Microstructure and Sliding Wear Resistance of Plasma Sprayed Al2O3-Cr2O3-TiO2 Ternary Coatings from Blends of Single Oxides

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Feedstock Powder Characterisation
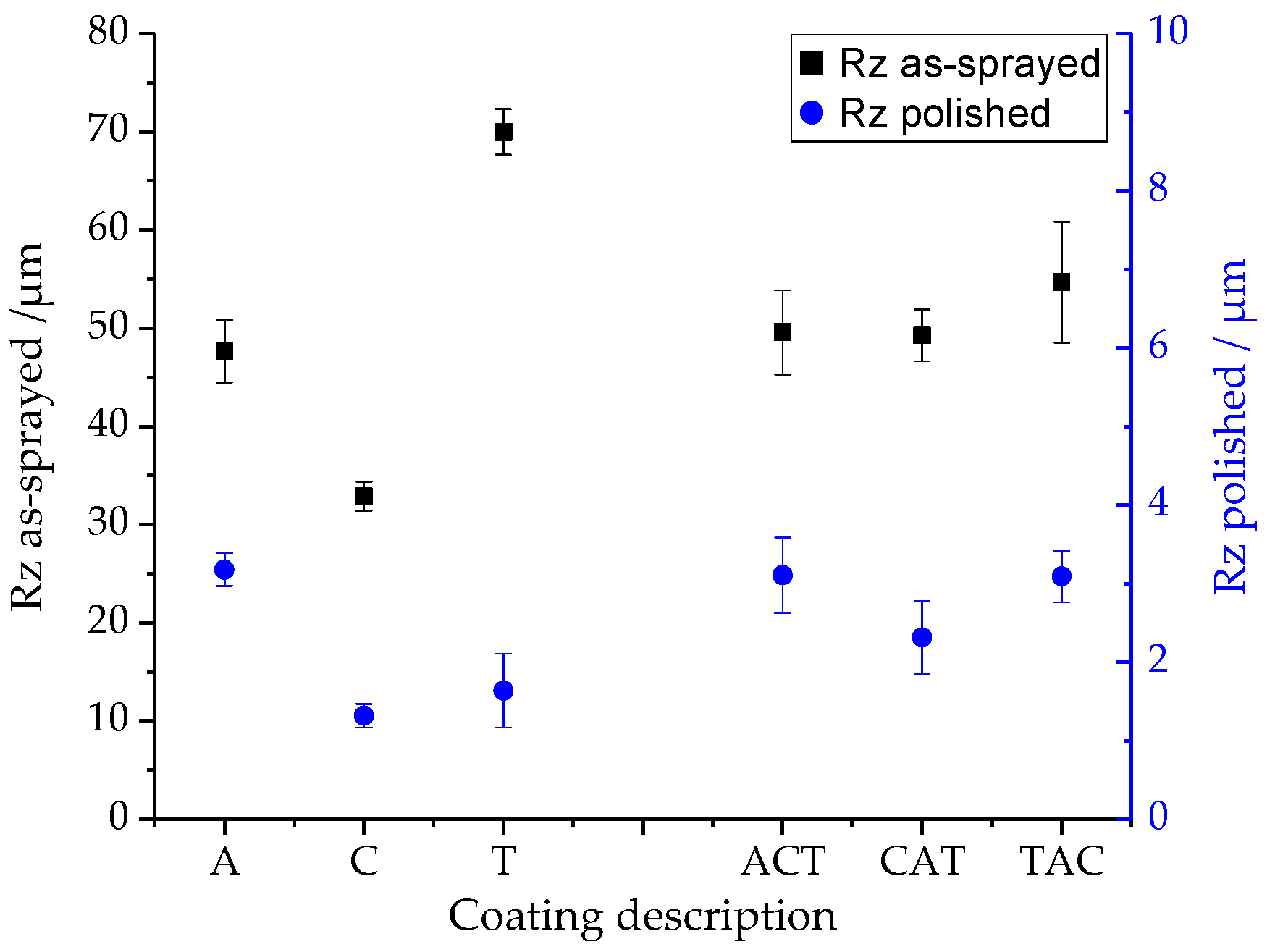
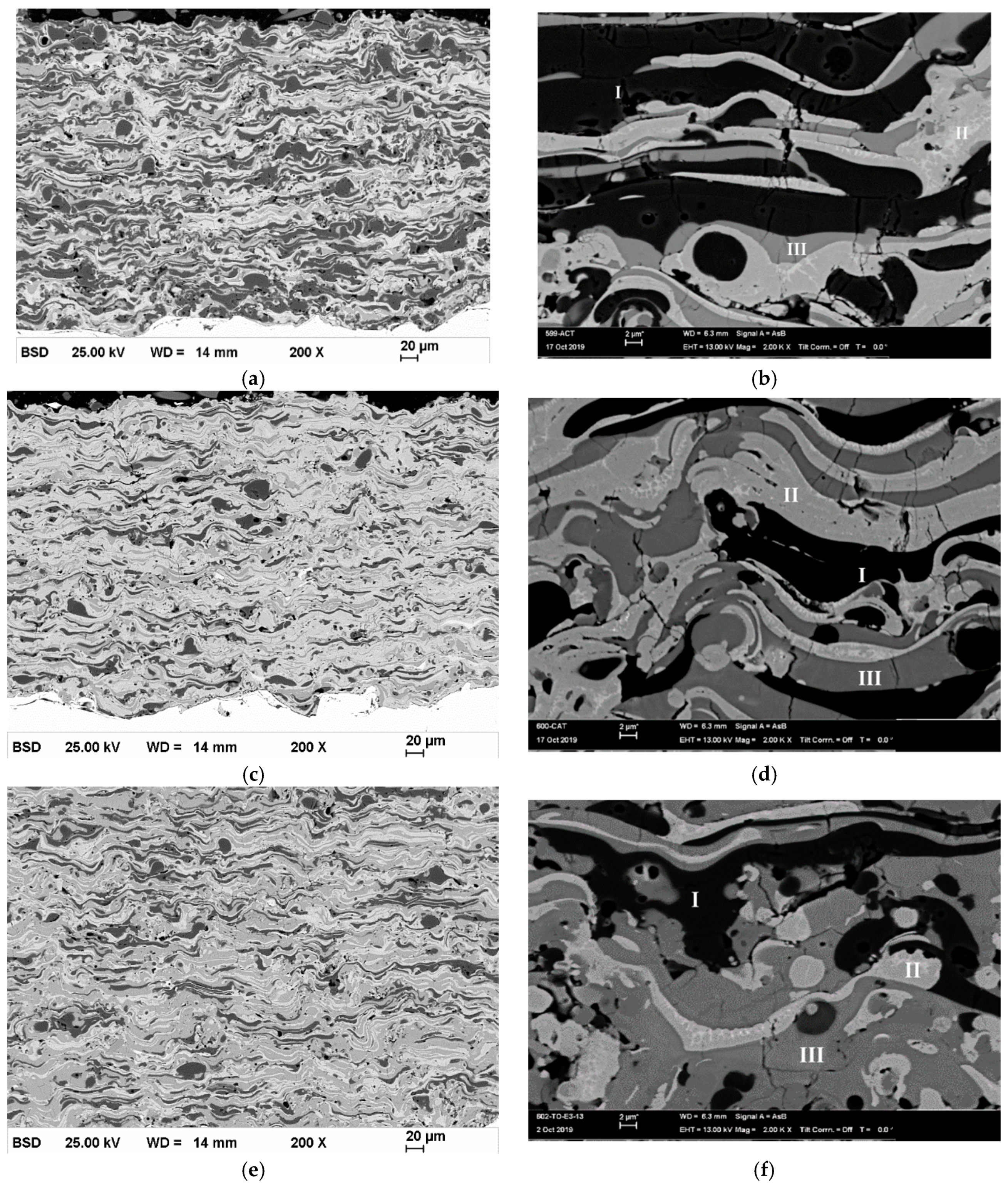
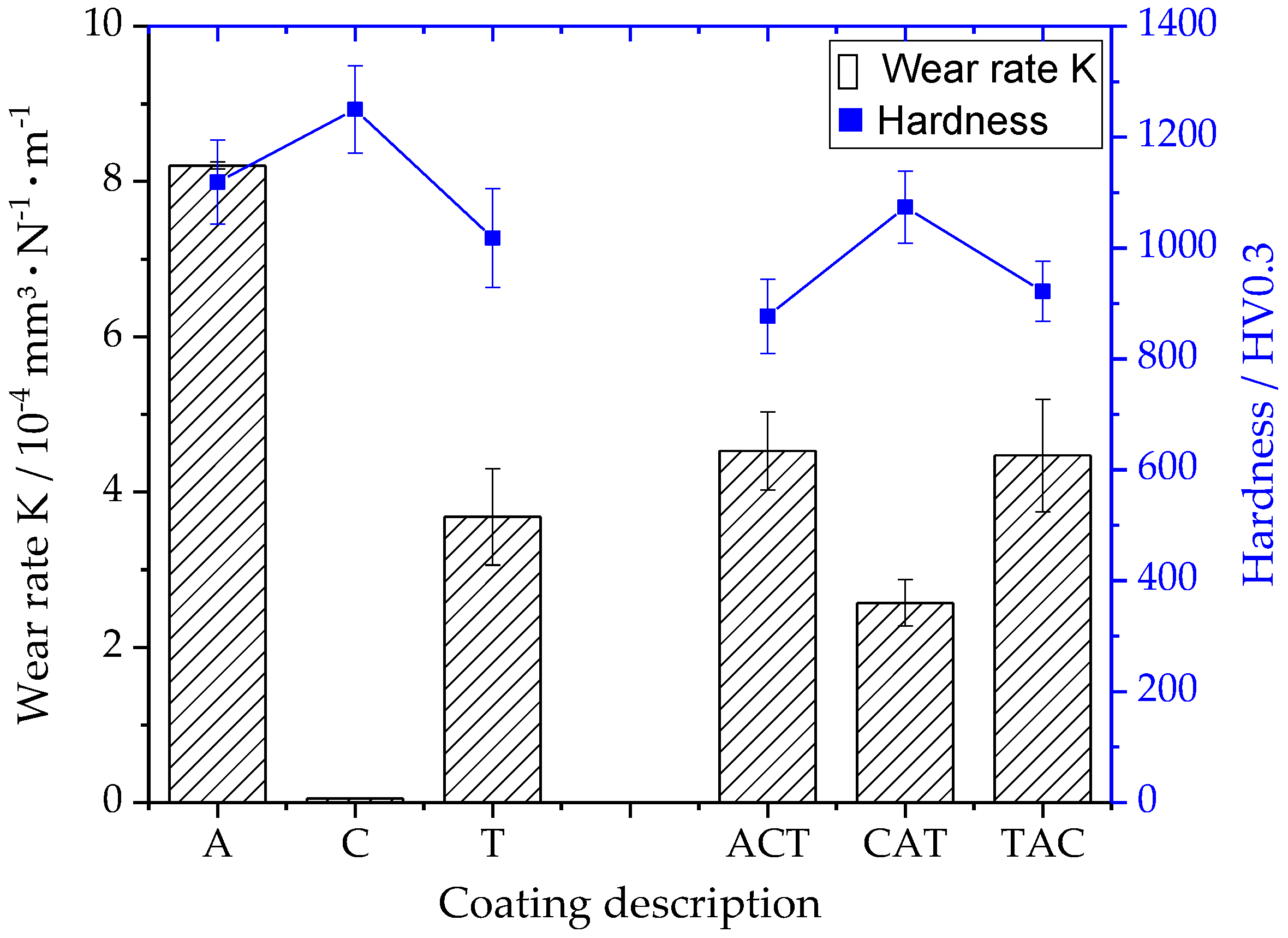
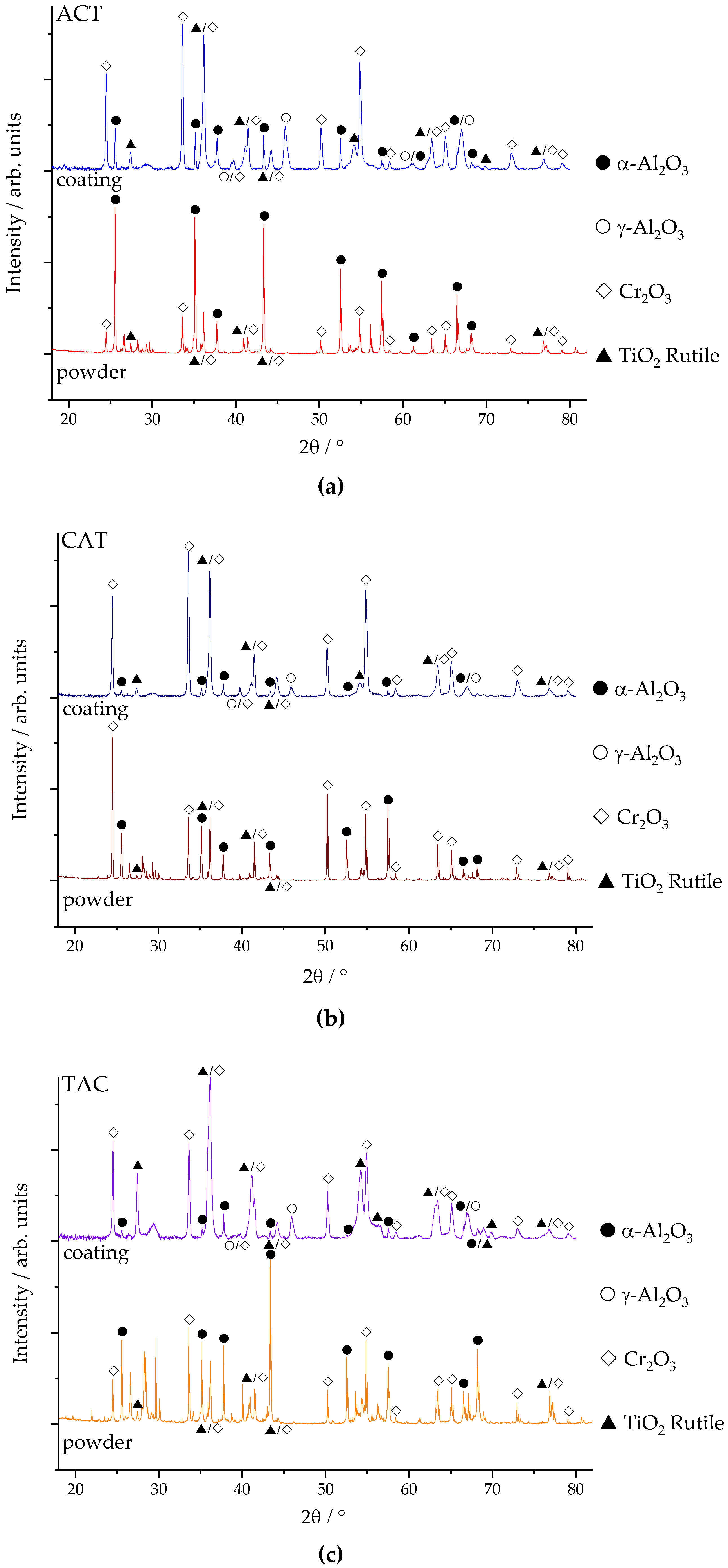
3.2. Coating Characterisation
4. Discussion
5. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Berger, L.-M.; Toma, F.-L.; Scheitz, S.; Trache, R.; Börner, T. Thermisch gespritzte Schichten im System Al2O3-Cr2O3-TiO2—ein Update. Mater. Werkst. 2014, 45, 465–475. [Google Scholar] [CrossRef]
- Berger, L.-M. Tribology of Thermally Sprayed Coatings in the Al2O3-Cr2O3-TiO2 System. In Thermal Sprayed Coatings and Their Tribological Performances; Roy, M., Davim, J.P., Eds.; Engineering Science Reference: Hershey, PA, USA, 2015; pp. 227–267. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer: New York, NY, USA; Heidelberg, Germany; Dordrecht, The Netherlands; London, UK, 2014. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Toma, F.-L.; Potthoff, A.; Berger, L.