
Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method

Abstract
:1. Introduction
2. Experimental
2.1. Materials
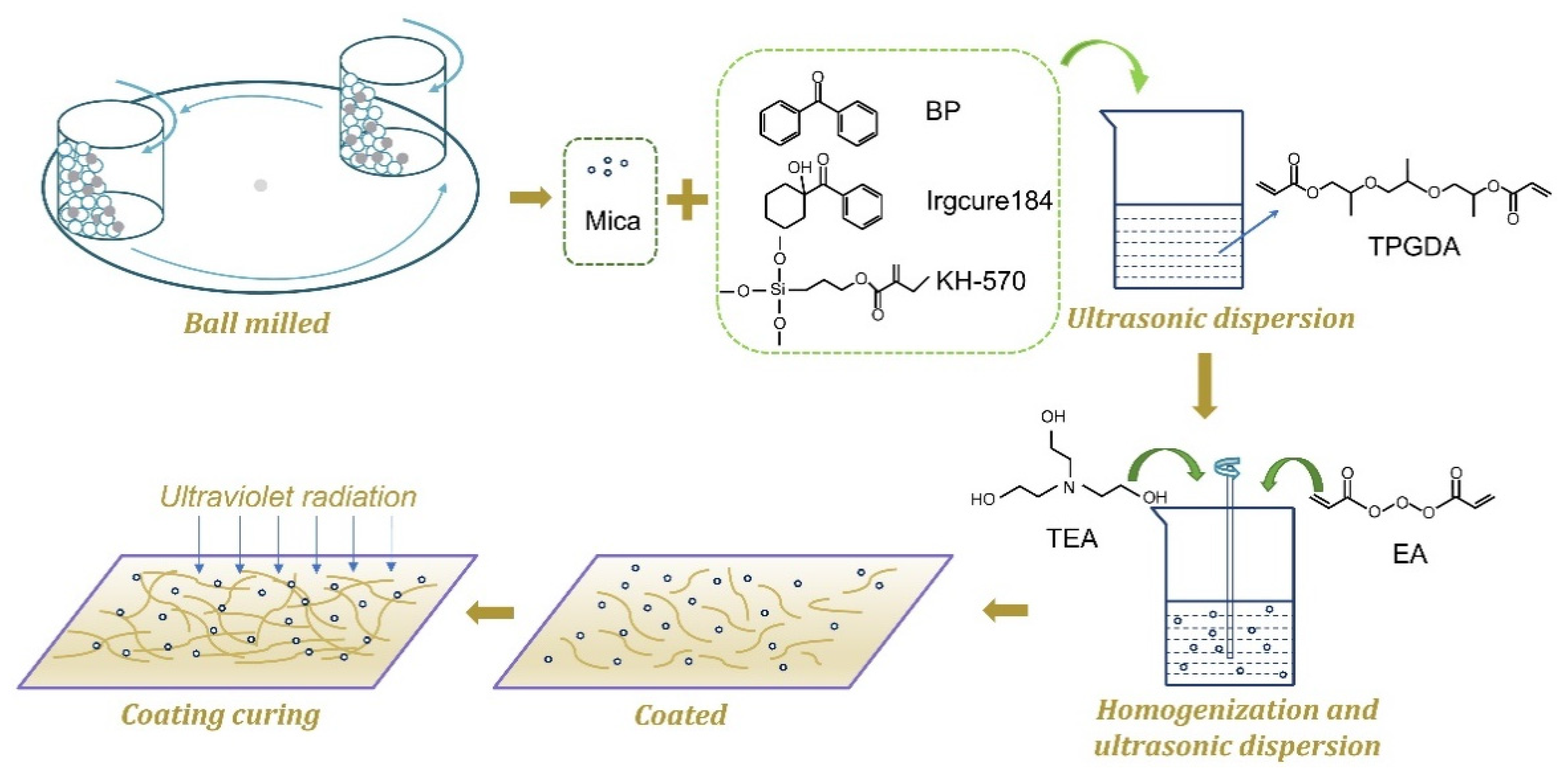
2.2. Sample Preparation
2.2.1. Ball-Milling of Mica Powders
2.2.2. Preparation of EA/Mica Composite Coatings
3. Characterization
3.1. Laser Particle Size Analysis
3.2. Scanning Electron Microscopy
3.3. Fourier Transform Infrared Spectroscopy
3.4. X-Ray Diffraction Analysis
3.5. Mechanical Testing
3.6. Electrochemical Impedance Spectroscopy
4. Results and Discussion
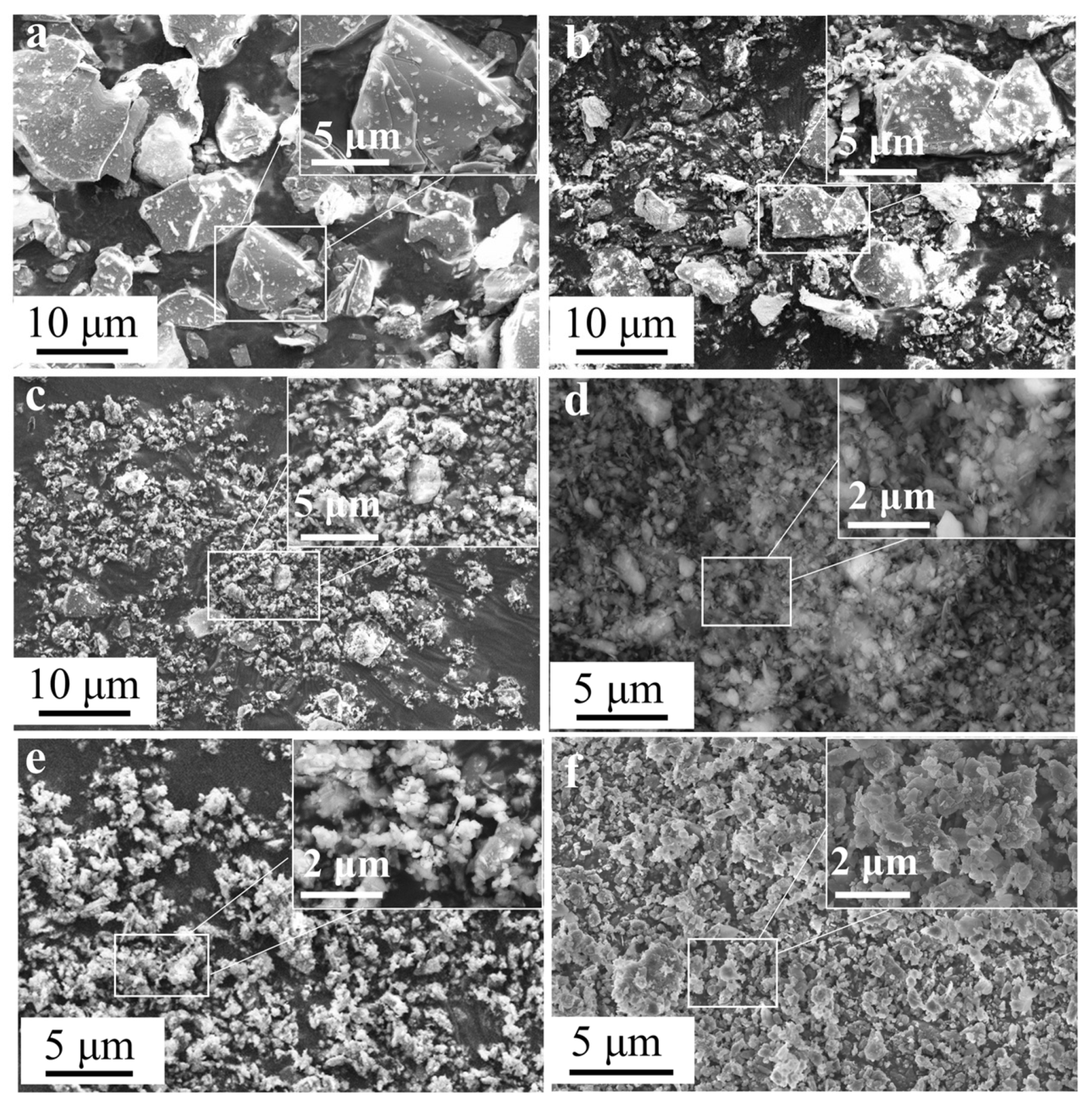
4.1. Morphologies of Mica Powders
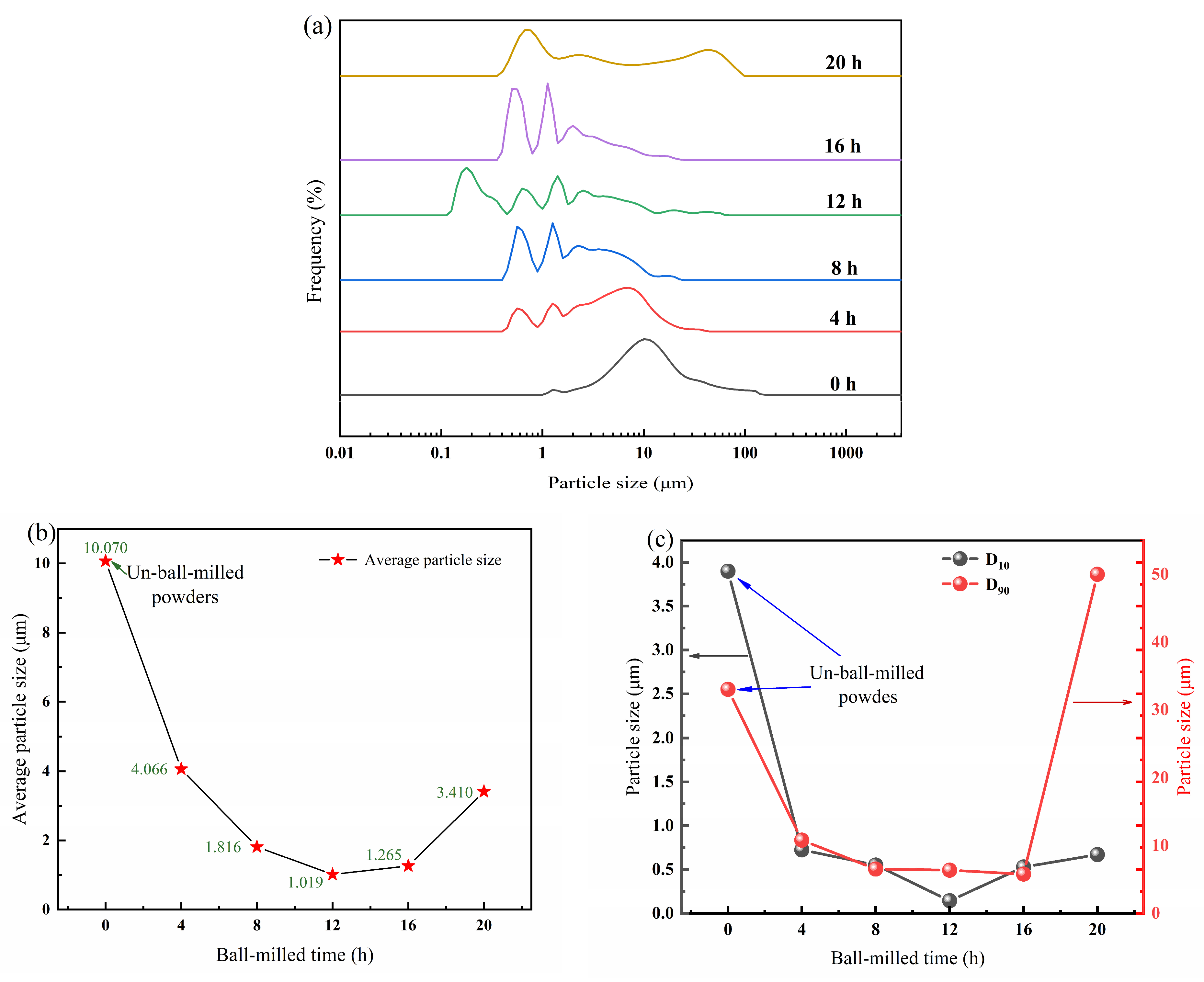
4.2. Particle Size Distribution of Mica Powders
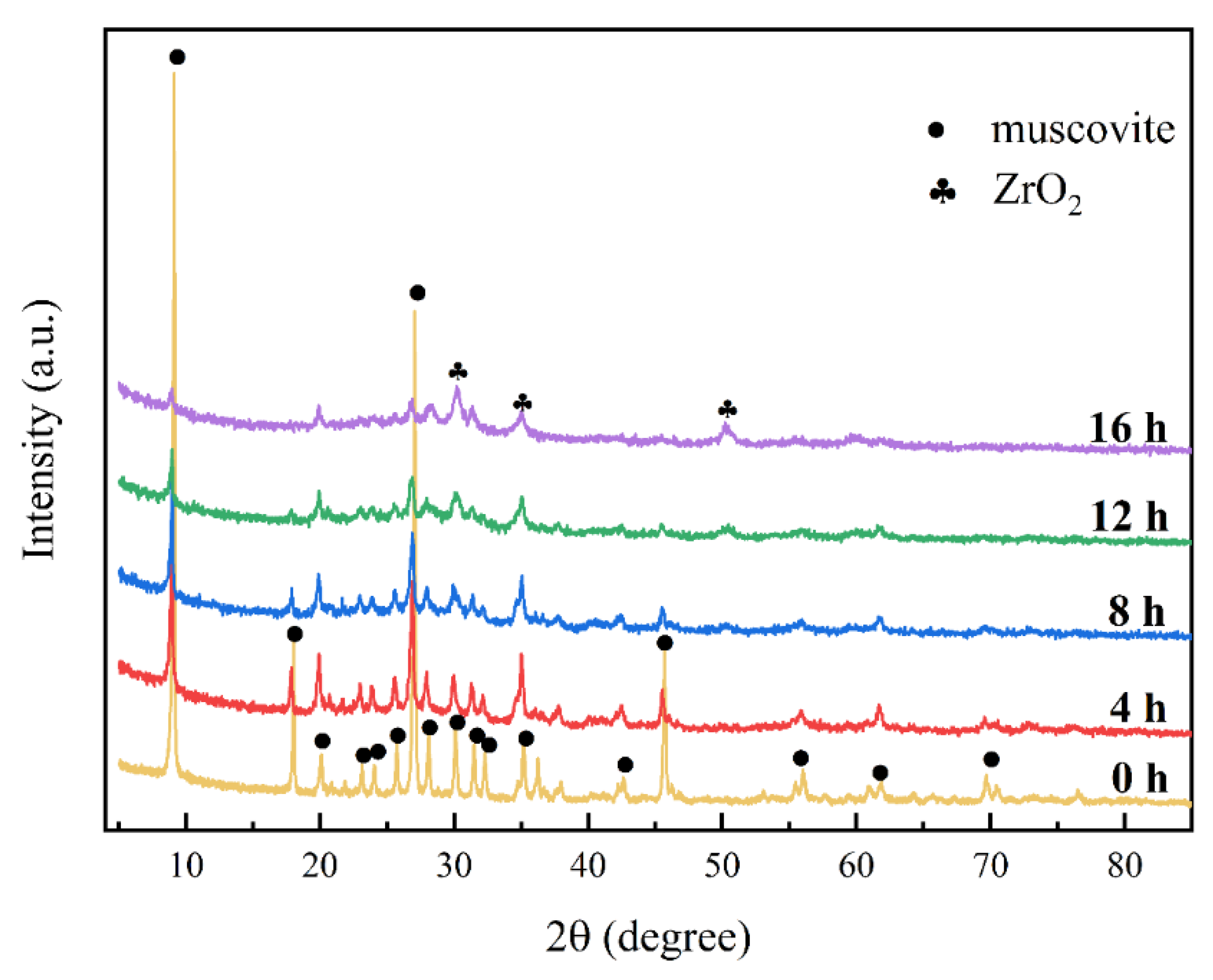
4.3. XRD Analysis
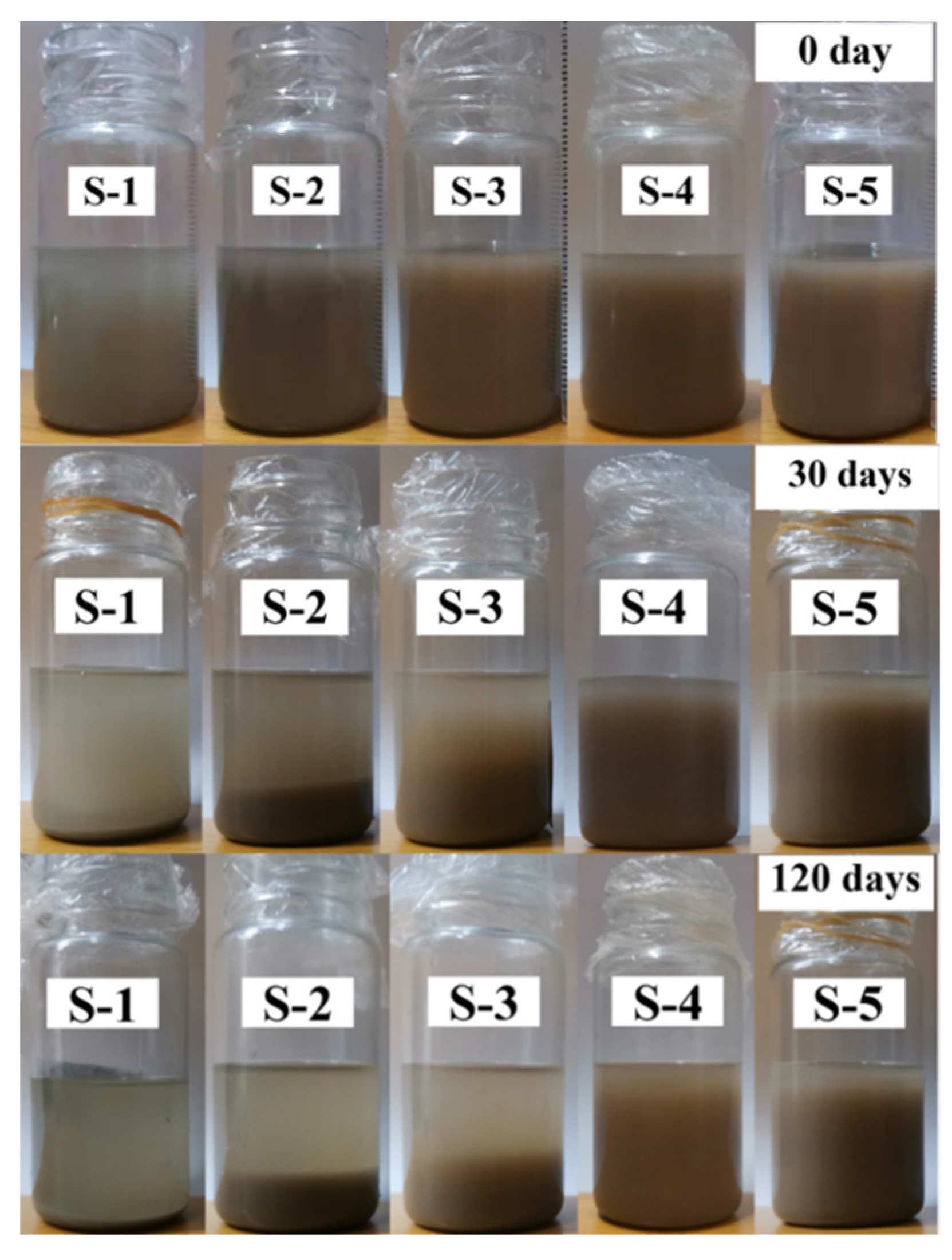
4.4. Stability of Liquid Mixtures
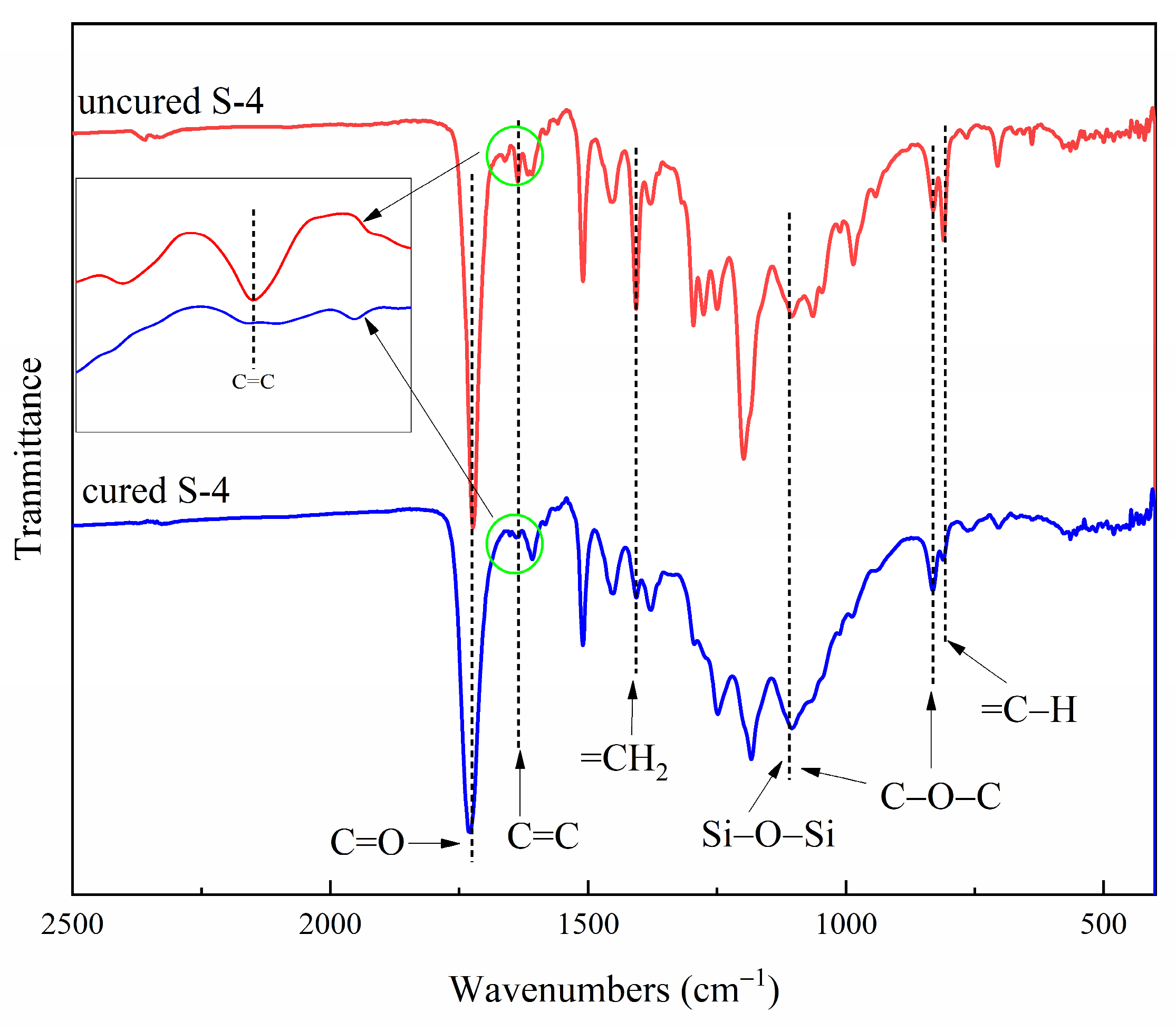
4.5. FTIR Analysis
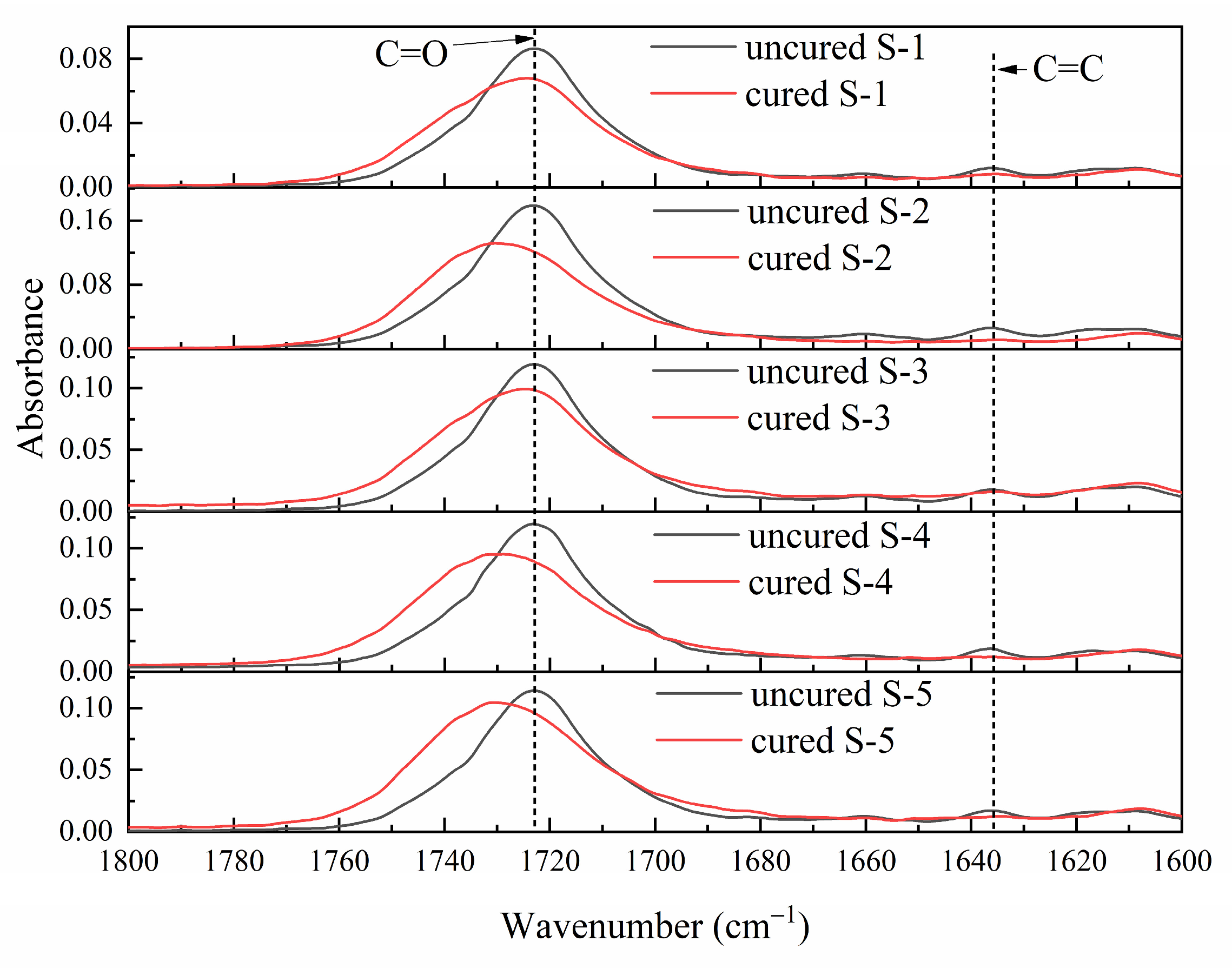
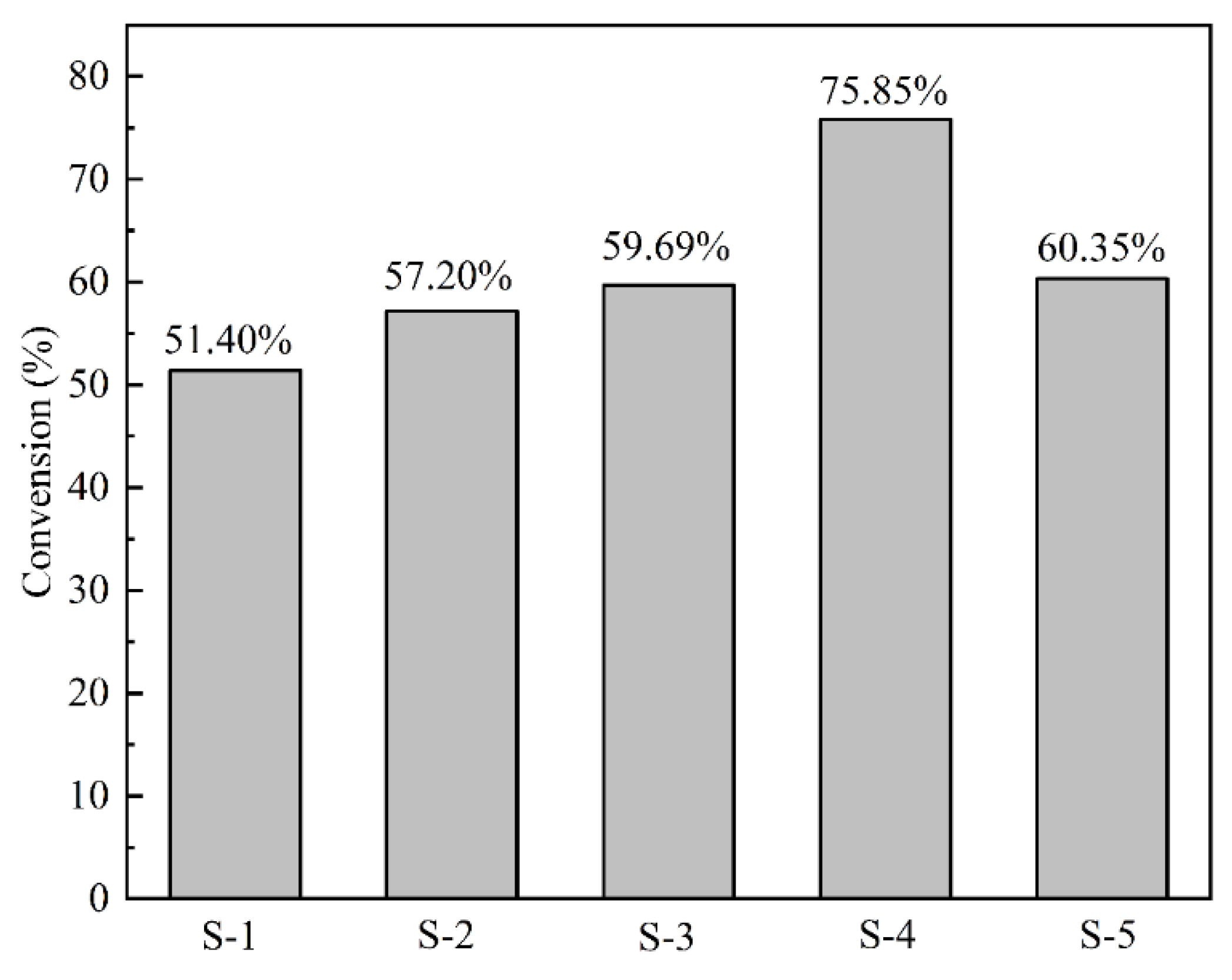
4.6. Conversion of C=C Bonds of Coatings
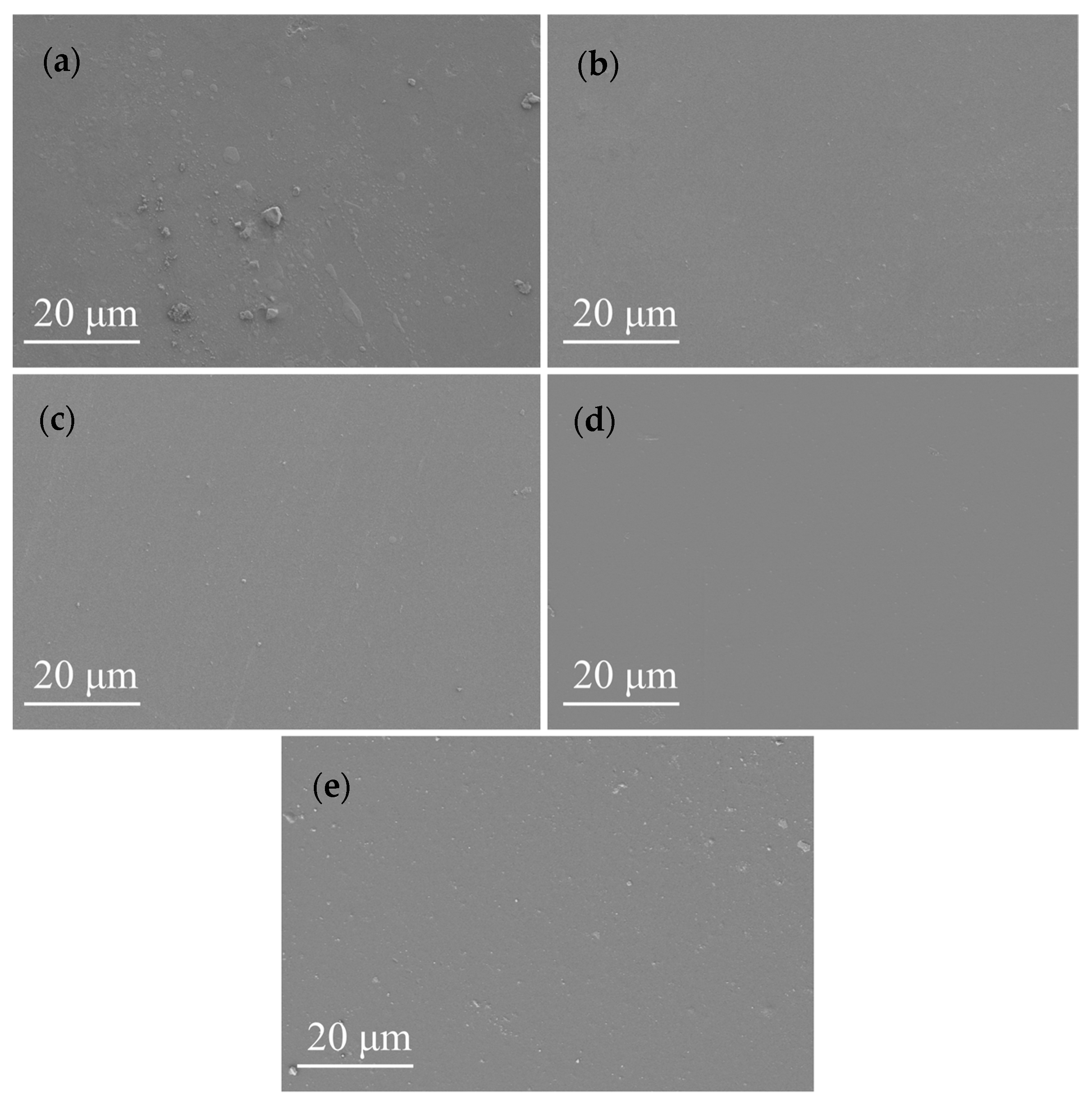
4.7. Morphologies of Coatings
4.8. Mechanical Properties
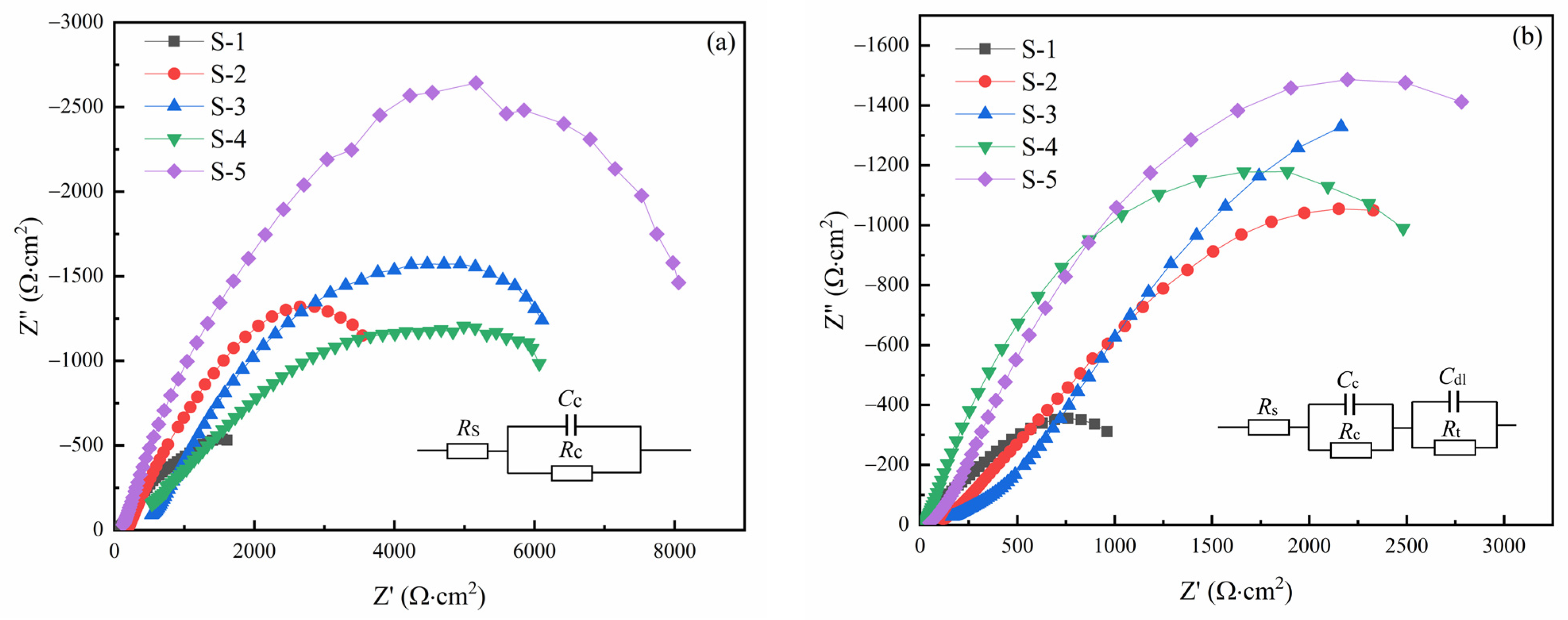
4.9. EIS Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Decker, C. Kinetic study and new applications of UV radiation curing. Macromol. Rapid Commun. 2002, 23, 1067–1093. [Google Scholar] [CrossRef]
- Lai, H.; Zhang, J.; Xing, F.; Xiao, P. Recent advances in light-regulated non-radical polymerisations. Chem. Soc. Rev. 2020, 49, 1867–1886. [Google Scholar] [CrossRef]
