
The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing


Abstract
:1. Introduction
- Performing steady-state thermal analyses for the specified materials by creating a nozzle model;
- Assessing the effects of a TBC on the energy efficiency of various materials in the nozzle (i.e., brass, copper, and hardened steel) of the 3D printer;
- Determination of the energy efficiency on the coating and uncoated nozzle with the TBC method.
The Energy Required to Melt Filament in 3D Printing Technology
2. Materials and Simulation
2.1. Materials
2.2. The Heat Transfer Model of the Nozzle
2.3. Simulation of Finite Element Analysis
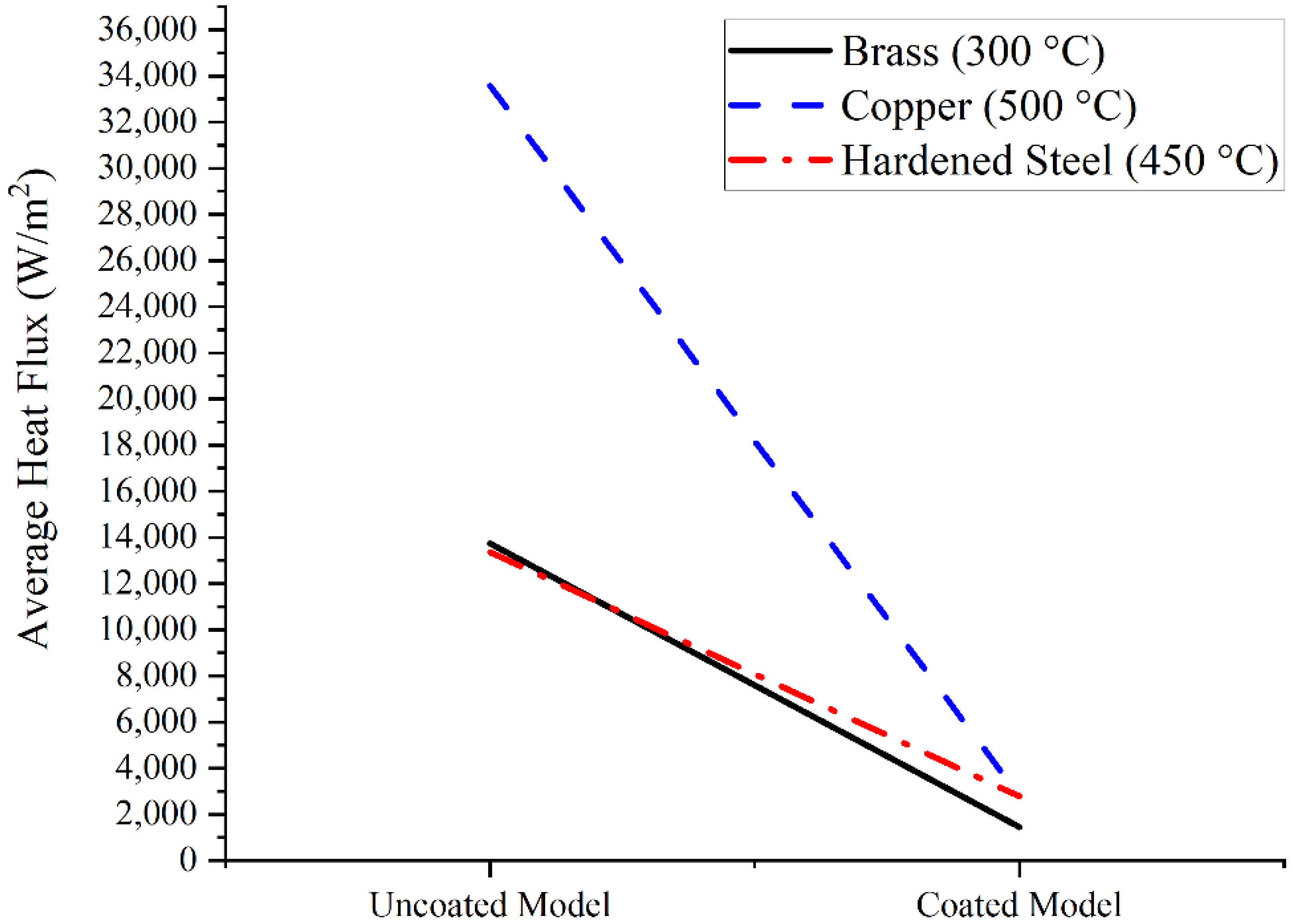
- The operating temperatures of the nozzles made of various materials were different. In this study, the brass, copper, and hardened steel nozzles had maximum operating temperatures of 300, 500, and 450 °C, respectively. According to the type of material, the operating temperatures of the nozzles were applied from the socket of the heater cartridge of the AHB;
- The ambient air temperature that the models came into contact with was 22 °C. Due to the lack of air flow, the heat transfer from the model to the air occurred by natural convection, and the heat transfer coefficient was 5 W/m2 K;
- The thermal properties of the bond layer and the TBC were used in the analyses as indicated in Table 1.
