Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
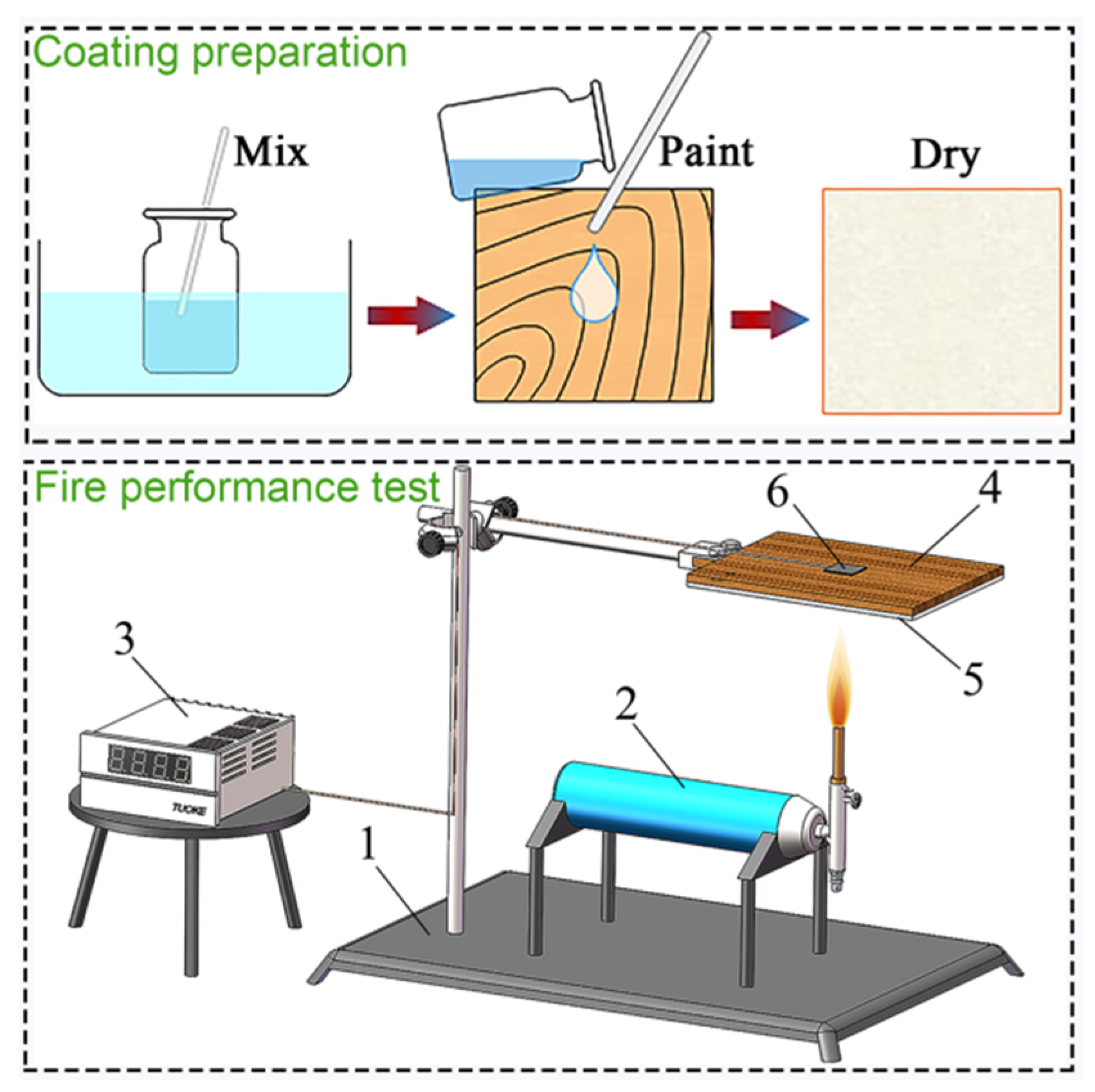
2.2. Preparation of Coatings
2.3. Fire Performance Test
2.4. Combustion Test
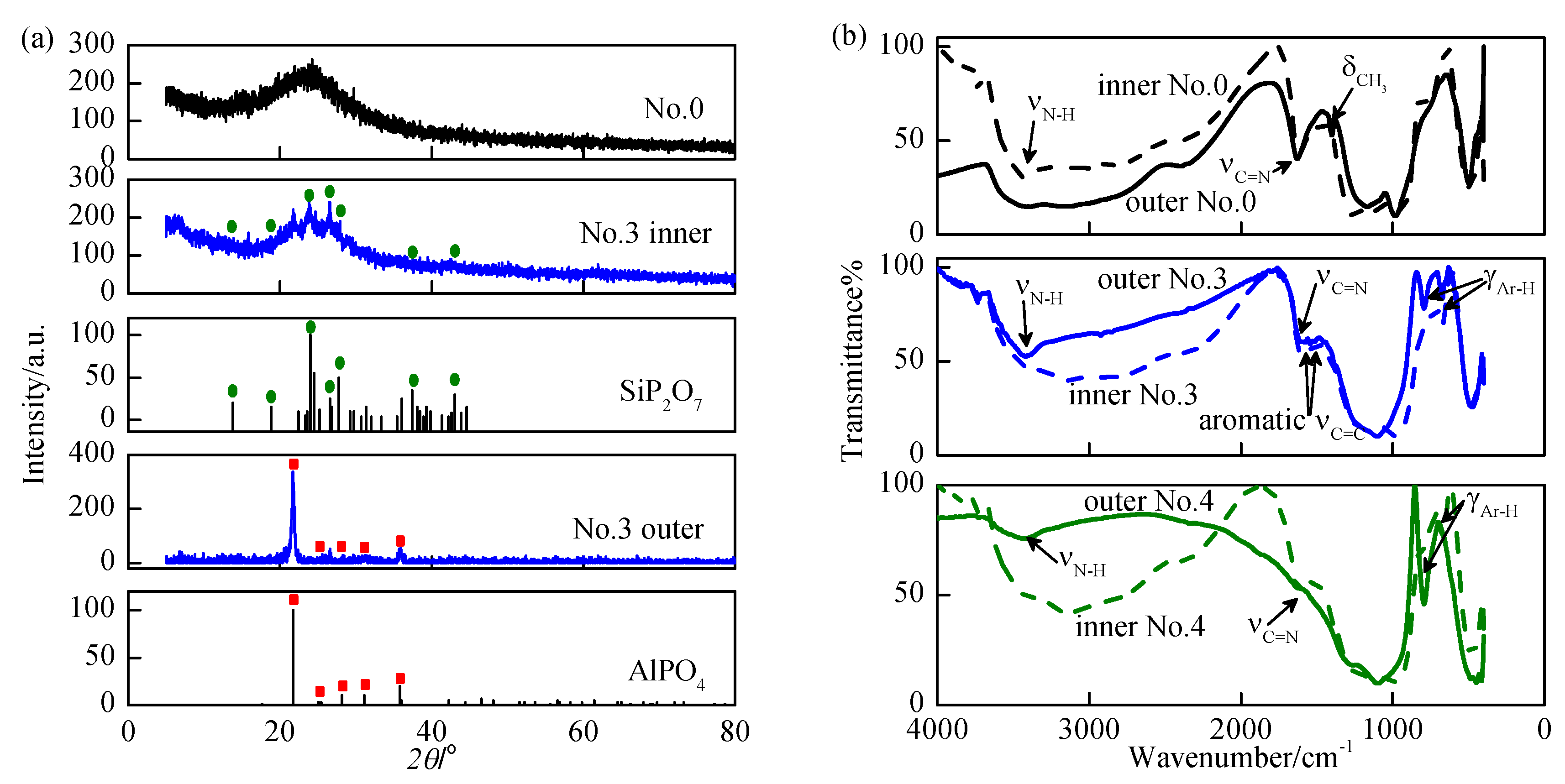
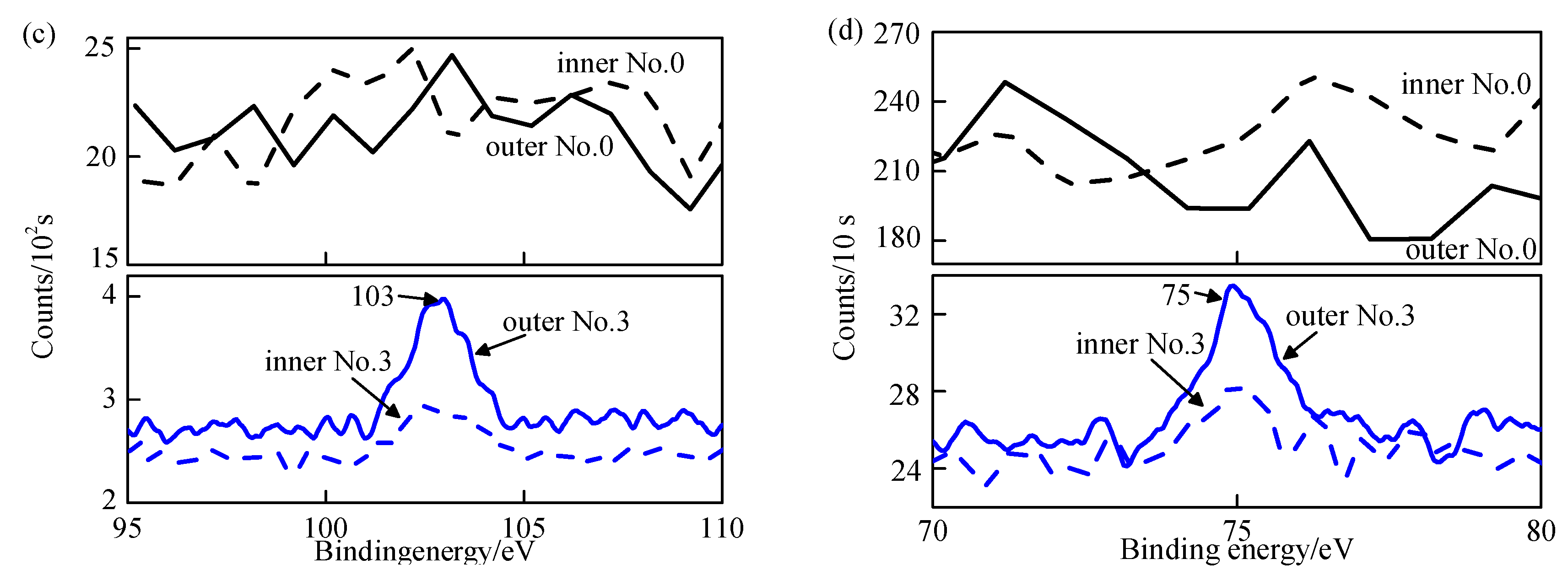
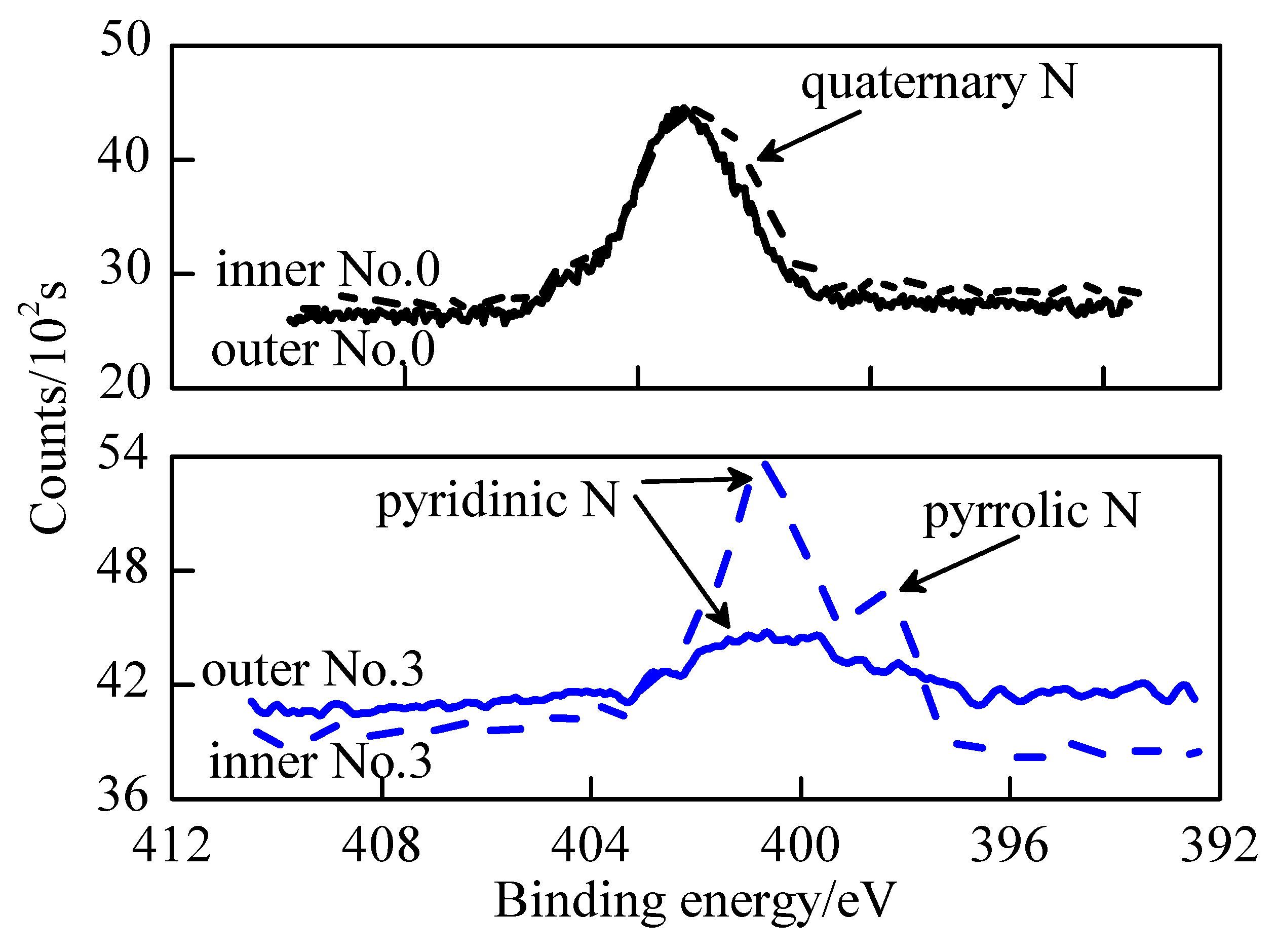
2.5. Materials Characterization
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| APP | ammonium polyphosphate |
| DTA | differential thermal analysis |
| FTIR | Fourier transform infrared spectroscopy |
| IFR | intumescent flame retardant |
| MEL | melamine |
| MMT | montmorillonite |
| PER | pentaerythritol |
| SEA | specific extinction area |
| SEM | SEM |
| TG | thermogravimetry |
| TSP | total smoke production |
| TSR | total smoke release |
| TTI | time to ignition |
| XPS | X-ray photoelectron spectroscopy |
| XRD | X-ray diffraction |
| Nomenclature | |
| δcl | Thickness of char layer |
| δct | Thickness of coating |
| t | Temperature |
| tcw | Surface temperature at the back of coated wood |
| τ | time |
References
- Carosio, F.; Cuttica, F.; Medina, L.; Berglund, L.A. Clay nanopaper as multifunctional brick and mortar fire protection coating—wood case study. Mater. Des. 2016, 93, 357–363. [Google Scholar] [CrossRef]
- Gan, W.; Chen, C.; Wang, Z.; Song, J.; Kuang, Y.; He, S.; Mi, R.; Sunderland, P.B.; Hu, L. Dense, self-formed char layer enables a fire-retardant wood structural material. Adv. Funct. Mater. 2019, 29, 1807444. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Liu, D. Synthesis and application of novel magnesium phosphate ester flame retardants for transparent intumescent fire-retardant coatings applied on wood substrates. Prog. Org. Coat. 2019, 129, 327–337. [Google Scholar] [CrossRef]
