Construction of Inorganic Bulks through Coalescence of Particle Precursors



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
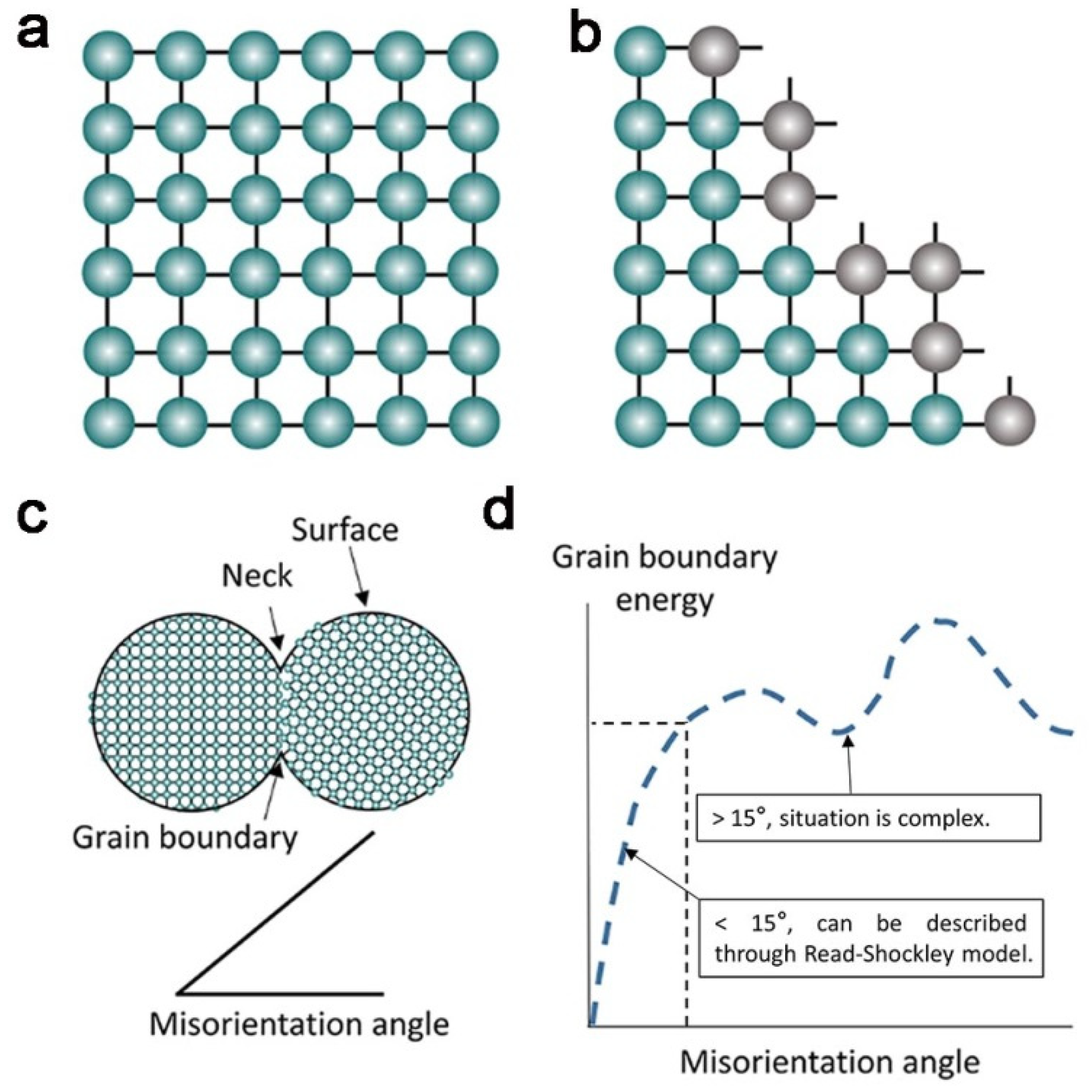
2. Basic Understanding of Particle Coalescence and Bulk Construction
3. The Influence Factors on the Coalescence of Particle-Precursors
3.1. Particle Interface
3.1.1. Thermal-Assisted Interface Coalescence
Traditional Sintering
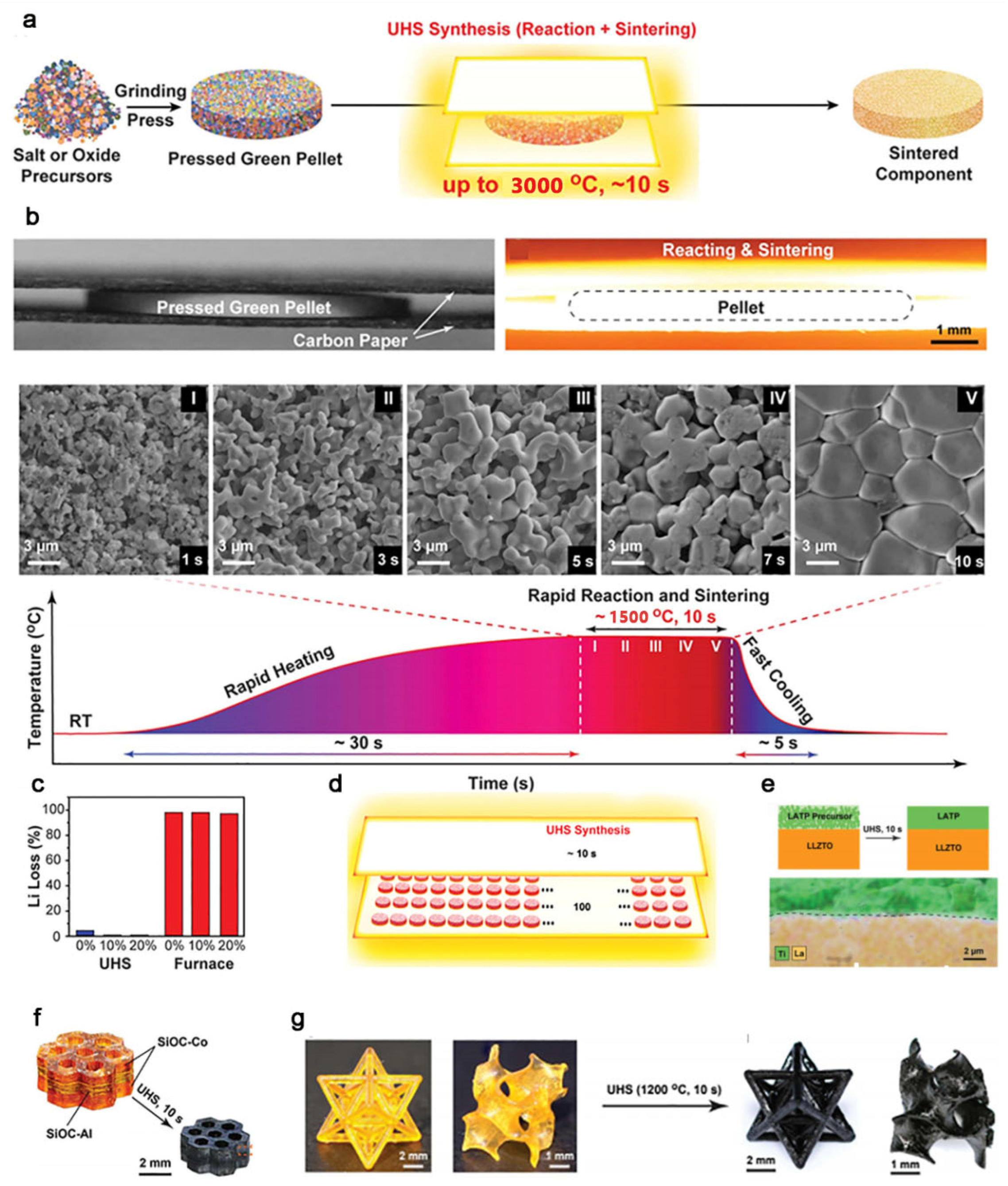
New Methods Based on Thermal-Assisted Interface Coalescence
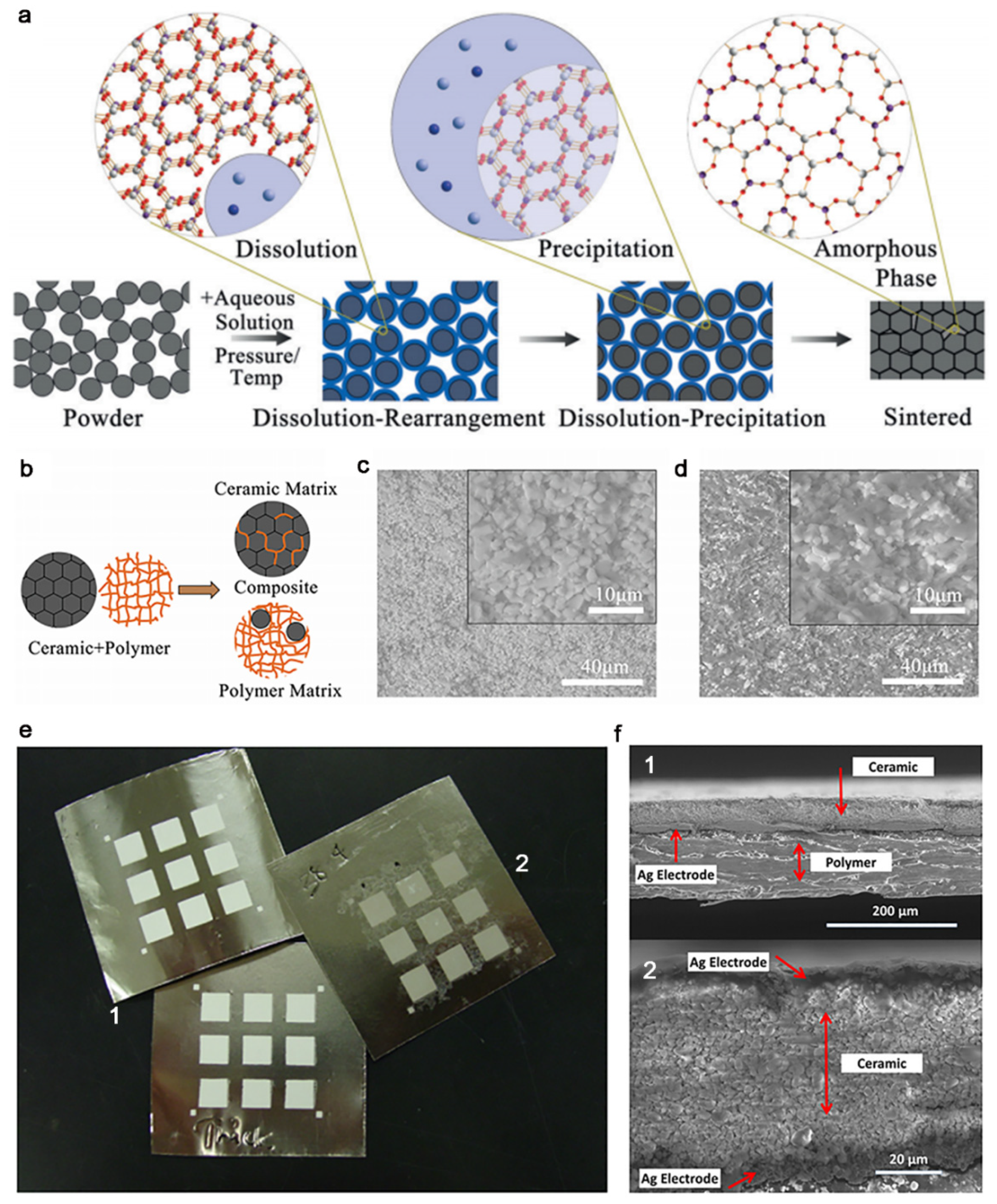
3.1.2. Solvent-Assisted Interface Coalescence
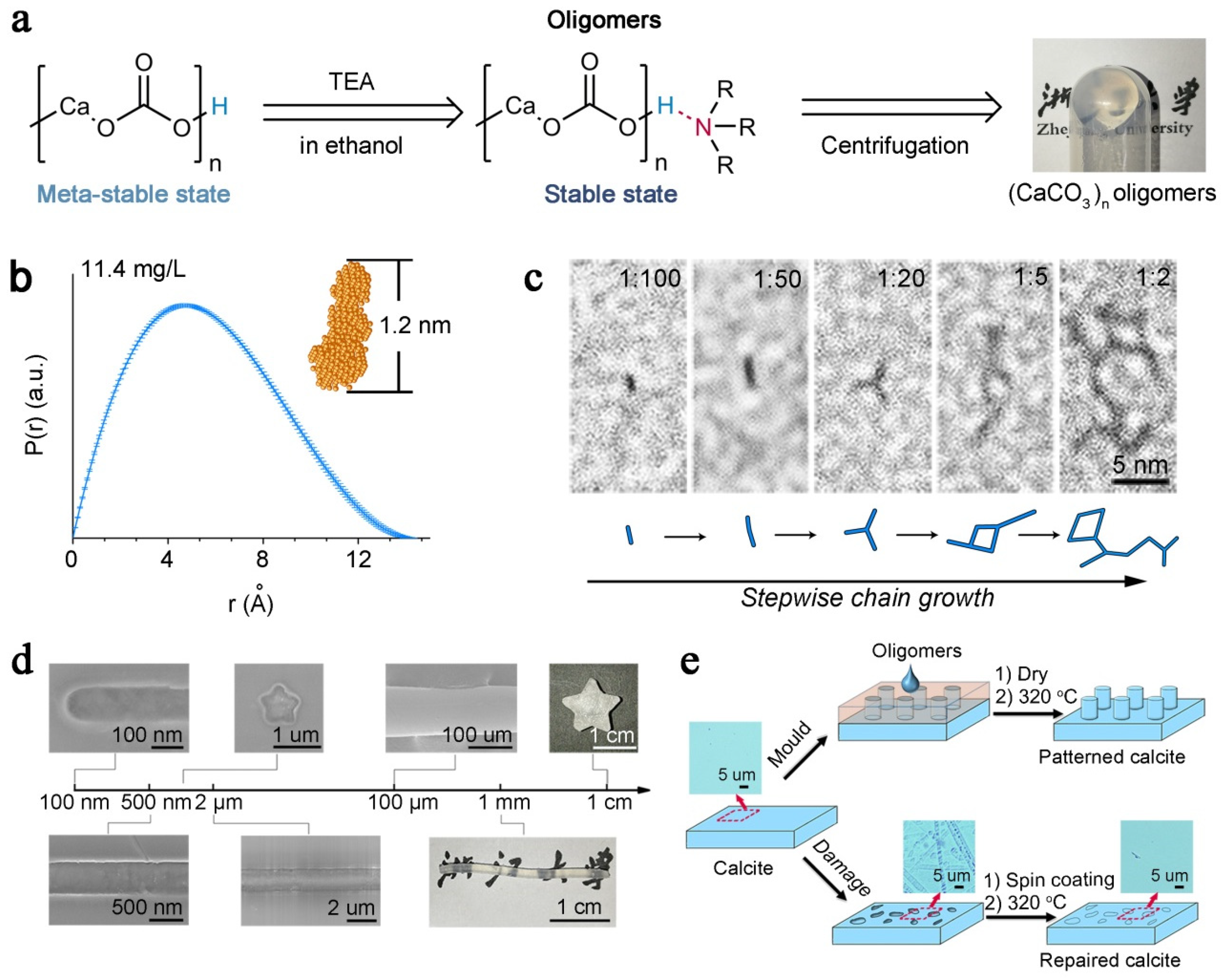
3.1.3. Additive-Assisted Interface Coalescence
3.1.4. Conclusions
3.2. Size Distribution
3.3. Crystallinity
3.4. Crystallographic Orientation
4. The Coalescence of Materials for Functional Applications
4.1. Piezoelectric Materials
4.2. Mechanical Materials
4.3. Medical Materials
4.4. Optical and Functional Materials
5. Perspective
Author Contributions
Funding
Conflicts of Interest
References
- Xu, H.H.; Wang, P.; Wang, L.; Bao, C.; Chen, Q.; Weir, M.D.; Chow, L.C.; Zhao, L.; Zhou, X.; Reynolds, M.A. Calcium phosphate cements for bone engineering and their biological properties. Bone. Res. 2017, 5, 17056. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meyers, M.A.; Chen, P.-Y.; Lin, A.Y.-M.; Seki, Y. Biological materials: Structure and mechanical properties. Prog. Mater. Sci. 2008, 53, 1–206. [Google Scholar] [CrossRef] [Green Version]
- Riley, F.L. Silicon nitride and related materials. J. Am. Ceram. Soc. 2000, 83, 245–265. [Google Scholar] [CrossRef]
- Dobrzanski, L.; Dobrzańska-Danikiewicz, A.; Achtelik-Franczak, A.; Dobrzański, L.B.; Hajduczek, E.; Matula, G. Powder Metallurgy; IntechOpen: London, UK, 2017. [Google Scholar]
- Dobrzański, L.A.; Dobrzańska-Danikiewicz, A.D.; Gaweł, T.G. Computer-aided design and selective laser melting of porous biomimetic materials. J. Adv. Mater. Process. Technol. 2016, 3, 70–82. [Google Scholar] [CrossRef]
- Zhang, H.; Kim, B.N.; Morita, K.; Keijiro Hiraga, H.Y.; Sakka, Y. Effect of sintering temperature on optical properties and microstructure of translucent zirconia prepared by high-pressure spark plasma sintering. Sci. Technol. Adv. Mater. 2011, 12, 055003–055008. [Google Scholar] [CrossRef]
- Huang, P.; Zhou, B.; Zheng, Q.; Tian, Y.; Wang, M.; Wang, L.; Li, J.; Jiang, W. Nano wave plates structuring and index matching in transparent hydroxyapatite-YAG: Ce composite ceramics for high luminous efficiency white light-emitting diodes. Adv. Mater. 2020, 32, 1905951–1905952. [Google Scholar] [CrossRef]
- Spitaler, J.; Estreicher, S.K. Perspectives on the theory of defects. Front. Mater. 2018, 5, 70. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Deng, T.; Zheng, B.; Zhang, Y.; Liao, Y.; Zhou, H. Effect of defects on the mechanical and thermal properties of graphene. Nanomaterials 2019, 9, 347. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.; Chang, T.-H.; Qin, Q.; Huang, H.; Zhu, Y. Mechanical properties of silicon carbide nanowires: Effect of size-dependent defect density. Nano. Lett. 2014, 14, 754–758. [Google Scholar] [CrossRef]
- Pärschke, E.; Trushkin, I.; Lenkevich, D.; Kotelnikov, A.; Cockburn, A.; Zvezdin, K. Influence of the structure defects on the magnetic properties of the FePt/Fe bilayer. J. Appl. Phys. 2013, 115, 3490–3498. [Google Scholar]
- Jin, M.; Zhao, T.F.; Chen, C.Q. The effects of micro-defects and crack on the mechanical properties of metal fiber sintered sheets. Int. J. Solids. Struct. 2014, 51, 1946–1953. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Melkote, S. Effect of crystal defects on mechanical properties relevant to cutting of multicrystalline solar silicon. Mat. Sci. Semicon. Proc. 2013, 16, 1416–1421. [Google Scholar] [CrossRef]