3. Results and Discussion
4. Conclusions
- The TBC method greatly reduced the amount of heat transferred into the environment, preventing energy losses and increasing energy efficiency. The applicability of the TBC method in 3D printers has been demonstrated in the literature, and it is clear that it will increase the thermal efficiency;
- It was found that the average heat flux was greatly reduced by applying a TBC to nozzles made of brass, copper, and hardened steel;
- Although the energy efficiency of the copper nozzle was the same rate as the other nozzles, there was a numerically higher energy efficiency than the other nozzles. This is because copper has a high thermal conductivity coefficient, and the operating temperature of the copper nozzle was higher than the other nozzles. If the difference between the ambient temperature and the operating temperature was large, the heat flow will increase according to the theory of heat transfer by convection. The TBC prevented heat loss and provided high energy efficiency;
- Reducing energy losses will cause the heater element to work less. This will contribute to energy efficiency by reducing the energy consumption used for heating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Luo, X.; Yang, C.; Fu, Z.Q.; Liu, L.H.; Lu, H.Z.; Ma, H.W.; Wang, Z.; Li, D.D.; Zhang, L.C.; Li, Y.Y. Achieving Ultrahigh-Strength in Beta-Type Titanium Alloy by Controlling the Melt Pool Mode in Selective Laser Melting. Mater. Sci. Eng. A 2021, 823, 141731. [Google Scholar] [CrossRef]
- Luo, X.; Liu, L.H.; Yang, C.; Lu, H.Z.; Ma, H.W.; Wang, Z.; Li, D.D.; Zhang, L.C.; Li, Y.Y. Overcoming the Strength–Ductility Trade-off by Tailoring Grain-Boundary Metastable Si-Containing Phase in β-Type Titanium Alloy. J. Mater. Sci. Technol. 2021, 68, 112–123. [Google Scholar] [CrossRef]
- Wojtyła, S.; Klama, P.; Baran, T. Is 3D Printing Safe? Analysis of the Thermal Treatment of Thermoplastics: ABS, PLA, PET, and Nylon. J. Occup. Environ. Hyg. 2017, 14, D80–D85. [Google Scholar] [CrossRef] [PubMed]
- Demir, H. The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer. Coatings 2021, 11, 792. [Google Scholar] [CrossRef]
- Veselý, P. Nozzle temperature effect on 3d printed structure properties. In Proceedings of the Elektrotechnológia 2019, Zuberec, Slovakia, 21–23 May 2019; Volume 7. [Google Scholar]
- Demir, H.; Coşgun, A.E. 3B Yazıcılarda Kullanılan Farklı Tip Ekstüderlerin ANSYS Programı ile Termal Analizlerinin Gerçekleştirilmesi. Düzce Üniversitesi Bilim Teknol. Derg. 2021, 10, 275–284. [Google Scholar] [CrossRef]
- Demir, H.; Coşgun, A.E. Comparison of PLA and ABS on Robot Arm Model and 3D Technology. Eur. J. Adv. Eng. Technol. 2019, 6, 38–44. [Google Scholar]
- Czyżewski, P.; Marciniak, D.; Nowinka, B.; Borowiak, M.; Bieliński, M. Influence of Extruder’s Nozzle Diameter on the Improvement of Functional Properties of 3D-Printed PLA Products. Polymers 2022, 14, 356. [Google Scholar] [CrossRef] [PubMed]