- Nakajima, T.; Shinoda, K.; Tsuchiya, T. UV-assisted nucleation and growth of oxide films from chemical solutions. Chem. Soc. Rev. 2014, 43, 2027–2041. [Google Scholar] [CrossRef] [PubMed]
- Vitale, A.; Trusiano, G.; Bongiovanni, R. UV-curing of adhesives: A critical review. In Progress in Adhesion and Adhesives; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2018; pp. 101–154. [Google Scholar] [CrossRef]
- Sangermano, M. UV Cured Nanostructured Epoxy Coatings. Epoxy Polymers: New Materials and Innovations; Wiley VCH: Weinheim, Germany, 2010; pp. 235–250. [Google Scholar] [CrossRef]
- Liu, F.; Liu, A.; Tao, W.; Yang, Y. Preparation of UV curable organic/inorganic hybrid coatings-a review. Prog. Org. Coat. 2020, 145, 105685. [Google Scholar] [CrossRef]
- Cong, W.W.; Zhou, Z.J.; Song, S.X.; Ge, C.C. Fabrication and evaluation of the nano-ceramics modified epoxy coatings. Key Eng. Mater. 2008, 368-372, 1294–1296. [Google Scholar] [CrossRef]
- Shen, J.; Ji, G.; Hu, B.; Huang, Y. Effect of filler size and surface treatment on impact and rheological properties of wollastonite-polypropylene composite. J. Mater. Sci. Lett. 1993, 12, 1344–1345. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, F.; Xue, X. Synthesis and characterization of UV-cured epoxy acrylate/POSS nanocomposites. Prog. Org. Coat. 2013, 76, 863–869. [Google Scholar] [CrossRef]
- Yari, H.; Rostami, M. Enhanced weathering performance of epoxy/ZnO nanocomposite coatings via functionalization of ZnO UV blockers with amino and glycidoxy silane coupling agents. Prog. Org. Coat. 2020, 147, 105773. [Google Scholar] [CrossRef]