-M.; Leyens, C. Demands, Potentials, and Economic Aspects of Thermal Spraying with Suspensions: A Critical Review. J. Therm. Spray Technol. 2015, 24, 1143–1152. [Google Scholar] [CrossRef] [Green Version]
- Potthoff, A.; Kratzsch, R.; Barbosa, M.; Kulissa, N.; Kunze, O.; Toma, F.-L. Development and Application of Binary Suspensions in the Ternary System Cr2O3-TiO2-Al2O3 for S-HVOF Spraying. J. Therm. Spray Technol. 2018, 27, 710–717. [Google Scholar] [CrossRef]
- McPherson, R. On the formation of thermally sprayed alumina coatings. J. Mater. Sci. 1980, 15, 3141–3149. [Google Scholar] [CrossRef]
- Chráska, P.; Dubsky, J.; Neufuss, K.; Pisacka, J. Alumina-base plasma-sprayed materials part I: Phase stability of alumina and alumina-chromia. J. Therm. Spray Technol. 1997, 6, 320–326. [Google Scholar] [CrossRef]
- Dubsky, J.; Chraska, P.; Kolman, B.; Stahr, C.C.; Berger, L.-M. Phase formation control in plasma sprayed alumina-chromia coatings. Ceram. Silik. 2011, 55, 294–300. [Google Scholar]
- Stahr, C.C.; Saaro, S.; Berger, L.-M.; Dubský, J.; Neufuss, K.; Herrmann, M. Dependence of the stabilization of α-Alumina on the spray process. J. Therm. Spray Technol. 2007, 16, 822–830. [Google Scholar] [CrossRef]
