
Guiding Chart for Initial Layer Choice with Nanoimprint Lithography

Abstract
:1. Introduction
2. Materials and Methods
3. Typical Experimental Results
4. Geometric Processing Window
4.1. Construction of the Geometric Guiding Chart
4.2. Discussion of the Geometric Guiding Ghart
4.2.1. Imprint-Specific Issues
4.2.2. Application-Specific Issues
4.2.3. Applicability
5. Processing Window with Instabilities
5.1. Physical Background
5.1.1. Driving Forces with NIL
5.1.2. Stability Analysis with NIL
5.2. Modification of the Guiding Chart with Instabilities
5.2.1. Van der Waals Forces
5.2.2. Temperature Gradients
5.2.3. Electrostatic Forces
6. Working with the Guiding Chart
6.1. Construction of a Specific Guiding Chart
- Polymer data under processing conditions. Contact angle θ to the stamp, viscosity ηp, surface tension γp (estimates may be taken from Table 1).
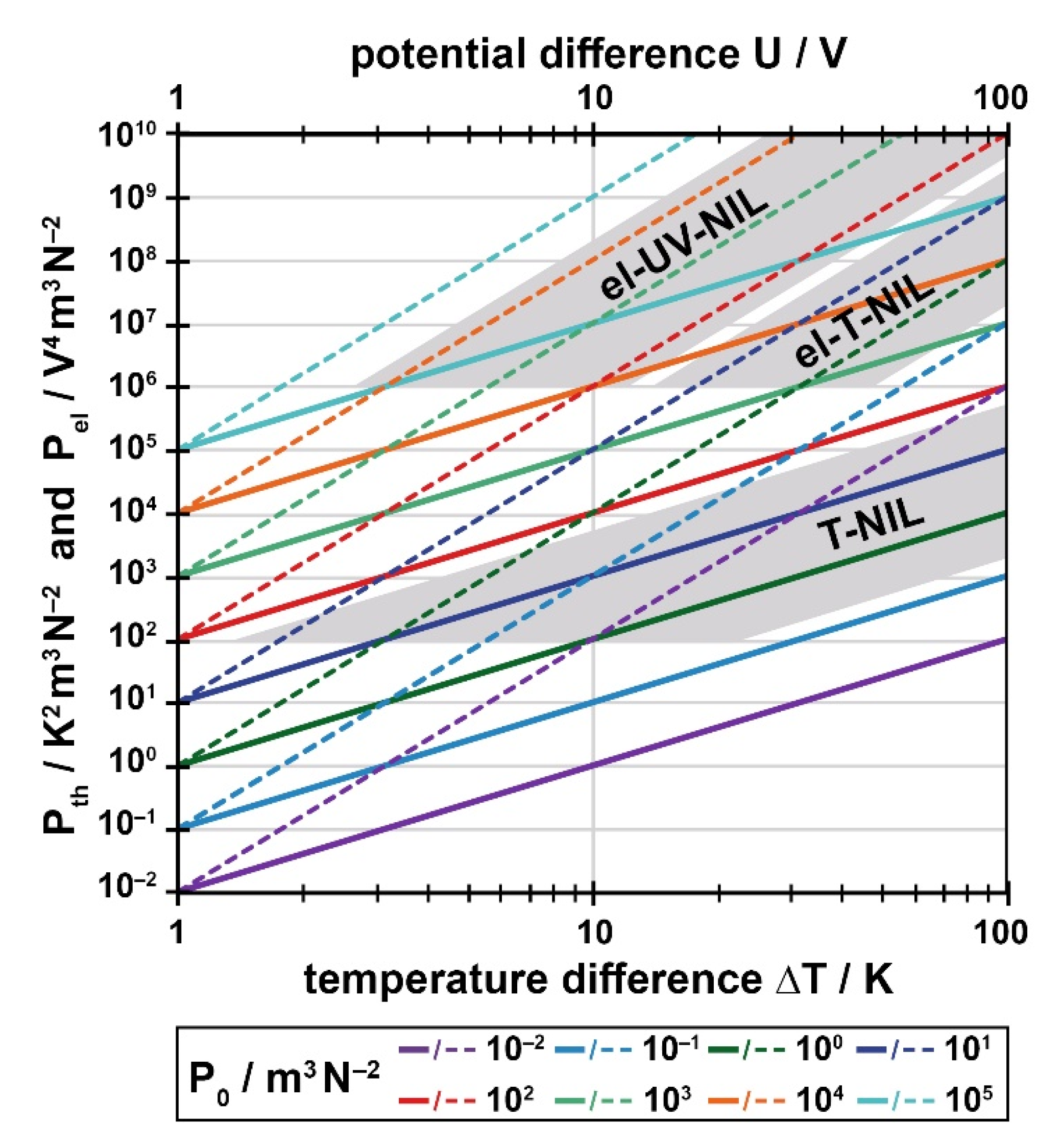
- System data. Characteristic temperature difference ΔT and/or characteristic voltage U, as well as corresponding interaction time tp. Please note, ΔT and U refer to the values between the surfaces of substrate and stamp ceiling; these may differ from overall values (e.g., available from data log-files of the imprint system used), depending on the imprint configuration, e.g., thermal/electrical isolation. An estimate may be required.