- Ingrosso, C.; Corcione, C.E.; Striani, R.; Comparelli, R.; Striccoli, M.; Agostiano, A.; Curri, M.L.; Frigione, M. UV-curable nanocomposite based on methacrylic-siloxane resin and surface-modified TiO2 nanocrystals. ACS Appl. Mater. Interfaces 2015, 7, 15494–15505. [Google Scholar] [CrossRef]
- Wang, X.; Feng, Y.; Zhang, L.; Protsak, I.; Jamali, R.; Shu, Y.; Pal, P.; Wang, Z.; Yang, J.; Zhang, D. Fast-cured UV-LED polymer materials filled with high mineral contents as wear-resistant, antibacterial coatings. Chem. Eng. J. 2020, 382, 122927. [Google Scholar] [CrossRef]
- Yang, Z.; Wu, J.; Ma, G.; Hou, C.; Niu, Y.; Duan, H.; Hao, X. Effect of the particle sizes of silica on the properties of UV-curing matting coatings. J. Coat. Technol. Res. 2020, 18, 183–192. [Google Scholar] [CrossRef]
- Kim, D.; Lim, M.; Kim, I.; Seo, J.; Han, H. Preparation and properties of hydrophobic layered silicate-reinforced UV-curable poly(urethane acrylate) nanocomposite films for packaging applications. Prog. Org. Coat. 2014, 77, 1045–1052. [Google Scholar] [CrossRef]
- Pavlacky, E.; Webster, D.C. Anin situintercalative polymerization method for preparing UV curable clay-polymer nanocomposites. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Christenson, H.K.; Thomson, N.H. The nature of the air-cleaved mica surface. Surf. Sci. Rep. 2016, 71, 367–390. [Google Scholar] [CrossRef] [Green Version]
- Şentürk, E.; Akçakale, N.; Okutan, M. Conductivity mechanism of mica powders inlaid elastomer based materials. J. Alloy. Compd. 2016, 686, 43–47. [Google Scholar] [CrossRef]
