
Enhanced Metal Coating Adhesion by Surface Modification of 3D Printed PEKKs


Abstract
:1. Introduction
2. Materials and Methods
2.1. PEKK 3D Printing
2.2. Preparation of Electroless Plating Solutions
2.3. Characteristic Evaluation
3. Results and Discussion
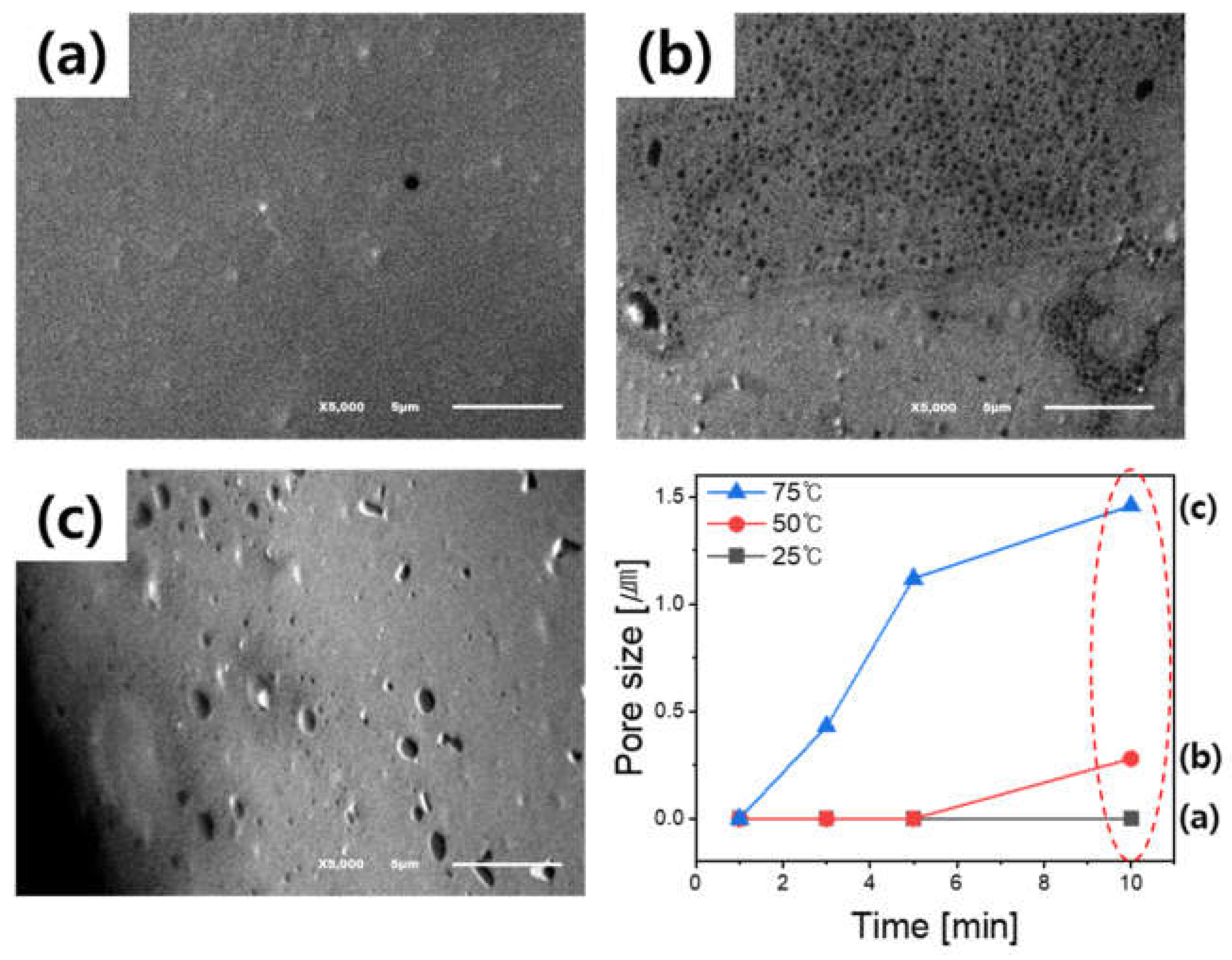
3.1. Pore Generation by H2SO4 Swelling
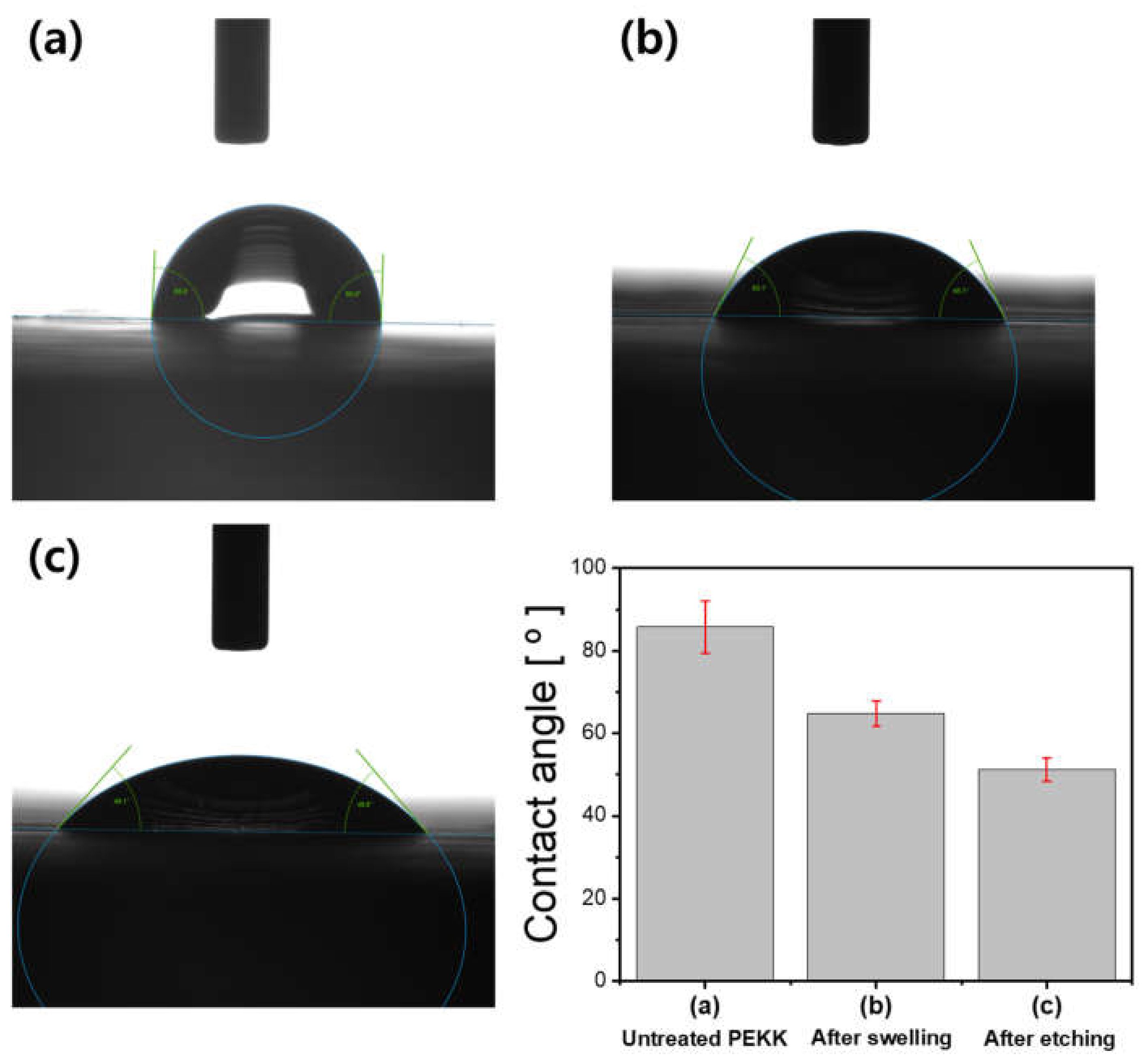
3.2. Hydrophilicity Increase by KMnO4-H3PO4 Etching
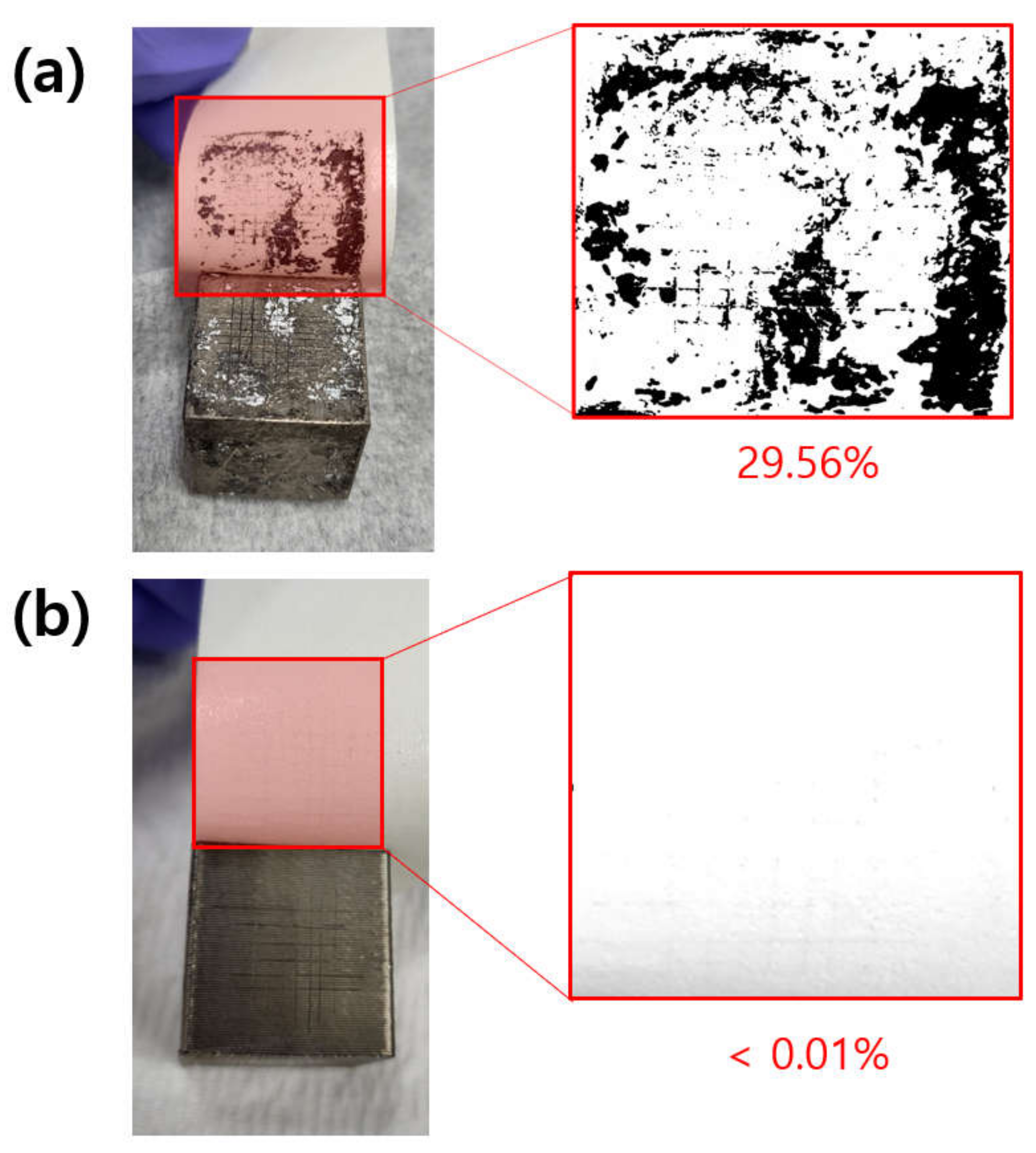
3.3. Adhesion Strength between PEKK-Ni Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Doumeng, M.; Makhlouf, L.; Berthet, F.; Marsan, O.; Delbé, K.; Denape, J.; Chabert, F. A comparative study of the crystallinity of polyetheretherketone by using density, DSC, XRD, and Raman spectroscopy techniques. Polym. Test. 2021, 93, 106878. [Google Scholar] [CrossRef]
