
Mitigation of Platinum Depletion in Platinum Diffused Single Phase Bond Coat on CMSX-4 Superalloy





Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Thermal Treatment
2.3. Characterization Methods
2.4. Thermodynamic Calculations
3. Results
3.1. Standard Pt-Diffused γ/γ’-Phase Bond Coat
3.2. Selective Etching Process
3.3. Pt-Diffused Single Phase Bond Coat
4. Discussion
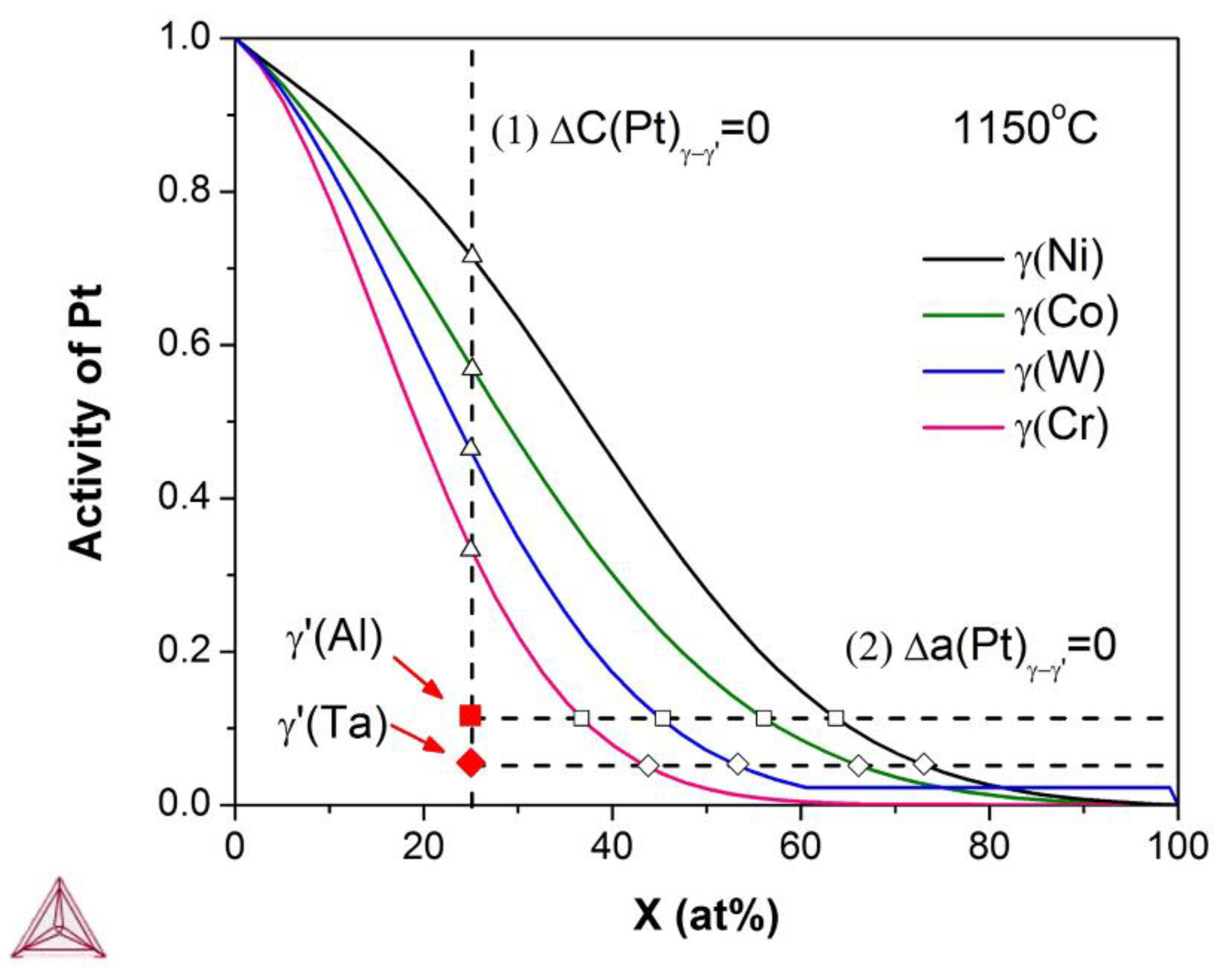
- ΔC(Pt)γ-γ’ = 0, which means the concentration of Pt is the same between the γ-phase and the γ’-phase. However, the activity of Pt in the γ-phase is much higher than that in the γ’-phase, as shown in Table 2. Consequently, due to the activity gradient, Pt will diffuse from the γ-phase to the γ’-phase.
