
Fretting and Fretting Corrosion Behavior of Additively Manufactured Ti-6Al-4V and Ti-Nb-Zr Alloys in Air and Physiological Solutions


Abstract
:1. Introduction
2. Materials and Methods
2.1. AM Titanium Printing Parameters
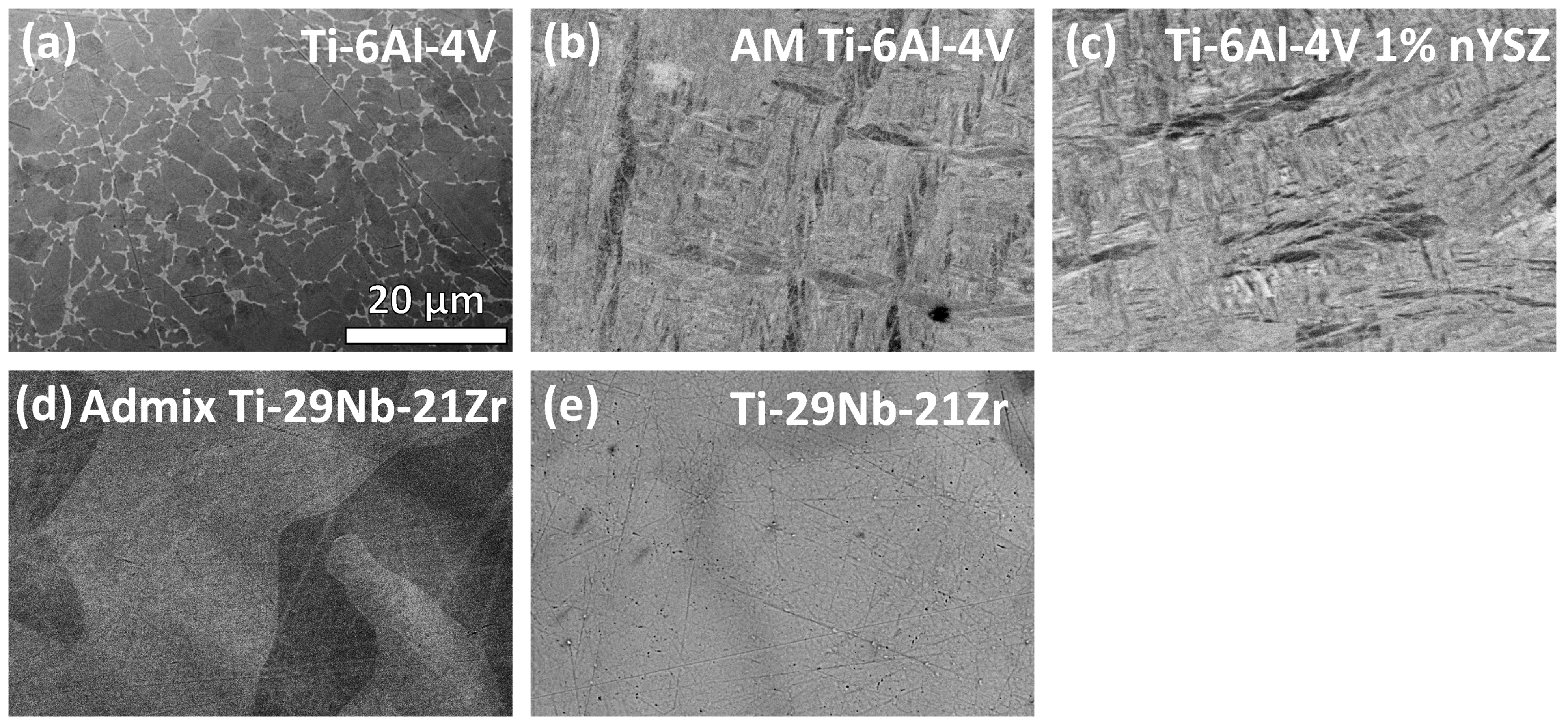
2.2. Microstructure
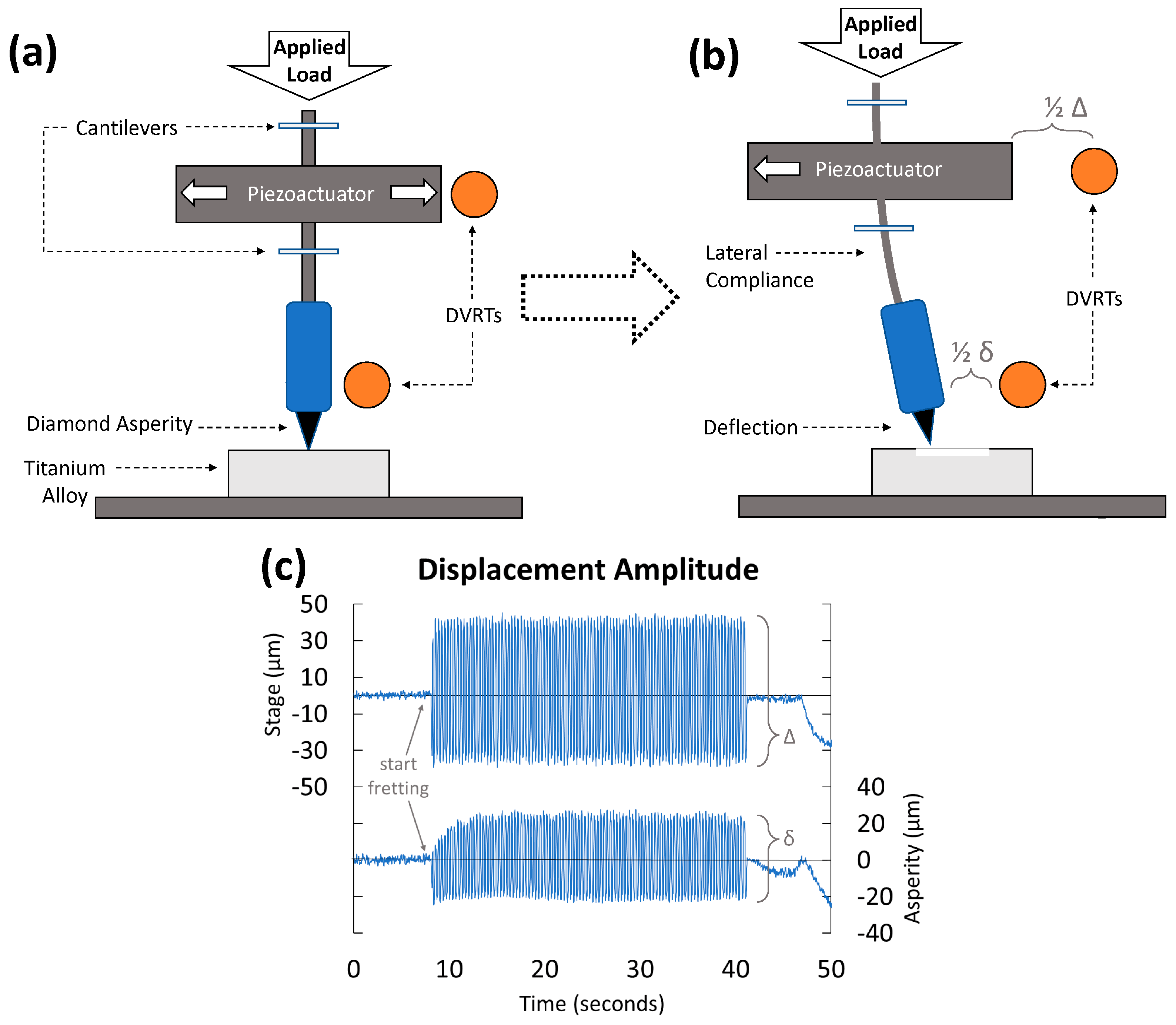
2.3. Dry Fretting—Tribology
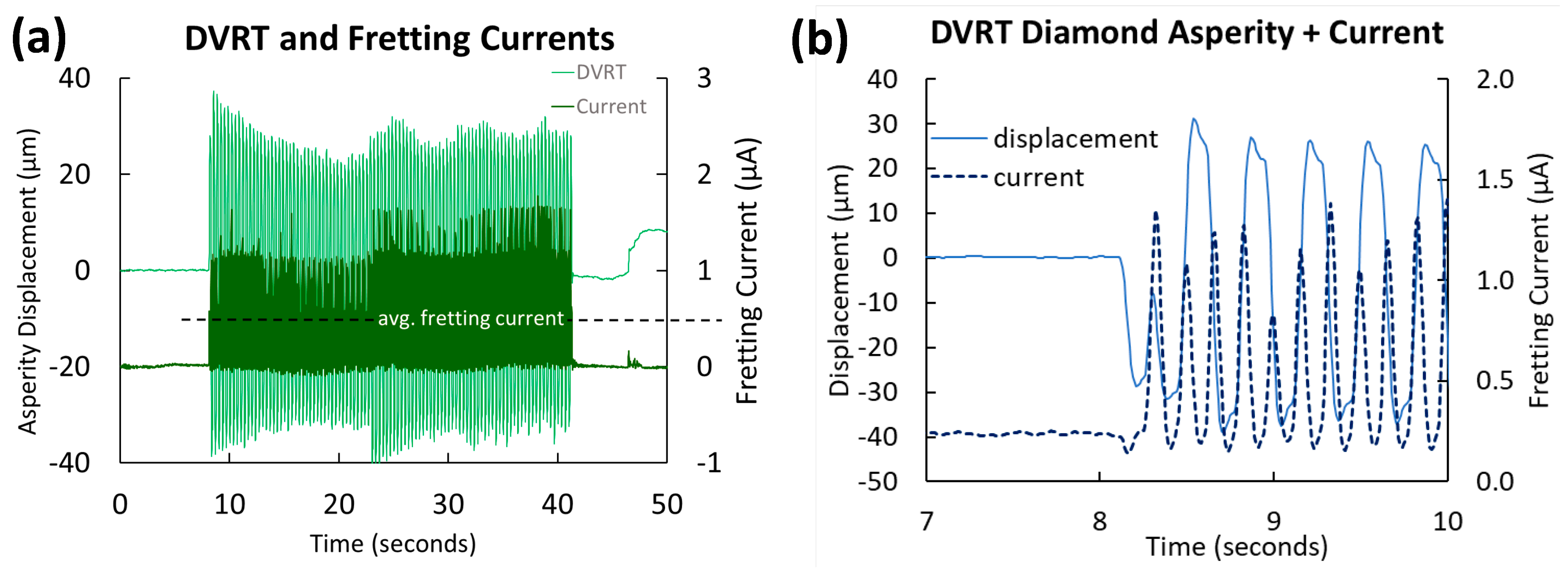
2.4. Fretting in Solution—Fretting Corrosion
2.5. Post-Test Imaging and Analysis
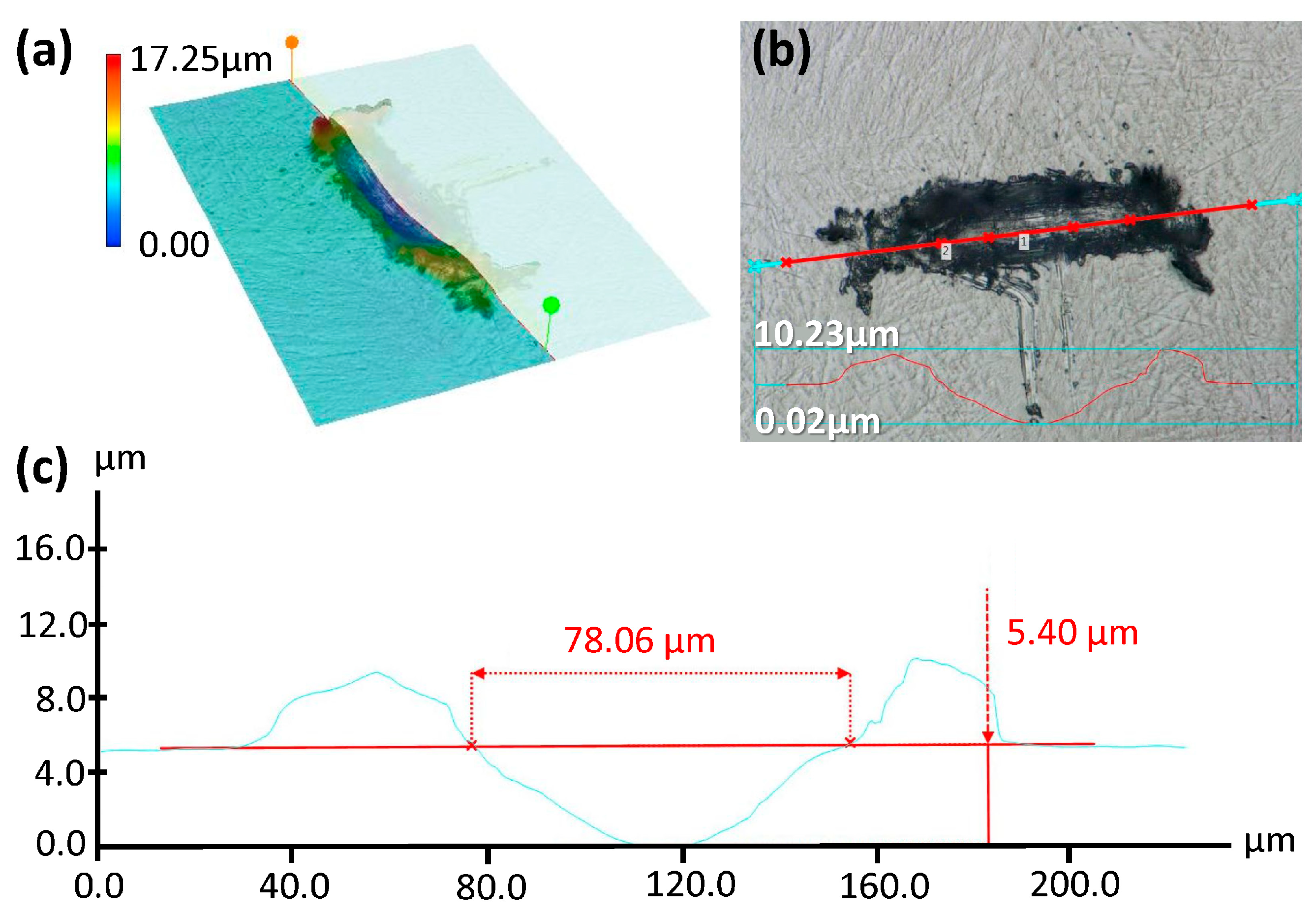
2.5.1. Depth of Wear
2.5.2. Electrochemical Measurements
2.5.3. Elemental Analysis of Debris
2.6. Statistical Analysis
3. Results
3.1. Microscopy
3.1.1. Microstructure
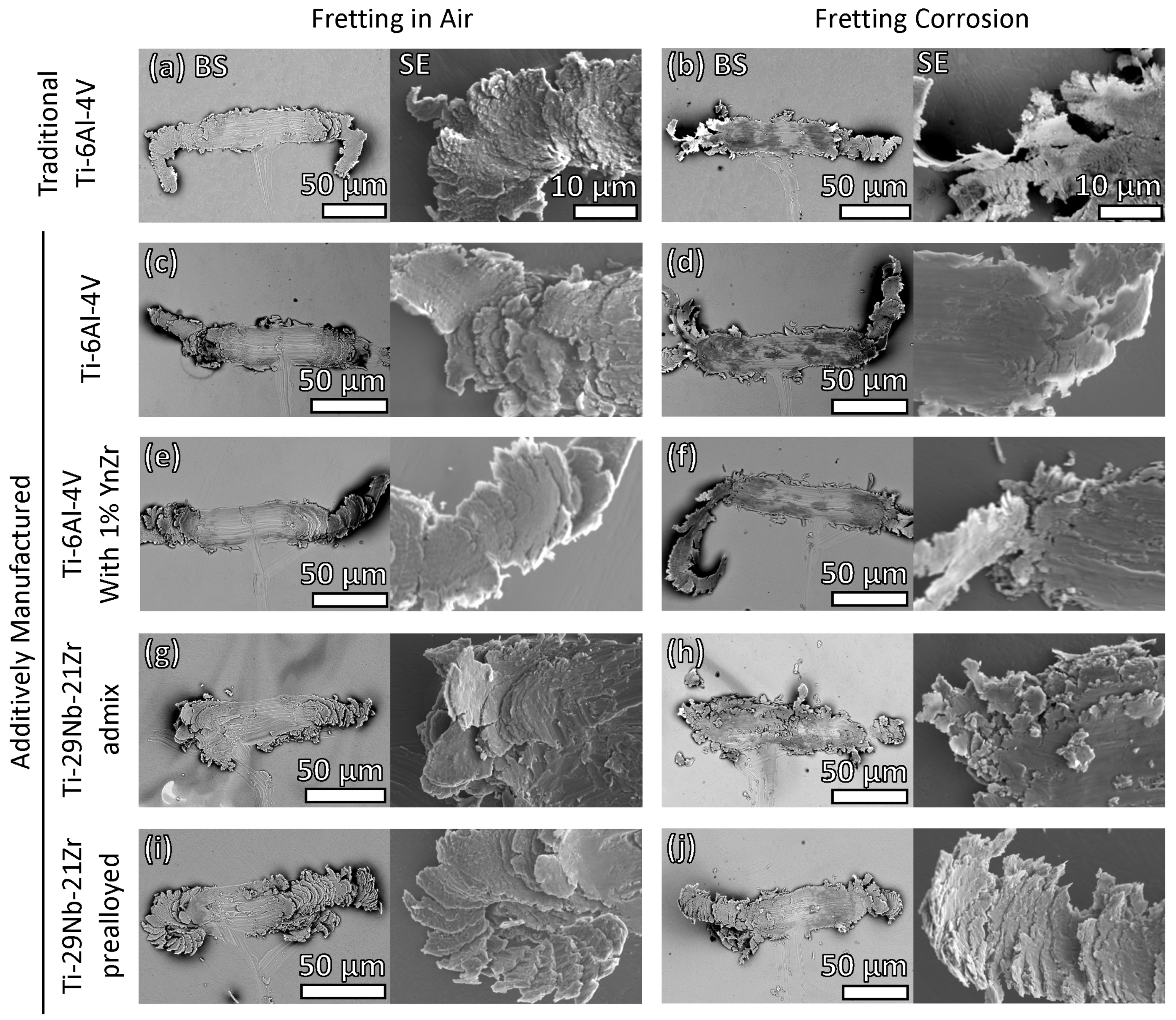
3.1.2. Wear Track Damage and Debris
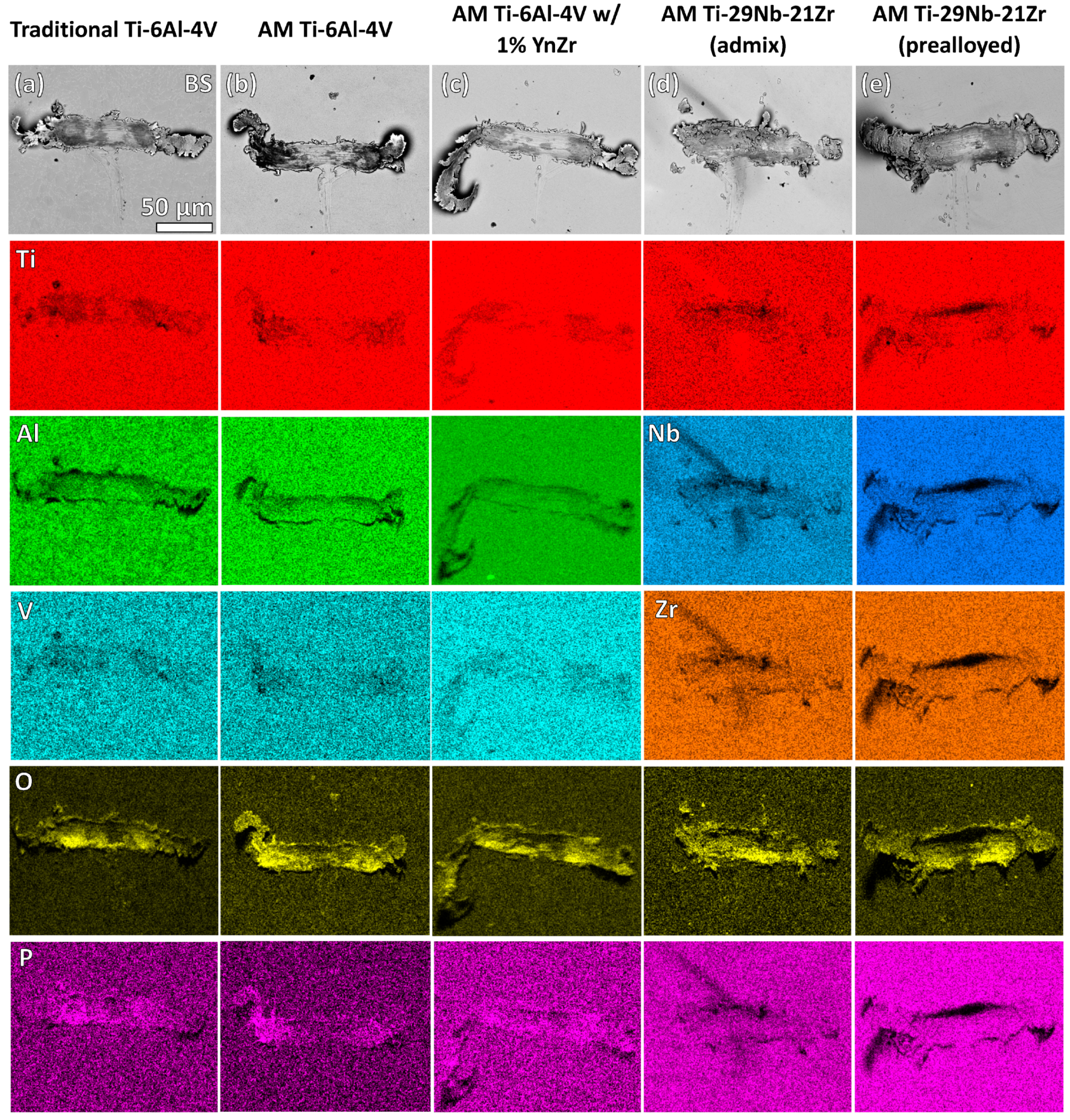
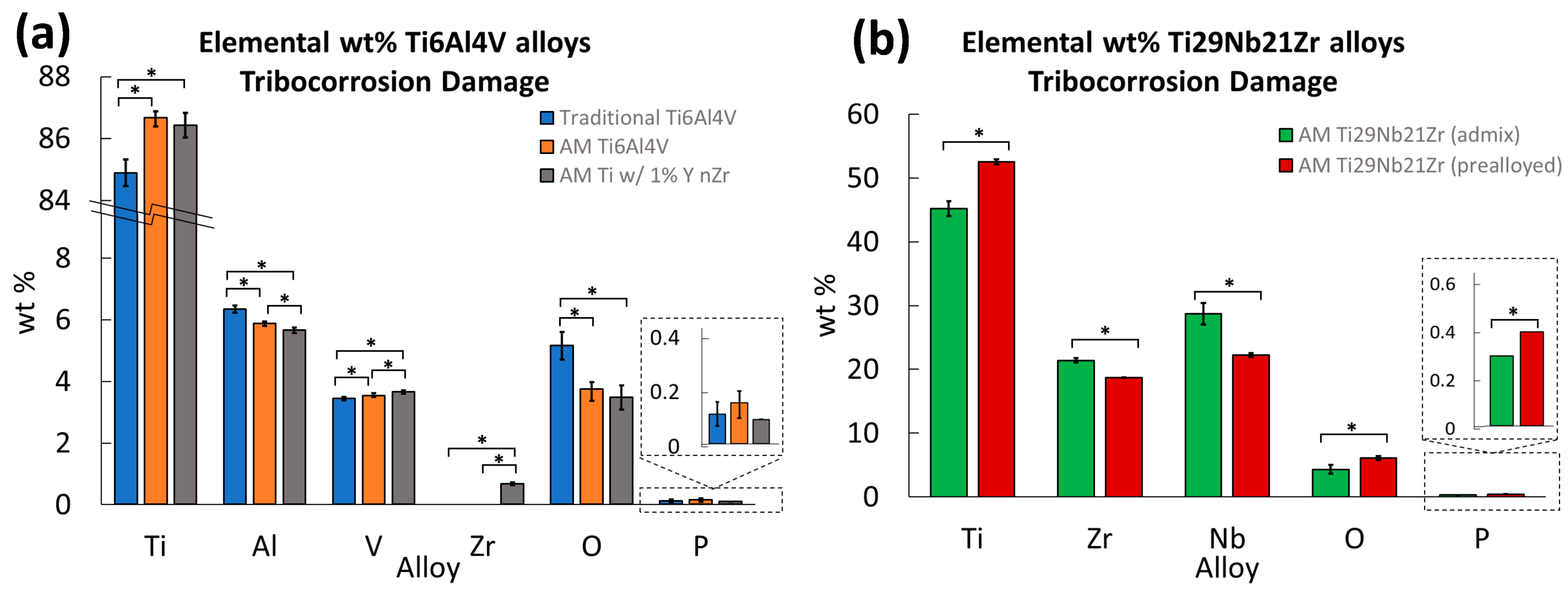
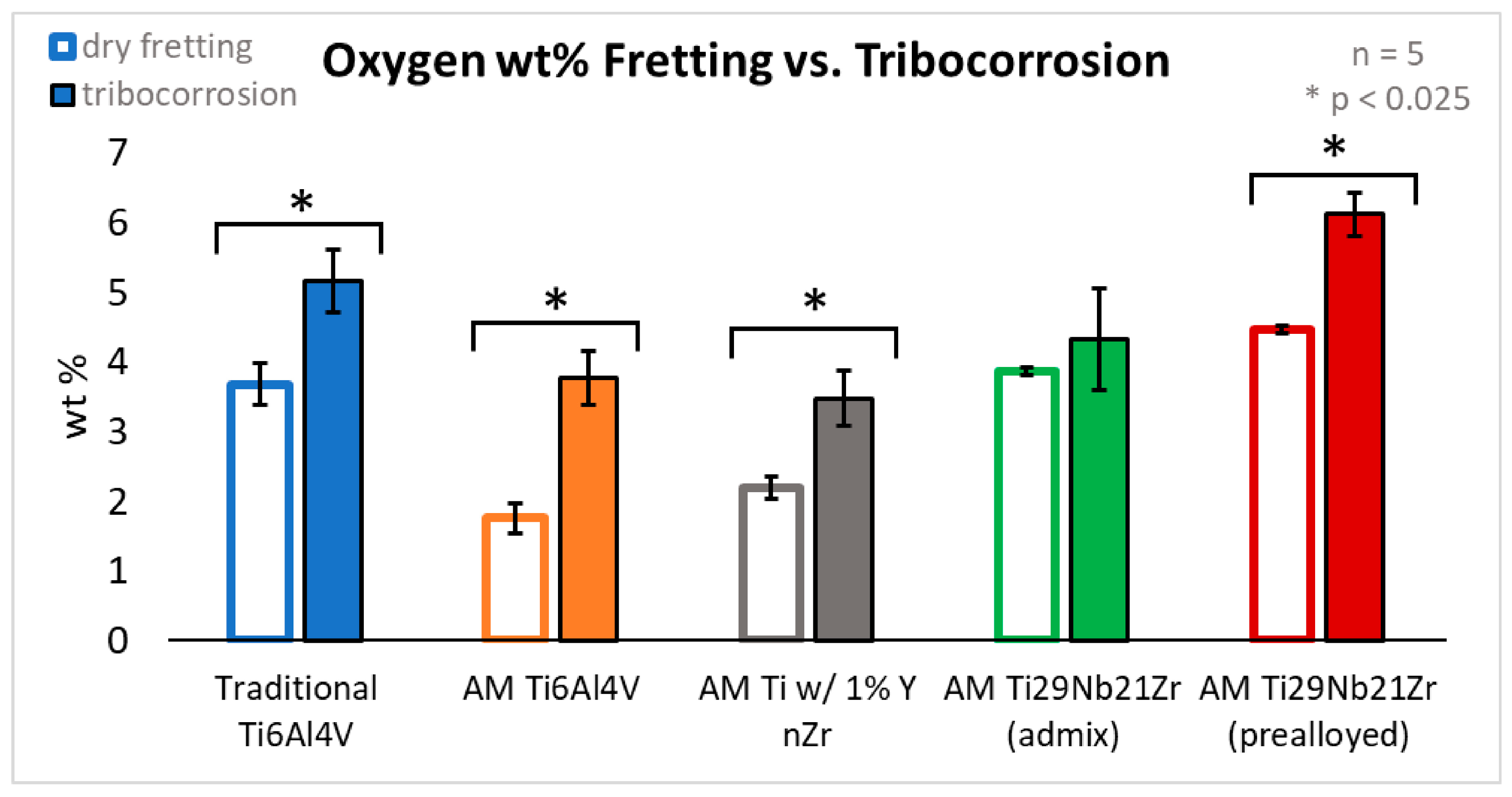
3.1.3. Elemental Analysis of Debris
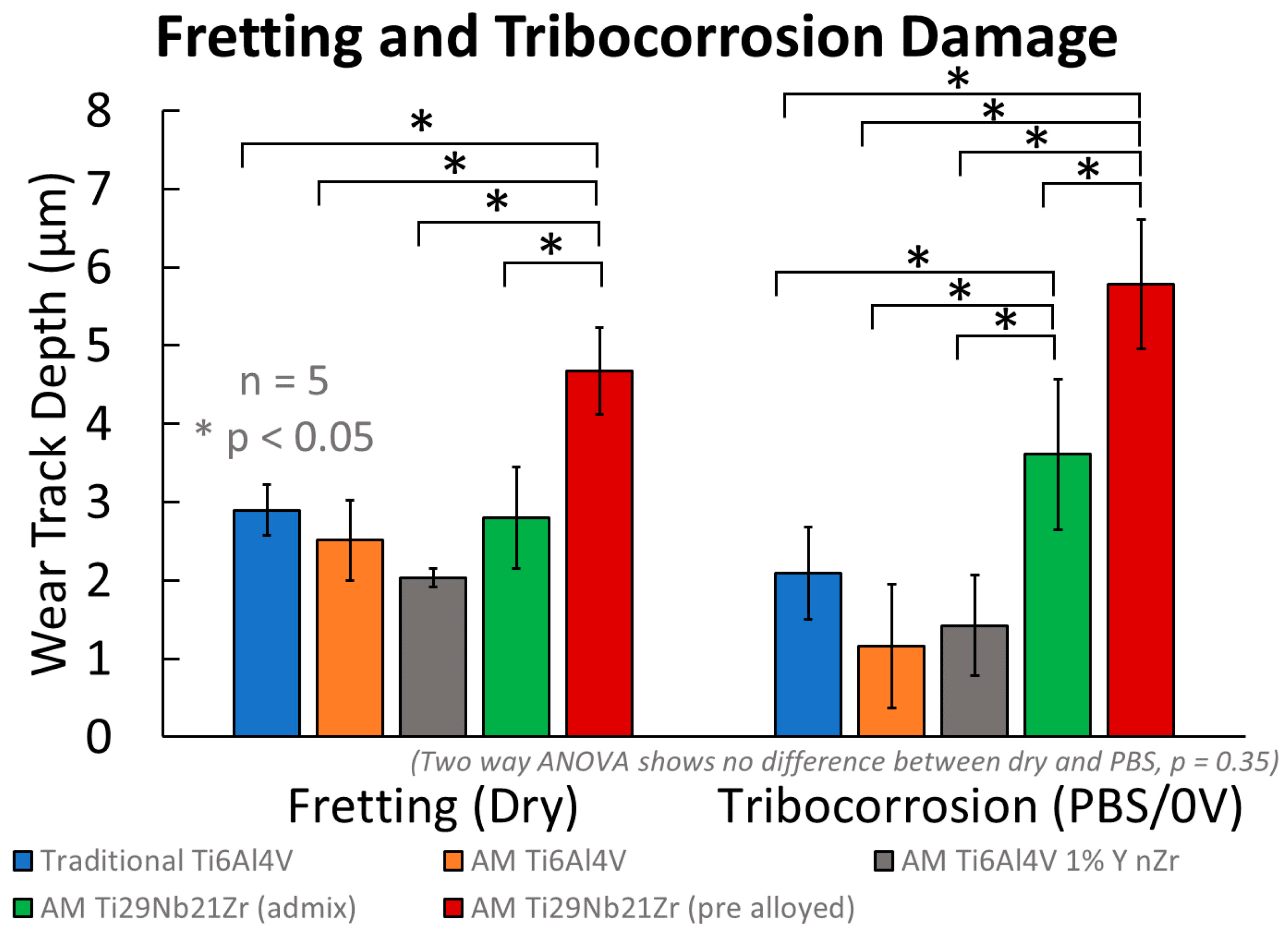
3.2. Extent of Wear
3.2.1. Depth: DOM
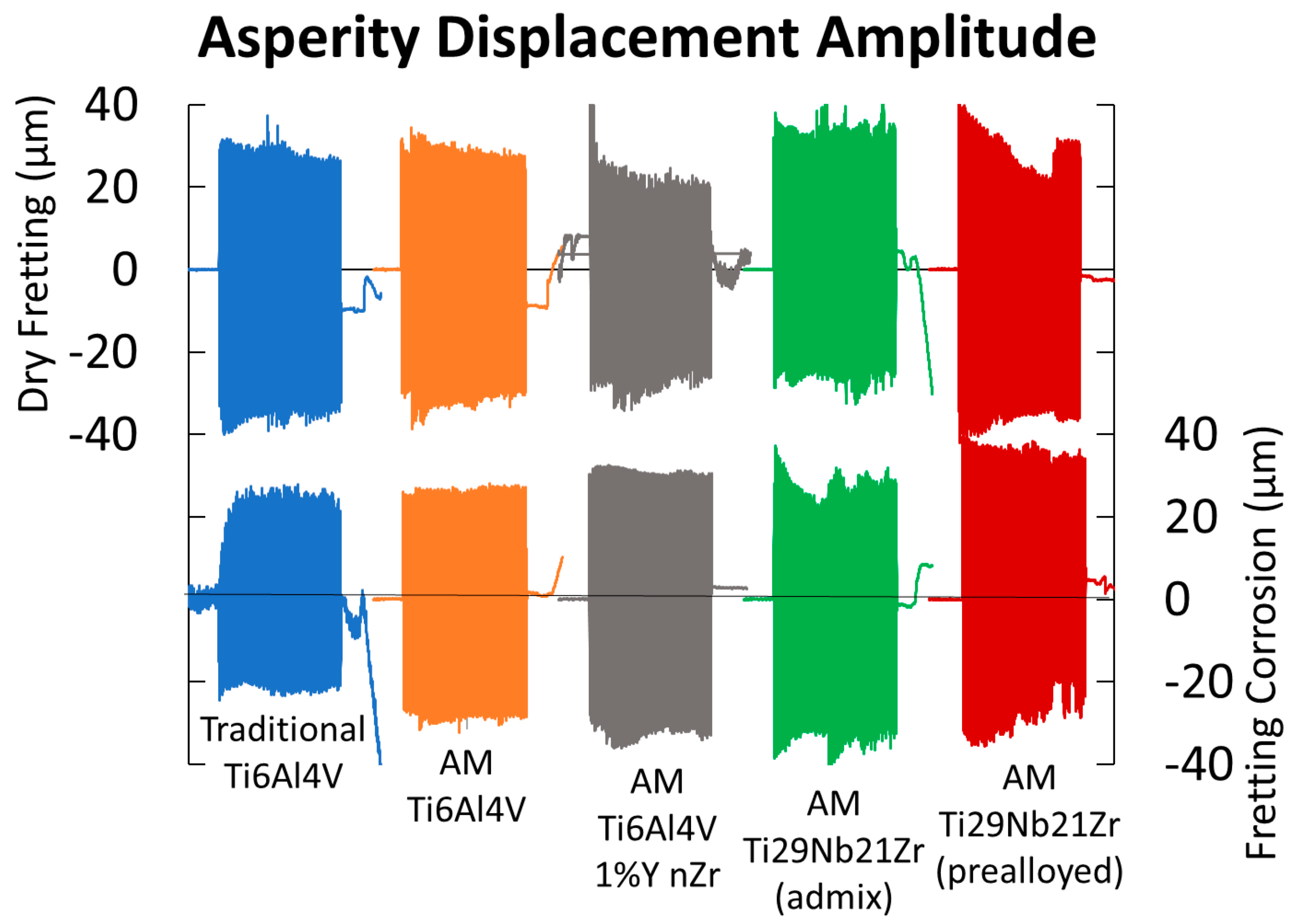
3.2.2. Friction and Sliding Amplitude
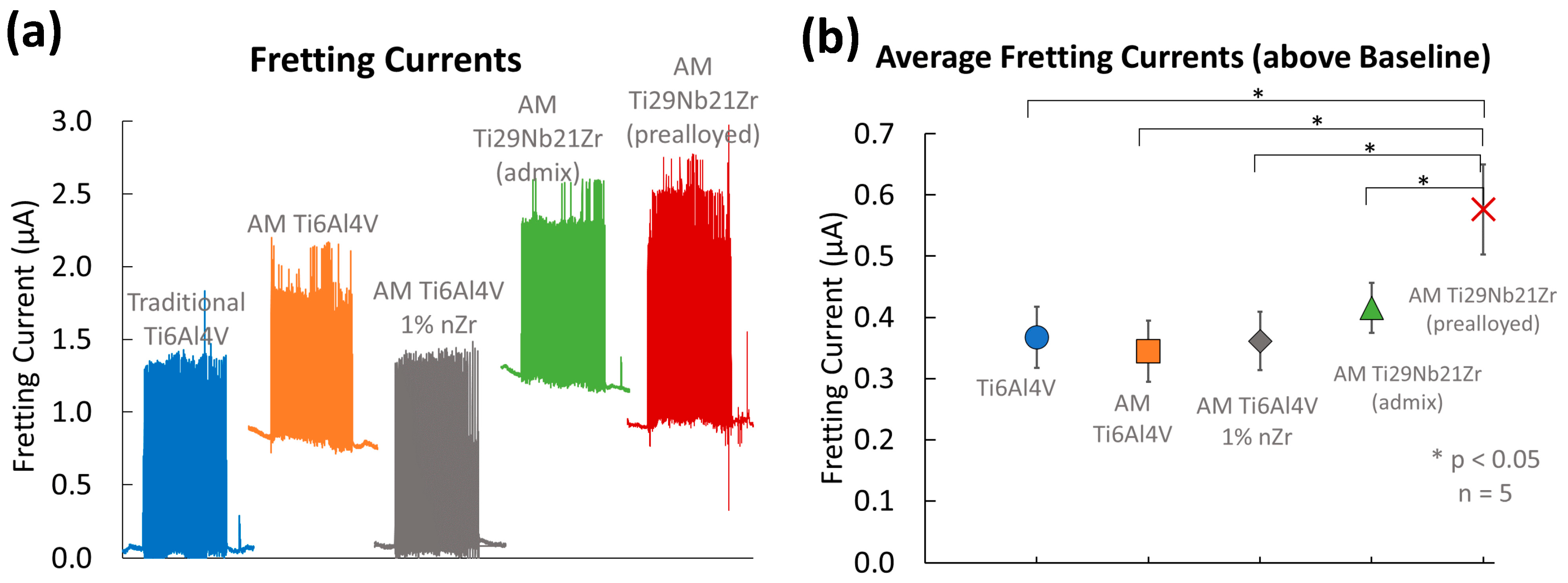
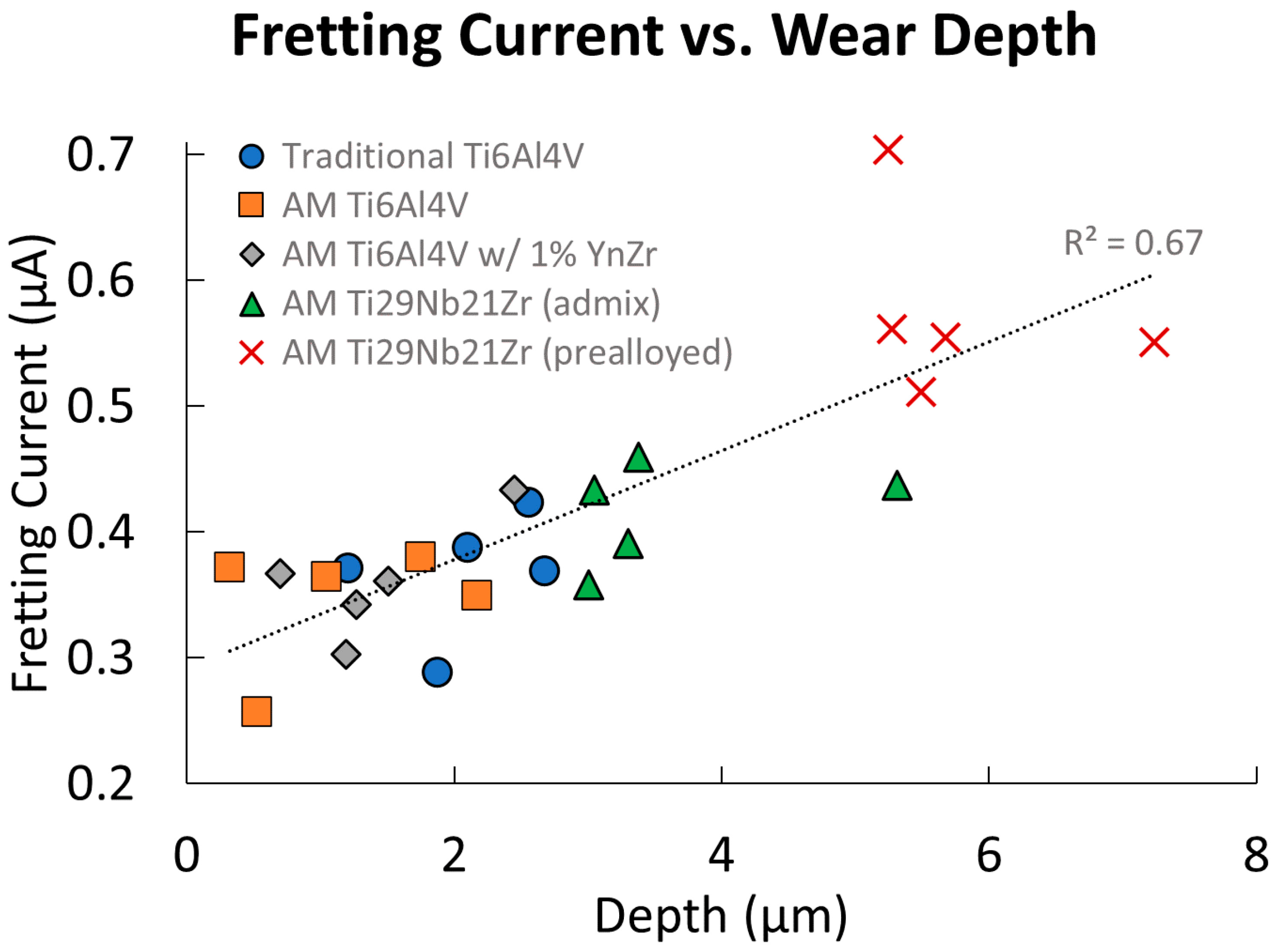
3.2.3. Electrochemical Measurements
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| ANOVA | Analysis of Variance |
| BSE | Backscattered Electron |
| COF | Coefficient of Friction |
| DFD | Depth from Defocus |
| DI | Deionized |
| DOM | Digital Optical Microscope |
| DVRT | Differential Variable Reluctance Transducers |
| EDS | Energy Dispersive Spectroscopy |
| ELI | Extra Low Interstitial |
| F | Faraday’s Constant |
| FDA | Food and Drug Administration |
| FIG | Figure |
| L-PBF | Laser Powder Bed Fusion |
| Mw | Molecular Weight |
| n | Oxide Valence |
| nYSZ | Nano Yttria Stabilized ZrO2 |
| OCP | Open Circuit Potential |
| PBS | Phosphate Buffered Saline |
| SE | Secondary Electron |
| SEM | Scanning Electron Microscope |
| SLM | Selective Laser Melting |
| Ti6 | Ti-6Al-4V |
| Ti6 1% | Ti-6Al-4V with 1% nYSZ |
| TNX | Ti-29Nb-21Zr (admix) |
| TNZ | Ti-29Nb-21Zr (pre-alloyed) |
| wt% | Weight Percent |
| ρ | Oxide Density |
| Φ | Charge per Oxide Volume |
References
- Solar, R.J.; Pollack, S.R.; Korostoff, E. In Vitro Corrosion Testing of Titanium Surgical Implant Alloys: An Approach to Understanding Titanium Release from Implants. J. Biomed. Mater. Res. 1979, 13, 217–250. [Google Scholar] [CrossRef]
- Textor, M.; Sittig, C.; Frauchiger, V.; Tosatti, S.; Brunette, D.M. Properties and biological significance of natural oxide films on titanium and its alloys. In Titanium in Medicine; Springer: Berlin/Heidelberg, Germany, 2001; pp. 171–230. [Google Scholar] [CrossRef]
- Pan, J.; Thierry, D.; Leygraf, C. Electrochemical impedance spectroscopy study of the passive oxide film on titanium for implant application. Electrochim. Acta 1996, 41, 1143–1153. [Google Scholar] [CrossRef]