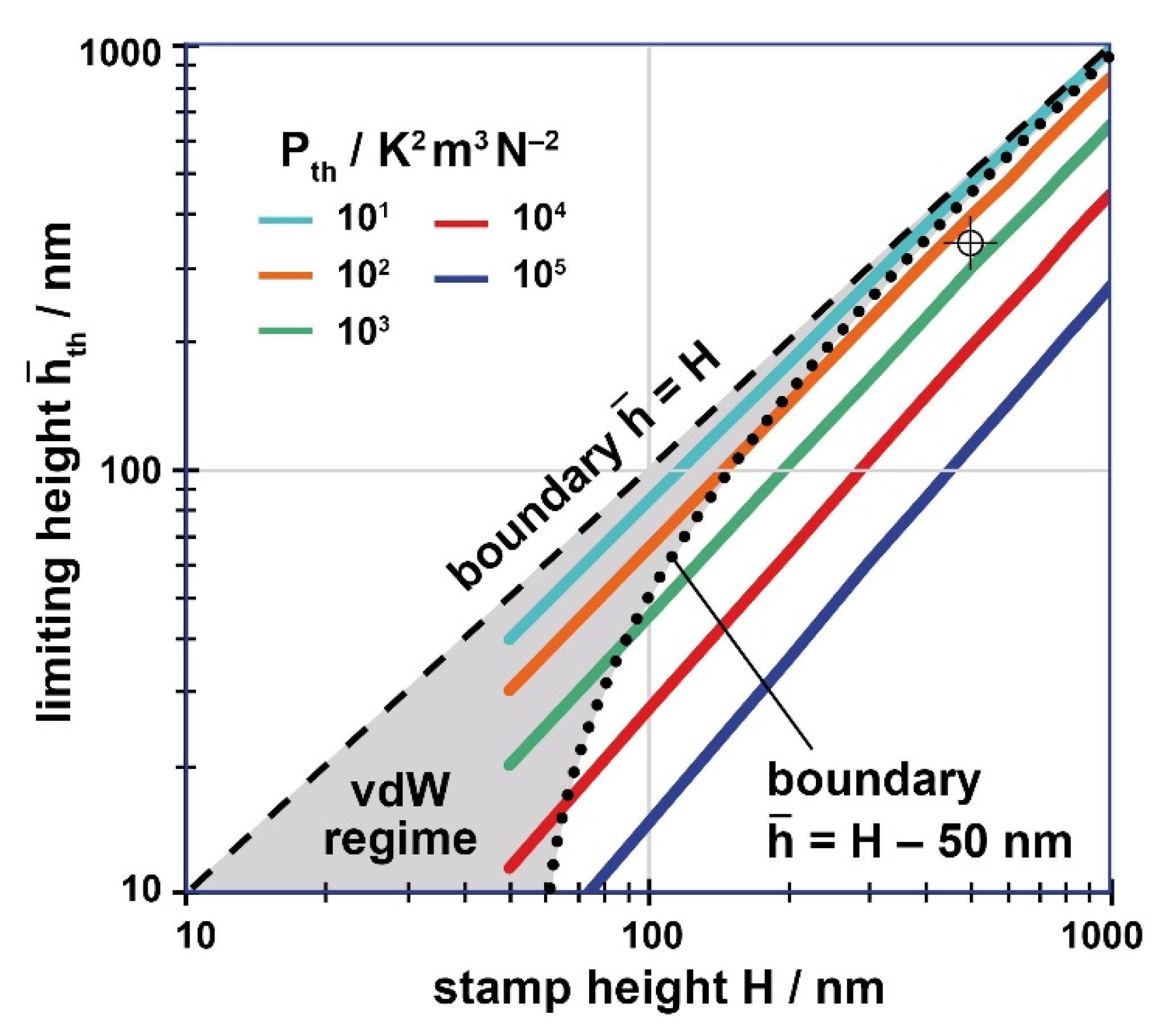
- Application-related data. Minimum polymer height h* provided/required for lift-off/etching, with h* > 50 nm (van der Waals limit).