- Heintze, G.N.; Uematsu, S. Preparation and structures of plasma-sprayed γ- and α-Al2O3 coatings. Surf. Coat. Technol. 1992, 50, 213–222. [Google Scholar] [CrossRef]
- Marple, B.R.; Voyer, J.; Béchard, P. Sol infiltration and heat treatment of alumina-chromia plasma-sprayed coatings. J. Eur. Ceram. Soc. 2001, 21, 861–868. [Google Scholar] [CrossRef]
- Lampke, T.; Meyer, D.; Alisch, G.; Nickel, D.; Scharf, I.; Wagner, L.; Raab, U. Alumina coatings obtained by thermal spraying and plasma anodising—A comparison. Surf. Coat. Technol. 2011, 206, 2012–2016. [Google Scholar] [CrossRef]
- Toma, F.-L.; Potthoff, A.; Barbosa, M. Microstructural Characteristics and Performances of Cr2O3 and Cr2O3-15%TiO2 S-HVOF Coatings Obtained from Water-Based Suspensions. J. Therm. Spray Technol. 2018, 27, 344–357. [Google Scholar] [CrossRef]
- Yu, S.H.; Wallar, H. Chromia Spray Powders and a Process for Making the Same. U.S. Patent 6,774,076, 10 August 2004. [Google Scholar]