- Davis, R.; Li, Y.-C.; Gervasio, M.; Luu, J.; Kim, Y.S. One-pot, bioinspired coatings to reduce the flammability of flexible polyurethane foams. Acs Appl. Mater. Interfaces 2015, 7, 6082–6092. [Google Scholar] [CrossRef]
- Guo, H.; Luković, M.; Mendoza, M.; Schlepütz, C.M.; Griffa, M.; Xu, B.; Gaan, S.; Herrmann, H.; Burgert, I. Bioinspired struvite mineralization for fire-resistant wood. Acs Appl. Mater. Interfaces 2019, 11, 5427–5434. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Taghiyari, H.R. Innovative wood surface treatments based on nanotechnology. Coatings 2019, 9, 866. [Google Scholar] [CrossRef] [Green Version]
- Papadopoulos, A.N.; Bikiaris, D.N.; Mitropoulos, A.C.; Kyzas, G.Z. Nanomaterials and chemical modifications for enhanced key wood properties: A review. Nanomaterials 2019, 9, 607. [Google Scholar] [CrossRef] [Green Version]
- Laachachi, A.; Ball, V.; Apaydin, K.; Toniazzo, V.; Ruch, D. Diffusion of polyphosphates into (poly (allylamine)-montmorillonite) multilayer films: Flame retardant-intumescent films with improved oxygen barrier. Langmuir 2011, 27, 13879–13887. [Google Scholar] [CrossRef]
- Xie, W.; Chen, H.; He, D.; Zhang, Y.; Fu, L.; Ouyang, J.; Yang, H. An emerging mineral-based composite flame retardant coating: Preparation and enhanced fireproof performance. Surf. Coat. Technol. 2019, 367, 118–126. [Google Scholar] [CrossRef]
- Huang, Y.; Jiang, S.; Liang, R.; Liao, Z.; You, G. A green highly-effective surface flame-retardant strategy for rigid polyurethane foam: Transforming uv-cured coating into intumescent self-extinguishing layer. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105534. [Google Scholar] [CrossRef]
