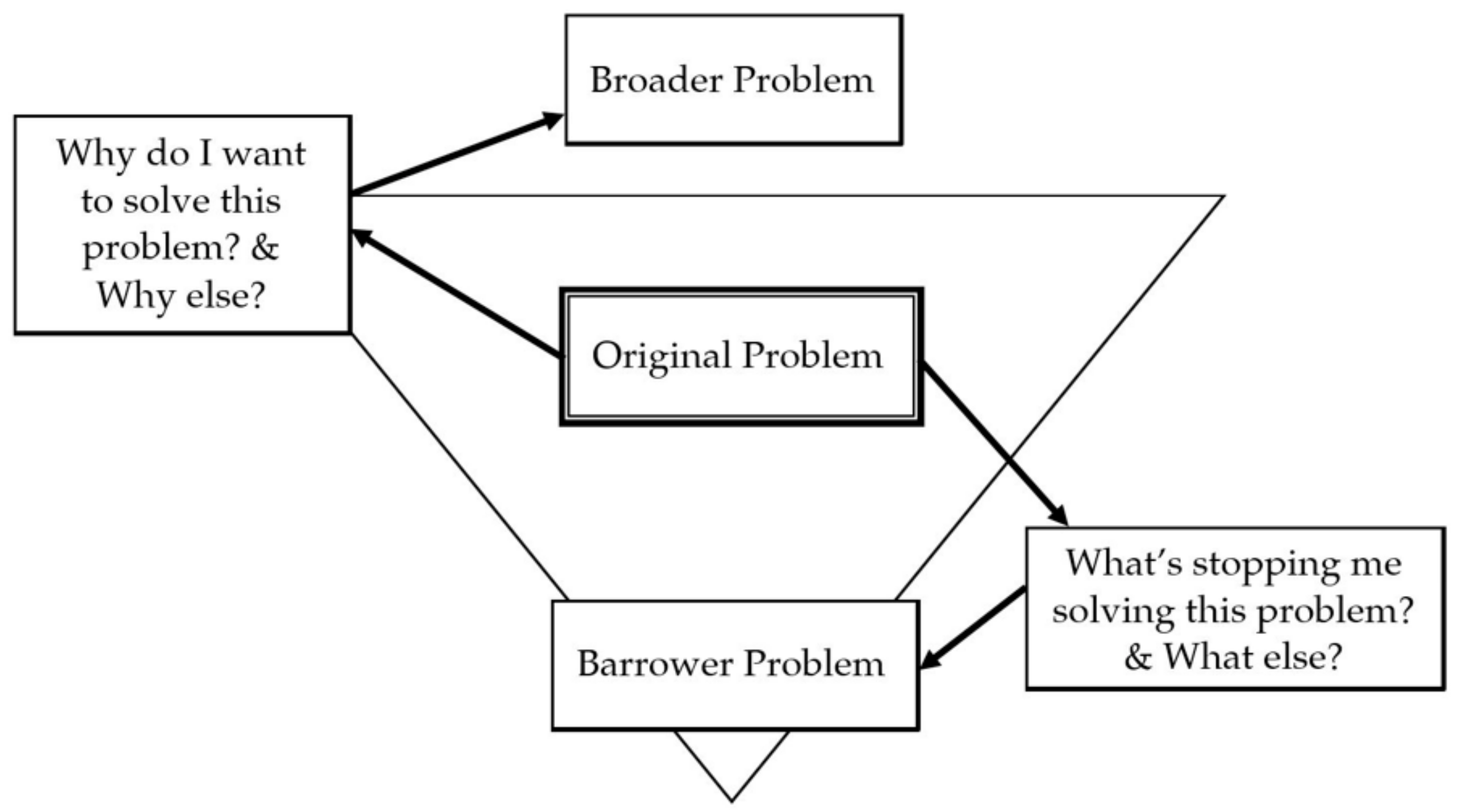
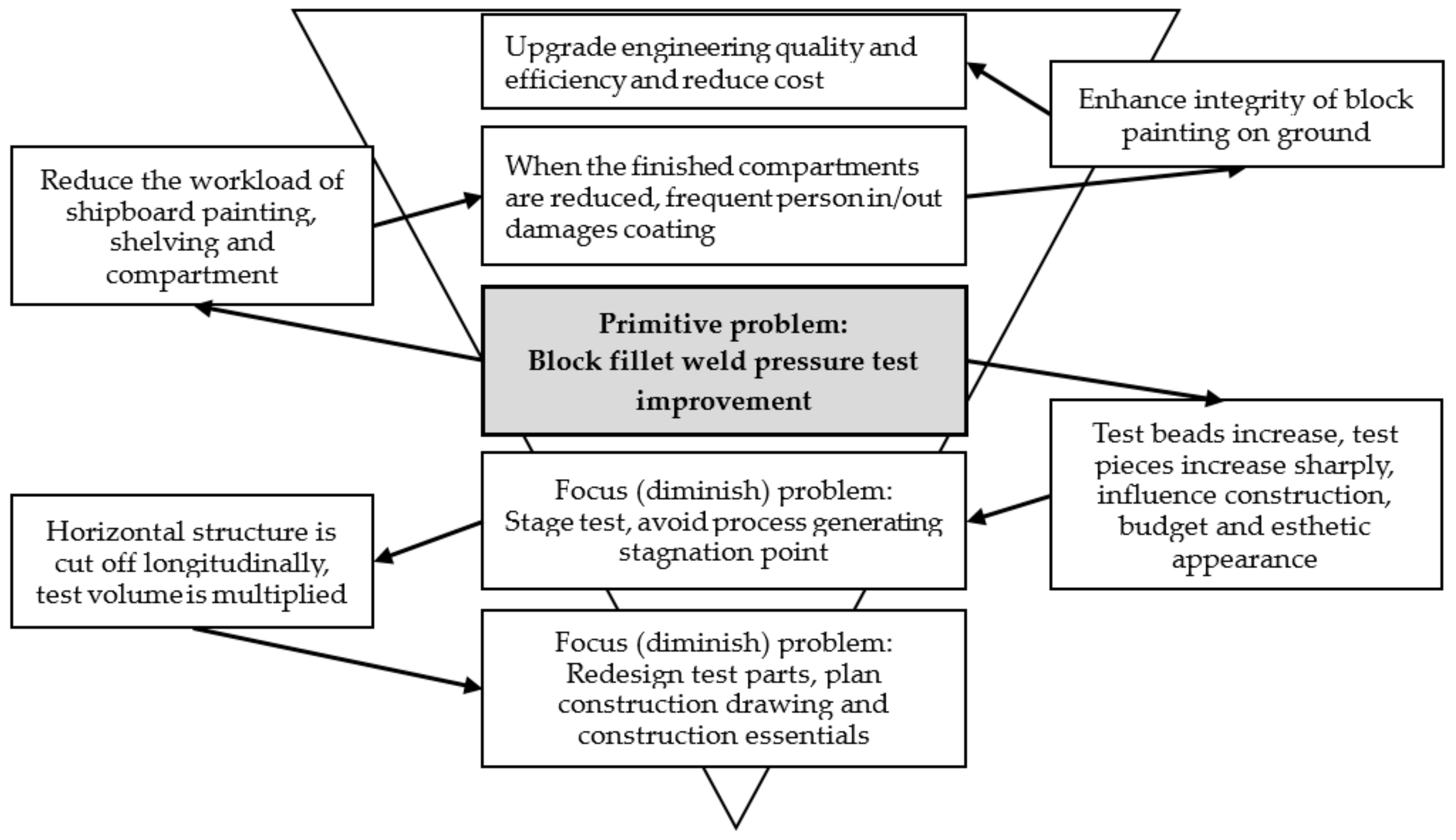
4.2. Problem Hierarchy Analysis
4.3. TRIZ Application
