

Investigation of the Microstructures and Properties of B-Bearing High-Speed Alloy Steel


Abstract
:1. Introduction
2. Experiment Details
2.1. Material Preparation
2.2. Microstructural Investigation
2.3. Properties Investigation
3. Results and Discussion
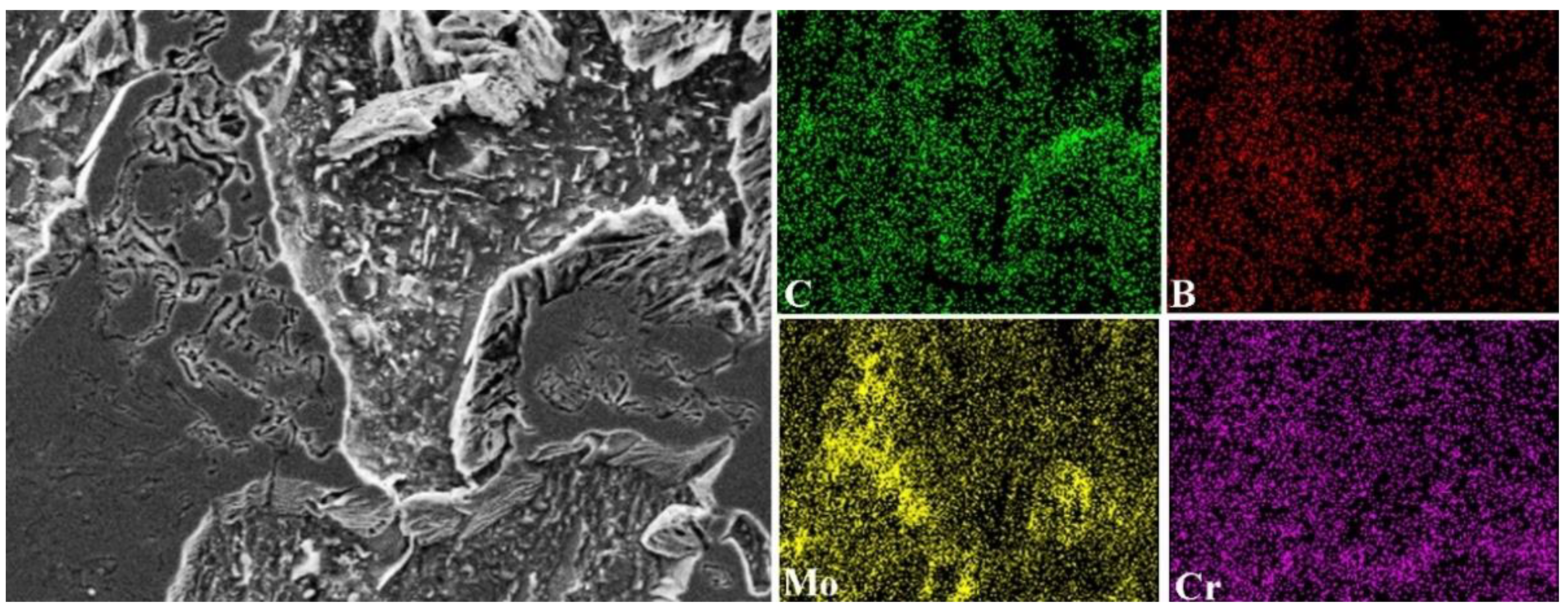
3.1. As-Cast Microstructures
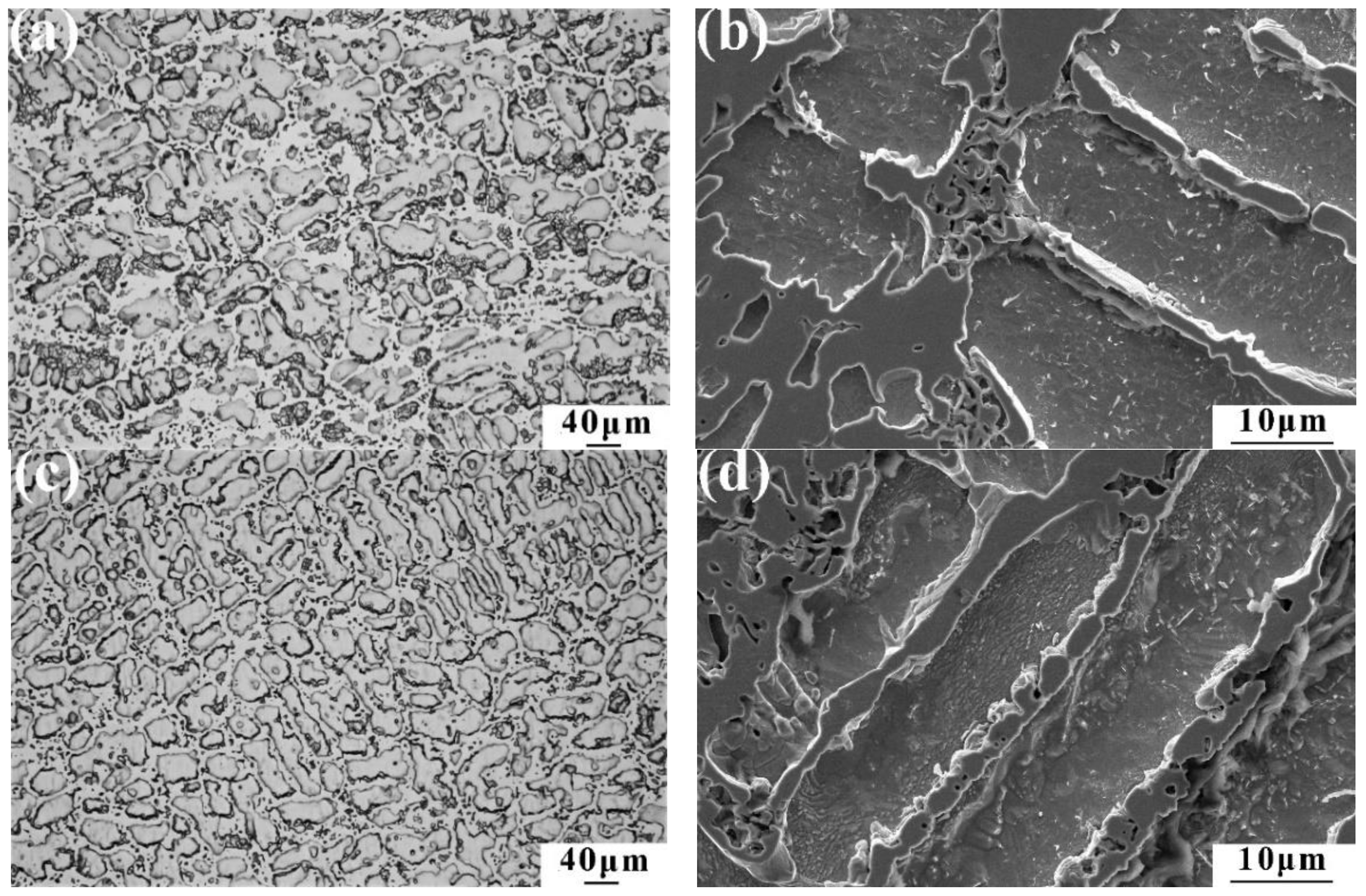