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the electrical industry: Applications, composites for insulation, and investigations on failure mechanisms for prospective optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef]
- Pan, X.-F.; Gao, H.-L.; Lu, Y.; Wu, C.-Y.; Wu, Y.-D.; Wang, X.-Y.; Pan, Z.-Q.; Dong, L.; Song, Y.-H.; Cong, H.-P.; et al. Transforming ground mica into high-performance biomimetic polymeric mica film. Nat. Commun. 2018, 9, 2974. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Liu, Y.; Liu, G. Hydrophobic coating of mica by piranha solution activation, silanization grafting, and copolymerization with acrylate monomers. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Jadhav, N.; Matsuda, T.; Gelling, V. Mica/polypyrrole (doped) composite containing coatings for the corrosion protection of cold rolled steel. J. Coat. Technol. Res. 2017, 15, 363–374. [Google Scholar] [CrossRef]
- Koreeda, T.; Matos, J. Thermal characterization of mica–epoxy composite used as insulation material for high voltage machines. J. Coat. Technol. Res. 2011, 106, 619–623. [Google Scholar] [CrossRef]
- Mondal, N.; Haque, N.; Dalai, S.; Chakravorti, S.; Chatterjee, B. Method for identifying ageing in epoxy-mica composite insulation used in rotational machines through modelling of dielectric relaxation. High Volt. 2020, 5, 184–190. [Google Scholar] [CrossRef]
- Omar, M.F.; Akil, H.M.; Ahmad, Z.A. Static and dynamic compressive properties of mica/polypropylene composites. Mater. Sci. Eng. A 2011, 528, 1567–1576. [Google Scholar] [CrossRef]