4.3.1. Design Mix
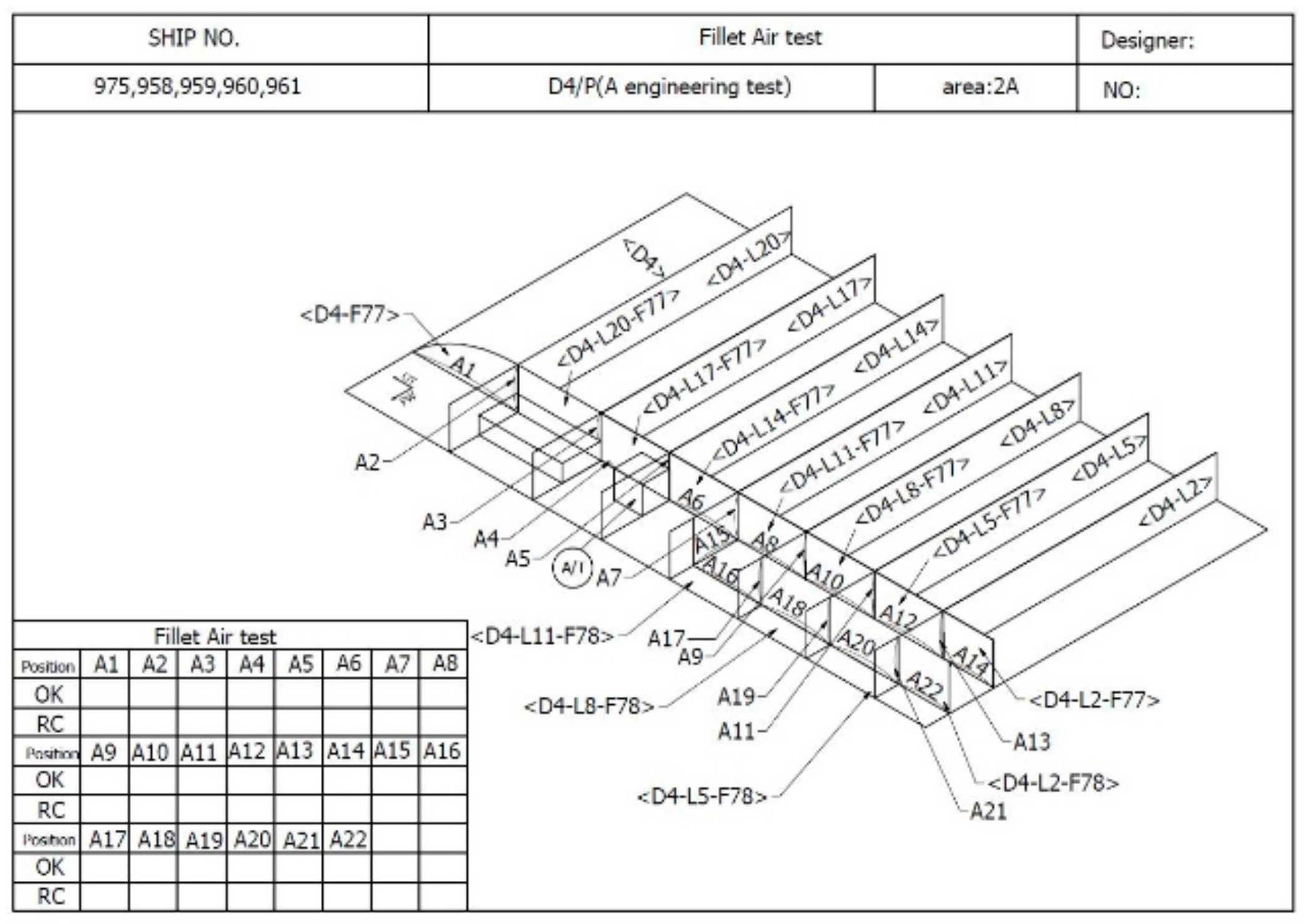
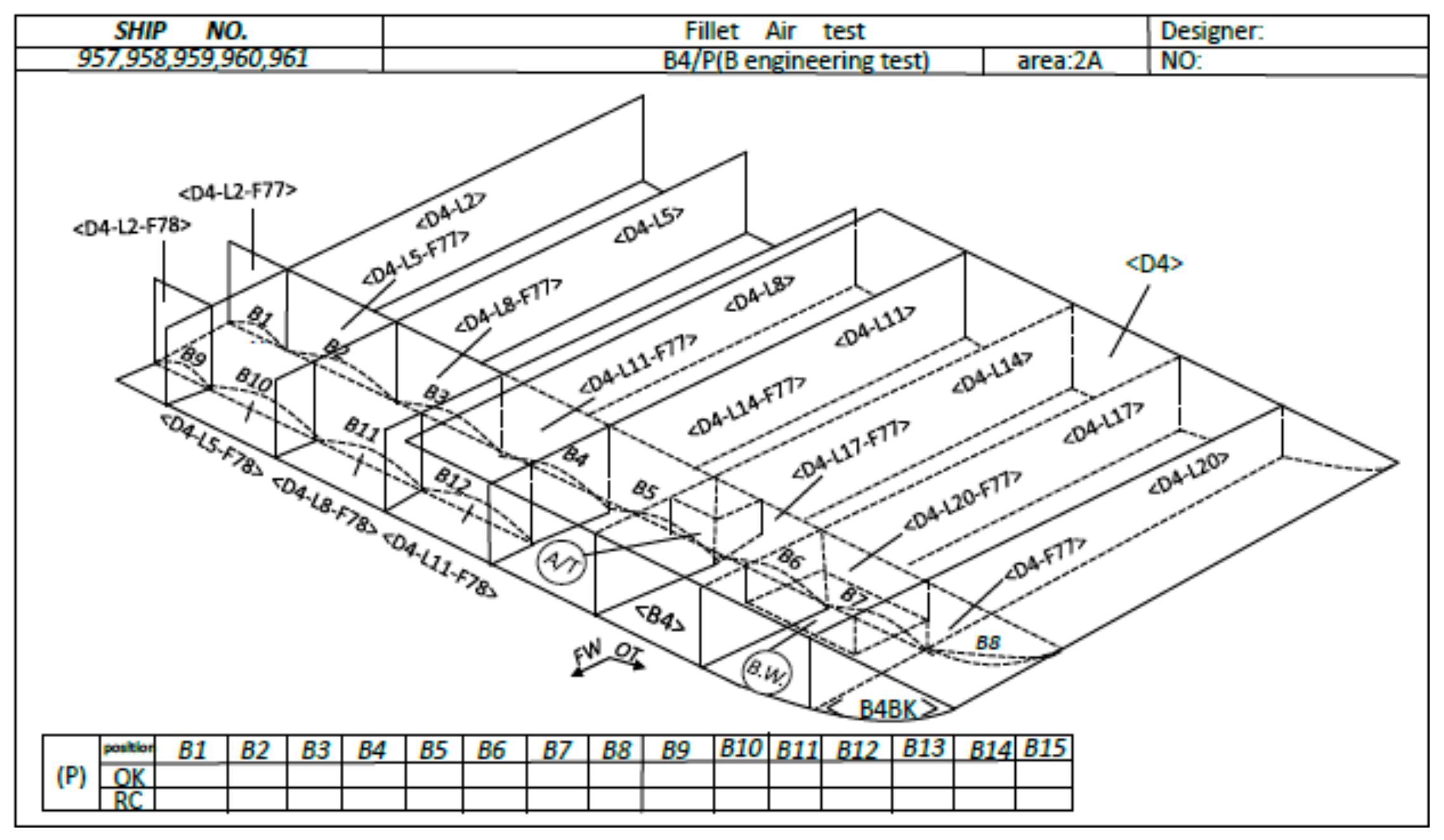
4.3.2. Pressure Test Data Establishment