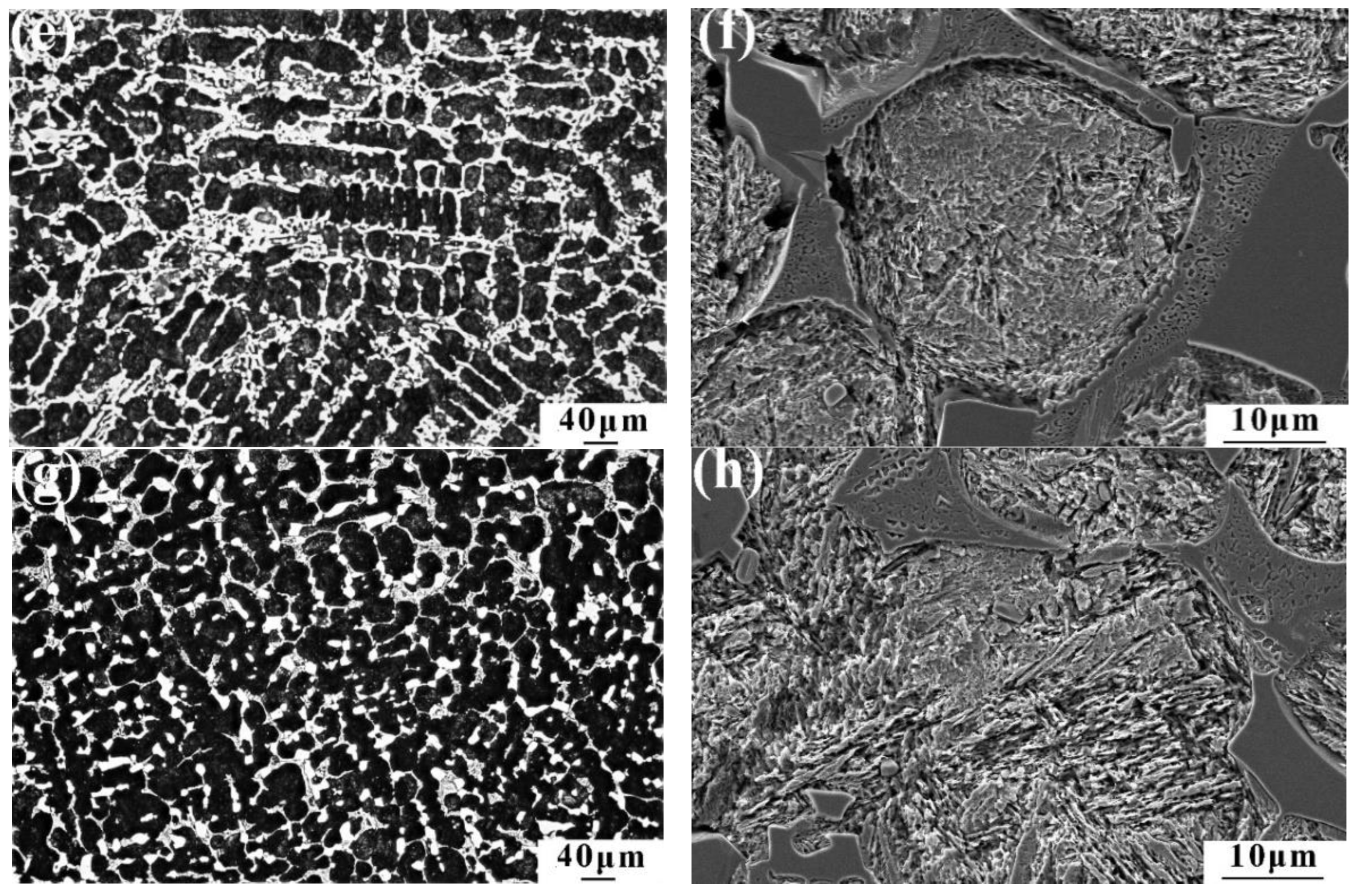
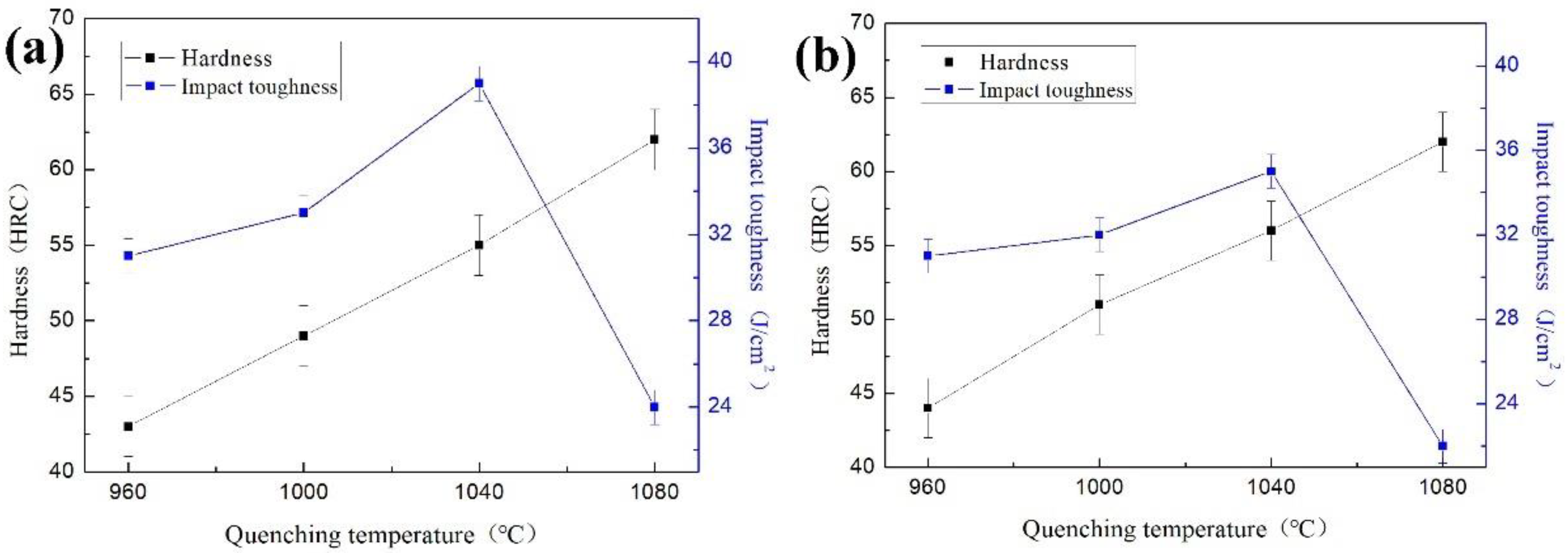
3.2. Effect of Quenching Temperature on Microstructures and Properties
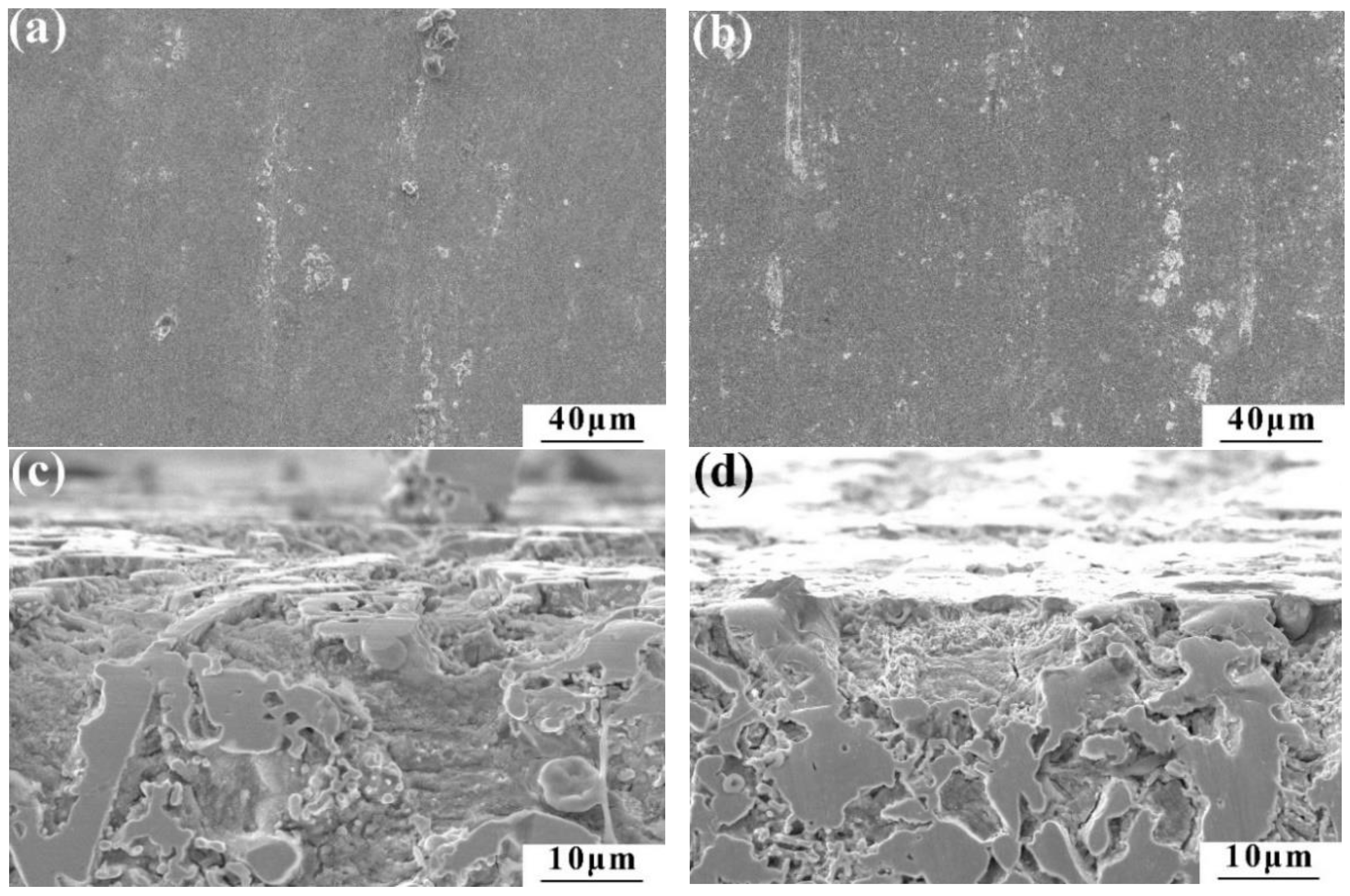