- Wang, K.; Liu, S.; Chen, F.; Liu, Z.; Luo, X. Effect of manufacturing defects on optical performance of discontinuous freeform lenses. Opt. Express 2009, 17, 5457–5465. [Google Scholar] [CrossRef] [Green Version]
- Salzman, J.; Uzan-Saguy, C.; Meyler, B.; Kalish, R. The effect of grain boundaries on electrical conductivity in thin GaN layers. Phys. Status Solidi A 1999, 176, 683–687. [Google Scholar] [CrossRef]
- Wei, S.; Fu-chi, W.; Qun-Bo, F.; Ma, Z. Effects of defects on the effective thermal conductivity of thermal barrier coatings. Appl. Math. Model. 2012, 36, 1995–2002. [Google Scholar] [CrossRef]
- Jiang, A.; Ke, D.; Xu, L.; Xu, Q.; Li, J.; Wei, J.; Hu, C.; Grasso, S. Cold hydrostatic sintering: From shaping to 3D printing. J. Mater. 2019, 5, 496–501. [Google Scholar] [CrossRef]
- Evans, J.W.; De Jonghe, L.C. The Production and Processing of Inorganic Materials; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Grammatikopoulos, P.; Sowwan, M.; Kioseoglou, J. Computational modeling of nanoparticle coalescence. Adv. Theor. Simul. 2019, 2, 1900013–1900019. [Google Scholar] [CrossRef]
- Kuczynski, G.C. Study of the sintering of glass. J. Appl. Phys. 1949, 20, 1160–1163. [Google Scholar] [CrossRef]
- McCarthy, D.N.; Brown, S.A. Evolution of neck radius and relaxation of coalescing nanoparticles. Phys. Rev. B 2009, 80, 1956–1960. [Google Scholar] [CrossRef]
- Lewis, L.J.; Jensen, P.; Barrat, J.-L. Melting, freezing, and coalescence of gold nanoclusters. Phys. Rev. B 1997, 56, 2248–2257. [Google Scholar] [CrossRef] [Green Version]
- Han, Y.; Stoldt, C.R.; Thiel, P.A.; Evans, J.W. Ab initio thermodynamics and kinetics for coalescence of two-dimensional nanoislands and nanopits on metal (100) surfaces. J. Phys. Chem. C 2016, 120, 21617–21630. [Google Scholar] [CrossRef]
- Lehtinen, K.E.J.; Zachariah, M.R. Effect of coalescence energy release on the temporal shape evolution of nanoparticles. Phys. Rev. B 2001, 63, 205402–205409. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z.Z. Sintering of Advanced Materials; IntechOpen: London, UK, 2010. [Google Scholar]
- Shockley, W.; Read, W. Quantitative predictions from dislocation models of crystal grain boundaries. Phys. Rev. 1949, 75, 692. [Google Scholar] [CrossRef]
- Olmsted, D.L.; Foiles, S.M.; Holm, E.A. Survey of computed grain boundary properties in face-centered cubic metals: I. grain boundary energy. Acta Mater. 2009, 57, 3694. [Google Scholar] [CrossRef]
- Cheng, L.; Zhu, X.; Su, J. Coalescence between Au nanoparticles as induced by nanocurvature effect and electron beam athermal activation effect. Nanoscale 2018, 10, 7978. [Google Scholar] [CrossRef]
- Grammatikopoulos, P.; Cassidy, C.; Singh, V.; Sowwan, M. Coalescence-induced crystallisation wave in Pd nanoparticles. Sci. Rep. 2014, 4, 5779. [Google Scholar] [CrossRef]
- Liu, Z.; Pan, H.; Zhu, G.; Li, Y.; Tao, J.; Jin, B.; Tang, R. Realignment of nanocrystal aggregates into single crystals as a result of inherent surface stress. Angew. Chem. Int. Ed. 2016, 55, 12836. [Google Scholar] [CrossRef]
- Luginina, M.; Orru, R.; Cao, G.; Grossin, D.; Brouillet, F.; Chevallier, G.; Thouron, C.; Drouet, C. First successful stabilization of consolidated amorphous calcium phosphate (ACP) by cold sintering: Toward highly-resorbable reactive bioceramics. J. Mater. Chem. B 2020, 8, 629–635. [Google Scholar] [CrossRef]