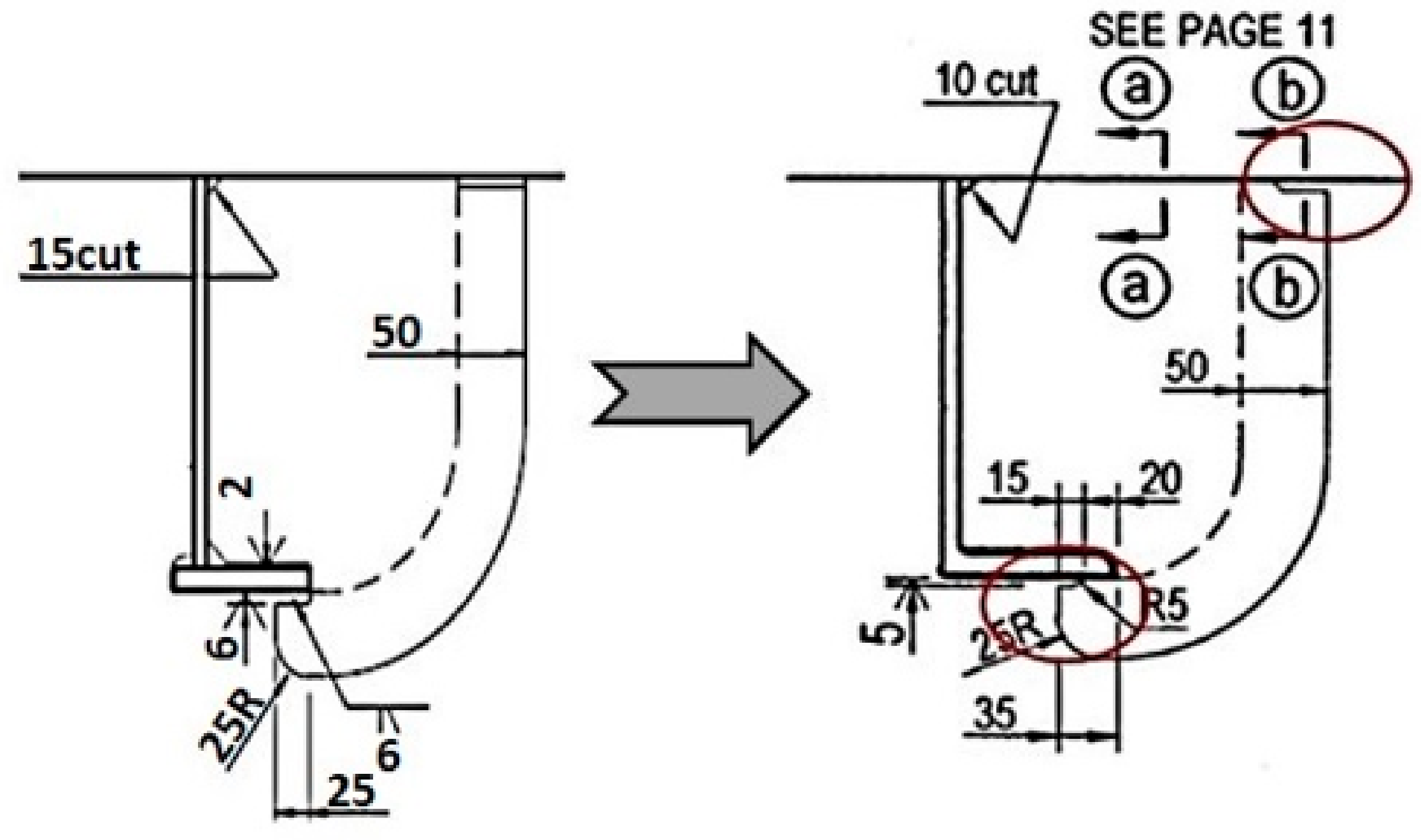
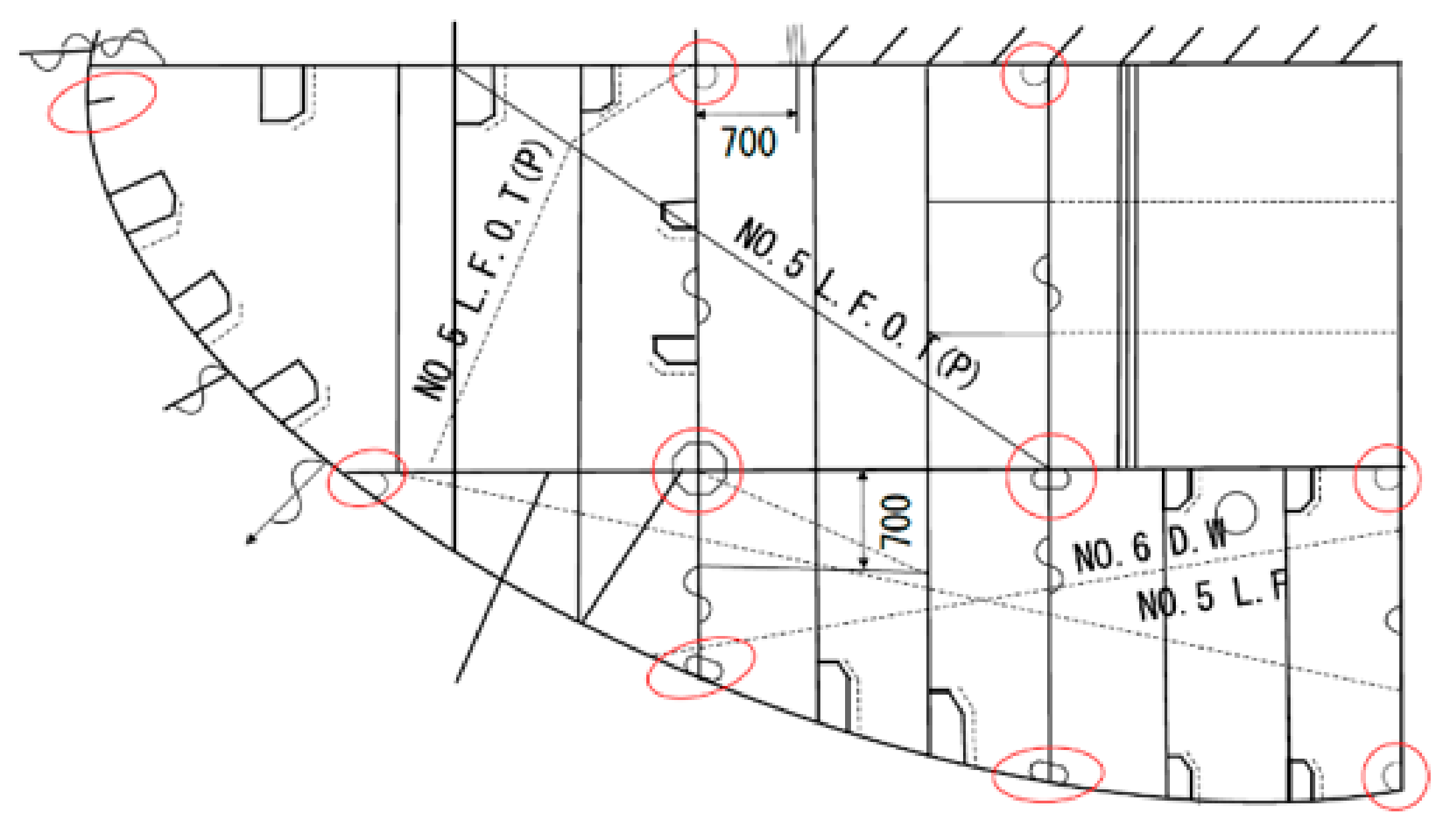
4.3.3. Pressure Test Part Improvement