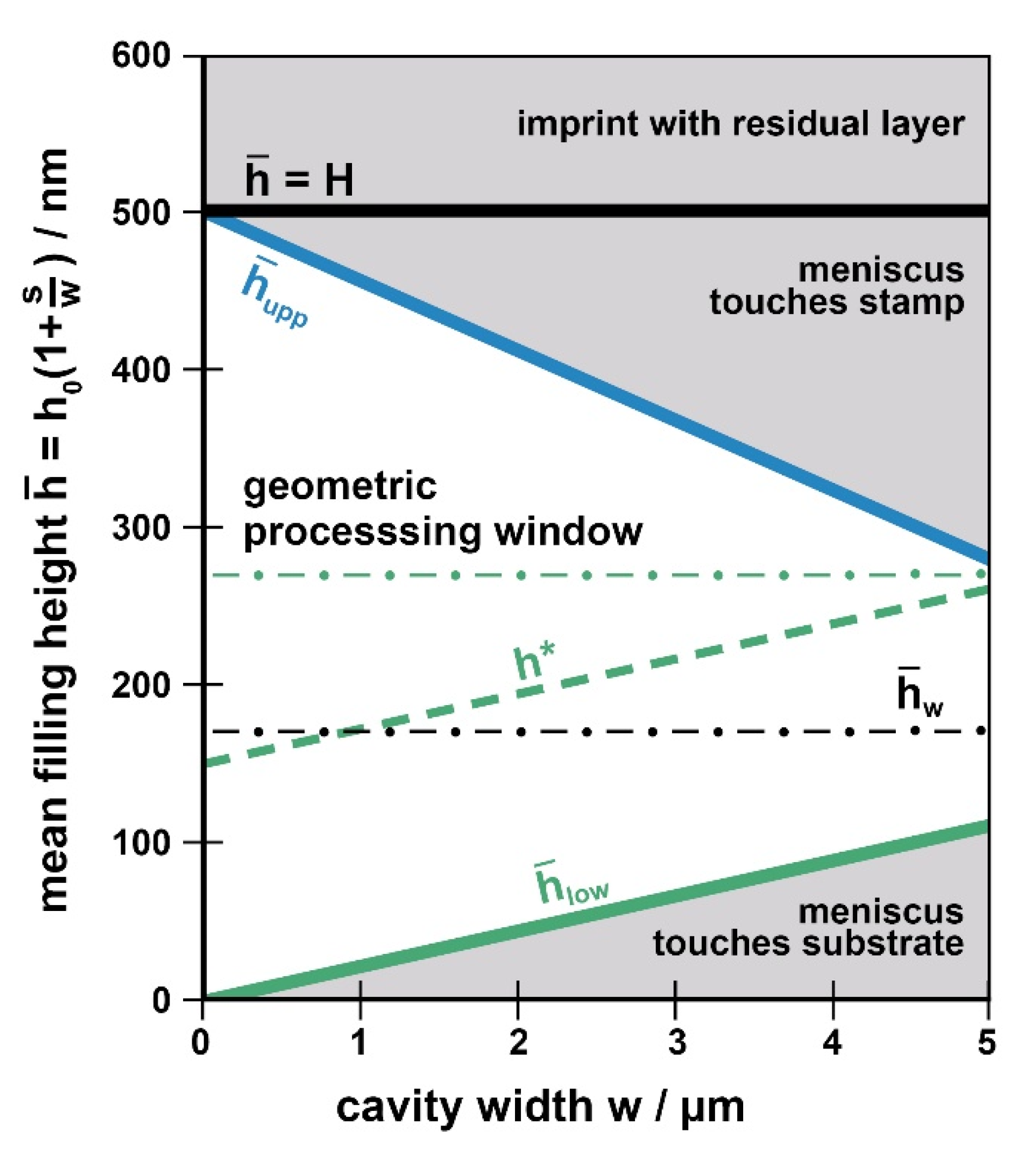
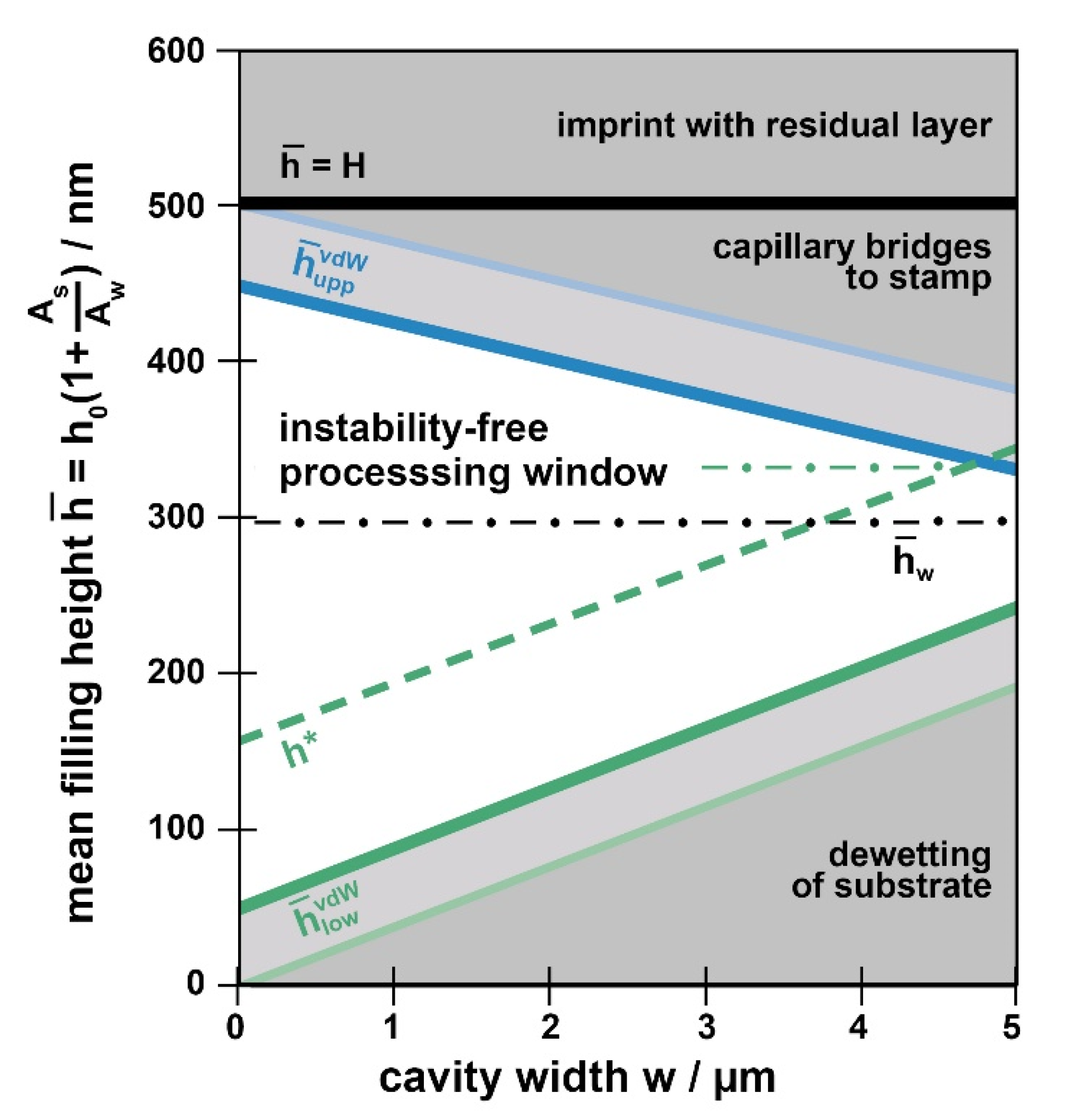
- Draw overall regime. Height , width about 3–5 times the cavity width w of interest.
