
Mechanical and Tribological Study on Aluminum Coatings with High-Pressure and Low-Pressure Cold-Spray Processes

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cold-Spray Deposition Process
2.2. Mechanical and Wear Test
2.3. Characterization
3. Results
3.1. Microstructure and Mechanical
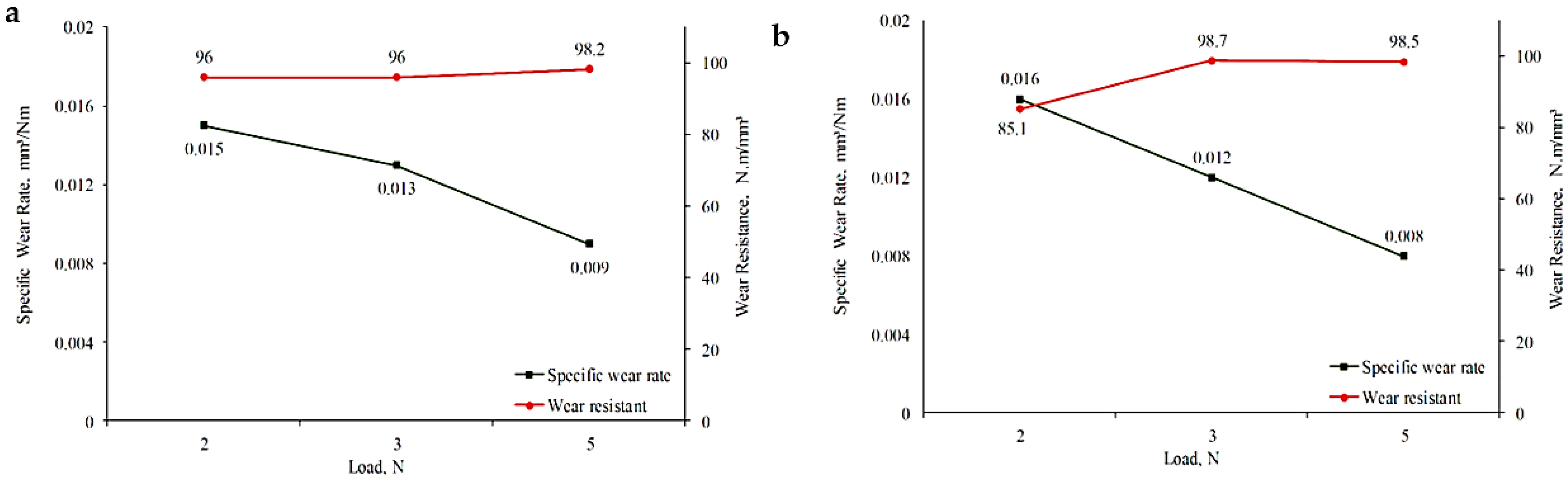
3.2. Friction and Wear
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ogawa, K.; Ito, K.; Ichimura, K.; Ichikawa, Y.; Ohno, S.; Onda, N. Characterization of low-pressure cold-sprayed aluminum coatings. J. Therm. Spray Technol. 2000, 17, 728–735. [Google Scholar] [CrossRef]
- Nordheim, E.; Barrasso, G. Sustainable development indicators of the European aluminium industry. J. Clean. Prod. 2007, 15, 275–279. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, L.; Zhang, J. A review of electrode materials for electrochemical supercapacitors. Chem. Soc. Rev. 2012, 41, 797–828. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Attia, H.; Meshreki, M.; Korashy, A.; Thomson, V.; Chung, V. Fretting wear characteristics of cold gas-dynamic sprayed aluminum alloys. Tribol. Int. 2011, 44, 1407–1416. [Google Scholar] [CrossRef]
- Singh, J.; Lal, H.; Bala, N. Study of wear behaviour of HVOF and cold sprayed coatings on boiler steels. Int. J. Mech. Eng. Robot. Res. 2013, 2, 134–138. [Google Scholar]
- Bolelli, G.; Lusvarghi, L.; Barletta, M. Heat treatment effects on the corrosion resistance of some HVOF-sprayed metal alloy coatings. Surf. Coat. Technol. 2008, 202, 4839–4847. [Google Scholar] [CrossRef]
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V.M. Cold Spray Technology, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Manap, A.; Seo, D.; Ogawa, K. Characterization of thermally grown oxide on cold sprayed CoNiCrAlY bond coat in thermal barrier coating. Mater. Sci. Forum 2011, 696, 324–329. [Google Scholar] [CrossRef]
- Manap, A.; Nooririnah, O.; Misran, H.; Okabe, T.; Ogawa, K. Experimental and SPH study of cold spray impact between similar and dissimilar metals. Surf. Eng. 2014, 30, 335–341. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Manap, A.; Mahalingam, S.; Yusof, S.N.A.; Afandi, N.; Abdullah, H. Impact Behaviour of Aluminum Particles upon Aluminum, Magnesium, and Titanium Substrates using High Pressure and Low-Pressure Cold Spray. Sains Malays. 2022, 51, 585–597. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From particle acceleration to impact and bonding in cold spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef]
- Manap, A.; Ogawa, K.; Okabe, T. Numerical analysis of interfacial bonding of aluminum powder particle and aluminum substrate by cold spray technique using the SPH method. J. Solid Mech. Mater. Eng. 2012, 6, 241–250. [Google Scholar] [CrossRef] [Green Version]
- Singh, H.; Sidhu, T.S.; Kalsi, S.B. Cold spray technology: Future of coating deposition processes. Frat. Integrità Strutt. 2012, 22, 69–84. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Birbilis, N.; Zhang, M.X. Interfacial structure between particles in an aluminum deposit produced by cold spray. Mater. Lett. 2011, 65, 1576–1578. [Google Scholar] [CrossRef]
- Yusof, S.N.A.; Manap, A.; Misran, H.; Othman, S.Z. Computational analysis of single and multiple impacts of low pressure and high pressure cold sprayed aluminum particles using SPH. Adv. Mater. Res. 2014, 974, 147–151. [Google Scholar] [CrossRef]
- Yalcin, B. Effect of porosity on the mechanical properties and wear performance of 2% copper reinforced sintered steel used in shock absorber piston production. J. Mater. Sci. Technol. 2009, 25, 577–582. [Google Scholar]
- Lee, H.; Shin, H.; Lee, S.; Ko, K. Effect of gas pressure on Al coatings by cold gas dynamic spray. Mater. Lett. 2008, 62, 1579–1581. [Google Scholar] [CrossRef]
