

Additive Manufacturing of Electrically Conductive Multi-Layered Nanocopper in an Air Environment


 , ,
, ,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Inkjet Printing
2.3. Bar Coating
2.4. Thermal Characterisation
2.5. Lower Power Laser Sintering
2.6. Particulate and Surface Characterisation
3. Results and Discussion
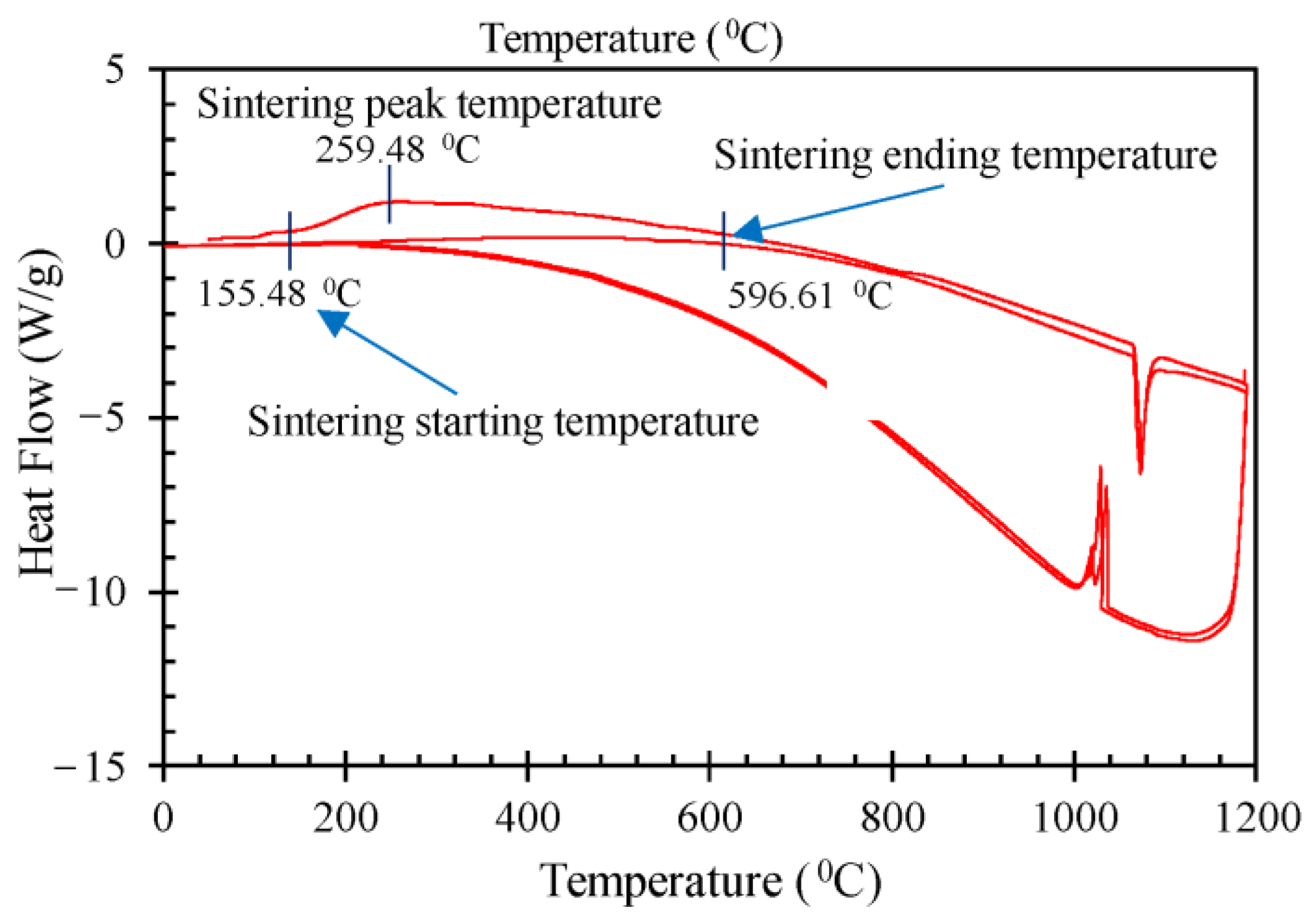
3.1. NP Sintering
3.2. Properties of Printed Cu
3.2.1. Morphology
3.2.2. Surface Roughness
3.2.3. Nanoindentation
3.2.4. Electrical Properties
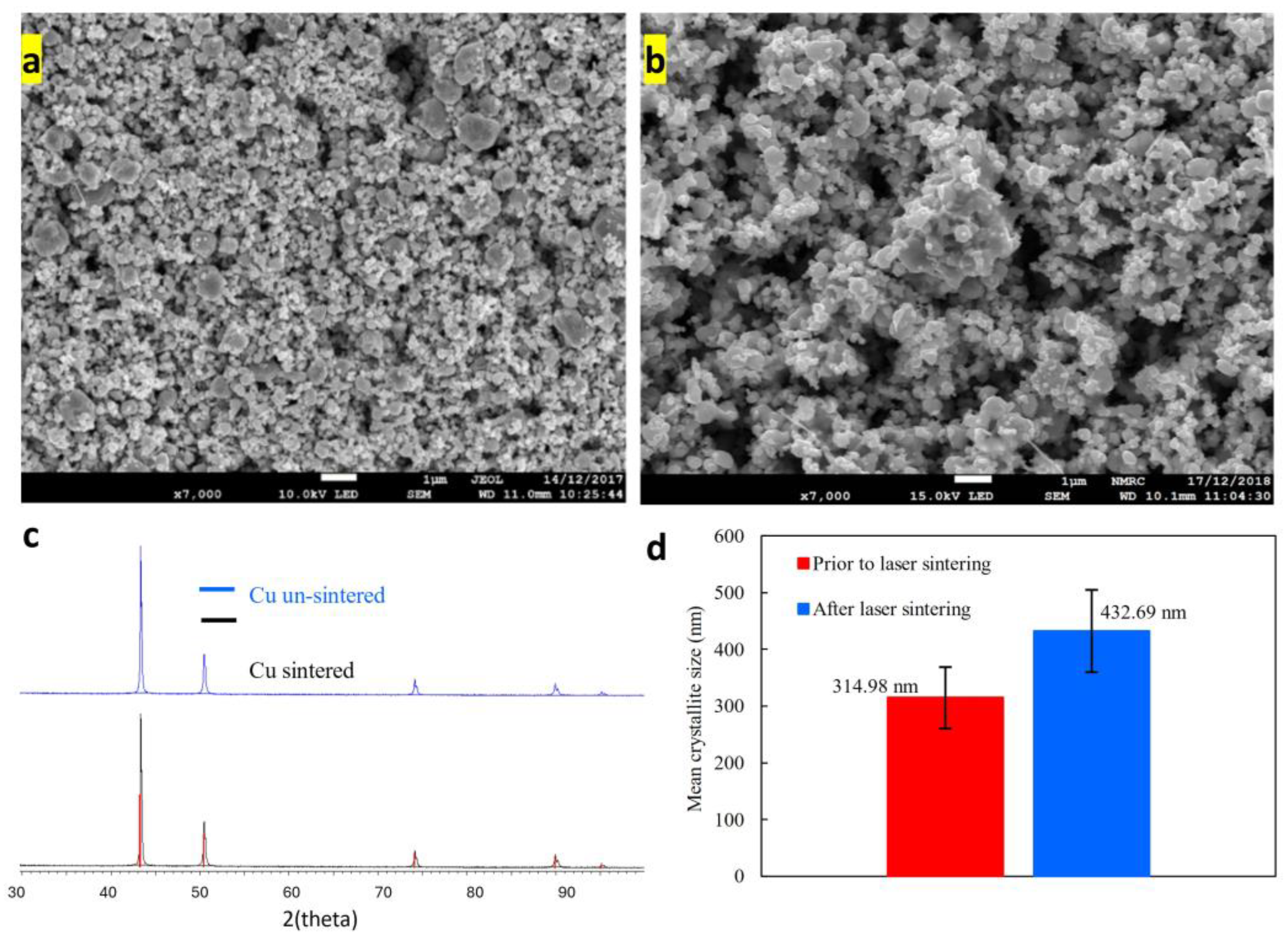
3.3. Sintering and Particle Size
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and Applications of 3D Printing for Novel Materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Bastola, A.; He, Y.; Im, J.; Rivers, G.; Wang, F.; Worsley, R.; Austin, J.S.; Nelson-Dummett, O.; Wildman, R.D.; Hague, R.; et al. Formulation of Functional Materials for Inkjet Printing: A Pathway towards Fully 3D Printed Electronics. Mater. Today Electron. 2023, 6, 100058. [Google Scholar] [CrossRef]
- Lee, H.M.; Han, S.J.; Kim, M.-J.; Yoon, G.H. Multi-Material 4D Printing to Realize Two-Phase Morphing in Self-Actuating Structures. Smart Mater. Struct. 2024, 33, 035007. [Google Scholar] [CrossRef]
- Tareq, M.S.; Rahman, T.; Hossain, M.; Dorrington, P. Additive Manufacturing and the COVID-19 Challenges: An in-Depth Study. J. Manuf. Syst. 2021, 60, 787–798. [Google Scholar] [CrossRef] [PubMed]
- Lopez-Donaire, M.L.; de Aranda-Izuzquiza, G.; Garzon-Hernandez, S.; Crespo-Miguel, J.; Fernandez-de la Torre, M.; Velasco, D.; Garcia-Gonzalez, D. Computationally Guided DIW Technology to Enable Robust Printing of Inks with Evolving Rheological Properties. Adv. Mater. Technol. 2023, 8, 2201707. [Google Scholar] [CrossRef]
- Garzon-Hernandez, S.; Garcia-Gonzalez, D.; Jérusalem, A.; Arias, A. Design of FDM 3D Printed Polymers: An Experimental-Modelling Methodology for the Prediction of Mechanical Properties. Mater. Des. 2020, 188, 108414. [Google Scholar] [CrossRef]
- Dasgupta, A.; Dutta, P. Printability of Elastomer as a 3D Printing Material for Additive Manufacturing. J. Rubber Res. 2024, 27, 137–157. [Google Scholar] [CrossRef]
- Phutela, C.; Bosio, F.; Li, P.; Aboulkhair, N.T. Correlating the Microstructure and Hardness of AlSi10Mg Powder with Additively-Manufactured Parts upon in-Situ Heat-Treatments in Laser Beam Powder Bed Fusion. Addit. Manuf. Lett. 2023, 7, 100168. [Google Scholar] [CrossRef]