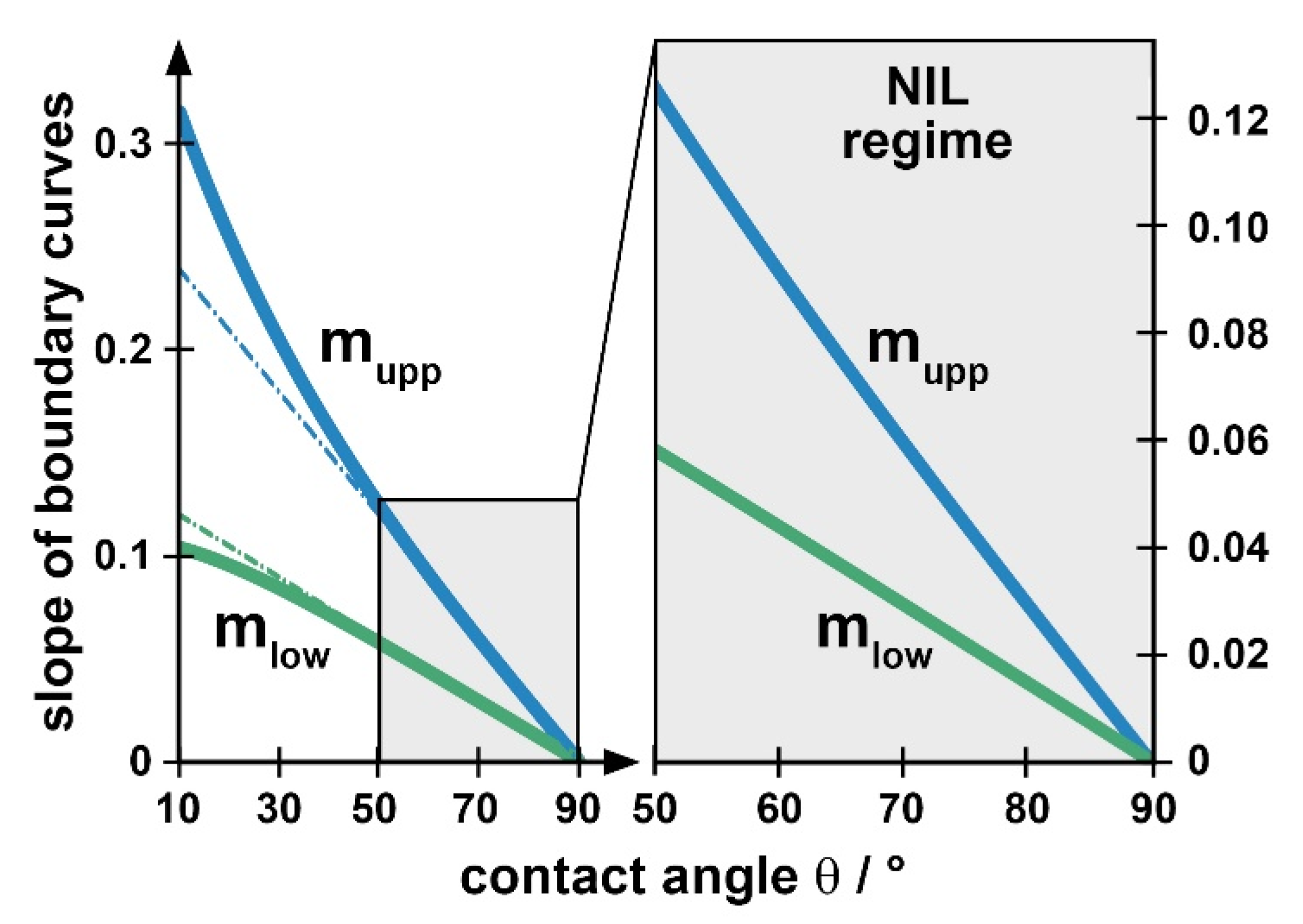
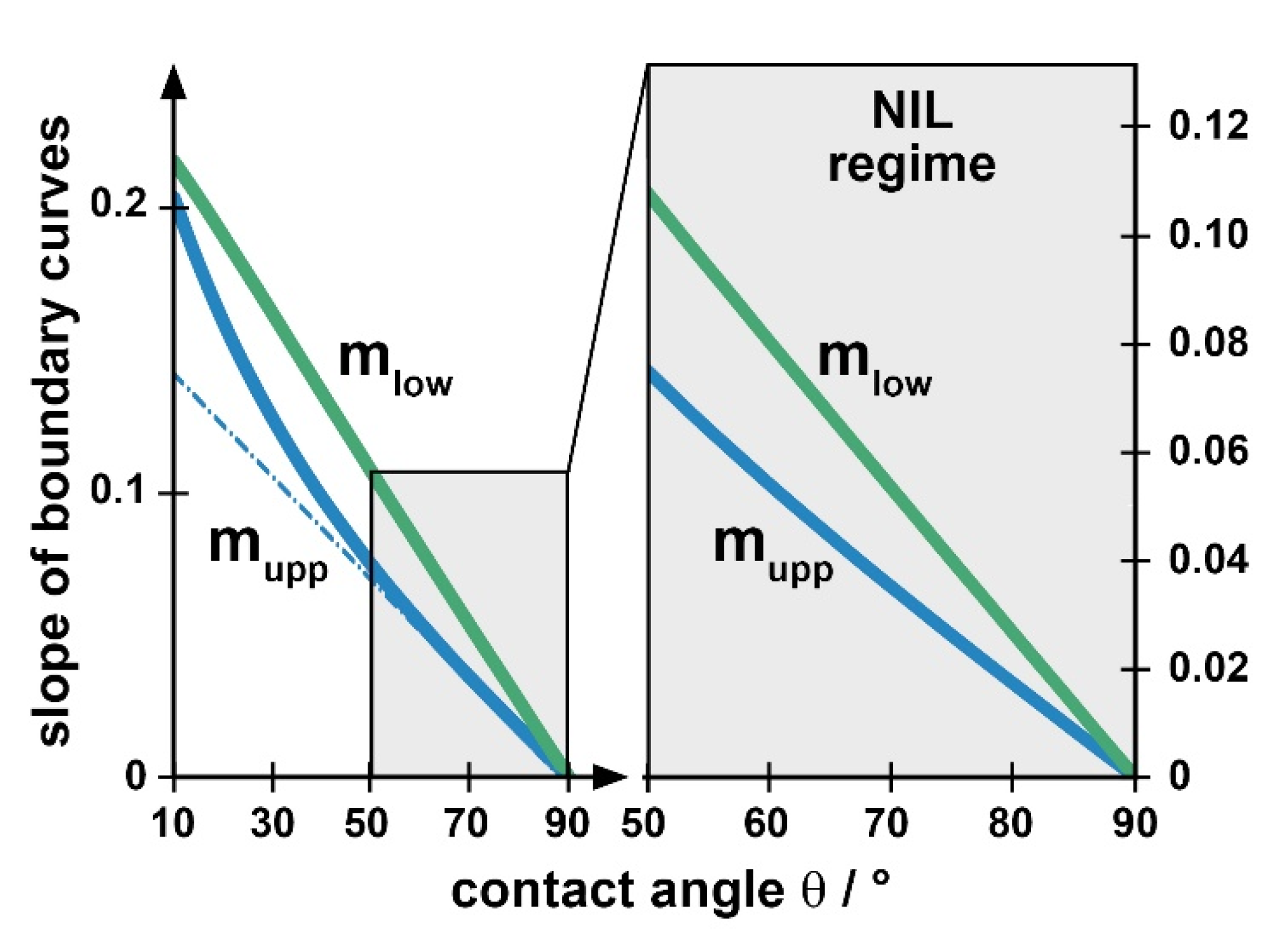
- Add geometric boundaries. Determine mupp and mlow from Figure 5 or Equation (6) for the contact angle θ applying. Draw upper boundary as a straight line starting at at w = 0, with a negative slope of mupp; draw with the positive slope mlow, starting from at w = 0.