- Cheng, W.; Dong, S.; Wang, E. Iodine-induced gold-nanoparticle fusion/fragmentation/aggregation and iodine-linked nanostructured assemblies on a glass substrate. Angew. Chem. Int. Ed. 2003, 42, 449–452. [Google Scholar] [CrossRef]
- Oghbaei, M.; Mirzaee, O. Microwave versus conventional sintering: A review of fundamentals, advantages and applications. J. Alloys Compd. 2010, 494, 175–189. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Lagos, M.; Agote, I.; Schubert, T.; Weissgaerber, T.; Gallardo, J.; Martos, M.; Prakash, L.; Andreouli, C.; Oikonomou, V.; Lopez, D. Development of electric resistance sintering process for the fabrication of hard metals: Processing, microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2017, 66, 88–94. [Google Scholar] [CrossRef]
- Smith, W.; Hashemi, J. Foundations of Materials Science and Engineering; Mc Graw Hill: New York, NY, USA, 2006. [Google Scholar]
- Kuang, X.; Carotenuto, G.; Nicolais, L. A review of ceramic sintering and suggestions on reducing sintering temperatures. Adv. Perform. Mater. 1997, 4, 257–274. [Google Scholar] [CrossRef]
- Gong, W.; Abdelouas, A.; Lutze, W. Porous bioactive glass and glass-ceramics made by reaction sintering under pressure. J. Biomed. Mater. Res. B 2001, 54, 320–327. [Google Scholar] [CrossRef]
- Ertug, B. Sintering Applications; IntechOpen: London, UK, 2013. [Google Scholar]
- Popper, P. Sintering of Silicon Nitride, a Review. In Progress in Nitrogen Ceramics; Springer: Dordrecht, The Netherlands, 1983. [Google Scholar]
- Nishimura, T.; Xu, X.; Kimoto, K.; Hirosaki, N.; Tanaka, H. Fabrication of silicon nitride nanoceramics—Powder preparation and sintering: A review. Sci. Technol. Adv. Mater. 2007, 8, 635–643. [Google Scholar] [CrossRef]
- Shen, Z.; Peng, H.; Nygren, M. Formidable increase in the superplasticity of ceramics in the presence of an electric field. Adv. Mater. 2003, 15, 1006–1009. [Google Scholar] [CrossRef]
- Takeuchi, T.; Bétourné, E.; Tabuchi, M.; Kageyama, H.; Kobayashi, Y.; Coats, A.; Morrison, F.; Sinclair, D.C.; West, A.R. Spark plasma sintering higher permittivity in ferroelectrics. J. Mater. Sci. 1999, 34, 917–924. [Google Scholar] [CrossRef]
- Chen, X.J.; Khor, K.A.; Chan, S.H.; Yu, L.G. Influence of microstructure on the ionic conductivity of yttria-stabilized zirconia electrolyte. Mat. Sci. Eng. A 2002, 335, 246–252. [Google Scholar] [CrossRef]
- Wang, C.; Ping, W.; Bai, Q.; Cui, H.; Hensleigh, R.; Wang, R.; Brozena, A.H.; Xu, Z.; Dai, J.; Pei, Y.; et al. A general method to synthesize and sinter bulk ceramics in seconds. Science 2020, 368, 521–526. [Google Scholar] [CrossRef]
- Guo, J.; Guo, H.; Baker, A.L.; Lanagan, M.T.; Kupp, E.R.; Messing, G.L.; Randall, C.A. Cold sintering: A paradigm shift for processing and integration of ceramics. Angew. Chem. Int. Ed. 2016, 55, 11457–11461. [Google Scholar] [CrossRef]
- Biesuz, M.; Taveri, G.; Duff, A.I.; Olevsky, E.; Zhu, D.; Hu, C.; Grasso, S. A theoretical analysis of cold sintering. Adv. Appl. Ceram. 2019, 119, 75–89. [Google Scholar] [CrossRef]
- Maria, J.-P.; Kang, X.; Floyd, R.D.; Dickey, E.C.; Guo, H.; Guo, J.; Baker, A.; Funihashi, S.; Randall, C.A. Cold sintering: Current status and prospects. J. Mater. Res. 2017, 32, 3205–3218. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.; Baker, A.; Guo, J.; Randall, C.A. Cold sintering process: A novel technique for low-temperature ceramic processing of ferroelectrics. J. Am. Ceram. Soc. 2016, 99, 3489–3507. [Google Scholar] [CrossRef]
- Boston, R.; Guo, J.; Funahashi, S.; Baker, A.L.; Reaney, I.M.; Randall, C.A. Reactive intermediate phase cold sintering in strontium titanate. RSC. Adv. 2018, 8, 20372–20378. [Google Scholar] [CrossRef] [Green Version]