- Δa(Pt)γ-γ’ = 0, which means the activity of Pt is the same between the γ-phase and the γ’-phase. The concentration of Pt in the γ’-phase (75 at %) is much higher than that in the γ-phase, as indicated by the difference in concentration of Pt (C(Pt) γ’ – C(Pt) γ) in Table 3. The “effective concentration” of Pt, which is defined by the activity, is largely reduced in the γ’-phase due to the negative chemical interaction with Al and Ta. Consequently, Pt remains stable in the γ’-phase and no diffusion of Pt would occur from the γ’-phase to the γ-phase despite the concentration gradient.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Clarke, D.R.; Levi, C.G. Materials Design for the Next Generation Thermal Barrier Coatings. Annu. Rev. Mater. Res. 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Gleeson, B. Thermal Barrier Coatings for Aeroengine Applications. J. Propuls. Power 2006, 22, 375–383. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal Barrier Coatings for Gas-Turbine Engine Applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Evans, A.G.; Mumm, D.R.; Hutchinson, J.W.; Meier, G.H.; Pettit, F.S. Mechanisms controlling the durability of thermal barrier coatings. Prog. Mater. Sci. 2001, 46, 505–553. [Google Scholar] [CrossRef]
- Wu, L.; Wu, R.; Zhao, X.; Xiao, P. Microstructure Parameters Affecting Interfacial Adhesion of Thermal Barrier Coatings by the EB-PVD Method. Mater. Sci. Eng. A 2014, 594, 193–202. [Google Scholar] [CrossRef]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and Economical Aspects of Current Thermal Barrier Coating Systems for Gas Turbine Engines by Thermal Spray and EBPVD: A Review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Nicholls, J.R. Advances in Coating Design for High-Performance Gas Turbines. MRS Bull. 2003, 28, 659–670. [Google Scholar] [CrossRef]
- Rickerby, D.S.; Bell, S.R.; Wing, R.G. Method of Applying a Thermal Barrier Coating to a Superalloy Article and a Thermal Barrier Coating. U.S. Patent No. 5667663, 16 September 1997. [Google Scholar]
- Wu, R.; Wang, X.; Atkinson, A. On the Interfacial Degradation Mechanisms of Thermal Barrier Coating Systems: Effects of Bond Coat Composition. Acta Mater. 2010, 58, 5578–5585. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, J.; Rickerby, D.; Jones, R.; Xiao, P. Evolution of Interfacial Toughness of a Thermal Barrier System With a Pt-Diffused γ/γ′ Bond Coat. Acta Mater. 2011, 59, 6401–6411. [Google Scholar] [CrossRef]
- Zhao, X.; Xiao, P. Effect of Platinum on the Durability of Thermal Barrier Systems With a γ + γ′ Bond Coat. Thin Solid Films 2008, 517, 828–834. [Google Scholar] [CrossRef]
- Pint, B.; Haynes, J.; More, K.; Schneibel, J.; Zhang, Y.; Wright, I. The Performance of Pt-Modified Alumina-Forming Coatings and Model Alloys. Superalloys 2008, 142, 641–650. [Google Scholar] [CrossRef]
- Haynes, J.; Pint, B.; Zhang, Y.; Wright, I. The Effect of Pt Content on γ–γ′ NiPtAl Coatings. Surf. Coat. Technol. 2008, 203, 413–416. [Google Scholar] [CrossRef]
- Gleeson, B.; Mu, N.; Hayashi, S. Compositional Factors Affecting the Establishment and Maintenance of Al2O3 Scales on Ni-Al-Pt Systems. J. Mater. Sci. 2009, 44, 1704–1710. [Google Scholar] [CrossRef]
- Jiang, Y.; Smith, J.R. Pt Effects in γ-Ni(Al)/α-Al2O3 Adhesion. J. Mater. Sci. 2009, 44, 1734–1740. [Google Scholar] [CrossRef]
- Mitchell, R.; Preuss, M.; Hardy, M.; Tin, S. Influence of Composition and Cooling Rate on Constrained and Unconstrained Lattice Parameters in Advanced Polycrystalline nickel–base Superalloys. Mater. Sci. Eng. A 2006, 423, 282–291. [Google Scholar] [CrossRef]
- Bai, M.; Xiao, P. Bond Coat. International Patent WO 2015181549 A1, 3 December 2015. [Google Scholar]
- TCNI, T.-C. TCS Ni-Based Superalloys Database. 2011. Available online: https://www.thermocalc.com/content/uploads/Documentation/Databases/Thermodynamic/tcni-examples-collection.pdf (accessed on 29 May 2021).