- Indicate van der Waals limits. Draw and as a parallel to and , shifted by 50 nm downwards and upwards, respectively.
- Add minimum polymer height provided/required for application as a parallel to , shifted upwards by h*.
6.2. Discussion and Conclusions
6.2.1. Lower Limit
6.2.2. Upper Limit
6.2.3. Hidden Control Parameters
6.2.4. Typical Regimes with NIL
7. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Periodicity
Appendix B. 2-Dimensional Gratings


References
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef] [Green Version]
- Haisma, J. Mold-assisted nanolithography: A process for reliable pattern replication. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1996, 14, 4124. [Google Scholar] [CrossRef]
- Colburn, M.; Johnson, S.C.; Stewart, M.D.; Damle, S.; Bailey, T.C.; Choi, B.; Wedlake, M.; Michaelson, T.B.; Sreenivasan, S.V.; Ekerdt, J.G.; et al. Step and flash imprint lithography: A new approach to high-resolution patterning. Emerg. Lithogr. Technol. III 1999, 3676, 379–389. [Google Scholar] [CrossRef]
- Hensel, R.; Finn, A.; Helbig, R.; Braun, H.-G.; Neinhuis, C.; Fischer, W.-J.; Werner, C. Biologically Inspired Omniphobic Surfaces by Reverse Imprint Lithography. Adv. Mater. 2014, 26, 2029–2033. [Google Scholar] [CrossRef]
- Meudt, M.; Bogiadzi, C.; Wrobel, K.; Görrn, P. Hybrid Photonic—Plasmonic Bound States in Continuum for Enhanced Light Manipulation. Adv. Opt. Mater. 2020, 8. [Google Scholar] [CrossRef]
- Haslinger, M.J.; Moharana, A.R.; Mühlberger, M. Antireflective moth-eye structures on curved surfaces fabricated by nanoimprint lithography. Proc. SPIE 2019, 11177, 111770K. [Google Scholar] [CrossRef]
- Kirchner, R.; Finn, A.; Landgraf, R.; Nueske, L.; Teng, L.; Vogler, M.; Fischer, W.-J. Direct UV-Imprinting of Hybrid-Polymer Photonic Microring Resonators and Their Characterization. J. Light. Technol. 2014, 32, 1674–1681. [Google Scholar] [CrossRef]
- Jaszewski, R.; Schift, H.; Gobrecht, J.; Smith, P. Hot embossing in polymers as a direct way to pattern resist. Microelectron. Eng. 1998, 41–42, 575–578. [Google Scholar] [CrossRef]
- Guo, L.J. Recent progress in nanoimprint technology and its applications. J. Phys. D Appl. Phys. 2004, 37, R123–R141. [Google Scholar] [CrossRef]
- Cross, G.L.W. The production of nanostructures by mechanical forming. J. Phys. D Appl. Phys. 2006, 39, R363–R386. [Google Scholar] [CrossRef]
- Guo, L.J. Nanoimprint Lithography: Methods and Material Requirements. Adv. Mater. 2007, 19, 495–513. [Google Scholar] [CrossRef] [Green Version]
- Schift, H. Nanoimprint lithography: An old story in modern times? A review. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2008, 26, 458. [Google Scholar] [CrossRef] [Green Version]
- Malloy, M. Technology review and assessment of nanoimprint lithography for semiconductor and patterned media manufacturing. J. Micro Nanolithogr. MEMS MOEMS 2011, 10, 032001. [Google Scholar] [CrossRef]
- Kooy, N.; Mohamed, K.; Pin, L.T.; Guan, O.S. A review of roll-to-roll nanoimprint lithography. Nanoscale Res. Lett. 2014, 9, 320. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schift, H. Nanoimprint lithography: 2D or not 2D? A review. Appl. Phys. A 2015, 121, 415–435. [Google Scholar] [CrossRef]
- Zhang, C.; Subbaraman, H.; Li, Q.; Pan, Z.; Ok, J.G.; Ling, T.; Chung, C.-J.; Zhang, X.; Lin, X.; Chen, R.T.; et al. Printed photonic elements: Nanoimprinting and beyond. J. Mater. Chem. C 2016, 4, 5133–5153. [Google Scholar] [CrossRef]
- Verschuuren, M.A.; Megens, M.; Ni, Y.; Van Sprang, H.; Polman, A. Large area nanoimprint by substrate conformal imprint lithography (SCIL). Adv. Opt. Technol. 2017, 6, 243–264. [Google Scholar] [CrossRef]
- Resnick, D.J.; Choi, J. A review of nanoimprint lithography for high-volume semiconductor device manufacturing. Adv. Opt. Technol. 2017, 6, 229–241. [Google Scholar] [CrossRef]
- Shao, J.; Chen, X.; Li, X.; Tian, H.; Wang, C.; Lu, B. Nanoimprint lithography for the manufacturing of flexible electronics. Sci. China Ser. E Technol. Sci. 2019, 62, 175–198. [Google Scholar] [CrossRef]
- Heyderman, L.J.; Schift, H.; David, C.; Gobrecht, J.; Schweizer, T. Flow behaviour of thin polymer films used for hot embossing lithography. Microelectron. Eng. 2000, 54, 229–245. [Google Scholar] [CrossRef]
- Schift, H.; Heyderman, L.J.; Der Maur, M.A.; Gobrecht, J. Pattern formation in hot embossing of thin polymer films. Nanotechnology 2001, 12, 173–177. [Google Scholar] [CrossRef]
- Sakamoto, J.; Fujikawa, N.; Nishikura, N.; Kawata, H.; Yasuda, M.; Hirai, Y. High aspect ratio fine pattern transfer using a novel mold by nanoimprint lithography. J. Vac. Sci. Technol. B 2011, 29, 06FC15. [Google Scholar] [CrossRef]