- Sreekanth, M.S.; Bambole, V.A.; Mhaske, S.T.; Mahanwar, P.A. Effect of Concentration of Mica on Properties of Polyester Thermoplastic Elastomer Composites. J. Miner. Mater. Charact. Eng. 2009, 08, 271–282. [Google Scholar] [CrossRef]
- Xia, L.; Wu, H.; Guo, S.; Sun, X.; Liang, W. Enhanced sound insulation and mechanical properties of LDPE/mica composites through multilayered distribution and orientation of the mica. Compos. Part A Appl. Sci. Manuf. 2016, 81, 225–233. [Google Scholar] [CrossRef]
- Gao, P.; Xue, X.X. Effect of mica powder content on properties of epoxy acrylate composite coating, materials protection. Mater. Protect. 2011, 3, 47–50. [Google Scholar] [CrossRef]
- Cheong, I.-W.; Kim, H.-S.; Hwang, D.-S.; Yoo, H.-J.; Kim, J.-T.; Lee, J.-R.J.C.S. Technology, preparation and characterization of muscovite Mica/UV coating materials for steel, corrosion science and technology. Corros. Sci. Technol. 2010, 9, 265–269. [Google Scholar] [CrossRef]
- Gu, Y.; Tang, B.; He, L.; Yang, F.; Wang, H.; Ling, J. Compatibility of cured phase-inversion waterborne epoxy resin emulsified asphalt. Constr. Build. Mater. 2019, 229, 116942. [Google Scholar] [CrossRef]
- Shang, X.-Y.; Zhu, Z.-K.; Yin, A.J.; Ma, X.-D. Compatibility of soluble polyimide/silica hybrids induced by a coupling agent. Chem. Mater. 2002, 14, 71–77. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Y.; Zhang, Y.; Hu, S. Experimental study on the stability of asphalt emulsion for CA mortar by laser diffraction technique. Constr. Build. Mater. 2012, 28, 117–121. [Google Scholar] [CrossRef]