- Seo, J.-H.; Guo, J.; Guo, H.; Verlinde, K.; Sohrabi Baba Heidary, D.; Rajagopalan, R.; Randall, C.A. Cold sintering of a Li-ion cathode: LiFePO4-composite with high volumetric capacity. Ceram. Int. 2017, 43, 15370–15374. [Google Scholar] [CrossRef]
- Baker, A.; Guo, H.; Guo, J.; Randall, C.A.; Green, D.J. Utilizing the cold sintering process for flexible-printable electroceramic device fabrication. J. Am. Ceram. Soc. 2016, 99, 3202–3204. [Google Scholar] [CrossRef]
- Hong, W.B.; Li, L.; Yan, H.; Chen, X.M. Cold sintering and microwave dielectric properties of dense HBO2-II ceramics. J. Am. Ceram. Soc. 2019, 102, 5934–5940. [Google Scholar] [CrossRef]
- Guo, J.; Berbano, S.S.; Guo, H.; Baker, A.L.; Lanagan, M.T.; Randall, C.A. Cold sintering process of composites: Bridging the processing temperature gap of ceramic and polymer materials. Adv. Funct. Mater. 2016, 26, 7115–7121. [Google Scholar] [CrossRef]
- Spencer, M.P.; Lee, W.; Alsaati, A.; Breznak, C.M.; Braga Nogueira Branco, R.; Dai, J.; Gomez, E.D.; Marconnet, A.; Lockette, P.; Yamamoto, N. Cold sintering to form bulk maghemite for characterization beyond magnetic properties. Int. J. Ceram. Eng. Sci. 2019, 1, 119–124. [Google Scholar] [CrossRef] [Green Version]
- Yamasaki, N.; Yanagisawa, K.; Nishioka, M.; Kanahara, S. A hydrothermal hot-pressing method: Apparatus and application. J. Mater. Sci. Lett. 1986, 5, 355–356. [Google Scholar] [CrossRef]
- Bouville, F.; Studart, A.R. Geologically-inspired strong bulk ceramics made with water at room temperature. Nat. Commun. 2017, 8, 14655. [Google Scholar] [CrossRef] [PubMed]
- Cho, K.-S.; Talapin, D.V.; Gaschler, W.; Murray, C.B. Designing PbSe nanowires and nanorings through oriented attachment of nanoparticles. J. Am. Chem. Soc. 2005, 127, 7140–7147. [Google Scholar] [CrossRef] [PubMed]
- Martinez, A.; Lyu, Y.; Mancin, F.; Scrimin, P. Glucosamine phosphate induces AuNPs aggregation and fusion into easily functionalizable nanowires. Nanomaterials 2019, 9, 622. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khan, M.A.S.; Ganguly, B. Can surface energy be a parameter to define morphological change of rock-salt crystals with additives? A first principles study. CrystEngComm 2013, 15, 2631–2639. [Google Scholar] [CrossRef]
- Ding, F.; Rosén, A.; Bolton, K. Size dependence of the coalescence and melting of iron clusters: A molecular-dynamics study. Phys. Rev. B 2004, 70, 075416–075422. [Google Scholar] [CrossRef] [Green Version]
- Qi, W. Size effect on melting temperature of nanosolids. Phys. B 2005, 368, 46. [Google Scholar] [CrossRef]
- Zhang, M.; Efremov, M.Y.; Schiettekatte, F.; Olson, E.; Kwan, A.; Lai, S.; Wisleder, T.; Greene, J.; Allen, L. Size-dependent melting point depression of nanostructures: Nanocalorimetric measurements. Phys. Rev. B 2000, 62, 10548. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Hou, Q.; Wang, J. A molecular dynamics study of coalescence of tungsten nanoparticles. Nucl. Instrum. Methods B 2017, 410, 171–178. [Google Scholar] [CrossRef]
- Grammatikopoulos, P.; Cassidy, C.; Singh, V.; Benelmekki, M.; Sowwan, M. Coalescence behaviour of amorphous and crystalline tantalum nanoparticles: A molecular dynamics study. J. Mater. Sci. 2013, 49, 3890–3897. [Google Scholar] [CrossRef]
- Grammatikopoulos, P.; Kioseoglou, J.; Galea, A.; Vernieres, J.; Benelmekki, M.; Diaz, R.E.; Sowwan, M. Kinetic trapping through coalescence and the formation of patterned Ag–Cu nanoparticles. Nanoscale 2016, 8, 9780–9790. [Google Scholar] [CrossRef]