- Grange, N.; Manescau, B.; Chetehouna, K.; Gascoin, N.; Senave, S.; Reynaud, I. Experimental investigation of the fire behaviour of a carbon-PEKK composite used for aeronautical applications. J. Phys. Conf. Ser. 2018, 1107, 32023. [Google Scholar] [CrossRef]
- Caldona, E.B.; Dizon, J.R.C.; Viers, R.A.; Garcia, V.J.; Smith, Z.J.; Advincula, R.C. Additively manufactured high-performance polymeric materials and their potential use in the oil and gas industry. MRS Commun. 2021, 11, 701–715. [Google Scholar] [CrossRef] [PubMed]
- Alqurashi, H.; Khurshid, Z.; Syed, A.U.Y.; Rashid Habib, S.; Rokaya, D.; Zafar, M.S. Polyetherketoneketone (PEKK): An emerging biomaterial for oral implants and dental prostheses. J. Adv. Res. 2021, 28, 87–95. [Google Scholar] [CrossRef] [PubMed]
- Valarmathi, N.; Tyagi, R.N.; Kamath, S.M.; Reddy, B.T.; VenkataRamana, M.; Srinivasan, V.V.; Dutta, C.; Veena, N.; Venketesh, K.; Raveendranath, G.N.; et al. RISAT-1 spacecraft configuration: Architecture, technology and perf. Curr. Sci. 2013, 104, 462–471. [Google Scholar]
- Benavente-Peces, C.; Herrero-Sebastián, I. Worldwide Coverage Mobile Systems for Supra-Smart Cities Communications: Featured Antennas and Design. Smart Cities 2020, 3, 556–584. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM International: West Conshohocken, PA, USA, 2021.
- Baek, I.; Kwon, O.; Lim, C.M.; Park, K.Y.; Bae, C.J. 3D PEEK Objects Fabricated by Fused Filament Fabrication (FFF). Materials 2022, 15, 898. [Google Scholar] [CrossRef] [PubMed]
- Rinaldi, M.; Cecchini, F.; Pigliaru, L.; Ghidini, T.; Lumaca, F.; Nanni, F. Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers 2020, 13, 11. [Google Scholar] [CrossRef] [PubMed]
- Karthikeyan, S.; Ramamoorthy, B. Effect of reducing agent and nano Al2O3 particles on the properties of electroless Ni–P coating. Appl. Surf. Sci. 2014, 307, 654–660. [Google Scholar] [CrossRef]
- Yang, Z.; He, Y.; Li, Z.; Li, N.; Wang, Z. Adhesion Improvement of ABS Resin to Electroless Copper by H2SO4–MnO2 Colloid with Ultrasound-Assisted Treatment. J. Adhes. Sci. Technol. 2012, 25, 1211–1221. [Google Scholar] [CrossRef]
- Han, X.; Wang, G.; He, J.; Guan, J.; He, Y. Influence of temperature on the surface property of ABS resin in KMnO4 etching solution. Surf. Interface Anal. 2019, 51, 177–183. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, Z. Adhesion improvement of electroless copper to PC substrate by a low environmental pollution MnO2–H3PO4–H2SO4–H2O system. Int. J. Adhes. Adhes. 2013, 41, 50–56. [Google Scholar] [CrossRef]
- ASTM D3359-17; Standard Test Methods for Rating Adhesion by Tape Test. ASTM International: West Conshohocken, PA, USA, 2022.