- Chen, H.; Wang, J.; Ni, A.; Ding, A.; Han, X.; Sun, Z. The effects of a macromolecular charring agent with gas phase and condense phase synergistic flame retardant capability on the properties of pp/ifr composites. Materials 2018, 11, 111. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Xue, L.; Zhao, B.; Lin, G.; Jin, X.; Liu, D.; Zhu, H.; Yang, J.; Shang, K. Flame retardancy, fire behavior, and flame retardant mechanism of intumescent flame retardant epdm containing ammonium polyphosphate/pentaerythrotol and expandable graphite. Materials 2019, 12, 4035. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaur, J.; Ahmad, F.; Ullah, S.; Yusoff, P.M.; Ahmad, R. The role of bentonite clay on improvement in char adhesion of intumescent fire-retardant coating with steel substrate. Arab. J. Sci. Eng. 2017, 42, 2043–2053. [Google Scholar] [CrossRef]
- Puri, R.G.; Khanna, A. Intumescent coatings: A review on recent progress. J. Coat. Technol. Res. 2017, 14, 1–20. [Google Scholar] [CrossRef]
- Li, X.-L.; Zhang, F.-H.; Jian, R.-K.; Ai, Y.-F.; Ma, J.-L.; Hui, G.-J.; Wang, D.-Y. Influence of eco-friendly calcium gluconate on the intumescent flame-retardant epoxy resin: Flame retardancy, smoke suppression and mechanical properties. Compos. Part B Eng. 2019, 176, 107200. [Google Scholar] [CrossRef]
- Yang, B.; Chen, Y.; Zhang, M.; Yuan, G. Synergistic and compatibilizing effect of octavinyl polyhedral oligomeric silsesquioxane nanoparticles in polypropylene/intumescent flame retardant composite system. Compos. Part A Appl. Sci. Manuf. 2019, 123, 46–58. [Google Scholar] [CrossRef]
- Ahmad, F.; Zulkurnain, E.S.; Ullah, S.; Amir, N. Effects of nano-sized boron nitride on thermal decomposition and water resistance behaviour of epoxy-based intumescent coating. J. Anal. Appl. Pyrolysis 2018, 132, 171–183. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, X.; Sun, Z. Effect of caalco3-ldhs on fire resistant properties of intumescent fireproof coatings for steel structure. Appl. Surf. Sci. 2018, 457, 164–169. [Google Scholar] [CrossRef]