- Richter, A.; Berger, L.-M.; Conze, S.; Sohn, Y.J.; Vaßen, R. Emergence and impact of Al2TiO5 in Al2O3-TiO2 APS coatings. In Proceedings of the IOP Conference Series: Materials Science and Engineering 21th Chemnitz Seminar on Materials Engineering, Chemnitz, Germany, 6–7 March 2019; Volume 480, p. 012007. [Google Scholar] [CrossRef]
- Sert, Y.; Toplan, N. Tribological behavior of a plasma-sprayed Al2O3-TiO2-Cr2O3 coating. Mater. Tehnol. 2013, 47, 181–184. [Google Scholar]
- Vernhes, L.; Bekins, C.; Lourdel, N.; Poirier, D.; Lima, R.S.; Li, D.; Klemberg-Sapieha, J.E. Nanostructured and Conventional Cr2O3, TiO2, and TiO2-Cr2O3 Thermal-Sprayed Coatings for Metal-Seated Ball Valve Applications in Hydrometallurgy. J. Therm. Spray Technol. 2016, 25, 1068–1078. [Google Scholar] [CrossRef]
- Richter, A.; Berger, L.-M.; Sohn, Y.J.; Conze, S.; Sempf, K.; Vaßen, R. Impact of Al2O3-40 wt.% TiO2 feedstock powder characteristics on the sprayability, microstructure and mechanical properties of plasma sprayed coatings. J. Eur. Ceram. Soc. 2019, 39, 5391–5402. [Google Scholar] [CrossRef]
- Ctibor, P.; Píš, I.; Kotlan, J.; Pala, Z.; Khalakhan, I.; Štengl, V.; Homola, P. Microstructure and properties of plasma-sprayed mixture of Cr2O3 and TiO2. J. Therm. Spray Technol. 2013, 22, 1163–1169. [Google Scholar] [CrossRef]