- Pan, J.; Thierry, D.; Leygraf, C. Electrochemical and XPS studies of titanium for biomaterial applications with respect to the effect of hydrogen peroxide. J. Biomed. Mater. Res. 1994, 28, 113–122. [Google Scholar] [CrossRef] [PubMed]
- Okazaki, Y. Characterization of oxide film of implantable metals by electrochemical impedance spectroscopy. Materials 2019, 12, 3466. [Google Scholar] [CrossRef] [PubMed]
- Buciumeanu, M.; Bagheri, A.; Shamsaei, N.; Thompson, S.; Silva, F.; Henriques, B. Tribocorrosion behavior of additive manufactured Ti-6Al-4V biomedical alloy. Tribol. Int. 2018, 119, 381–388. [Google Scholar] [CrossRef]
- Mischler, S. Triboelectrochemical techniques and interpretation methods in tribocorrosion: A comparative evaluation. Tribol. Int. 2008, 41, 573–583. [Google Scholar] [CrossRef]
- Mischler, S.; Debaud, S.; Landolt, D. Wear-accelerated corrosion of passive metals in tribocorrosion systems. J. Electrochem. Soc. 1998, 145, 750–758. [Google Scholar] [CrossRef]
- Runa, M.; Mathew, M.; Rocha, L. Tribocorrosion response of the Ti-6Al-4V alloys commonly used in femoral stems. Tribol. Int. 2013, 68, 85–93. [Google Scholar] [CrossRef]
- Barril, S.; Mischler, S.; Landolt, D. Influence of fretting regimes on the tribocorrosion behaviour of Ti-6Al-4V in 0.9wt.% sodium chloride solution. Wear 2004, 256, 963–972. [Google Scholar] [CrossRef]
- Mathew, M.T.; Pai, P.S.; Pourzal, R.; Fischer, A.; Wimmer, M.A. Significance of Tribocorrosion in Biomedical Applications: Overview and Current Status. Adv. Tribol. 2009, 2009, 1–12. [Google Scholar] [CrossRef]
- Toptan, F.; Alves, A.C.; Carvalho, A.M.P.; Bartolomeu, F.; Pinto, A.M.; Silva, F.; Miranda, G. Corrosion and tribocorrosion behaviour of Ti-6Al-4V produced by selective laser melting and hot pressing in comparison with the commercial alloy. J. Am. Acad. Dermatol. Mater. 2018, 266, 239–245. [Google Scholar] [CrossRef]
- Rodrigues, D.C.; Urban, R.M.; Jacobs, J.J.; Gilbert, J.L. In vivo severe corrosion and hydrogen embrittlement of retrieved modular body titanium alloy hip-implants. J. Biomed. Mater. Res. Part B Appl. Biomater. 2008, 88B, 206–219. [Google Scholar] [CrossRef]
- Gilbert, J.L.; Mali, S.; Urban, R.M.; Silverton, C.D.; Jacobs, J.J. In vivo oxide-induced stress corrosion cracking of Ti-6Al-4V in a neck–stem modular taper: Emergent behavior in a new mechanism of in vivo corrosion. J. Biomed. Mater. Res. B Appl. Biomater. 2012, 100, 584–594. [Google Scholar] [CrossRef] [PubMed]
- Gilbert, J.L. Corrosion in the Human Body: Metallic Implants in the Complex Body Environment. Corrosion 2017, 73, 1478–1495. [Google Scholar] [CrossRef] [PubMed]
- Gilbert, J.L.; Buckley, C.A.; Jacobs, J.J. In vivo corrosion of modular hip prosthesis components in mixed and similar metal combinations. The effect of crevice, stress, motion, and alloy coupling. J. Biomed. Mater. Res. 1993, 27, 1533–1544. [Google Scholar] [CrossRef] [PubMed]