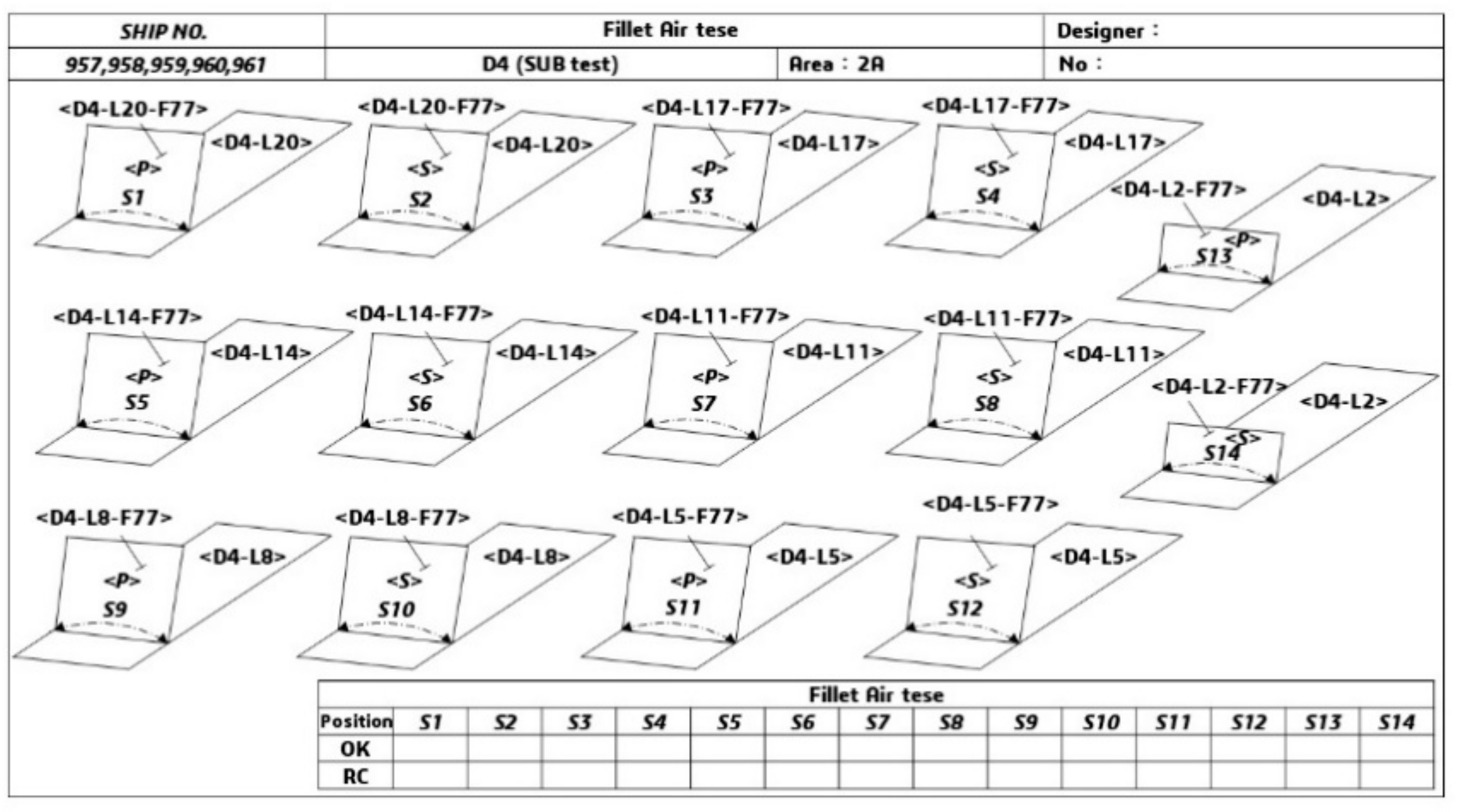
4.3.4. Division of Work of Pressure Test Stage
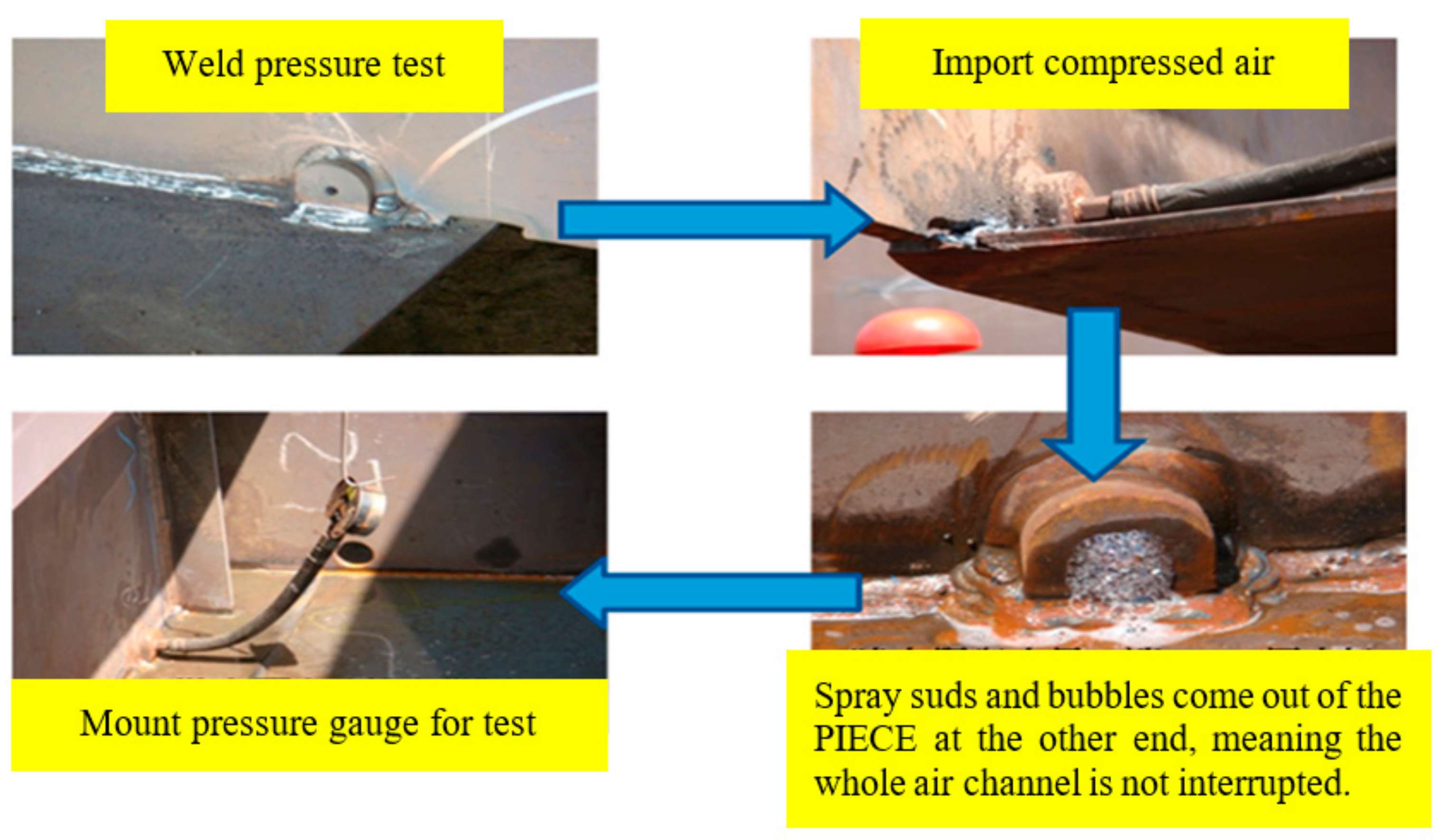