- Gebauer, D.; Völkel, A.; Cölfen, H. Stable prenucleation calcium carbonate clusters. Science 2008, 322, 1819–1822. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Demichelis, R.; Raiteri, P.; Gale, J.D.; Quigley, D.; Gebauer, D. Stable prenucleation mineral clusters are liquid-like ionic polymers. Nat. Commun. 2011, 2, 590. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gebauer, D.; Kellermeier, M.; Gale, J.D.; Bergstrom, L.; Cölfen, H. Pre-nucleation clusters as solute precursors in crystallization. Chem. Soc. Rev. 2014, 43, 2348–2371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Habraken, W.J.; Tao, J.; Brylka, L.J.; Friedrich, H.; Bertinetti, L.; Schenk, A.S.; Verch, A.; Dmitrovic, V.; Bomans, P.H.; Frederik, P.M.; et al. Ion-association complexes unite classical and non-classical theories for the biomimetic nucleation of calcium phosphate. Nat. Commun. 2013, 4, 1507. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gower, L.A.; Tirrell, D.A. Calcium carbonate films and helices grown in solutions of poly(aspartate). J. Cryst. Growth 1998, 191, 153–160. [Google Scholar] [CrossRef]
- Gower, L.B.; Odom, D.J. Deposition of calcium carbonate films by a polymer-induced liquid-precursor (PILP) process. J. Cryst. Growth 2000, 210, 719–734. [Google Scholar] [CrossRef]
- Kim, Y.Y.; Douglas, E.P.; Gower, L.B. Patterning inorganic (CaCO3) thin films via a polymer-induced liquid-precursor process. Langmuir 2007, 23, 4862–4870. [Google Scholar] [CrossRef]
- Olszta, M.J.; Odom, D.J.; Douglas, E.P.; Gower, L.B. A new paradigm for biomineral formation: Mineralization via an amorphous liquid-phase precursor. Connect. Tissue Res. 2009, 44, 326–334. [Google Scholar] [CrossRef]
- Xu, Y.; Tijssen, K.C.H.; Bomans, P.H.H.; Akiva, A.; Friedrich, H.; Kentgens, A.P.M.; Sommerdijk, N.A.J.M. Microscopic structure of the polymer-induced liquid precursor for calcium carbonate. Nat. Commun. 2018, 9, 2582. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Shao, C.; Jin, B.; Zhang, Z.; Zhao, Y.; Xu, X.; Tang, R. Crosslinking ionic oligomers as conformable precursors to calcium carbonate. Nature 2019, 574, 394–398. [Google Scholar] [CrossRef]
- Shao, C.; Jin, B.; Mu, Z.; Lu, H.; Zhao, Y.; Wu, Z.; Yan, L.; Zhang, Z.; Zhou, Y.; Pan, H.; et al. Repair of tooth enamel by a biomimetic mineralization frontier ensuring epitaxial growth. Sci. Adv. 2019, 5, 9569–9577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, Y.; Mu, Z.; Jin, B.; Liu, Z.; Tang, R. Organic-inorganic copolymerization for a homogenous composite without an interphase boundary. Angew. Chem. Int. Ed. 2020, 59, 2071–2075. [Google Scholar] [CrossRef] [PubMed]
- Landi, E.; Tampieri, A.; Celotti, G.; Sprio, S.J. Densification behavior and mechanisms of synthetic hydroxyapatite. J. Eur. Ceram. Soc. 2000, 20, 2377–2387. [Google Scholar] [CrossRef]
- Skeffington, A.W.; Scheffel, A. Exploiting algal mineralization for nanotechnology: Bringing coccoliths to the fore. Curr. Opin. Biotech. 2018, 49, 57–63. [Google Scholar] [CrossRef]
- Albéric, M.; Caspi, E.N.; Bennet, M.; Ajili, W.; Nassif, N.; Azaïs, T.; Berner, A.; Fratzl, P.; Zolotoyabko, E.; Bertinetti, L.; et al. Interplay between calcite, amorphous calcium carbonate, and intracrystalline organics in sea urchin skeletal elements. Cryst. Growth Des. 2018, 18, 2189–2201. [Google Scholar] [CrossRef] [Green Version]
- Mass, T.; Giuffre, A.J.; Sun, C.Y.; Stifler, C.A.; Frazier, M.J.; Neder, M.; Tamura, N.; Stan, C.V.; Marcus, M.A.; Gilbert, P. Amorphous calcium carbonate particles form coral skeletons. Proc. Natl. Acad. Sci. USA 2017, 114, 7670–7678. [Google Scholar] [CrossRef] [Green Version]
- Addadi, L.; Raz, S.; Weiner, S. Taking advantage of disorder: Amorphous calcium carbonate and its roles in biomineralization. Adv. Mater. 2003, 15, 959–970. [Google Scholar] [CrossRef]