- Gilbert, J.L.; Jacobs, J.J. The Mechanical and Electrochemical Processes Associated with Taper Fretting Crevice Corrosion: A Review; ASTM International: West Conshohocken, PA, USA, 1997; pp. 45–59. [Google Scholar]
- Mali, S.A. Mechanically assisted crevice corrosion in metallic biomaterials: A review. Mater. Technol. 2016, 31, 732–739. [Google Scholar] [CrossRef]
- McGovern, T.E.; Black, J.; Jacobs, J.J.; Graham, R.M.; Laberge, M. In vivo wear of Ti6A14V femoral heads: A retrieval study. J. Biomed. Mater. Res. 1996, 32, 447–457. [Google Scholar] [PubMed]
- Long, M.; Rack, H.J. Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- McKellop, H.; Clarke, I.; Markolf, K.; Amstutz, H. Friction and wear properties of polymer, metal, and ceramic prosthetic joint materials evaluated on a multichannel screening device. J. Biomed. Mater. Res. 1981, 15, 349–352. [Google Scholar] [CrossRef] [PubMed]
- Galante, J.O.; Rostoker, W. Wear in Total Hip Prostheses: An Experimental Evaluation of Candidate Materials. Acta Orthop. 1972, 43, 1–46. [Google Scholar] [CrossRef]
- Scales, J.T. Black staining around titanium alloy prostheses—An orthopaedic enigma. J. Bone Jt. Surg. 1991, 73, 534–536. [Google Scholar] [CrossRef]
- Salvati, E.A.; Betts, F.; Doty, S.B. Particulate metallic debris in cemented total hip arthroplasty. Clin. Orthop. Relat. Res. 1993, 293, 160–173. [Google Scholar] [CrossRef]
- Lombardi, A.V.; Mallory, T.H.; Vaughn, B.K.; Drouillard, P. Aseptic loosening in total hip arthroplasty secondary to osteolysis induced by wear debris from titanium-alloy modular femoral heads. Minerva Anestesiol. 1989, 71, 1337–1342. [Google Scholar] [CrossRef]
- Buchanan, R.A.; Rigney, E.D.; Williams, J.M. Wear-accelerated corrosion of Ti-6Al-4V and nitrogen-ion-implanted Ti-6Al-4V: Mechanisms and influence of fixed-stress magnitude. J. Biomed. Mater. Res. 1987, 21, 367–377. [Google Scholar] [CrossRef]
- Black, J.; Sherk, H.; Bonini, J.; Rostoker, W.R.; Schajowicz, F.; Galante, J.O. Metallosis associated with a stable titanium-alloy femoral component in total hip replacement: A case report. Minerva Anestesiol. 1990, 72, 126–130. [Google Scholar] [CrossRef]
- Agins, H.J.; Alcock, N.W.; Bansal, M.; Salvati, E.A.; Wilson, P.D.; Pellicci, P.M.; Bullough, P.G. Metallic wear in failed titanium-alloy total hip replacements. A histological and quantitative analysis. Minerva Anestesiol. 1988, 70, 347–356. [Google Scholar] [CrossRef]
- Nayak, P. Aluminum: Impacts and Disease. Environ. Res. 2002, 89, 101–115. [Google Scholar] [CrossRef]
- Costa, B.C.; Tokuhara, C.K.; Rocha, L.A.; Oliveira, R.C.; Lisboa-Filho, P.N.; Pessoa, J.C. Vanadium ionic species from degradation of Ti-6Al-4V metallic implants: In vitro cytotoxicity and speciation evaluation. Mater. Sci. Eng. C 2018, 96, 730–739. [Google Scholar] [CrossRef]
- de Assis, S.L.; Costa, I. The Effect of Hydrogen Peroxide on the Electrochemical Behaviour of Ti-13Nb-13Zr Alloy in Hanks’ Solution. Mater. Res. 2006, 9, 425–429. [Google Scholar] [CrossRef]