- Chen, S.; Qu, W.; Xu, K. Application of silane coupling agent. Silicone Mater. 2003, 17, 28–31. [Google Scholar] [CrossRef]
- Lin, J.; Siddiqui, J.A.; Ottenbrite, R.M. Surface modification of inorganic oxide particles with silane coupling agent and organic dyes. Polym. Adv. Technol. 2001, 12, 285–292. [Google Scholar] [CrossRef]
- Aziz, T.; Ullah, A.; Fan, H.; Jamil, M.I.; Khan, F.U.; Ullah, R.; Iqbal, M.; Ali, A.; Ullah, B. Recent progress in silane coupling agent with its emerging applications. J. Polym. Environ. 2021, 29, 3427–3443. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, Y.; Zhang, T.; Dai, Y.; Yang, D.; Qiu, F.; Yu, Z.; Yang, P. Synthesis of UV-curing waterborne polyurethane-acrylate coating and its photopolymerization kinetics using FT-IR and photo-DSC methods. Prog. Org. Coat. 2018, 122, 10–18. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, F.; Xue, X. Morphology and properties of UV-curing epoxy acrylate coatings modified with methacryl-POSS. Prog. Org. Coat. 2015, 78, 404–410. [Google Scholar] [CrossRef]
- Liu, F.; Wang, Y.; Xue, X.; Yang, H. UV curable EA-Si hybrid coatings prepared by combination of radical and cationic photopolymerization. Prog. Org. Coat. 2015, 85, 46–51. [Google Scholar] [CrossRef]
- Corcione, C.E.; Striani, R.; Frigione, M. Microgel modified UV-cured methacrylic-silica hybrid: Synthesis and characterization. Materials 2013, 6, 3805–3825. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, Y.-H.; Taylor, A.; Mantle, M.D.; Knowles, K.M. UV curing of organic–inorganic hybrid coating materials. J. Solgel Sci. Technol. 2007, 43, 111–123. [Google Scholar] [CrossRef]