- Nassif, N.; Pinna, N.; Gehrke, N.; Antonietti, M.; Jager, C.; Colfen, H. Amorphous layer around aragonite platelets in nacre. Proc. Natl. Acad. Sci. USA 2005, 102, 12653–12655. [Google Scholar] [CrossRef] [Green Version]
- Gong, Y.U.T.; Killian, C.E.; Olson, I.C.; Appathurai, N.P.; Amasino, A.L.; Martin, M.C.; Holt, L.J.; Wilt, F.H.; Gilbert, P.U.P.A. Phase transitions in biogenic amorphous calcium carbonate. Proc. Natl. Acad. Sci. USA 2012, 109, 6088–6093. [Google Scholar] [CrossRef] [Green Version]
- Theissmann, R.; Fendrich, M.; Zinetullin, R.; Guenther, G.; Schierning, G.; Wolf, D.E. Crystallographic reorientation and nanoparticle coalescence. Phys. Rev. B 2008, 78, 205413–205423. [Google Scholar] [CrossRef]
- Sestito, J.M.; Abdeljawad, F.; Harris, T.A.L.; Wang, Y.; Roach, A. An atomistic simulation study of nanoscale sintering: The role of grain boundary misorientation. Comp. Mater. Sci. 2019, 165, 180–189. [Google Scholar] [CrossRef]
- Burek, M.; Jin, S.; Leung, M.; Jahed, Z.; Wu, J.; Budiman, A.; Tamura, N.; Kunz, M.; Tsui, T. Grain boundary effects on the mechanical properties of bismuth nanostructures. Acta Mater. 2011, 59, 4709–4718. [Google Scholar] [CrossRef]
- Ding, N.; Wu, C.M.; Li, H. The effect of grain boundaries on the mechanical properties and failure behavior of hexagonal boron nitride sheets. Phys. Chem. Chem. Phys. 2014, 16, 23716–23722. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Jiang, Z.; Zhao, J.; Wei, D.; Zhou, C.; Huang, Q. Effects of grain boundaries in oxide scale on tribological properties of nanoparticles lubrication. Wear 2015, 332–333, 1286–1292. [Google Scholar] [CrossRef] [Green Version]
- Nowotny, J.; Bak, T.; Burg, T.; Nowotny, M.K.; Sheppard, L.R. Effect of grain boundaries on semiconducting properties of TiO2 at elevated temperatures. J. Phys. Chem. C 2007, 111, 9769–9778. [Google Scholar] [CrossRef]
- Ivanov, V.K.; Fedorov, P.P.; Baranchikov, A.Y.; Osiko, V.V. Oriented attachment of particles: 100 years of investigations of non-classical crystal growth. Russ. Chem. Rev. 2014, 83, 1204–1222. [Google Scholar] [CrossRef]
- Penn, R.L.; Banfield, J.F. Imperfect oriented attachment: Dislocation generation in defect-free nanocrystals. Science 1998, 281, 969–971. [Google Scholar] [CrossRef]
- Li, D.; Nielsen, M.H.; Lee, J.R.; Frandsen, C.; Banfield, J.F.; De Yoreo, J.J. Direction-specific interactions control crystal growth by oriented attachment. Science 2012, 336, 1014–1018. [Google Scholar] [CrossRef]
- Banfield, J.F.; Welch, S.A.; Zhang, H.; Ebert, T.T.; Penn, R.L. Aggregation-based crystal growth and microstructure development in natural iron oxyhydroxide biomineralization products. Science 2000, 289, 751–754. [Google Scholar] [CrossRef]
- Spagnoli, D.; Gilbert, B.; Waychunas, G.A.; Banfield, J.F. Prediction of the effects of size and morphology on the structure of water around hematite nanoparticles. Geochimica Cosmochimica Acta 2009, 73, 4023–4033. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; He, Y.; Sushko, M.L.; Liu, J.; Luo, L.; De Yoreo, J.J.; Mao, S.X.; Wang, C.; Rosso, K.M. Direction-specific van der Waals attraction between rutile TiO2 nanocrystals. Science 2017, 356, 434–437. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Burrows, N.; Hale, C.; Penn, R.L. Effect of ionic strength on the kinetics of crystal growth by oriented aggregation. Cryst. Growth Des. 2012, 12, 4787–4797. [Google Scholar] [CrossRef]
- Burrows, N.; Hale, C.; Penn, R.L. Effect of pH on the kinetics of crystal growth by oriented aggregation. Cryst. Growth Des. 2013, 13, 3396–3403. [Google Scholar] [CrossRef]