- Baker, M.; Assis, S.; Higa, O.; Costa, I. Nanocomposite hydroxyapatite formation on a Ti–13Nb–13Zr alloy exposed in a MEM cell culture medium and the effect of H2O2 addition. Acta Biomater. 2009, 5, 63–75. [Google Scholar] [CrossRef]
- Prestat, M.; Vucko, F.; Holzer, L.; Thierry, D. Microstructural aspects of Ti6Al4V degradation in H2O2-containing phosphate buffered saline. Corros. Sci. 2021, 190, 109640. [Google Scholar] [CrossRef]
- Prestat, M.; Thierry, D. Corrosion of titanium under simulated inflammation conditions: Clinical context and in vitro investi-gations. Acta Biomateri. 2021, 136, 72–87. [Google Scholar] [CrossRef]
- Cvijovic-Alagic, I.; Cvijovic, Z.; Mitrovic, S.; Panic, V.; Rakin, M. Wear and corrosion behaviour of Ti-13Nv-13Zr and Ti-6Al-4V alloys in simulated physiological solution. Corros. Sci. 2011, 53, 796–808. [Google Scholar] [CrossRef]
- Cvijovic-Alagic, I.; Cvijovic, Z.; Mitrovic, S.; Rakin, M.; Veljovic, D.; Babic, M. Tribological Behaviour of Orthopaedic Ti-13Nb-13Zr and Ti-6Al-4V Alloys. Tribol. Lett. 2010, 40, 59–70. [Google Scholar] [CrossRef]
- Schaal, H.; Castany, P.; Laheurte, P.; Gloriant, T. Design of a low Young’s modulus Ti-Zr-Nb-Sn biocompatible alloy by in situ laser powder bed fusion additive manufacturing process. J. Alloys Compd. 2023, 966, 171539. [Google Scholar] [CrossRef]
- Gao, J.J.; Thibon, I.; Castany, P.; Gloriant, T. Effect of grain size on the recovery strain in a new Ti-20Zr-12Nb-2Sn superelastic alloy. Mater. Sci. Eng. A 2020, 793, 139878. [Google Scholar] [CrossRef]
- Tamayo, J.A.; Riascos, M.; Vargas, C.A.; Baena, L.M. Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 2021, 7, e06892. [Google Scholar] [CrossRef]
- Ben-Shlomo, Y.; Blom, A.; Boulton, C.; Brittain, R.; Clark, E.; Craig, R.; Dawson-Bowling, S.; Dere, K.; Elsler, C.; Goldberg, A.; et al. The NJR 16th Annual Report 2019; National Joint Registry: London, UK, 2020. [Google Scholar]
- Cheng, A.; Humayun, A.; Cohen, D.J.; Boyan, B.D.; Schwartz, Z. Additively manufactured 3D porous Ti-6Al-4V constructs mimic trabecular bone structure and regulate osteoblast proliferation, differentiation and local factor production in a porosity and surface roughness dependent manner. Biofabrication 2014, 6, 045007. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Jardini, A.; Fogagnolo, J. Microstructure and mechanical behavior of porous Ti–6Al–4V parts obtained by selective laser melting. J. Mech. Behav. Biomed. Mater. 2013, 26, 98–108. [Google Scholar] [CrossRef]
- Parthasarathy, J.; Starly, B.; Raman, S.; Christensen, A. Mechanical evaluation of porous titanium (Ti6Al4V) structures with electron beam melting (EBM). J. Mech. Behav. Biomed. Mater. 2010, 3, 249–259. [Google Scholar] [CrossRef]
- Sumner, D. Long-term implant fixation and stress-shielding in total hip replacement. J. Biomech. 2015, 48, 797–800. [Google Scholar] [CrossRef]