- Ma, W.C.; Goh, G.L.; Priyadarshini, B.M.; Yeong, W.Y. 3D Printing and 3D-Printed Electronics: Applications and Future Trends in Smart Drug Delivery Devices. Int. J. Bioprint. 2023, 9, 725. [Google Scholar] [CrossRef]
- Tan, Q.; Zhang, M. Recent Advances in Inoculation Treatment for Powder-Based Additive Manufacturing of Aluminium Alloys. Mater. Sci. Eng. R Rep. 2024, 158, 100773. [Google Scholar] [CrossRef]
- Kang, J.S.; Kim, H.S.; Ryu, J.; Thomas Hahn, H.; Jang, S.; Joung, J.W. Inkjet Printed Electronics Using Copper Nanoparticle Ink. J. Mater. Sci. Mater. Electron. 2010, 21, 1213–1220. [Google Scholar] [CrossRef]
- Lim, S.; Joyce, M.; Fleming, P.D.; Aijazi, A.T.; Atashbar, M. Inkjet Printing and Sintering of Nano-Copper Ink. J. Imaging Sci. Technol. 2013, 57, 50506–50507. [Google Scholar] [CrossRef]
- Jun, H.Y.; Lee, E.J.; Ryu, S.O. Synthesis and Characterization of Copper Ink and Direct Printing of Copper Patterns by Inkjet Printing for Electronic Devices. Curr. Appl. Phys. 2020, 20, 853–861. [Google Scholar] [CrossRef]
- Beedasy, V.; Smith, P.J. Printed Electronics as Prepared by Inkjet Printing. Materials 2020, 13, 704. [Google Scholar] [CrossRef] [PubMed]
- Kaden, L.; Matthäus, G.; Ullsperger, T.; Engelhardt, H.; Rettenmayr, M.; Tünnermann, A.; Nolte, S. Selective Laser Melting of Copper Using Ultrashort Laser Pulses. Appl. Phys. A 2017, 123, 596. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.; Ji, D.; Doddamani, M. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Pogson, S.R.; Fox, P.; Sutcliffe, C.J.; O’neill, W. The Production of Copper Parts Using DMLR. Rapid Prototyp. J. 2003, 9, 334–343. [Google Scholar] [CrossRef]
- Ledford, C.; Rock, C.; Carriere, P.; Frigola, P.; Gamzina, D.; Horn, T. Characteristics and Processing of Hydrogen-Treated Copper Powders for EB-PBF Additive Manufacturing. Appl. Sci. 2019, 9, 3993. [Google Scholar] [CrossRef]
- Frigola, P.; Harrysson, O.; Horn, T.; West, H.; Aman, R.; Rigsbee, J.; Ramirez, D.; Medina, F.; Wicker, R.; Rodriguez, E. Fabricating Copper Components. Adv. Mater. Process 2014, 172, 20–24. [Google Scholar]