- Gourgon, C.; Perret, C.; Tallal, J.; Lazzarino, F.; Landis, S.; Joubert, O.; Pelzer, R. Uniformity across 200 mm silicon wafers printed by nanoimprint lithography. J. Phys. D Appl. Phys. 2004, 38, 70–73. [Google Scholar] [CrossRef]
- Cheng, X.; Guo, L.J.; Fu, P.-F. Room-Temperature, Low-Pressure Nanoimprinting Based on Cationic Photopolymerization of Novel Epoxysilicone Monomers. Adv. Mater. 2005, 17, 1419–1424. [Google Scholar] [CrossRef]
- Vratzov, B.; Fuchs, A.; Lemme, M.; Henschel, W.; Kurz, H. Large scale ultraviolet-based nanoimprint lithography. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2003, 21, 2760. [Google Scholar] [CrossRef]
- Schmitt, H.; Frey, L.; Ryssel, H.; Rommel, M.; Lehrer, C. UV nanoimprint materials: Surface energies, residual layers, and imprint quality. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2007, 25, 785–790. [Google Scholar] [CrossRef]
- Kirchner, R.; Nüske, L.; Finn, A.; Lu, B.; Fischer, W.-J. Stamp-and-repeat UV-imprinting of spin-coated films: Pre-exposure and imprint defects. Microelectron. Eng. 2012, 97, 117–121. [Google Scholar] [CrossRef]
- Chen, Y.; Carcenac, F.; Ecoffet, C.; Lougnot, D.; Launois, H. Mold-assisted near-field optical lithography. Microelectron. Eng. 1999, 46, 69–72. [Google Scholar] [CrossRef]
- Auner, C.; Palfinger, U.; Gold, H.; Kraxner, J.; Haase, A.; Haber, T.; Sezen, M.; Grogger, W.; Jakopic, G.; Krenn, J.; et al. Residue-free room temperature UV-nanoimprinting of submicron organic thin film transistors. Org. Electron. 2009, 10, 1466–1472. [Google Scholar] [CrossRef]
- Kolli, V.; Woidt, C.; Hillmer, H. Residual-layer-free 3D nanoimprint using hybrid soft templates. Microelectron. Eng. 2016, 149, 159–165. [Google Scholar] [CrossRef]
- Dhima, K.; Steinberg, C.; Mayer, A.; Wang, S.; Papenheim, M.; Scheer, H.-C. Residual layer lithography. Microelectron. Eng. 2014, 123, 84–88. [Google Scholar] [CrossRef]
- Cheng, X.; Guo, L.J. One-step lithography for various size patterns with a hybrid mask-mold. Microelectron. Eng. 2004, 71, 288–293. [Google Scholar] [CrossRef]
- Gourgon, C.; Perret, C.; Micouin, G.; Lazzarino, F.; Tortai, J.H.; Joubert, O.; Grolier, J.-P.E. Influence of pattern density in nanoimprint lithography. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2003, 21, 98. [Google Scholar] [CrossRef]
- Schulz, H.; Wissen, M.; Scheer, H.-C. Local mass transport and its effect on global pattern replication during hot embossing. Microelectron. Eng. 2003, 67–68, 657–663. [Google Scholar] [CrossRef]
- Lazzarino, F.; Gourgon, C.; Schiavone, P.; Perret, C. Mold deformation in nanoimprint lithography. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2004, 22, 3318. [Google Scholar] [CrossRef]
- Merino, S.; Retolaza, A.; Juarros, A.; Schift, H. The influence of stamp deformation on residual layer homogeneity in thermal nanoimprint lithography. Microelectron. Eng. 2008, 85, 1892–1896. [Google Scholar] [CrossRef]
- Chaix, N.; Gourgon, C.; Perret, C.; Landis, S.; Leveder, T. Nanoimprint lithography processes on 200 mm Si wafer for optical application: Residual thickness etching anisotropy. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2007, 25, 2346. [Google Scholar] [CrossRef]
- Scheer, H.-C. Pattern definition by nanoimprint. Photonics Eur. 2012, 8428, 842802. [Google Scholar] [CrossRef]
- Suzuki, K.; Youn, S.-W.; Wang, Q.; Hiroshima, H.; Nishioka, Y. Fabrication Processes for Capacity-Equalized Mold with Fine Patterns. Jpn. J. Appl. Phys. 2011, 50, 06GK04. [Google Scholar] [CrossRef]
- Suh, K.; Lee, H. Capillary Force Lithography: Large-Area Patterning, Self-Organization, and Anisotropic Dewetting. Adv. Funct. Mater. 2002, 12, 405–413. [Google Scholar] [CrossRef]
- Li, X.; Ding, Y.; Shao, J.; Tian, H.; Liu, H. Fabrication of Microlens Arrays with Well-controlled Curvature by Liquid Trapping and Electrohydrodynamic Deformation in Microholes. Adv. Mater. 2012, 24, OP165–OP169. [Google Scholar] [CrossRef]
- Bogdanski, N.; Wissen, M.; Möllenbeck, S.; Scheer, H.C. Thermal imprint with negligibly low residual layer. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2006, 24, 2998. [Google Scholar] [CrossRef]
- Lee, H.-J.; Ro, H.W.; Soles, C.L.; Jones, R.L.; Lin, E.K.; Wu, W.-L.; Hines, D.R. Effect of initial resist thickness on residual layer thickness of nanoimprinted structures. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2005, 23, 3023. [Google Scholar] [CrossRef]
- Bogdanski, N.; Wissen, M.; Möllenbeck, S.; Scheer, H.-C. Challenges of residual layer minimisation in thermal nanoimprint lithography. Proc. SPIE 2007, 6533, 65330Q. [Google Scholar] [CrossRef]
- Mayer, A. Self-Assembled Structures in Thermal Nanoimprint. Ph.D. Thesis, University of Wuppertal, Neopubli GmbH, Berlin, Germany, 2018. ISBN 978-3-7467-5954-8. [Google Scholar]