- Navarro, M.; Michiardi, A.; Castaño, O.; Planell, J.A. Biomaterials in orthopaedics. J. R. Soc. Interface 2008, 5, 1137–1158. [Google Scholar] [CrossRef]
- Restrepo, S.; Smith, E.B.; Hozack, W.J. Excellent mid-term follow-up for a new 3D-printed cementless total knee arthroplasty. Bone Jt. J. 2021, 103-B, 32–37. [Google Scholar] [CrossRef]
- Geng, X.; Li, Y.; Li, F.; Wang, X.; Zhang, K.; Liu, Z.; Tian, H. A new 3D printing porous trabecular titanium metal acetabular cup for primary total hip arthroplasty: A minimum 2-year follow-up of 92 consecutive patients. J. Orthop. Surg. Res. 2020, 15, 381. [Google Scholar] [CrossRef]
- Shichman, I.; Somerville, L.; Lutes, W.B.; Jones, S.A.; McCalden, R.; Schwarzkopf, R. Outcomes of novel 3D-printed fully porous titanium cup and a cemented highly cross-linked polyethylene liner in complex and revision total hip arthroplasty. Arthroplasty 2022, 4, 1–8. [Google Scholar] [CrossRef]
- Kurtz, M.A.; Wessinger, A.C.; Mace, A.; Moreno-Reyes, A.; Gilbert, J.L. Additively manufactured Ti-29Nb-21Zr shows improved oxide polarization resistance versus Ti-6Al-4V in inflammatory simulating solution. J. Biomed. Mater. Res. A 2023, 111, 1538–1553. [Google Scholar] [CrossRef]
- Guennec, B.; Hattal, A.; Hocini, A.; Mukhtarova, K.; Kinoshita, T.; Horikawa, N.; Gubicza, J.; Djemai, M.; Dirras, G. Fatigue per-formance of zirconia-reinforced Ti-6Al-4V nanocomposite processed by laser powder bed fusion: An improvement by hot isostatic pressing. Int. J. Fatigue 2022, 164, 107129. [Google Scholar] [CrossRef]
- Hattal, A.; Chauveau, T.; Djemai, M.; Fouchet, J.J.; Bacroix, B.; Dirras, G. Effect of nano-yttria stabilized zirconia addition on the microstructure and mechanical properties of Ti6Al4V parts manufactured by selective laser melting. Mater. Des. 2019, 180, 107909. [Google Scholar] [CrossRef]
- Hattal, A.; Mukhtarova, K.; Djemai, M.; Chauveau, T.; Hocini, A.; Fouchet, J.J.; Bacroix, B.; Gubicza, J.; Dirras, G. Effect of hot isostatic pressing on microstructure and mechanical properties of Ti6Al4V-zirconia nanocomposites processed by laser-powder bed fusion. Mater. Des. 2022, 214, 110392. [Google Scholar] [CrossRef]
- Mace, A.; Gilbert, J.L. Micro-asperity tribocorrosion of CoCrMo, Ti6Al4V, and 316 stainless steel in air and physiological solution: Small scale reciprocal sliding of a single diamond tip. Wear 2022, 498–499, 204332. [Google Scholar] [CrossRef]
- Goldberg, J.R.; Gilbert, J.L. Electrochemical response of CoCrMo to high-speed fracture of its metal oxide using an electro-chemical scratch test method. J. Biomed. Mater. Res. 1998, 37, 421–431. [Google Scholar] [CrossRef]
- Poggie, R.A.; Kovacs, P.; Davidson, J. Oxygen Diffusion Hardening of Ti-Nb-Zr Alloys. Mater. Manuf. Process. 1996, 11, 185–197. [Google Scholar] [CrossRef]