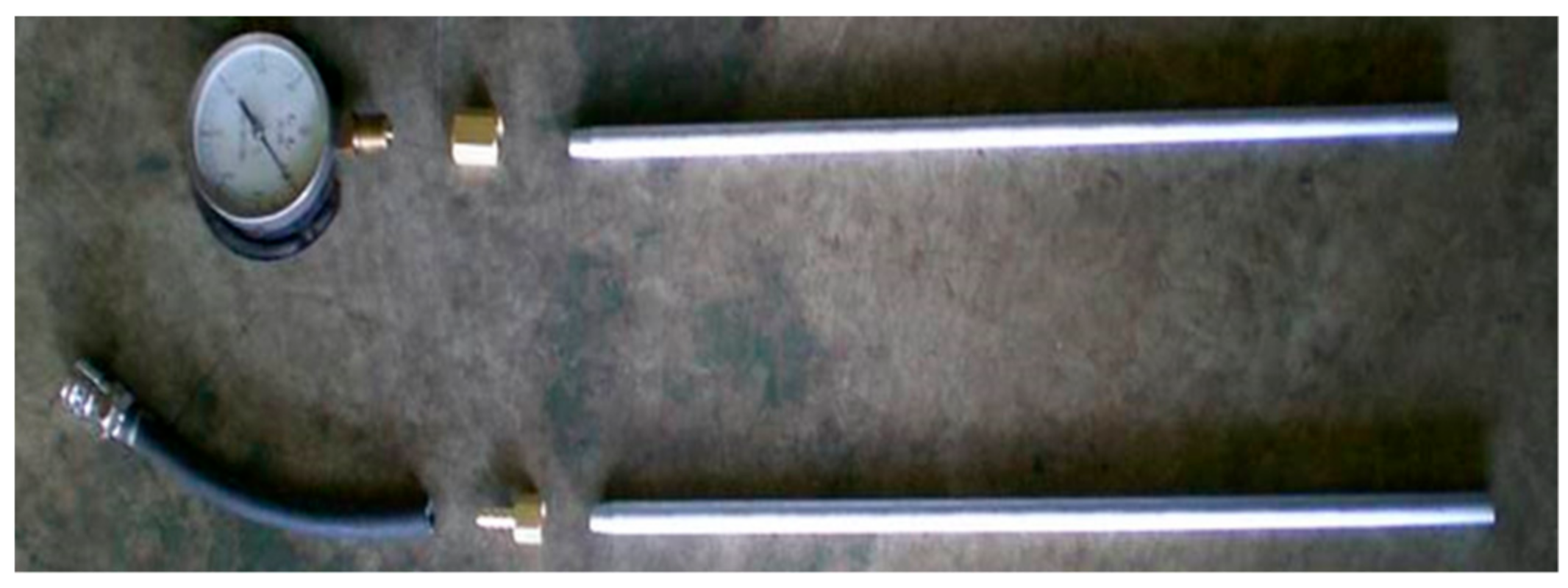
4.3.5. Intubation and Electric Welding
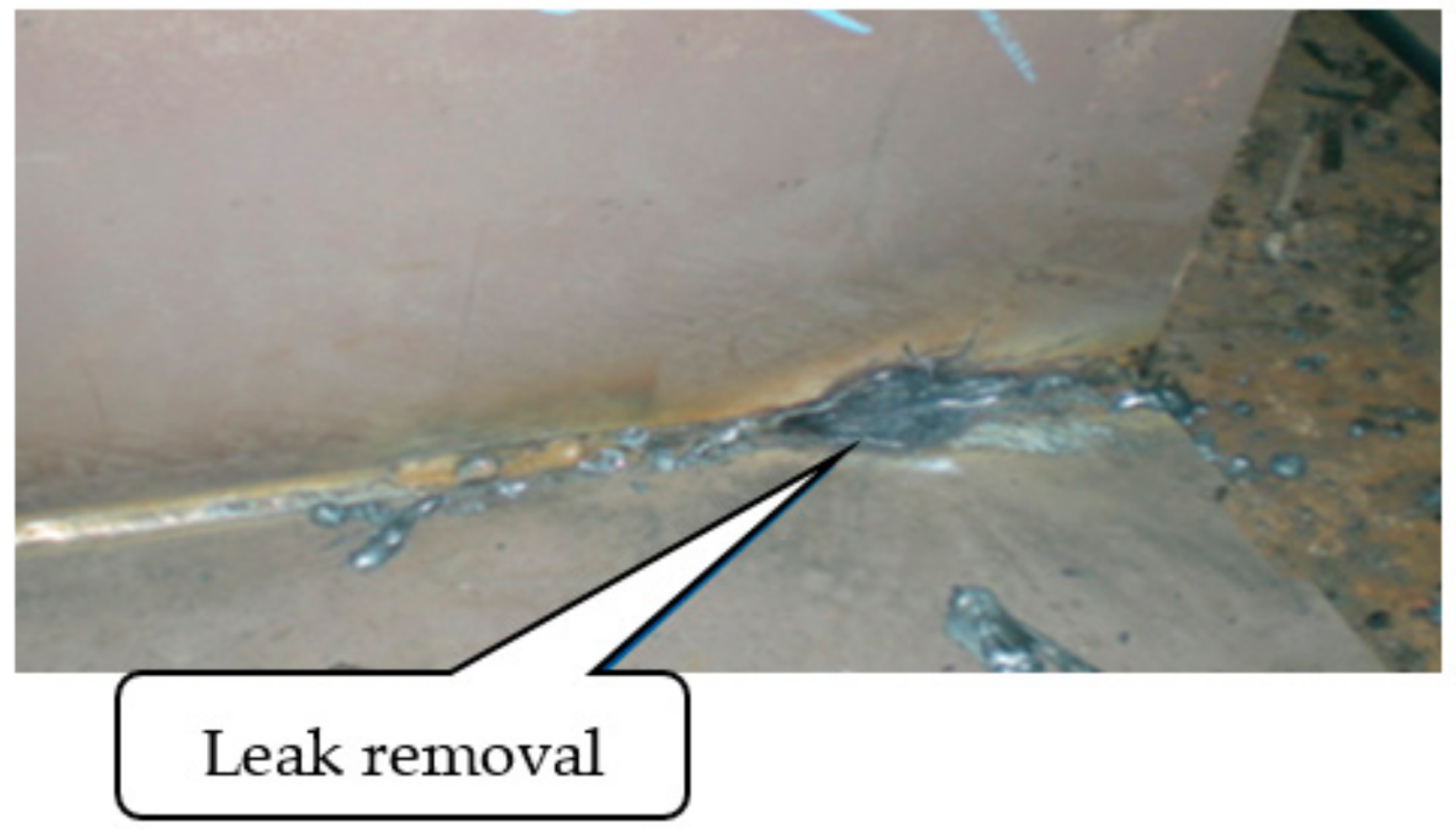
4.3.6. Test, Delivery Inspection, and Backfill
5. Benefit Analysis
Cost-Saving Implementation Effect
- Ground painting operation saved amount:
- 2.