- Zhai, T.; Di, L.; Yang, D. Study on the pretreatment of poly(ether ether ketone)/multiwalled carbon nanotubes composites through environmentally friendly chemical etching and electrical properties of the chemically metallized composites. ACS Appl. Mater. Interfaces 2013, 5, 12499–12509. [Google Scholar] [CrossRef] [PubMed]
- Kim, G.G.; Kang, J.A.; Kim, J.H.; Lee, K.Y.; Kim, S.J.; Kim, S.J. Photocatalytic pretreatment of acrylonitrile–butadiene–styrene polymer for electroless plating. Scr. Mater. 2007, 56, 349–351. [Google Scholar] [CrossRef]
- Akin, S.; Jun, M.B.; Tsai, J.; Park, M.; Jeong, Y.H. Fabrication of Electrically Conductive Patterns on ABS Polymer Using Low-Pressure Cold Spray and Electroless Plating. In Proceedings of the International Manufacturing Science and Engineering Conference, Cincinnati, OH, USA, 3 September 2020. [Google Scholar] [CrossRef]
- Jung, J.P.; Lee, J.H.; Sharma, A. Effect of Surface Pretreatment and Plating Time on Electromagnetic Shielding Reliability of Electroless Plated Copper Layer Conductors. ACS Appl. Electron. Mater. 2022, 4, 1019–1028. [Google Scholar] [CrossRef]
- Andreatta, G.A.L.; Hendricks, N.R.; Grivel, A.; Billod, M. Grafted-to Polymeric Layers Enabling Highly Adhesive Copper Films Deposited by Electroless Plating on Ultra-Smooth Three-Dimensional-Printed Surfaces. ACS Appl. Electron. Mater. 2022, 4, 1864–1874. [Google Scholar] [CrossRef]
- Ren, J.; Li, D.; Zhang, Y.; Yang, W.; Nie, H.Y.; Liu, Y. Laser Direct Activation of Polyimide for Selective Electroless Plating of Flexible Conductive Patterns. ACS Appl. Electron. Mater. 2022, 4–5, 2191–2202. [Google Scholar] [CrossRef]







| Step | Composition | Temperature, Time |
|---|---|---|
| Degreasing | NaOH 25 g/L, Na2CO3 40 g/L, Na3PO4 35 g/L | 60 °C, 15 min |
| Swelling | 12.5, 13.4, 14.3, 15.1, 18.0 mol/L H2SO4 | 25 °C, 3 min |
| Etching | KMnO4 38.5 g/L, 11.3 mol/L H3PO4 | 25 °C, 20 min |
| Conditioner | KIAC (MSC corp.) | 55 °C, 10 min |
| Neutralizers | 1.21 mol/L HCl | 25 °C, 1 min |
| Catalyst | PdCl2 0.8 g/L, SnCl2 50 g/L, 3.05 mol/L HCl | 35 °C, 10 min |
| Activation | 1.79 mol/L H2SO4 | 55 °C, 6 min |
| Electroless plating | NiSO4 25 g/L, NaH2PO2 25 g/L, C6H8O7 25 g/L | 80 °C, 15 min |
| Sample | C (%) | O (%) | Mn (%) | S (%) | P (%) | O/C |
|---|---|---|---|---|---|---|
| (a) Untreated PEKK | 83.5 | 15.6 | 0.1 | 0.7 | 0.1 | 18.70 |
| (b) After H2SO4 swelling | 67.6 | 27.4 | 0.1 | 4.8 | 0.1 | 40.50 |
| (c) After KMnO4 etching | 52.3 | 31.2 | 3.6 | 2.8 | 0.1 | 50.08 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baek, I.; Lim, C.-M.; Park, K.Y.; Ryu, B.K. Enhanced Metal Coating Adhesion by Surface Modification of 3D Printed PEKKs. Coatings 2022, 12, 854. https://doi.org/10.3390/coatings12060854
Baek I, Lim C-M, Park KY, Ryu BK. Enhanced Metal Coating Adhesion by Surface Modification of 3D Printed PEKKs. Coatings. 2022; 12(6):854. https://doi.org/10.3390/coatings12060854
Chicago/Turabian StyleBaek, Inwoo, Chul-Min Lim, Kyoung Youl Park, and Bong Ki Ryu. 2022. "Enhanced Metal Coating Adhesion by Surface Modification of 3D Printed PEKKs" Coatings 12, no. 6: 854. https://doi.org/10.3390/coatings12060854
APA StyleBaek, I., Lim, C. -M., Park, K. Y., & Ryu, B. K. (2022). Enhanced Metal Coating Adhesion by Surface Modification of 3D Printed PEKKs. Coatings, 12(6), 854. https://doi.org/10.3390/coatings12060854