- Mishra, A.K.; Davidson, J.A.; Poggie, R.A.; Kovacs, P.; FitzGerald, T.J. Mechanical and Tribological Properties and Biocompatiblity of Diffusion Hardened Ti-13Nb-13Zr—A New Titanium Alloy for Surgical Implants in Medical Applications of Titanium and Its Alloys: The Material and Biological Issues. ASTM Int. 1996, 96–113. [Google Scholar] [CrossRef]
- Swaminathan, V.; Gilbert, J.L. Fretting corrosion of CoCrMo and Ti-6Al-4V interfaces. Biomaterials 2012, 33, 5487–5503. [Google Scholar] [CrossRef]
- Li, Z. Fretting Corrosion of CoCrMo Alloy Biomaterials: Instrumentation Development, Heredity Integral Modelling and the Effect of Frequency. 2016. Available online: https://surface.syr.edu/etd/476 (accessed on 12 December 2023).
- Mace, A.; Gilbert, J.L. A mass balance analysis of the tribocorrosion process of titanium alloy using a single micro-asperity: Voltage and solution effects on plastic deformation, oxide repassivation, and ion dissolution. J. Mech. Behav. Biomed. Mater. 2022, 136, 105531. [Google Scholar] [CrossRef]
- Zhao, D.; Han, C.; Li, J.; Liu, J.; Wei, Q. In situ fabrication of a titanium-niobium alloy with tailored microstructures, enhanced mechanical properties and biocompatibility by using selective laser melting. Mater. Sci. Eng. C 2020, 111, 110784. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective laser melting of titanium alloy with 50 wt% tantalum: Microstructure and mechanical properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- Lam, A.D.; Duffy, G.P. Early Tibial Component Fractures in Cementless, 3D-Printed, Titanium Implant. Arthroplast. Today 2022, 18, 31–38. [Google Scholar] [CrossRef]
- Seth, P.; Jha, J.S.; Alankar, A.; Mishra, S.K. Alpha-case Formation in Ti–6Al–4V in a Different Oxidizing Environment and Its Effect on Tensile and Fatigue Crack Growth Behavior. Oxid. Met. 2021, 97, 77–95. [Google Scholar] [CrossRef]
- Muthaiah, V.S.; Indrakumar, S.; Suwas, S.; Chatterjee, K. Surface engineering of additively manufactured titanium alloys for enhanced clinical performance of biomedical implants: A review of recent developments. Bioprinting 2021, 25, e00180. [Google Scholar] [CrossRef]
- Fogarasi, M.; Snodderly, K.L.; Di Prima, M.A. A survey of additive manufacturing trends for FDA-cleared medical devices. Nat. Rev. Bioeng. 2023, 1, 687–689. [Google Scholar] [CrossRef]
- Davis, E.T.; Remes, V.; Virolainen, P.; Gebuhr, P.; Backle, B.V.; Revell, M.P.; Kopjar, B. Mid-term outcomes of the R3TM delta ceramic acetabular system in total hip arthroplasty. J. Orthop. Surg. Res. 2021, 16, 35. [Google Scholar] [CrossRef]
- Clarke, I.C.; Gustafson, A. Clinical and hip simulator comparisons of ceramic-on-polyethylene and metal-on-polyethylene wear. Clin. Orthop. Relat. Res. 2000, 379, 34–40. [Google Scholar] [CrossRef]
- Kocagoz, S.B.; Underwood, R.J.; MacDonald, D.W.; Gilbert, J.L.; Kurtz, S.M. Ceramic Heads Decrease Metal Release Caused by Head-taper Fretting and Corrosion. Clin. Orthop. Relat. Res. 2016, 474, 985–994. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Kocagöz, S.B.; Hanzlik, J.A.; Underwood, R.J.; Gilbert, J.L.; MacDonald, D.W.; Lee, G.-C.; Mont, M.A.; Kraay, M.J.; Klein, G.R.; et al. Do ceramic femoral heads reduce taper fretting corrosion in hip arthroplasty? A retrieval study. Clin. Orthop. Relat. Res. 2013, 471, 3270–3282. [Google Scholar] [CrossRef]