- Wohlrab, S.; Pinna, N.; Antonietti, M.; Cölfen, H. Polymer-induced alignment of DL-alanine nanocrystals to crystalline mesostructures. Chemistry 2005, 11, 2903–2913. [Google Scholar] [CrossRef]
- Cölfen, H. Mesocrystals: Examples of non-classical crystallization. In Handbook of Biomineralization: Biological Aspects and Structure Formation; Bäuerlein, E., Behrens, P., Epple, M., Eds.; Wiley-VCH: Weinheim, Germany, 2008; pp. 39–64. [Google Scholar]
- Strum, E.V.; Cölfen, H. Mesocrystals: Past, presence, future. Crystals 2017, 7, 207–214. [Google Scholar]
- Seto, J.; Ma, Y.; Davis, S.A.; Meldrum, F.; Gourrier, A.; Kim, Y.Y.; Schilde, U.; Sztucki, M.; Burghammer, M.; Maltsev, S.; et al. Structure-property relationships of a biological mesocrystal in the adult sea urchin spine. Proc. Natl. Acad. Sci. USA 2012, 109, 3699–3704. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Lu, C.; Qin, Y.; Liang, C.; Zhao, M.; Yang, S.; Sun, Z.; Song, X. Solid state coalescence growth and electrochemical performance of plate-like Co3O4 mesocrystals as anode materials for lithium-ion batteries. J. Power. Sources 2013, 235, 67–73. [Google Scholar] [CrossRef]
- Zhang, B.; Cao, S.; Du, M.; Ye, X.; Wang, Y.; Ye, J. Titanium dioxide (TiO2) mesocrystals: Synthesis, growth mechanisms and photocatalytic properties. Catalysts 2019, 9, 91. [Google Scholar] [CrossRef] [Green Version]
- Zhan, G.-D.; Kuntz, J.; Wan, J.; Garay, J.; Mukherjee, A.K. Alumina-based nanocomposites consolidated by spark plasma sintering. Scripta Materialia 2002, 47, 737–741. [Google Scholar] [CrossRef]
- Karaki, T.; Yan, K.; Adachi, M. Lead-free barium titanate ceramics with large piezoelectric constant fabricated by microwave sintering. Jpn. J. Appl. Phys. 2007, 46, 7035–7038. [Google Scholar] [CrossRef]
- Qiu, J.; Tani, J.; Orikasa, K.; Matsuta, K.; Takahashi, H. Fabrication of lead-free BNBT piezoelectric materials using a hybrid sintering process. J. Jpn. Inst. Met. 2005, 69, 676–679. [Google Scholar] [CrossRef] [Green Version]
- Li, J.-F.; Wang, K.; Zhang, B.-P.; Zhang, L.-M. Ferroelectric and piezoelectric properties of fine-grained Na0.5K0.5NbO3 lead-free piezoelectric ceramics prepared by spark plasma sintering. J. Am. Ceram. Soc. 2006, 89, 706–709. [Google Scholar] [CrossRef]
- Whatmore, R. Ferroelectric materials. In Springer Handbook of Electronic and Photonic Materials; Kasap, S., Capper, P., Eds.; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Xu, X. A brief review of ferroelectric control of magnetoresistance in organic spin valves. J. Mater. 2018, 4, 1–12. [Google Scholar] [CrossRef]
- Haertling, G.H. Ferroelectric ceramics: History and technology. J. Am. Ceram. Soc. 1999, 82, 797–818. [Google Scholar] [CrossRef]
- Matsubara, M.; Yamaguchi, T.; Sakamoto, W.; Kikuta, K.; Yogo, T.; Hirano, S.-I. Processing and piezoelectric properties of lead-free (K,Na) (Nb,Ta) O3 ceramics. J. Am. Ceram. Soc. 2005, 88, 1190–1196. [Google Scholar] [CrossRef]
- Macedo, Z.; Hernandes, A. Laser sintering of Bi4Ti3O12 ferroelectric ceramics. Mater. Lett. 2002, 55, 217–220. [Google Scholar] [CrossRef]
- Kattimani, V.S.; Kondaka, S.; Lingamaneni, K.P. Hydroxyapatite—Past, present, and future in bone regeneration. Bone Tissue Regen. Insights 2016, 7, 36138. [Google Scholar] [CrossRef] [Green Version]
- Pepla, E.; Besherat, L.; Palaia, G.; Tenore, G.; Migliau, G. Nano-hydroxyapatite and its applications in preventive, restorative and regenerative dentistry: A review of literature. Annali di Stomatologia 2014, 5, 108–114. [Google Scholar] [CrossRef]