- Hopkins, N.; Jiang, L.; Brooks, H. Energy Consumption of Common Desktop Additive Manufacturing Technologies. Clean. Eng. Technol. 2021, 2, 100068. [Google Scholar] [CrossRef]
- Rejeski, D.; Zhao, F.; Huang, Y. Research Needs and Recommendations on Environmental Implications of Additive Manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Li, L.; Pan, Y.; Sun, Z. Energy Consumption Modeling of Stereolithography-Based Additive Manufacturing toward Environmental Sustainability. J. Ind. Ecol. 2017, 21, 12589. [Google Scholar] [CrossRef] [Green Version]
- Kushwaha, A.K.; Mishra, S.P.; Vishwakarma, M.K.; Chauhan, S.; Jappor, H.R.; Khenata, R.; Omran, S. Bin Theoretical Study of Thermal Conductivity, Mechanical, Vibrational and Thermodynamical Properties of Ln2Zr2O7 (Ln = La, Nd, Sm, and Eu) Pyrochlore. Inorg. Chem. Commun. 2021, 127, 108495. [Google Scholar] [CrossRef]
- Hayashi, H.; Saitou, T.; Maruyama, N.; Inaba, H.; Kawamura, K.; Mori, M. Thermal Expansion Coefficient of Yttria Stabilized Zirconia for Various Yttria Contents. Solid State Ion. 2005, 176, 613–619. [Google Scholar] [CrossRef]
- Itoh, Y.; Saitoh, M. Mechanical Properties of Overaluminized MCrAlY Coatings at Room Temperature. J. Eng. Gas Turbines Power 2005, 127, 807–813. [Google Scholar] [CrossRef]
- Khaloobagheri, M.; Janipour, B.; Askari, N.; Shafiee Kamal Abad, E. Characterisation of Powder Metallurgy Cu-ZrO2 Composites. Adv. Prod. Eng. Manag. 2013, 242–248. [Google Scholar] [CrossRef] [Green Version]
- Manohar, B.; Jothi, M.; Rajamanickam, U. The Effects of Thermal Barrier Coating on Thermal Stress and Temperature Distribution in a Diesel Engine Piston for Magnesia/Yittria Partially Stabliliszed Zirconia. IJRMET 2016, 6, 8. [Google Scholar]
- Online Materials Information Resource. MatWeb. Available online: https://www.matweb.com/index.aspx (accessed on 1 May 2022).
- Singh, G.; Bala, N.; Mishra, A. Comprehensive Review on Mcraly Coatings: Structure, Properties and Future. Int. J. Adv. Sci. Technol. 2020, 29, 4867–4870. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Printing Temperature (°C) | Decomposition Temperature (°C) |
|---|---|---|
| ABS | 230–250 | 380–430 |
| PLA | 200–235 | 300–400 |
| Nylon | 240–280 | 390–450 |
| PET | 160–210 | 350–480 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demir, H.; Cosgun, A.E. The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing. Coatings 2022, 12, 690. https://doi.org/10.3390/coatings12050690
Demir H, Cosgun AE. The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing. Coatings. 2022; 12(5):690. https://doi.org/10.3390/coatings12050690
Chicago/Turabian StyleDemir, Hasan, and Atıl Emre Cosgun. 2022. "The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing" Coatings 12, no. 5: 690. https://doi.org/10.3390/coatings12050690
APA StyleDemir, H., & Cosgun, A. E. (2022). The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing. Coatings, 12(5), 690. https://doi.org/10.3390/coatings12050690