- Li, Z.; Wang, D.-Y. Nano-architectured mesoporous silica decorated with ultrafine co3o4 toward an efficient way to delaying ignition and improving fire retardancy of polystyrene. Mater. Des. 2017, 129, 69–81. [Google Scholar] [CrossRef]
- Kim, N.; Bhattacharyya, D. Development of fire resistant wool polymer composites: Mechanical performance and fire simulation with design perspectives. Mater. Des. 2016, 106, 391–403. [Google Scholar] [CrossRef]
- Wang, J.; Wang, G. Influences of montmorillonite on fire protection, water and corrosion resistance of waterborne intumescent fire retardant coating for steel structure. Surf. Coat. Technol. 2014, 239, 177–184. [Google Scholar] [CrossRef]
- Hassan, M.; Kozlowski, R.; Obidzinski, B. New fire-protective intumescent coatings for wood. J. Appl. Polym. Sci. 2008, 110, 83–90. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Synergistic effects of organically modified montmorillonite on the flame-retardant and smoke suppression properties of transparent intumescent fire-retardant coatings. Prog. Org. Coat. 2018, 122, 107–118. [Google Scholar] [CrossRef]
- Liu, H.; Zhong, Q.; Kong, Q.; Zhang, X.; Li, Y.; Zhang, J. Synergistic effect of organophilic fe-montmorillonite on flammability in polypropylene/intumescent flame retardant system. J. Therm. Anal. Calorim. 2014, 117, 693–699. [Google Scholar] [CrossRef]
- Indennidate, L.; Cannoletta, D.; Lionetto, F.; Greco, A.; Maffezzoli, A. Nanofilled polyols for viscoelastic polyurethane foams. Polym. Int. 2010, 59, 486–491. [Google Scholar] [CrossRef]
- Lim, K.-S.; Bee, S.-T.; Sin, L.T.; Tee, T.-T.; Ratnam, C.; Hui, D.; Rahmat, A. A review of application of ammonium polyphosphate as intumescent flame retardant in thermoplastic composites. Compos. Part B Eng. 2016, 84, 155–174. [Google Scholar] [CrossRef]