- Shelving operation saved amount:
- 3.
- In-dock compartment pressure test operation saved amount:
- 4.
- Shipboard painting operation saved amount:
6. Conclusions
- This study effectively solved the new ship process bottleneck station problem.To increase production efficiency, it is not required to enlarge the plant, buy new equipment, or increase manpower, there must be a room to break through an operating mode, no matter how long it has been in practice. For this improvement project, fillet weld pressure test process improvement, the TRIZ provides a different innovative thinking direction, solving the traditional process problems, including the operation concept reconstruction of almost a thousand workers, the coordination of trading profits of various subcontractors, and the full cooperation of cutting unit of at the preprocessing stage. The modification process must bear the pressure of resisting change and success or failure, but the joy of its outcome is ineffable. This TRIZ improvement project could save about US$1,000,000 annually for the sampled company. In the violently competitive shipbuilding industry, only companies seeking breakthrough and innovation can survive.
- This study solved fillet weld pressure test process problems, the pressure test efficiency was increased effectively, and the block painting cost was saved.This improvement project used TRIZ to solve the fillet weld pressure test process problems, the pressure test was completed thoroughly, so that the BLOCK painting integrity was enhanced comprehensively. In the land-based BLOCK painting operation, the operating cost of precoating primer and pasting and tearing cloth after sandblast could be saved. The BLOCK mounting compartment test operation in-dock only leaves the joint, the measuring range and operating work hours of dock floor in new ship compartment, including reducing almost half of the shelf mounting and dismounting operation and reducing the amount of persons and instruments in the painted compartment as this damages the quality of paint coating.
- Fillet weld pressure test process improvement, the ballast tank painting quality, and delivery inspection percent of pass were improved effectively.The ballast tank painting quality is the key point required by all supervisors, the traditional compartment bead construction often leaves suds and rust due to pressure test factors. Therefore, the water wash and rust removal are required, and because the operating environment is poor, the workmanship is usually criticized. In addition, the paint overlap of the coating is likely to result in a painting quality defect, so that the ballast tank delivery inspection recheck rate ranks first in the whole ship-painting operation. After this improvement project is implemented, the shipboard compartment painting operation workload in the painting workshop is reduced by about 30%, the shipowner supervisors affirm the improvement of the painting quality, and the ballast tank delivery inspection once-through rate is increased.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yin, J.; Shi, J. Seasonality patterns in the container shipping freight rate market. Marit. Policy Manag. 2018, 45, 159–173. [Google Scholar] [CrossRef]
- Soyer, B.; Tettenborn, A. Ship Building, Sale and Finance, 1st ed.; Informa Law from Routledge: New York, NY, USA, 2016; pp. 45–55. [Google Scholar]
- Galliers, R.D.; Leidner, D.E. Strategic Information Management: Challenges and Strategies in Managing Information Systems, 4th ed.; Routledge: New York, NY, USA, 2014; pp. 35–69. [Google Scholar]
- Ship and Ocean Industries R&D Center. The Yearbook of Ship and Ocean Industries R&D Center (2017), 1st ed.; SOIC: New Taipei City, Taiwan, 2017; pp. 17–21. [Google Scholar]
- Gan, G.; Lee, H.; Lee, L. Network hierarchical DEA with an application to international shipping industry in Taiwan. J. Oper. Res. Soc. 2020, 71, 991–1002. [Google Scholar] [CrossRef]
- Rose, C.; Coenen, J. Automatic generation of a section building planning for constructing complex ships in European shipyards. Int. J. Prod. Res. 2016, 54, 6848–6859. [Google Scholar] [CrossRef] [Green Version]
- Jin, C.; Wang, Y.; Zhang, W.; Lin, Y. Study on semi-finished Ship structural components assembly sequence optimization. In Proceedings of the Sixth International Conference on Natural Computation, Yantai, China, 10–12 August 2010. [Google Scholar]
- Pamnani, R.; Jayakumar, T.; Vasudevan, M.; Sakthivel, T. Investigations on the impact toughness of HSLA steel arc welded joints. J. Manuf. Process. 2016, 21, 75–86. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N.; Durgutlu, A.; Gülenç, B. Investigation of the Microstructural, Mechanical and Corrosion Properties of Grade A Ship Steel-Duplex Stainless Steel Composites Produced via Explosive Welding. Met. Mater. Trans. A 2017, 48, 3721–3733. [Google Scholar] [CrossRef]
- Azad, N.; Iranmanesh, M.; Darvazi, A.R. A study on the effect of welding sequence on welding distortion in ship deck structure. Ships Offshore Struct. 2019, 15, 355–367. [Google Scholar] [CrossRef]
- Wang, J.; Yi, B.; Zhou, H. Framework of computational approach based on inherent deformation for welding buckling investigation during fabrication of lightweight ship panel. Ocean Eng. 2018, 157, 202–210. [Google Scholar] [CrossRef]
- Huang, T.D.; Harbison, M.; Kvidahl, L. Reduction of overwelding and distortion for naval surface combatants. Part 2: Reduction of overwelding and distortion for naval surface combatants. J. Ship Prod. Design 2016, 32, 21–36. [Google Scholar] [CrossRef]