- Ramirez, D.A.; Murr, L.E.; Li, S.J.; Tian, Y.X.; Martinez, E.; Martinez, J.L.; Machado, B.I.; Gaytan, S.M.; Medina, F.; Wicker, R.B. Open-Cellular Copper Structures Fabricated by Additive Manufacturing Using Electron Beam Melting. Mater. Sci. Eng. A 2011, 528, 5379–5386. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. An Exploration of Binder Jetting of Copper. Rapid Prototyp. J. 2015, 21, 177–185. [Google Scholar] [CrossRef]
- Kwon, J.; Cho, H.; Eom, H.; Lee, H.; Suh, Y.D.; Moon, H.; Shin, J.; Hong, S.; Ko, S.H. Low-Temperature Oxidation-Free Selective Laser Sintering of Cu Nanoparticle Paste on a Polymer Substrate for the Flexible Touch Panel Applications. ACS Appl. Mater. Interfaces 2016, 8, 11575–11582. [Google Scholar] [CrossRef] [PubMed]
- Niittynen, J.; Sowade, E.; Kang, H.; Baumann, R.R.; Mäntysalo, M. Comparison of Laser and Intense Pulsed Light Sintering (IPL) for Inkjet-Printed Copper Nanoparticle Layers. Sci. Rep. 2015, 5, 8832. [Google Scholar] [CrossRef] [PubMed]
- Zenou, M.; Ermak, O.; Saar, A.; Kotler, Z. Laser Sintering of Copper Nanoparticles. J. Phys. D Appl. Phys. 2013, 47, 25501. [Google Scholar] [CrossRef]
- Li, W.; Sun, Q.; Li, L.; Jiu, J.; Liu, X.-Y.; Kanehara, M.; Minari, T.; Suganuma, K. The Rise of Conductive Copper Inks: Challenges and Perspectives. Appl. Mater. Today 2020, 18, 100451. [Google Scholar] [CrossRef]
- Kim, H.S.; Dhage, S.R.; Shim, D.E.; Hahn, H.T. Intense Pulsed Light Sintering of Copper Nanoink for Printed Electronics. Appl. Phys. A Mater. Sci. Process. 2009, 97, 791–798. [Google Scholar] [CrossRef]
- Saleh, E.; Woolliams, P.; Clarke, B.; Gregory, A.; Greedy, S.; Smartt, C.; Wildman, R.; Ashcroft, I.; Hague, R.; Dickens, P. 3D Inkjet-Printed UV-Curable Inks for Multi-Functional Electromagnetic Applications. Addit. Manuf. 2017, 13, 143–148. [Google Scholar] [CrossRef]
- Kramer, M.; Fee, C.; Watson, M. 3D Printing for Catalytic Activity—Ink Development Using a Drop-on-Demand Cartridge. Chem. Eng. Res. Des. 2024, 203, 527–537. [Google Scholar] [CrossRef]
- Hou, S.; Chen, H.; Lv, D.; Li, W.; Liu, X.; Zhang, Q.; Yu, X.; Han, Y. Highly Conductive Inkjet-Printed PEDOT: PSS Film under Cyclic Stretching. ACS Appl. Mater. Interfaces 2023, 15, 28503–28515. [Google Scholar] [CrossRef]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet Printing—Process and Its Applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef] [PubMed]