- Kim, H.; Kim, D.W.; Vasagar, V.; Ha, H.; Nazarenko, S.; Ellison, C.J. Polydopamine-graphene oxide flame retardant nanocoatings applied via an aqueous liquid crystalline scaffold. Adv. Funct. Mater. 2018, 28, 1803172. [Google Scholar] [CrossRef]
- Jiang, Z.; Li, H.; He, Y.; Liu, Y.; Dong, C.; Zhu, P. Flame retardancy and thermal behavior of cotton fabrics based on a novel phosphorus-containing siloxane. Appl. Surf. Sci. 2019, 479, 765–775. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, X.; Sun, Z. Efficient flame-retardant and smoke-suppression properties of mgalco3-ldhs on the intumescent fire retardant coating for steel structures. Prog. Org. Coat. 2019, 135, 291–298. [Google Scholar] [CrossRef]
- Wu, N.; Fu, G.; Yang, Y.; Xia, M.; Yun, H.; Wang, Q. Fire safety enhancement of a highly efficient flame retardant poly (phenylphosphoryl phenylenediamine) in biodegradable poly (lactic acid). J. Hazard. Mater. 2019, 363, 1–9. [Google Scholar] [CrossRef]
- Xu, J.; Shen, K.; Xue, B.; Li, Y.-X. Microporous carbon nitride as an effective solid base catalyst for knoevenagel condensation reactions. J. Mol. Catal. A Chem. 2013, 372, 105–113. [Google Scholar] [CrossRef]
- Cheng, J.; Wang, J.; Yang, S.; Zhang, Q.; Huo, S.; Zhang, Q.; Hu, Y.; Ding, G. Benzimidazolyl-substituted cyclotriphosphazene derivative as latent flame-retardant curing agent for one-component epoxy resin system with excellent comprehensive performance. Compos. Part B Eng. 2019, 177, 107440. [Google Scholar] [CrossRef]
- Qiu, S.; Zou, B.; Sheng, H.; Guo, W.; Wang, J.; Zhao, Y.; Wang, W.; Yuen, R.K.; Kan, Y.; Hu, Y. Electrochemically exfoliated functionalized black phosphorene and its polyurethane acrylate nanocomposites: Synthesis and applications. Acs Appl. Mater. Interfaces 2019, 11, 13652–13664. [Google Scholar] [CrossRef] [PubMed]