- Medda, S. Inorganic–organic hybrid coatings on polycarbonate. Spectroscopic studies on the simultaneous polymerizations of methacrylate and silica networks. J. Non Cryst. Solids 2003, 318, 149–156. [Google Scholar] [CrossRef]
- Jeong, S.; Jang, W.-H.; Moon, J. Fabrication of photo-patternable inorganic–organic hybrid film by spin-coating. Thin Solid Films 2004, 466, 204–208. [Google Scholar] [CrossRef]
- Park, Y.-J.; Lim, D.-H.; Kim, H.-J.; Park, D.-S.; Sung, I.-K. UV- and thermal-curing behaviors of dual-curable adhesives based on epoxy acrylate oligomers. Int. J. Adhes. Adhes. 2009, 29, 710–717. [Google Scholar] [CrossRef]
- Wang, J.Z.; Bogner, R.H. Techniques to monitor the UV curing of potential solvent-free film-coating polymers. Int. J. Pharm. 1995, 113, 113–122. [Google Scholar] [CrossRef]
- Zhang, J.-Y.; Windall, G.; Boyd, I.W. UV curing of optical fibre coatings using excimer lamps. Appl. Surf. Sci. 2002, 186, 568–572. [Google Scholar] [CrossRef]
- Zhang, J. EIS data analysis for evaluation of protective property of organic coatings. Corros. Sci. Prot. Technol. 1994, 6, 318–325. [Google Scholar]
- Dhoke, S.K.; Khanna, A. Electrochemical impedance spectroscopy (EIS) study of nano-alumina modified alkyd based waterborne coatings. Prog. Org. Coat. 2012, 74, 92–99. [Google Scholar] [CrossRef]