- Feng, P.; Niu, M.; Gao, C.; Peng, S.; Shuai, C. A novel two-step sintering for nano-hydroxyapatite scaffolds for bone tissue engineering. Sci. Rep. 2014, 4, 5599. [Google Scholar] [CrossRef] [Green Version]
- Obada, D.; Dauda, E.T.; Abifarin, J.K.; Dodoo Arhin, D.; Bansod, N.D. Mechanical properties of natural hydroxyapatite using low cold compaction pressure: Effect of sintering temperature. Mater. Chem. Phys. 2019, 239, 122099. [Google Scholar] [CrossRef]
- Wang, P.E.; Chaki, T.K. Sintering behaviour and mechanical properties of hydroxyapatite and dicalcium phosphate. J. Mater. Sci.: Mater. Med. 1993, 4, 150–158. [Google Scholar] [CrossRef]
- Kalita, S.J.; Bose, S.; Hosick, H.L.; Bandyopadhyay, A. CaO–P2O5–Na2O-based sintering additives for hydroxyapatite (HAp) ceramics. Biomaterials 2004, 25, 2331–2339. [Google Scholar] [CrossRef] [PubMed]
- Furushima, R.; Katou, K.; Shimojima, K.; Hosokawa, H.; Matsumoto, A. Effect of Sintering Techniques on Mechanical Properties of WC-FeAl Composites. In The Minerals, Metals & Materials Society (eds) TMS 2015 144th Annual Meeting & Exhibition; Springer: Cham, Switzerland, 2015. [Google Scholar]
- Choi, S.R.; Zhu, D.; Miller, R.A. Effect of sintering on mechanical properties of plasma-sprayed zirconia-based thermal barrier coatings. J. Am. Ceram. Soc. 2005, 88, 2859–2867. [Google Scholar] [CrossRef]
- Belnap, J.D. Sintering of Ultrahard Materials; Woodhead Publishing: Cambridge, UK, 2010. [Google Scholar]
- Wort, C.J.H. Applications for Superhard and Ultra-Hard Materials; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Sumiya, H.; Harano, K. Innovative ultra-hard materials: Binderless nanopolycrystalline diamond and nano-polycrystalline cubic boron nitride. SEI Tech. Rev. 2016, 82, 21–26. [Google Scholar]
- Lipp, A.; Schwetz, K.A.; Hunold, K. Hexagonal boron nitride: Fabrication, properties and applications. J. Eur. Ceram. Soc. 1989, 5, 3–9. [Google Scholar] [CrossRef]
- Mazzoli, A. Selective laser sintering in biomedical engineering. Med. Biol. Eng. Comput. 2013, 51, 245–256. [Google Scholar] [CrossRef]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. JOM 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Fredericci, C.; Yoshimura, H.N.; Molisani, A.L.; Pinto, M.M.; Cesar, P.F. Effect of temperature and heating rate on the sintering of leucite-based dental porcelains. Ceram. Int. 2011, 37, 1073–1078. [Google Scholar] [CrossRef]
- Gilde, G.; Patel, P.; Patterson, M. A comparison of hot-pressing, rate-controlled sintering, and microwave sintering of magnesium aluminate spinel for optical applications. In Proceedings of the Window and Dome Technologies and Materials VI, Orlando, FL, USA, 26 July 1999; pp. 94–104. [Google Scholar]
- Hreniak, D.; Fedyk, R.; Bednarkiewicz, A.; Stręk, W.; Łojkowski, W. Luminescence properties of Nd:YAG nanoceramics prepared by low temperature high pressure sintering method. Opt. Mater. 2007, 29, 1244–1251. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, Z.; Tang, R.; Liu, Z. Construction of Inorganic Bulks through Coalescence of Particle Precursors. Nanomaterials 2021, 11, 241. https://doi.org/10.3390/nano11010241
Mu Z, Tang R, Liu Z. Construction of Inorganic Bulks through Coalescence of Particle Precursors. Nanomaterials. 2021; 11(1):241. https://doi.org/10.3390/nano11010241
Chicago/Turabian StyleMu, Zhao, Ruikang Tang, and Zhaoming Liu. 2021. "Construction of Inorganic Bulks through Coalescence of Particle Precursors" Nanomaterials 11, no. 1: 241. https://doi.org/10.3390/nano11010241
APA StyleMu, Z., Tang, R., & Liu, Z. (2021). Construction of Inorganic Bulks through Coalescence of Particle Precursors. Nanomaterials, 11(1), 241. https://doi.org/10.3390/nano11010241