- Jian, R.-K.; Ai, Y.-F.; Xia, L.; Zhao, L.-J.; Zhao, H.-B. Single component phosphamide-based intumescent flame retardant with potential reactivity towards low flammability and smoke epoxy resins. J. Hazard. Mater. 2019, 371, 529–539. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wang, Q.-Q.; Jiang, Z.-M.; Zhang, C.-J.; Li, Z.-F.; Chen, H.-Q.; Zhu, P. Effect of chitosan on the fire retardancy and thermal degradation properties of coated cotton fabrics with sodium phytate and aptes by lbl assembly. J. Anal. Appl. Pyrolysis 2018, 135, 289–298. [Google Scholar] [CrossRef]
- Lionetto, F.; López-Muñoz, R.; Espinoza-González, C.; Mis-Fernández, R.; Rodríguez-Fernández, O.; Maffezzoli, A. A study on exfoliation of expanded graphite stacks in candelilla wax. Materials 2019, 12, 2530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, W.; Guo, W.; Pan, Y.; Wang, J.; Mu, X.; Feng, X.; Yuan, B.; Wang, B.; Hu, Y. Polydopamine-bridged synthesis of ternary h-bn@ pda@ sno2 as nanoenhancers for flame retardant and smoke suppression of epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 111, 94–105. [Google Scholar] [CrossRef]
- Bourbigot, S.; Le Bras, M.; Delobel, R.; Gengembre, L. Xps study of an intumescent coating: Ii. Application to the ammonium polyphosphate/pentaerythritol/ethylenic terpolymer fire retardant system with and without synergistic agent. Appl. Surf. Sci. 1997, 120, 15–29. [Google Scholar] [CrossRef]
- Mane, G.P.; Talapaneni, S.N.; Lakhi, K.S.; Ilbeygi, H.; Ravon, U.; Al-Bahily, K.; Mori, T.; Park, D.H.; Vinu, A. Highly ordered nitrogen-rich mesoporous carbon nitrides and their superior performance for sensing and photocatalytic hydrogen generation. Angew. Chem. Int. Ed. 2017, 56, 8481–8485. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Bo, X.; Nsabimana, A.; Luhana, C.; Wang, G.; Wang, H.; Li, M.; Guo, L. Fabrication of 2d ordered mesoporous carbon nitride and its use as electrochemical sensing platform for h2o2, nitrobenzene, and nadh detection. Biosens. Bioelectron. 2014, 53, 250–256. [Google Scholar] [CrossRef]
- Bourbigot, S.; Le Bras, M.; Gengembre, L.; Delobel, R. Xps study of an intumescent coating application to the ammonium polyphosphate/pentaerythritol fire-retardant system. Appl. Surf. Sci. 1994, 81, 299–307. [Google Scholar] [CrossRef]
- Li, Q.; Yang, J.; Feng, D.; Wu, Z.; Wu, Q.; Park, S.S.; Ha, C.-S.; Zhao, D. Facile synthesis of porous carbon nitride spheres with hierarchical three-dimensional mesostructures for co 2 capture. Nano Res. 2010, 3, 632–642. [Google Scholar] [CrossRef] [Green Version]
- Sheng, Z.-H.; Shao, L.; Chen, J.-J.; Bao, W.-J.; Wang, F.-B.; Xia, X.-H. Catalyst-free synthesis of nitrogen-doped graphene via thermal annealing graphite oxide with melamine and its excellent electrocatalysis. Acs Nano 2011, 5, 4350–4358. [Google Scholar] [CrossRef] [PubMed]
- Jin, X.; Sun, J.; Zhang, J.S.; Gu, X.; Bourbigot, S.; Li, H.; Tang, W.; Zhang, S. Preparation of a novel intumescent flame retardant based on supramolecular interactions and its application in polyamide 11. Acs Appl. Mater. Interfaces 2017, 9, 24964–24975. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | O/k | Mg/k | Al/k | Si/k | K/k | Ca/k | Fe/k |
|---|---|---|---|---|---|---|---|
| Weight% | 40.9 | 1.69 | 10.02 | 39.11 | 2.87 | 3.15 | 2.27 |
| Atomic% | 55.79 | 1.51 | 8.11 | 30.39 | 1.60 | 1.71 | 0.89 |
| Error% | 5.19 | 7.10 | 3.22 | 2.31 | 11.17 | 9.93 | 18.88 |
| Coating Name | Mass Percent/% | ||||
|---|---|---|---|---|---|