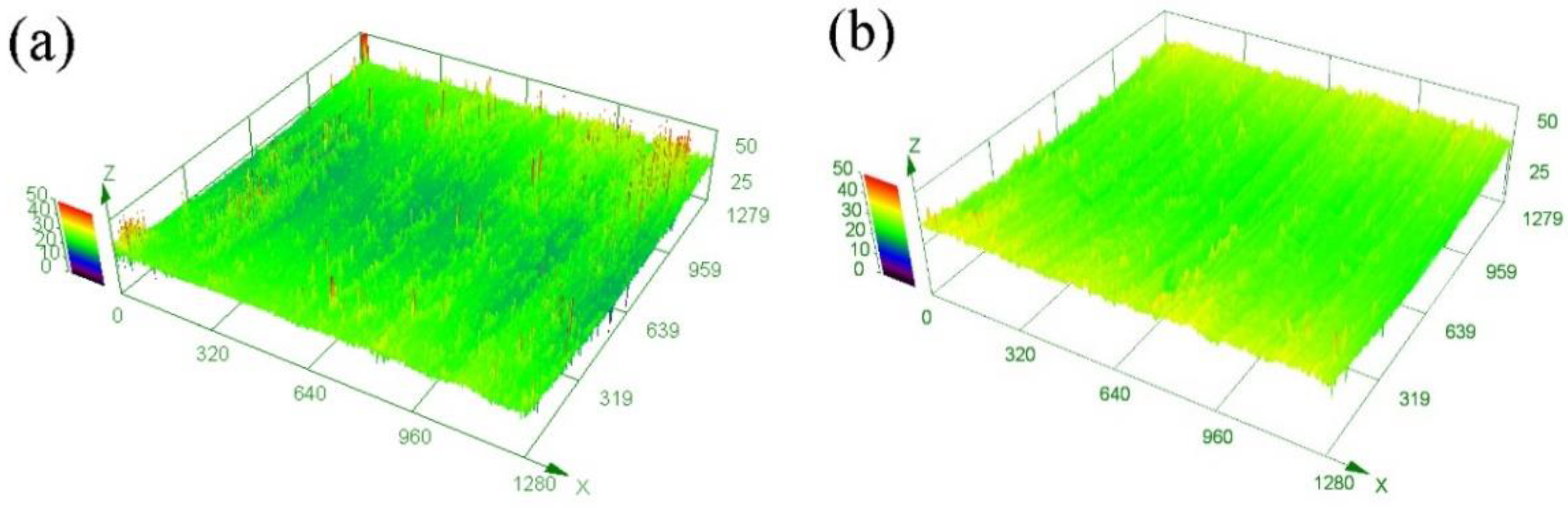
3.3. Microstructure and Wear Resistance after Tempering
4. Conclusions
- (1)
- With the increase in austenitizing temperature, the quantity of B-rich carbide gradually decreased. The comprehensive mechanical properties were optimal after the alloy steel was austenitized at 1040 °C for 1 h, quenched in air, and tempered at 500 °C for 3 h.