- Liu, J.; Lu, Z.; Zhang, L.; Li, C.; Ding, R.; Zhao, X.; Zhang, P.; Wang, B.; Cui, H. Studies of corrosion behaviors of a carbon steel/copper-nickel alloy couple under epoxy coating with artificial defect in 3.5 wt.% NaCl solution using the WBE and EIS techniques. Prog. Org. Coat. 2020, 148, 105909. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | EA | TPGDA | KH-570 | TEA | BP | Irgcure184 | Mica |
|---|---|---|---|---|---|---|---|
| Weight (g) | 50 | 50 | 4 | 0.9 | 5 | 3 | 3 |
| Sample | Pencil Hardness | Adhesion | Flexibility (mm) | Impact Resistance (cm) |
|---|---|---|---|---|
| S-1 | 3H | 1 | <2 | 5 |
| S-2 | 3H-4H | 1 | <2 | 10 |
| S-3 | 3H-4H | 1 | <2 | 10 |
| S-4 | 4H | 1 | <2 | 15 |
| S-5 | 4H | 1 | <2 | 10 |
| Sample | 1 h | 24 h | |
|---|---|---|---|
| Rc (Ω‧cm2) | Rc (Ω‧cm2) | Rt (Ω‧cm2) | |
| S-1 | 4106 | 736 | 463 |
| S-2 | 6167 | 3743 | 3806 |
| S-3 | 7926 | 3311 | 3409 |
| S-4 | 11,800 | 3442 | 3404 |
| S-5 | 12,000 | 3423 | 3422 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Da, Y.; Liu, J.; Gao, Z.; Xue, X. Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method. Coatings 2022, 12, 98. https://doi.org/10.3390/coatings12010098
Da Y, Liu J, Gao Z, Xue X. Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method. Coatings. 2022; 12(1):98. https://doi.org/10.3390/coatings12010098
Chicago/Turabian StyleDa, Yaling, Jianxing Liu, Zixian Gao, and Xiangxin Xue. 2022. "Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method" Coatings 12, no. 1: 98. https://doi.org/10.3390/coatings12010098
APA StyleDa, Y., Liu, J., Gao, Z., & Xue, X. (2022). Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method. Coatings, 12(1), 98. https://doi.org/10.3390/coatings12010098