- Fervel, V.; Normand, B.; Coddet, C. Tribological behavior of plasma sprayed Al2O3-based cermet coatings. Wear 1999, 230, 70–77. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Supplier | Particle Size | Granulometric Data | ||
|---|---|---|---|---|---|
| d10 | d50 | d90 | |||
| Al2O3 | Saint Gobain Coating Solutions, Avignon, France | −45 + 15 µm | 21 | 34 | 56 |
| Cr2O3 | GTV, Luckenbach, Germany | −45 + 15 µm | 19 | 34 | 54 |
| TiOx | Ceram, Albbruck-Birndorf, Germany | −45 +20 µm | 22 | 39 | 61 |
| Designation of the Blend/Coating | Components (at %) | Components (wt %) | ||||
|---|---|---|---|---|---|---|
| Al2O3 | Cr2O3 | TiO2 | Al2O3 | Cr2O3 | TiO2 | |
| ACT | 50 | 25 | 25 | 47 | 35 | 18 |
| CAT | 25 | 50 | 25 | 21 | 63 | 16 |
| TAC | 25 | 25 | 50 | 25 | 36 | 39 |
| Argon | Hydrogen | Current | Spraying Distance | Traverse Speed | No. of Passes | Powder Feed Rate |
|---|---|---|---|---|---|---|
| 41 L/min | 11 L/min | 600 A | 110 mm | 0.4 m/s | 10 | 30 g/min |
| Force | Radius | Speed | Cycles | Wear Distance | Counter Body | |
|---|---|---|---|---|---|---|
| Material | Diameter | |||||