- Mayer, A.; Dhima, K.; Wang, S.; Steinberg, C.; Papenheim, M.; Scheer, H.-C. The underestimated impact of instabilities with nanoimprint. Appl. Phys. A 2015, 121, 405–414. [Google Scholar] [CrossRef]
- Chaix, N.; Gourgon, C.; Landis, S.; Perret, C.; Fink, M.; Reuther, F.; Mecerreyes, D. Influence of the molecular weight and imprint conditions on the formation of capillary bridges in nanoimprint lithography. Nanotechnology 2006, 17, 4082–4087. [Google Scholar] [CrossRef] [PubMed]
- Suh, K.Y.; Lee, H.H. Self-Organized Polymeric Microstructures. Adv. Mater. 2002, 14, 346–351. [Google Scholar] [CrossRef]
- Scheer, H.-C.; Schulz, H. A contribution to the flow behaviour of thin polymer films during hot embossing lithography. Microelectron. Eng. 2001, 56, 311–332. [Google Scholar] [CrossRef]
- Chou, S.Y.; Zhuang, L.; Guo, L. Lithographically induced self-construction of polymer microstructures for resistless patterning. Appl. Phys. Lett. 1999, 75, 1004–1006. [Google Scholar] [CrossRef] [Green Version]
- Chou, S.Y.; Zhuang, L. Lithographically induced self-assembly of periodic polymer micropillar arrays. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1999, 17, 3197. [Google Scholar] [CrossRef]
- Pease, L.F.; Russel, W.B. Electrostatically induced submicron patterning of thin perfect and leaky dielectric films: A generalized linear stability analysis. J. Chem. Phys. 2003, 118, 3790. [Google Scholar] [CrossRef]
- Wu, N.; Pease, L.F.; Russel, W.B. Toward Large-Scale Alignment of Electrohydrodynamic Patterning of Thin Polymer Films. Adv. Funct. Mater. 2006, 16, 1992–1999. [Google Scholar] [CrossRef]
- Wu, N.; Russel, W.B. Micro- and nano-patterns created via electrohydrodynamic instabilities. Nano Today 2009, 4, 180–192. [Google Scholar] [CrossRef]
- Yoon, H.; Lee, S.H.; Sung, S.H.; Suh, K.Y.; Char, K. Mold Design Rules for Residual Layer-Free Patterning in Thermal Imprint Lithography. Langmuir 2011, 27, 7944–7948. [Google Scholar] [CrossRef]
- Yoon, H.; Choi, M.K.; Suh, K.Y.; Char, K. Self-modulating polymer resist patterns in pressure-assisted capillary force lithography. J. Colloid Interface Sci. 2010, 346, 476–482. [Google Scholar] [CrossRef]
- Scheer, H.C.; Bogdanski, N.; Wissen, M.; Möllenbeck, S. Impact of glass temperature for thermal nanoimprint. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2007, 25, 2392. [Google Scholar] [CrossRef]
- Schulz, H.; Wissen, M.; Bogdanski, N.; Scheer, H.-C.; Mattes, K.; Friedrich, C. Choice of the molecular weight of an imprint polymer for hot embossing lithography. Microelectron. Eng. 2005, 78-79, 625–632. [Google Scholar] [CrossRef]
- Bogdanski, N.; Wissen, M.; Möllenbeck, S.; Scheer, H.C. Thermal imprint into thin polymer layers below the critical molecular weight. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2009, 27, 1191. [Google Scholar] [CrossRef]
- Scheer, H.-C.; Bogdanski, N.; Wissen, M.; Möllenbeck, S. Imprintability of polymers for thermal nanoimprint. Microelectron. Eng. 2008, 85, 890–896. [Google Scholar] [CrossRef]
- Bogdanski, N.; Möllenbeck, S.; Scheer, H.-C. Contact angles in a thermal imprint process. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2008, 26, 2416–2420. [Google Scholar] [CrossRef]
- Papenheim, M.; Mayer, A.; Wang, S.; Steinberg, C.; Scheer, H.-C. Flat and highly flexible composite stamps for nanoimprint, their preparation and their limits. J. Vac. Sci. Technol. B 2016, 34, 06K406. [Google Scholar] [CrossRef]
- Steinberg, C.; Dhima, K.; Blenskens, D.; Mayer, A.; Wang, S.; Papenheim, M.; Scheer, H.-C.; Zajadacz, J.; Zimmer, K. A scalable anti-sticking layer process via controlled evaporation. Microelectron. Eng. 2014, 123, 4–8. [Google Scholar] [CrossRef]
- Mayer, A.; Moellenbeck, S.; Dhima, K.; Wang, S.; Scheer, H.-C. Mechanical characterization of a piezo-operated thermal imprint system. J. Vac. Sci. Technol. B 2011, 29, 6. [Google Scholar] [CrossRef]
- Mayer, A.; Dhima, K.; Möllenbeck, S.; Wang, S.; Scheer, H.-C. A novel tool for frequency assisted thermal nanoimprint (T-NIL). Proc. SPIE 2012, 8352, 83520N. [Google Scholar] [CrossRef]
- McMackin, I.; Schumaker, P.; Babbs, D.; Choi, J.; Collison, W.; Sreenivasan, S.V.; Schumaker, N.E.; Watts, M.P.C.; Voisin, R.D. Design and performance of a step and repeat imprinting machine. Microlithography 2003, 5037, 178–186. [Google Scholar] [CrossRef]
- Dhima, K. Hybrid lithography: The combination of T-NIL & UV-L. Ph.D. Thesis, University of Wuppertal, Berlin, Germany, 2014. ISBN 978-3-86247-502-5. [Google Scholar]
- Vrij, A. Possible mechanism for the spontaneous rupture of thin, free liquid films. Discuss. Faraday Soc. 1966, 42, 23–33. [Google Scholar] [CrossRef]