| APP: MEL: PER (5:3:2) | Acrylic Resin | Amino Resin | MMT | Deionized Water | |
| No. 0 | 50 | 7.5 | 7.5 | 0 | 35.0 |
| No. 1 | 48.8 | 7.3 | 7.3 | 2.4 | 34.2 |
| No. 2 | 47.6 | 7.1 | 7.1 | 4.8 | 33.4 |
| No. 3 | 46.5 | 7.0 | 7.0 | 7.0 | 32.5 |
| No. 4 | 45.5 | 6.8 | 6.8 | 9.1 | 31.8 |
| Specimen | MMT wt.% | Fire Resistance/min | δct/mm | δcl/mm | TTI/s | SEA/m2·kg−1 | TSR/m2·m−2 |
|---|---|---|---|---|---|---|---|
| No. 0 | 0 | 10 | 0.4 | 8.5 | 12.0 | 83.6 | 41.0 |
| No. 1 | 2.4 | 15 | 0.4 | 14.6 | - | - | - |
| No. 2 | 4.8 | >20 | 0.4 | 17.6 | - | - | - |
| No. 3 | 7.0 | >20 | 0.4 | 19.2 | 14.0 | 39.5 | 21.2 |
| No. 4 | 9.1 | 14 | 0.4 | 16.0 | - | - | - |
| Specimen | N1s% | C1s% | P2p% | O1s% | Si2p% | Al2p% |
|---|---|---|---|---|---|---|
| No. 0 outer | 3.78 | 49.99 | 10.43 | 35.79 | - | - |
| No. 0 inner | 3.72 | 38.78 | 13.43 | 44.07 | - | - |
| No. 3 outer | 1.02 | 86.97 | 1.83 | 9.61 | 0.29 | 0.27 |
| No. 3 inner | 3.16 | 76.82 | 3.13 | 16.89 | - | - |
| Sample | No. 0 Outer | No. 0 Inner | No. 3 Outer | No. 3 Inner |
|---|---|---|---|---|
| -O-/=O | 1.74 | 1.80 | 3.03 | 4.20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, X.; Sun, Z.; Zhu, X.; Sun, Z. Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood. Coatings 2020, 10, 109. https://doi.org/10.3390/coatings10020109
Hu X, Sun Z, Zhu X, Sun Z. Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood. Coatings. 2020; 10(2):109. https://doi.org/10.3390/coatings10020109
Chicago/Turabian StyleHu, Xiaochun, Zhao Sun, Xiaojun Zhu, and Zhiqiang Sun. 2020. "Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood" Coatings 10, no. 2: 109. https://doi.org/10.3390/coatings10020109
APA StyleHu, X., Sun, Z., Zhu, X., & Sun, Z. (2020). Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood. Coatings, 10(2), 109. https://doi.org/10.3390/coatings10020109