- Kawalec, J.S.; Brown, S.A.; Payer, J.H.; Merritt, K. Mixed-metal fretting corrosion of Ti6Al4V and wrought cobalt alloy. J. Biomed. Mater. Res. 1995, 29, 867–873. [Google Scholar] [CrossRef]
- Khullar, P.; Zhu, D.; Gilbert, J.L. Fretting corrosion of Si3N4 vs. CoCrMo femoral heads on Ti-6Al-V trunnions. J. Orthop. Res. 2020, 38, 1617–1626. [Google Scholar] [CrossRef]
- Sulej-Chojnacka, J.; Wielowieyska-Giertuga, A.; Mróz, A.; Delfosse, D. Fretting corrosion of cobalt and titanium implant alloys in simulated body fluids. Tribologia 2016, 270, 149–158. [Google Scholar] [CrossRef]
- Lim, S.J.; Kim, S.M.; Kim, D.W.; Moon, Y.W.; Part, Y.S. Cementless Total HIP Arthroplasty Using Biolox® Delta Ceram-ic-on-Ceramic Bearing in Patients with Osteonecrosis of the Femoral Head. Hip. Int. 2016, 26, 144–148. [Google Scholar] [CrossRef]
- Obaton, A.F.; Fain, J.; Meinel, D.; Tsamos, A.; Leonard, F.; Lecuelle, B.; Djemai, M. In Vivo Bone Progression in and around Lattice Implants Additvely Manufactured with a New Titanium Alloy. Appl. Sci. 2023, 13, 7282. [Google Scholar] [CrossRef]
- Kurtz, M.A.; Alaniz, K.; Kurtz, P.W.; Wessinger, A.C.; Moreno-Reyes, A.; Gilbert, J.L. Oxide degradation precedes additively manufactured Ti-6Al-4V selective dissolution: An unsupervised machine learning correlation of impedance and dissolution compared to Ti-29Nb-21Zr. J. Biomed. Mater. Res. Part A 2023, 1–15. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power | Speed | Hatch Spacing | Layer Thickness | Laser Spot Diameter |
|---|---|---|---|---|
| 200 W | 700 mm/s | 0.1 mm | 30 µm | 80 µm |
| Ti-6Al-4V Alloys | Ti-29Nb-21Zr Alloys | ||||||
|---|---|---|---|---|---|---|---|
| Traditional | AM | AM 1% nYSZ | p-Value | Admixed | Pre-Alloyed | p-Value | |
| Ti | 84.9 +/− 0.43 | 86.7 +/− 0.29 | 86.4 +/− 0.40 | <0.001 | 45.2 +/− 1.16 | 52.5 +/− 0.41 | <0.001 |
| Al | 6.34 +/− 0.11 | 5.88 +/− 0.08 | 5.66 +/− 0.09 | <0.001 | - | - | |
| V | 3.44 +/− 0.05 | 3.54 +/− 0.05 | 3.66 +/− 0.05 | <0.001 | - | - | |
| Zr | 0 | 0 | 0.68 +/− 0.04 | <0.001 | 21.4 +/− 0.32 | 18.7 +/− 0.04 | <0.001 |
| Nb | - | - | - | 28.7 +/− 1.71 | 22.3 +/− 0.30 | <0.001 | |
| O (α = 0.025) | 5.16 +/− 0.45 | 3.76 +/− 0.38 | 3.48 +/− 0.39 | <0.001 | 4.32 +/− 0.73 | 6.12 +/− 0.31 | 0.001 |
| P | 0.12 +/− 0.04 | 0.16 +/− 0.05 | 0.10 +/− 0.00 | 0.10 | 0.30 +/− 0.00 | 0.40 +/− 0.00 | <0.001 |
| Wear Track Depth (µm) | Traditional | AM Ti6 | AM Ti6 1% | AM TNX Admixed | AM TNZ Pre-Alloyed |
|---|---|---|---|---|---|
| Dry Fretting | 2.90 +/− 0.32 | 2.51 +/− 0.52 | 2.03 +/− 0.12 | 2.80 +/− 0.65 | 4.67 +/− 0.55 |
| Fretting Corrosion in PBS | 2.09 +/− 0.59 | 1.16 +/− 0.79 | 1.42 +/− 0.64 | 3.61 +/− 0.96 | 5.78 +/− 0.83 |