- (2)
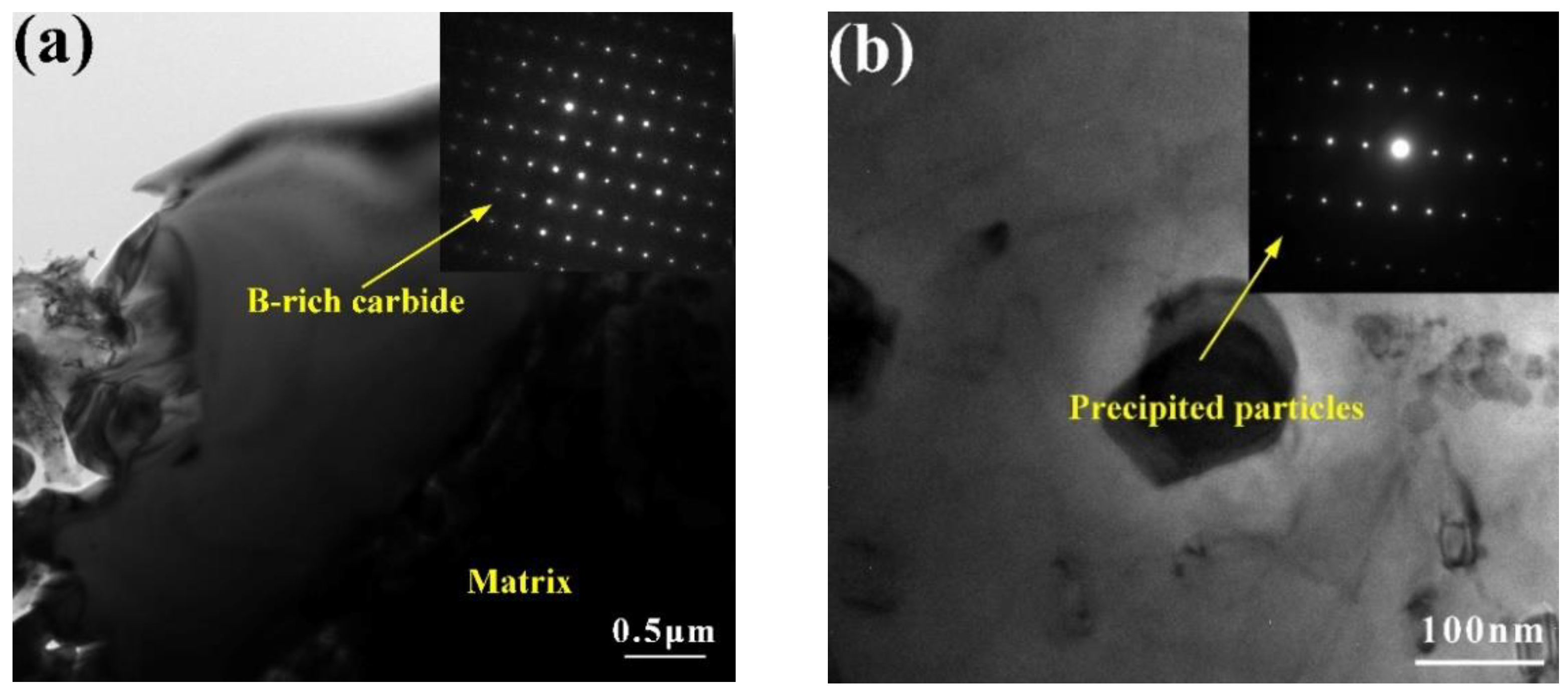
- TEM results showed the B-rich carbide is M7(C, B)3 with an HCP structure, and the precipitated particles are M23(C, B)6 with an FCC structure after tempering.