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, Computational Tools for Materials Science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Bai, M.; Reddy, L.; Hussain, T. Experimental and Thermodynamic Investigations on the Chlorine-Induced Corrosion of HVOF Thermal Sprayed NiAl Coatings and 304 Stainless Steels at 700 °C. Corros. Sci. 2018, 135, 147–157. [Google Scholar] [CrossRef]
- Pala, Z.; Bai, M.; Lukac, F.; Hussain, T. Laser Clad and HVOF-Sprayed Stellite 6 Coating in Chlorine-Rich Environment with KCl at 700 °C. Oxid. Met. 2017, 88, 749–771. [Google Scholar] [CrossRef] [Green Version]
- Bai, M.; Song, B.; Reddy, L.; Hussain, T. Preparation of MCrAlY–Al2O3 Composite Coatings with Enhanced Oxidation Resistance through a Novel Powder Manufacturing Process. J. Therm. Spray Technol. 2019, 28, 433–443. [Google Scholar] [CrossRef] [Green Version]
- Bai, M.; Chen, Y.; Xiao, P. Investigations on the Diffusion of Platinum Between CMSX-4 Superalloy and Platinum-Enriched Bond Coat. Coatings 2021, 11, 441. [Google Scholar] [CrossRef]
- Völkl, R.; Glatzel, U.; Feller-Kniepmeier, M. Measurement of the Lattice Misfit in the Single Crystal Nickel Based Superalloys CMSX-4, SRR99 and SC16 by Convergent Beam Electron Diffraction. Acta Mater. 1998, 46, 4395–4404. [Google Scholar] [CrossRef]
- Minamino, Y.; Yoshida, H.; Jung, S.B.; Hirao, K.; Yamane, T. Diffusion of Platinum and Molybdenum in Ni and Ni3Al. Defect Diffus. Forum 1997, 143–147, 257–262. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Al | Mo | W | Ti | Re | Ta | |
|---|---|---|---|---|---|---|---|---|---|
| CMSX-4 substrate | 63.4 | 5.8 | 9.3 | 5.6 | 0.5 | 5.5 | 0.9 | 1.3 | 7.4 |
| γ’-phase layer | 66.3 | 2.2 | 6.3 | 9.0 | 0.4 | 4.3 | 1.1 | 0.2 | 10.1 |
| γ-Pt (X) Phase | γ’-Pt3X Phase | ||||||
|---|---|---|---|---|---|---|---|
| X= | Ni | Re | Co | W | Cr | Al | Ta |
| Activity of Pt | 0.715 | 0.713 | 0.571 | 0.463 | 0.335 | 0.116 | 0.0549 |
| C(Pt) γ’ – C(Pt) γ | γ (Re) | γ (Ni) | γ (Co) | γ (W) | γ (Cr) |
|---|---|---|---|---|---|
| γ’ (Al) | 64.8 | 38.7 | 31.1 | 20.4 | 11.8 |
| γ’ (Ta) | 69.8 | 48.1 | 41.1 | 28.3 | 18.8 |
| γ’-Ni3Al | γ-Ni | |
|---|---|---|
| D0 (cm2/s) | 7.8 | 0.35 |
| Q (kJ/mol) | 323 | 280 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, M.; Chen, Y.; Sun, Y.; Xiao, P. Mitigation of Platinum Depletion in Platinum Diffused Single Phase Bond Coat on CMSX-4 Superalloy. Coatings 2021, 11, 669. https://doi.org/10.3390/coatings11060669
Bai M, Chen Y, Sun Y, Xiao P. Mitigation of Platinum Depletion in Platinum Diffused Single Phase Bond Coat on CMSX-4 Superalloy. Coatings. 2021; 11(6):669. https://doi.org/10.3390/coatings11060669
Chicago/Turabian StyleBai, Mingwen, Ying Chen, Yongle Sun, and Ping Xiao. 2021. "Mitigation of Platinum Depletion in Platinum Diffused Single Phase Bond Coat on CMSX-4 Superalloy" Coatings 11, no. 6: 669. https://doi.org/10.3390/coatings11060669
APA StyleBai, M., Chen, Y., Sun, Y., & Xiao, P. (2021). Mitigation of Platinum Depletion in Platinum Diffused Single Phase Bond Coat on CMSX-4 Superalloy. Coatings, 11(6), 669. https://doi.org/10.3390/coatings11060669