- Wang, Q.; Qiu, D.; Xiong, Y.; Birbilis, N.; Zhang, M.X. High resolution microstructure characterization of the interface between cold sprayed Al coating and Mg alloy substrate. Appl. Surf. Sci. 2014, 289, 366–369. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Crawford, G.A.; West, M.K. An investigation into microstructure and mechanical properties of cold sprayed 7075 Al deposition. Mater. Sci. Eng. A 2015, 625, 19–27. [Google Scholar] [CrossRef]
- Marzbanrad, B.; Jahed, H.; Toyserkani, E. On the evolution of substrate’s residual stress during cold spray process: A parametric study. Mater. Des. 2018, 138, 90–102. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Coleman, A.; Murray, K.; Kearns, M.; Vuoristo, P. High pressure cold sprayed (HPCS) and low pressure cold sprayed (LPCS) coatings prepared from OFHC Cu feedstock: Overview from powder characteristics to coating properties. J. Therm. Spray Technol. 2012, 21, 1065–1075. [Google Scholar] [CrossRef]
- Ning, X.J.; Jang, J.H.; Kim, H.J.; Li, C.J.; Lee, C. Cold spraying of Al-Sn binary alloy: Coating characteristics and particle bonding features. Surf. Coat. Technol. 2008, 202, 1681–1687. [Google Scholar] [CrossRef]
- Julio, V. Current and future applications of cold spray technology. Met. Finish. 2010, 108, 37–39. [Google Scholar]
- Asuke, F.; Abdulwahab, M.; Aigbodion, V.S.; Fayomi, O.S.; Aponbiede, O. Effect of load on the wear behaviour of polypropylene/carbonized bone ash particulate composite. Egypt. J. Basic Appl. Sci. 2014, 1, 67–70. [Google Scholar] [CrossRef]
- Stott, F.H. The role of oxidation in the wear of alloys. Tribol. Int. 1998, 31, 61–71. [Google Scholar] [CrossRef]
- Manap, A.; Okabe, T.; Ogawa, K.; Mahalingam, S.; Abdullah, H. Experimental and smoothed particle hydrodynamics analysis of interfacial bonding between aluminum powder particles and aluminum substrate by cold spray technique. Int. J. Adv. Manuf. Technol. 2019, 103, 4519–4527. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | HPCS | LPCS |
|---|---|---|
| Size (µm) | 25 | 25 |
| Working gas | Helium | Air |
| Gas pressure (MPa) | 2.0 | 0.6 |
| Initial temperature (K) | 300 | 300 |
| Nozzle distance (mm) | 15 | 15 |
| Number of layers | 20 | 20 |
| Parameters | Selected Value |
|---|---|
| Applied load (N) | 2, 3 and 5 |
| Velocity (m/s) | 0.1 |
| Environment | Air |
| Temperature (°C) | 25 ± 2 |
| Humidity (%) | 55 ± 5 |
| Speed of motor (rpm) | 200 |
| Sliding distance (m) | 400 |
| Track diameter (mm) | 30 |
| Duration (s) | 960 |
| Process | Vickers Hardness (HV) | Porosity (%) |
|---|---|---|
| HPCS | 174.3 | 7.72 |
| LPCS | 196.6 | 3.48 |
| Process | Oxygen Composition (%) | |||
|---|---|---|---|---|
| Initial | 2 N | 3 N | 5 N | |
| HPCS | 16.49 | 17.02 | 31.20 | 45.38 |
| LPCS | 18.85 | 16.59 | 35.23 | 47.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manap, A.; Afandi, N.; Mahalingam, S.; Yusof, S.N.A.; Mohd. Rosli, Z. Mechanical and Tribological Study on Aluminum Coatings with High-Pressure and Low-Pressure Cold-Spray Processes. Coatings 2022, 12, 1792. https://doi.org/10.3390/coatings12111792
Manap A, Afandi N, Mahalingam S, Yusof SNA, Mohd. Rosli Z. Mechanical and Tribological Study on Aluminum Coatings with High-Pressure and Low-Pressure Cold-Spray Processes. Coatings. 2022; 12(11):1792. https://doi.org/10.3390/coatings12111792
Chicago/Turabian StyleManap, Abreeza, NF Afandi, Savisha Mahalingam, Siti Nurul Akmal Yusof, and Zulkifli Mohd. Rosli. 2022. "Mechanical and Tribological Study on Aluminum Coatings with High-Pressure and Low-Pressure Cold-Spray Processes" Coatings 12, no. 11: 1792. https://doi.org/10.3390/coatings12111792
APA StyleManap, A., Afandi, N., Mahalingam, S., Yusof, S. N. A., & Mohd. Rosli, Z. (2022). Mechanical and Tribological Study on Aluminum Coatings with High-Pressure and Low-Pressure Cold-Spray Processes. Coatings, 12(11), 1792. https://doi.org/10.3390/coatings12111792