- Park, S.-J.; Lee, H.-W. A study on the fatigue strength characteristics of ship structural steel with gusset welds. Int. J. Nav. Archit. Ocean Eng. 2012, 4, 132–140. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.-P.; Castner, H.; Dull, R.; Dydo, J.; Huang, T.D.; Fanguy, D.; Dlugokecki, V.; Hepinstall, L. Complex-panel Weld Shrinkage Data Model for Neat Construction Ship Design Engineering. J. Ship Prod. Des. 2014, 30, 15–38. [Google Scholar] [CrossRef]
- Oh, S.; Cho, B.; Kim, D.-J. Development of an Exportable Modular Building System by Integrating Quality Function Deployment and TRIZ Method. J. Asian Arch. Build. Eng. 2017, 16, 535–542. [Google Scholar] [CrossRef] [Green Version]
- Lou, S.-J.; Chung, C.-C.; Dzan, W.-Y.; Tseng, K.-H.; Shih, R.-C. Effect of using TRIZ creative learning to build a pneumatic propeller ship while applying STEM knowledge. Int. J. Eng. Educ. 2013, 29, 365–379. [Google Scholar]
- CR Classification Society. Rules for the Construction and Classification of Steel Ships, 1st ed.; CR Classification Society: Taipei, Taiwan, 2018; pp. 34–45. [Google Scholar]
- Akay, D.; Demıray, A.; Kurt, M. Collaborative tool for solving human factors problems in the manufacturing environment: The Theory of Inventive Problem Solving Technique (TRIZ) method. Int. J. Prod. Res. 2008, 46, 2913–2925. [Google Scholar] [CrossRef]
- Li, M.; Ming, X.; He, L.; Zheng, M.; Xu, Z. A TRIZ-based Trimming method for Patent design around. Comput. Des. 2015, 62, 20–30. [Google Scholar] [CrossRef]
- Yamashina, H.; Ito, T.; Kawada, H. Innovative product development process by integrating QFD and TRIZ. Int. J. Prod. Res. 2002, 40, 1031–1050. [Google Scholar] [CrossRef]
- Mann, D. Hands-On Systematic Innovation; CREAX Press: Kortrijk, Belgium, 2002. [Google Scholar]
- Kuroshi, L.; Ölçer, A.I. A modified AD-TRIZ hybrid approach to regulation-based design and performance improvement of ballast water management system. J. Mar. Eng. Technol. 2018, 17, 147–159. [Google Scholar] [CrossRef]
- Orloff, M.A. ABC-TRIZ: Introduction to Creative Design Thinking with Modern TRIZ Modeling; Springer: Cham, Switzerland, 2016; pp. 382–385. [Google Scholar]
- Heo, H.; Chung, H. Stochastic assessment considering process variation for impact of welding shrinkage on cost of ship production. Int. J. Prod. Res. 2014, 52, 6076–6091. [Google Scholar] [CrossRef]
- Kramar, V.; Dushko, V.; Rodkina, A.; Zaiets, A. Influence of Stress-corrosion Fractures on Potential of Ship-building Metals in the Sea Water. Procedia Eng. 2015, 100, 1068–1074. [Google Scholar] [CrossRef] [Green Version]
- Luo, X.; Yang, Y.; Ge, Z.; Wen, X.; Guan, F. Fuzzy grey relational analysis of design factors influencing on maintainability indices. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2014, 229, 78–84. [Google Scholar] [CrossRef]
- Romano, P.; Formentini, M.; Bandera, C.; Tomasella, M. Value analysis as a decision support tool in cruise ship design. Int. J. Prod. Res. 2010, 48, 6939–6958. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Parameters Not to Be Worsened | No. 28: Measurement Precision | No. 37: Complexity of Control | |
|---|---|---|---|
| The Parameters to Be Improved | |||
| No. 25: waste of time | 24, 34, 28, 32 | 18, 28, 31, 10 | |
| No. 39: productivity | 1, 10, 34, 28 | 35, 18, 27, 2 | |
| Job Content Description | Computing Equation for Each Grade of Ship (US$) | One Grade Economization (US$) | Annual (4.5 Grades) (US$) | ||
|---|---|---|---|---|---|
| (8626TEU) | (4500TEU) | ||||
| Ground painting operation | Attached cloth length: 25 M/roll; US$1.8/roll. | 13,748*2/25M*1.8(US) = 2016 | 9755*2/25M*1.8(US) = 1430 | 3446 | 15,507 |
| Labor: 1 MH/20 M; US$8.3/MH (subcontractor) | 13,748*2/20M*8.3(US) = 11,457 | 9755’ *2/20M*8.3(US) = 8129 | 19,586 | 88,137 | |
| Shelving operation | Double-sided shelving of compartment is reduced to single-sided (Unit cost: US$9) | 1140(PC)*9(US) = 10,260 | 780(PC)*9(US) = 7020 | 17,280 | 77,760 |
| Compartment pressure test operation in-dock | US8.3/MH, Average economization: compartment/10 MH | 10*33*8.3(US )= 2750 | 10*29*8.3(US) = 2417 | 5166 | 23,247 |
| Shipboard painting operation | 1MH average rust removal area = 3M2; US$13.3/M2 | 13,748M*2/3M2*13.3(US) = 122,204 | 9755’M*2/3M2*13.3(US) = 86,711 | 208,915 | 940,118 |
| 1MH average painting area = 30M2; US$13.3/M2 | 13,748M*2/30M2*8.3(US) = 13,748 | 9755’M*2/30M2*8.3(US) = 9755 | 23,503 | 105,764 | |
| Indoor work BLOCK increasing operation | Increase pressure test workload, bead/US$13.3 (384 beads to 1812 beads) | 1812(times)*13.3(US) = 24,160 | 1156(times)*13.3(US) = 15,413 | (−39,573) | (−178,079) |
| The original pressure test PIECE cannot be recovered, Unit cost: US$1.2 | 1812*2(PC)*1.2(US) = 4349 | 1156*2(PC)*1.2(US) = 2774 | (−7585) | (−34,133) | |
| The replanned pressure test steel tube can be reused 15 times, Unit cost: US$1.7 | 1812*2(PC)*1.7(US)/15 = 411 | 1156*2(PC)*1.7(US)/15 = 262 | |||
| 230,738 | 1,038,321 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.-N.; Hsueh, M.-H.; Lai, C.-J.; Wang, C.-F.; Wang, S.-H. Improvement of the Welding Process for Fillet Air Test for the Biggest Taiwan Shipyard. J. Mar. Sci. Eng. 2021, 9, 80. https://doi.org/10.3390/jmse9010080
Wang C-N, Hsueh M-H, Lai C-J, Wang C-F, Wang S-H. Improvement of the Welding Process for Fillet Air Test for the Biggest Taiwan Shipyard. Journal of Marine Science and Engineering. 2021; 9(1):80. https://doi.org/10.3390/jmse9010080
Chicago/Turabian StyleWang, Chia-Nan, Ming-Hsien Hsueh, Chao-Jung Lai, Chen-Fa Wang, and Shi-Hao Wang. 2021. "Improvement of the Welding Process for Fillet Air Test for the Biggest Taiwan Shipyard" Journal of Marine Science and Engineering 9, no. 1: 80. https://doi.org/10.3390/jmse9010080
APA StyleWang, C. -N., Hsueh, M. -H., Lai, C. -J., Wang, C. -F., & Wang, S. -H. (2021). Improvement of the Welding Process for Fillet Air Test for the Biggest Taiwan Shipyard. Journal of Marine Science and Engineering, 9(1), 80. https://doi.org/10.3390/jmse9010080