- Shahariar, H.; Kim, I.; Soewardiman, H.; Jur, J.S. Inkjet Printing of Reactive Silver Ink on Textiles. ACS Appl. Mater. Interfaces 2019, 11, 6208–6216. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.-H.; Chou, K.-S.; Huang, K.-C. Inkjet Printing of Nanosized Silver Colloids. Nanotechnology 2005, 16, 2436. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Gosling, J.H.; Trindade, G.F.; Rance, G.A.; Makarovsky, O.; Cottam, N.D.; Kudrynskyi, Z.; Balanov, A.G.; Greenaway, M.T.; Wildman, R.D.; et al. Inter-Flake Quantum Transport of Electrons and Holes in Inkjet-Printed Graphene Devices. Adv. Funct. Mater. 2021, 31, 2007478. [Google Scholar] [CrossRef]
- Nalepa, M.-A.; Panáček, D.; Dědek, I.; Jakubec, P.; Kupka, V.; Hrubý, V.; Petr, M.; Otyepka, M. Graphene Derivative-Based Ink Advances Inkjet Printing Technology for Fabrication of Electrochemical Sensors and Biosensors. Biosens. Bioelectron. 2024, 256, 116277. [Google Scholar] [CrossRef] [PubMed]
- Ezzat, M.; Rashed, A.E.; Sabra, S.A.; Haroun, M.; Abd El-Moneim, A. Fully Inkjet-Printed Graphene/Gold Nonenzymatic Biosensor for Glucose Detection. Mater. Today Commun. 2023, 37, 107549. [Google Scholar] [CrossRef]
- Kim, K.; Ahn, S.I.; Choi, K.C. Direct Fabrication of Copper Patterns by Reactive Inkjet Printing. Curr. Appl. Phys. 2013, 13, 1870–1873. [Google Scholar] [CrossRef]
- Cheon, J.; Lee, J.; Kim, J. Inkjet Printing Using Copper Nanoparticles Synthesized by Electrolysis. Thin Solid Films 2012, 520, 2639–2643. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Simonelli, M.; Saleh, E.; Senin, N.; Wildman, R.D.; Hague, R.J.M.; Leach, R.K.; Tuck, C.J. Combined Inkjet Printing and Infrared Sintering of Silver Nanoparticles Using a Swathe-by-Swathe and Layer-by-Layer Approach for 3-Dimensional Structures. ACS Appl. Mater. Interfaces 2017, 9, 6560–6570. [Google Scholar] [CrossRef] [PubMed]
- Vaithilingam, J.; Saleh, E.; Körner, L.; Wildman, R.D.; Hague, R.J.M.; Leach, R.K.; Tuck, C.J. 3-Dimensional Inkjet Printing of Macro Structures from Silver Nanoparticles. Mater. Des. 2018, 139, 81–88. [Google Scholar] [CrossRef]
- German, R.M. Thermodynamics of Sintering. In Sintering of Advanced Materials—Fundamentals and Processes; Fang, Z.Z., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 3–32. ISBN 978-1-84569-562-0. [Google Scholar]