| 10 N | 5 mm | 0.05 m/s | 15916 | 500 m | Al2O3 | 6 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grimm, M.; Conze, S.; Berger, L.-M.; Paczkowski, G.; Lindner, T.; Lampke, T. Microstructure and Sliding Wear Resistance of Plasma Sprayed Al2O3-Cr2O3-TiO2 Ternary Coatings from Blends of Single Oxides. Coatings 2020, 10, 42. https://doi.org/10.3390/coatings10010042
Grimm M, Conze S, Berger L-M, Paczkowski G, Lindner T, Lampke T. Microstructure and Sliding Wear Resistance of Plasma Sprayed Al2O3-Cr2O3-TiO2 Ternary Coatings from Blends of Single Oxides. Coatings. 2020; 10(1):42. https://doi.org/10.3390/coatings10010042
Chicago/Turabian StyleGrimm, Maximilian, Susan Conze, Lutz-Michael Berger, Gerd Paczkowski, Thomas Lindner, and Thomas Lampke. 2020. "Microstructure and Sliding Wear Resistance of Plasma Sprayed Al2O3-Cr2O3-TiO2 Ternary Coatings from Blends of Single Oxides" Coatings 10, no. 1: 42. https://doi.org/10.3390/coatings10010042
APA StyleGrimm, M., Conze, S., Berger, L. -M., Paczkowski, G., Lindner, T., & Lampke, T. (2020). Microstructure and Sliding Wear Resistance of Plasma Sprayed Al2O3-Cr2O3-TiO2 Ternary Coatings from Blends of Single Oxides. Coatings, 10(1), 42. https://doi.org/10.3390/coatings10010042