| Traditional | AM Ti6 | AM Ti6 1% | AM TNZ Admixed | AM TNZ Pre-Alloyed | p-Value | |
|---|---|---|---|---|---|---|
| Baseline Current (µA) | 0.10 +/− 0.07 | 1.19 +/− 0.50 | 0.10 +/− 0.02 | 0.82 +/− 0.40 | 0.72 +/− 0.26 | <0.001 |
| Fretting Current (µA) | 0.37 +/− 0.05 | 0.34 +/− 0.05 | 0.36 +/− 0.05 | 0.42 +/− 0.04 | 0.58 +/− 0.07 | <0.001 |
| Alloy | Element | wt% from EDS | Mw (g/mol) | Molar % | Oxide | Oxide Density (g/cm3) | Oxide Mw (g/mol) | Valence n | Φ (C/cm3) |
|---|---|---|---|---|---|---|---|---|---|
| Traditional Ti-6Al-4V | Ti | 89.7 | 47.9 | 85.4 | TiO2 | 4.23 | 79.9 | 4 | |
| Al | 6.7 | 27 | 11.3 | Al2O3 | 3.95 | 51 | 3 | ||
| V | 3.6 | 50.9 | 3.3 | V2O5 | 3.36 | 91.0 | 5 | ||
| Ti-6Al-4V | 4.17 | 77.0 | 3.92 | 20,482 | |||||
| AM Ti-6Al-4V | Ti | 90.2 | 47.9 | 86.3 | TiO2 | 4.23 | 79.9 | 4 | |
| Al | 6.1 | 27 | 10.4 | Al2O3 | 3.95 | 51 | 3 | ||
| V | 3.7 | 50.9 | 3.3 | V2O5 | 3.36 | 91.0 | 5 | ||
| Ti-6Al-4V | 4.17 | 77.3 | 3.93 | 20,471 | |||||
| AM Ti-6Al-4V w/1% nYSZ | Ti | 89.6 | 47.9 | 86.2 | TiO2 | 4.23 | 79.9 | 4 | |
| Al | 5.9 | 28.0 | 10.0 | Al2O3 | 3.95 | 51 | 3 | ||
| V | 3.8 | 50.9 | 3.4 | V2O5 | 3.36 | 90.95 | 5 | ||
| Zr | 0.7 | 91.2 | 0.4 | ZrO2 | 5.68 | 123.2 | 4 | ||
| Ti-6Al-4VZr | 4.18 | 77.54 | 3.93 | 20,450 | |||||
| AM Ti-29Nb-21Zr (admixed) | Ti | 47.4 | 47.9 | 63.5 | TiO2 | 4.23 | 79.9 | 4 | |
| Nb | 30.1 | 92.9 | 20.8 | Nb2O5 | 4.47 | 265.8 | 5 | ||
| Zr | 22.5 | 91.2 | 15.8 | ZrO2 | 5.89 | 107.2 | 4 | ||
| Ti-29Nb-21Zr | 4.54 | 122.8 | 4.21 | 15,012 | |||||
| AM Ti-29Nb-21Zr (pre-alloyed) | Ti | 51.2 | 47.9 | 66.9 | TiO2 | 4.23 | 79.9 | 4 | |
| Nb | 28.0 | 92.9 | 18.8 | Nb2O5 | 4.47 | 265.8 | 5 | ||
| Zr | 20.9 | 91.2 | 14.3 | ZrO2 | 5.89 | 107.2 | 4 | ||
| Ti-29Nb-21Zr | 4.51 | 118.8 | 4.19 | 15,346 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mace, A.O.; Kurtz, M.A.; Gilbert, J.L. Fretting and Fretting Corrosion Behavior of Additively Manufactured Ti-6Al-4V and Ti-Nb-Zr Alloys in Air and Physiological Solutions. J. Funct. Biomater. 2024, 15, 38. https://doi.org/10.3390/jfb15020038
Mace AO, Kurtz MA, Gilbert JL. Fretting and Fretting Corrosion Behavior of Additively Manufactured Ti-6Al-4V and Ti-Nb-Zr Alloys in Air and Physiological Solutions. Journal of Functional Biomaterials. 2024; 15(2):38. https://doi.org/10.3390/jfb15020038
Chicago/Turabian StyleMace, Annsley O., Michael A. Kurtz, and Jeremy L. Gilbert. 2024. "Fretting and Fretting Corrosion Behavior of Additively Manufactured Ti-6Al-4V and Ti-Nb-Zr Alloys in Air and Physiological Solutions" Journal of Functional Biomaterials 15, no. 2: 38. https://doi.org/10.3390/jfb15020038
APA StyleMace, A. O., Kurtz, M. A., & Gilbert, J. L. (2024). Fretting and Fretting Corrosion Behavior of Additively Manufactured Ti-6Al-4V and Ti-Nb-Zr Alloys in Air and Physiological Solutions. Journal of Functional Biomaterials, 15(2), 38. https://doi.org/10.3390/jfb15020038