- Kumar, A.; Saxena, A.; De, A.; Shankar, R.; Mozumdar, S. Facile Synthesis of Size-Tunable Copper and Copper Oxide Nanoparticles Using Reverse Microemulsions. RSC Adv. 2013, 3, 5015–5021. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C.; Nicholson, D.W. Nanoindentation. Mechanical Engineering Series. Appl. Mech. Rev. 2004, 57, B12. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Solids. Rev. Phys. Technol. 1970, 1, 145. [Google Scholar] [CrossRef]
- Jiang, W.-G.; Su, J.-J.; Feng, X.-Q. Effect of Surface Roughness on Nanoindentation Test of Thin Films. Eng. Fract. Mech. 2008, 75, 4965–4972. [Google Scholar] [CrossRef]
- Moon, K.S.; Dong, H.; Maric, R.; Pothukuchi, S.; Hunt, A.; Li, Y.I.; Wong, C.P. Thermal Behavior of Silver Nanoparticles for Low-Temperature Interconnect Applications. J. Electron. Mater. 2005, 34, 168–175. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of Selective Laser Melting: Materials and Applications. Appl. Phys. Rev. 2015, 2, 41101. [Google Scholar] [CrossRef]
- Singer, F.; Deisenroth, D.C.; Hymas, D.M.; Ohadi, M.M. Additively Manufactured Copper Components and Composite Structures for Thermal Management Applications. In Proceedings of the 2017 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 30 May–2 June 2017; IEEE: New York, NY, USA, 2017; pp. 174–183. [Google Scholar]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pervan, D.; Bastola, A.; Worsley, R.; Wildman, R.; Hague, R.; Lester, E.; Tuck, C. Additive Manufacturing of Electrically Conductive Multi-Layered Nanocopper in an Air Environment. Nanomaterials 2024, 14, 753. https://doi.org/10.3390/nano14090753
Pervan D, Bastola A, Worsley R, Wildman R, Hague R, Lester E, Tuck C. Additive Manufacturing of Electrically Conductive Multi-Layered Nanocopper in an Air Environment. Nanomaterials. 2024; 14(9):753. https://doi.org/10.3390/nano14090753
Chicago/Turabian StylePervan, David, Anil Bastola, Robyn Worsley, Ricky Wildman, Richard Hague, Edward Lester, and Christopher Tuck. 2024. "Additive Manufacturing of Electrically Conductive Multi-Layered Nanocopper in an Air Environment" Nanomaterials 14, no. 9: 753. https://doi.org/10.3390/nano14090753
APA StylePervan, D., Bastola, A., Worsley, R., Wildman, R., Hague, R., Lester, E., & Tuck, C. (2024). Additive Manufacturing of Electrically Conductive Multi-Layered Nanocopper in an Air Environment. Nanomaterials, 14(9), 753. https://doi.org/10.3390/nano14090753