- (3)
- The wear resistance of boron-bearing high-speed alloy steel was enhanced by increased B content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gonçalves, J.L., Jr.; de Mello, J.D.B.; Costa, H.L. Wear in cold rolling milling rolls: A methodological approach. Wear 2019, 426, 1523–1535. [Google Scholar] [CrossRef]
- Ghazanlou, S.I.; Eghbali, B.; Petrov, R. Study on the microstructural and texture evolution of Hot Rolled Al7075/graphene/carbon nanotubes reinforced composites. Mater. Chem. Phys. 2021, 257, 123766. [Google Scholar] [CrossRef]
- Zhang, B.; Yang, C.; Sun, Y.; Li, X.; Liu, F. The microstructure, mechanical properties and tensile deformation mechanism of rolled AlN/AZ91 composite sheets. Mater. Sci. Eng. A 2019, 763, 138118. [Google Scholar] [CrossRef]
- Aljabri, A.; Jiang, Z.Y.; Wei, D.B.; Wang, X.D.; Tibar, H. Thin strip profile control capability of roll crossing and shifting in cold rolling mill. Mater. Sci. Forum 2013, 773, 70–78. [Google Scholar] [CrossRef] [Green Version]
- Pellizzari, M.; Molinari, A.; Straffelini, G. Tribological behaviour of hot rolling rolls. Wear 2005, 259, 1281–1289. [Google Scholar] [CrossRef]
- Jiangtao, D.; Zhiqiang, J.; Hanguang, F. Effect of RE-Mg complex modifier on structure and performance of high speed steel roll. J. Rare. Earths. 2007, 25, 259–263. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Wan, M.; Yu, L.; Lu, Y.; Jian, Y. Effect of Cu on microstructure, crystallography and mechanical properties in Fe-B-C-Cu alloys. Mater. Sci. Eng. A 2017, 708, 274–284. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Zhang, H. Microstructure and mechanical properties of high boron white cast iron with about 4 wt% chromium. J. Mater. Sci. 2010, 46, 957–963. [Google Scholar] [CrossRef]
- Fu, H.; Ma, S.; Hou, J.; Lei, Y.; Xing, J. Microstructure and properties of cast Boron-bearing high speed steel. J. Mater. Eng. Perform. 2013, 22, 1194–1200. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. High-temperature oxidation behaviour of high chromium superalloys additively manufactured by conventional or extreme high-speed laser metal deposition. Corros. Sci. 2020, 176, 108922. [Google Scholar] [CrossRef]
- Ma, S.; Xing, J.; Fu, H.; Gao, Y.; Zhang, J. Microstructure and crystallography of borides and secondary precipitation in 18 wt.% Cr–4 wt.% Ni–1 wt.% Mo–3.5 wt.% B–0.27 wt.% C steel. Acta Mater. 2012, 60, 831–843. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | B | Mo | Si | Mn | Cr | V | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 1.19 | 1.03 | 1.36 | 0.87 | 1.13 | 3.50 | 1.13 | 0.011 | 0.024 | Bal. |
| B | 1.23 | 1.59 | 1.41 | 0.92 | 1.24 | 3.48 | 1.05 | 0.016 | 0.025 | Bal. |
| Alloy | C | B | Mo | Si | Mn | Cr | V | Fe |
|---|---|---|---|---|---|---|---|---|
| A | 13.45 | 18.33 | 2.88 | 0.96 | 0.24 | 6.77 | 1.79 | 55.58 |
| B | 11.26 | 22.69 | 3.15 | 0.63 | 0.51 | 5.24 | 1.81 | 54.71 |
| Phase | C | B | Mo | Si | Mn | Cr | V | Fe |
|---|---|---|---|---|---|---|---|---|
| B-rich carbides | 11.68 | 19.65 | 3.56 | 1.12 | 0.56 | 5.69 | 1.52 | 56.13 |
| Precipited particles | 9.88 | 13.21 | 2.64 | 1.35 | 0.94 | 6.99 | 2.56 | 62.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Yang, P.; Wang, R. Investigation of the Microstructures and Properties of B-Bearing High-Speed Alloy Steel. Coatings 2022, 12, 1650. https://doi.org/10.3390/coatings12111650
Zhang J, Yang P, Wang R. Investigation of the Microstructures and Properties of B-Bearing High-Speed Alloy Steel. Coatings. 2022; 12(11):1650. https://doi.org/10.3390/coatings12111650
Chicago/Turabian StyleZhang, Jingqiang, Penghui Yang, and Rong Wang. 2022. "Investigation of the Microstructures and Properties of B-Bearing High-Speed Alloy Steel" Coatings 12, no. 11: 1650. https://doi.org/10.3390/coatings12111650
APA StyleZhang, J., Yang, P., & Wang, R. (2022). Investigation of the Microstructures and Properties of B-Bearing High-Speed Alloy Steel. Coatings, 12(11), 1650. https://doi.org/10.3390/coatings12111650