- Landis, S.; Chaix, N.; Hermelin, D.; Leveder, T.; Gourgon, C. Investigation of capillary bridges growth in NIL process. Microelectron. Eng. 2007, 84, 940–944. [Google Scholar] [CrossRef]
- Pease, L.F.; Russel, W.B.; Iii, L.F.P. Linear stability analysis of thin leaky dielectric films subjected to electric fields. J. Non Newton. Fluid Mech. 2002, 102, 233–250. [Google Scholar] [CrossRef]
- Schäffer, E.; Thurn-Albrecht, T.; Russell, T.P.; Steiner, U. Electrohydrodynamic instabilities in polymer films. EPL Europhys. Lett. 2001, 53, 518–524. [Google Scholar] [CrossRef] [Green Version]
- Schäffer, E. Instabilities in Thin Polymer Films: Structure Formation and Pattern Transfer; University of Konstanz: Konstanz, Germany, 2001. [Google Scholar]
- Faber, T.E. Fluid Dynamics for Physicists, 1st ed.; Cambridge University Press: Cambridge, UK, 1995; ISBN 0 521 41943 3. [Google Scholar]
- Schäffer, E.; Harkema, S.; Roerdink, M.; Blossey, R.; Steiner, U. Thermomechanical Lithography: Pattern Replication Using a Temperature Gradient Driven Instability. Adv. Mater. 2003, 15, 514–517. [Google Scholar] [CrossRef]
- Schäffer, E.; Harkema, S.; Roerdink, M.; Blossey, R.; Steiner, U. Morphological Instability of a Confined Polymer Film in a Thermal Gradient. Macromolecules 2003, 36, 1645–1655. [Google Scholar] [CrossRef]
- Israelachvili, J.N. The calculation of van der Waals dispersion forces between macroscopic bodies. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1972, 331, 39–55. [Google Scholar] [CrossRef]
- Tormen, M.; Malureanu, R.; Pedersen, R.H.; Lorenzen, L.V.; Rasmussen, K.H.; Lüscher, C.J.; Kristensen, A.; Hansen, O. Fast thermal nanoimprint lithography by a stamp with integrated heater. Microelectron. Eng. 2008, 85, 1229–1232. [Google Scholar] [CrossRef]
- Pedersen, R.H.; Hansen, O.; Kristensen, A. A compact system for large-area thermal nanoimprint lithography using smart stamps. J. MicroMech. MicroEng. 2008, 18, 055018. [Google Scholar] [CrossRef]
- Fu, X.; Chen, Q.; Chen, X.; Zhang, L.; Yang, A.; Cui, Y.; Yuan, C.; Ge, H. A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold. Micromachines 2019, 10, 334. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Zhang, W.; Li, M.; Xia, Q.; Wu, W.; Ge, H.; Huang, X.; Chou, S.Y. Electrostatic Force-Assisted Nanoimprint Lithography (EFAN). Nano Lett. 2005, 5, 527–530. [Google Scholar] [CrossRef] [PubMed]
- Thurn-Albrecht, T.; DeRouchey, J.; Russell, T.P.; Jaeger, H.M. Overcoming Interfacial Interactions with Electric Fields. Macromolecules 2000, 33, 3250–3253. [Google Scholar] [CrossRef]
- Mayer, A.; Ai, W.; Rond, J.; Staabs, J.; Steinberg, C.; Papenheim, M.; Scheer, H.-C.; Tormen, M.; Cian, A.; Zajadacz, J.; et al. Electrically-assisted nanoimprint of block copolymers. J. Vac. Sci. Technol. B 2019, 37, 011601. [Google Scholar] [CrossRef]
- Mayer, A.; Dhima, K.; Wang, S.; Scheer, H.-C.; Möllenbeck, S.; Sakamoto, J.; Kawata, H.; Hirai, Y. Study of defect mechanisms in partly filled stamp cavities for thermal nanoimprint control. J. Vac. Sci. Technol. B 2012, 30, 06FB03. [Google Scholar] [CrossRef]
- Israrelachvili, J.N. Intermolecular and Surface Forces, 3rd ed.; Elsevier Inc.: Burlington, VT, USA, 2011; ISBN 978-0-12-375182-9. [Google Scholar]
- Schäffer, E.; Thurn-Albrecht, T.; Russell, T.P.; Steiner, U. Electrically induced structure formation and pattern transfer. Nat. Cell Biol. 2000, 403, 874–877. [Google Scholar] [CrossRef]
- Lee, S.; Jung, S.; Jang, A.-R.; Hwang, J.; Shin, H.S.; Lee, J.; Kang, D.J. An innovative scheme for sub-50 nm patterning via electrohydrodynamic lithography. Nanoscale 2017, 9, 11881–11887. [Google Scholar] [CrossRef] [PubMed]
- Shankar, V.; Sharma, A. Instability of the interface between thin fluid films subjected to electric fields. J. Colloid Interface Sci. 2004, 274, 294–308. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 25 °C | 170 °C | 190 °C | 200 °C | 250 °C | |
| ηp/Pas | – | 105 | 2 × 104 | 104 | 103 |
| γp/mJ/m2 | 41 | 33 | 31.5 | 30.5 | 27.5 |
| θ/° | – | 84/70/56 | 83/67/54 | 82/66/52 | 78/62/45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayer, A.; Scheer, H.-C. Guiding Chart for Initial Layer Choice with Nanoimprint Lithography. Nanomaterials 2021, 11, 710. https://doi.org/10.3390/nano11030710
Mayer A, Scheer H-C. Guiding Chart for Initial Layer Choice with Nanoimprint Lithography. Nanomaterials. 2021; 11(3):710. https://doi.org/10.3390/nano11030710
Chicago/Turabian StyleMayer, Andre, and Hella-Christin Scheer. 2021. "Guiding Chart for Initial Layer Choice with Nanoimprint Lithography" Nanomaterials 11, no. 3: 710. https://doi.org/10.3390/nano11030710
APA StyleMayer, A., & Scheer, H. -C. (2021). Guiding Chart for Initial Layer Choice with Nanoimprint Lithography. Nanomaterials, 11(3), 710. https://doi.org/10.3390/nano11030710