
Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles


 ,
,  ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
2.2. Methods of Characterization
3. Results and Discussion
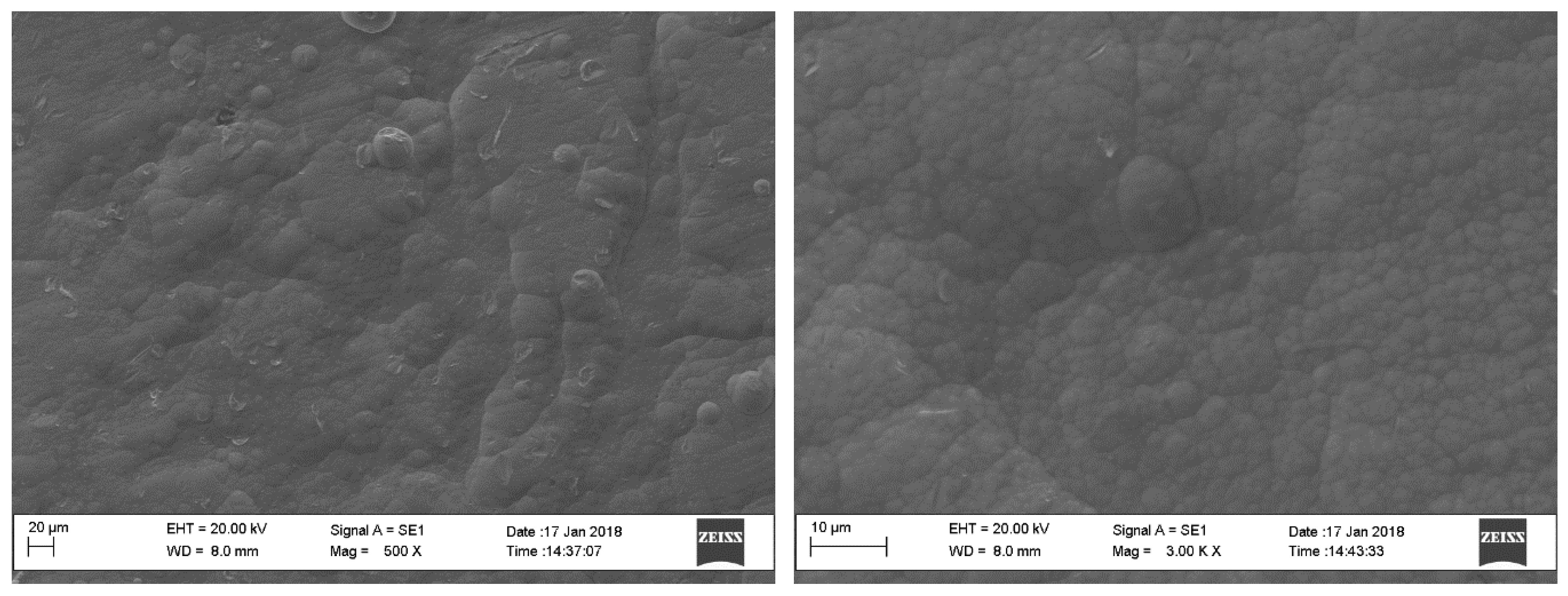
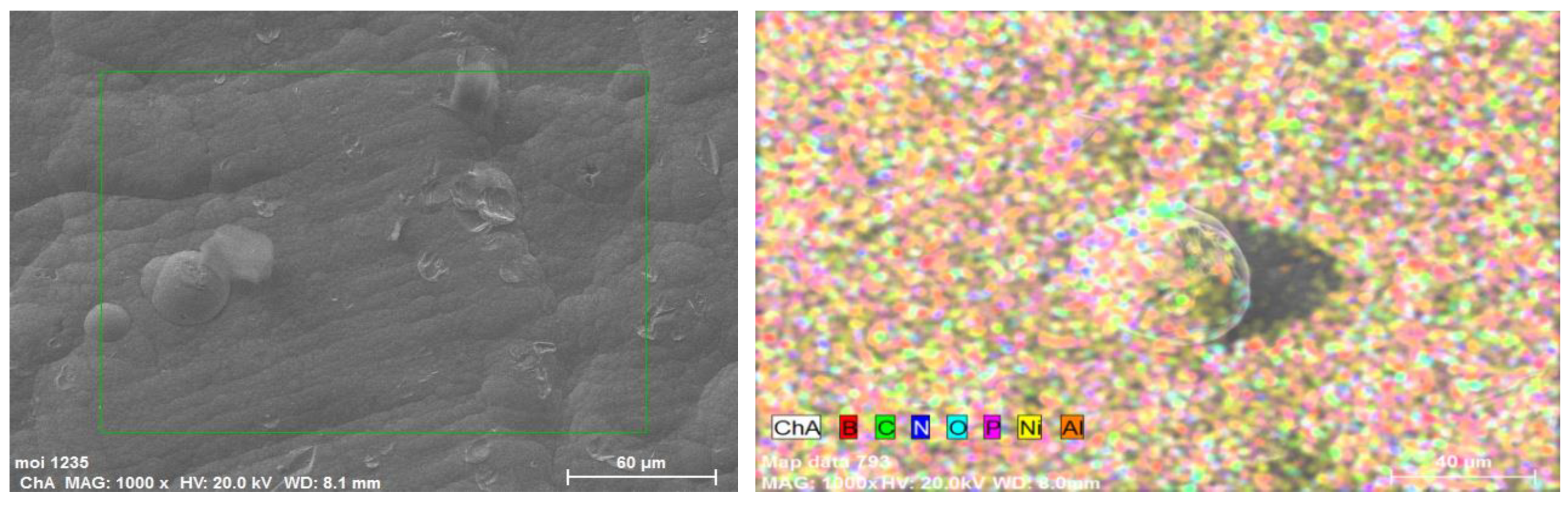
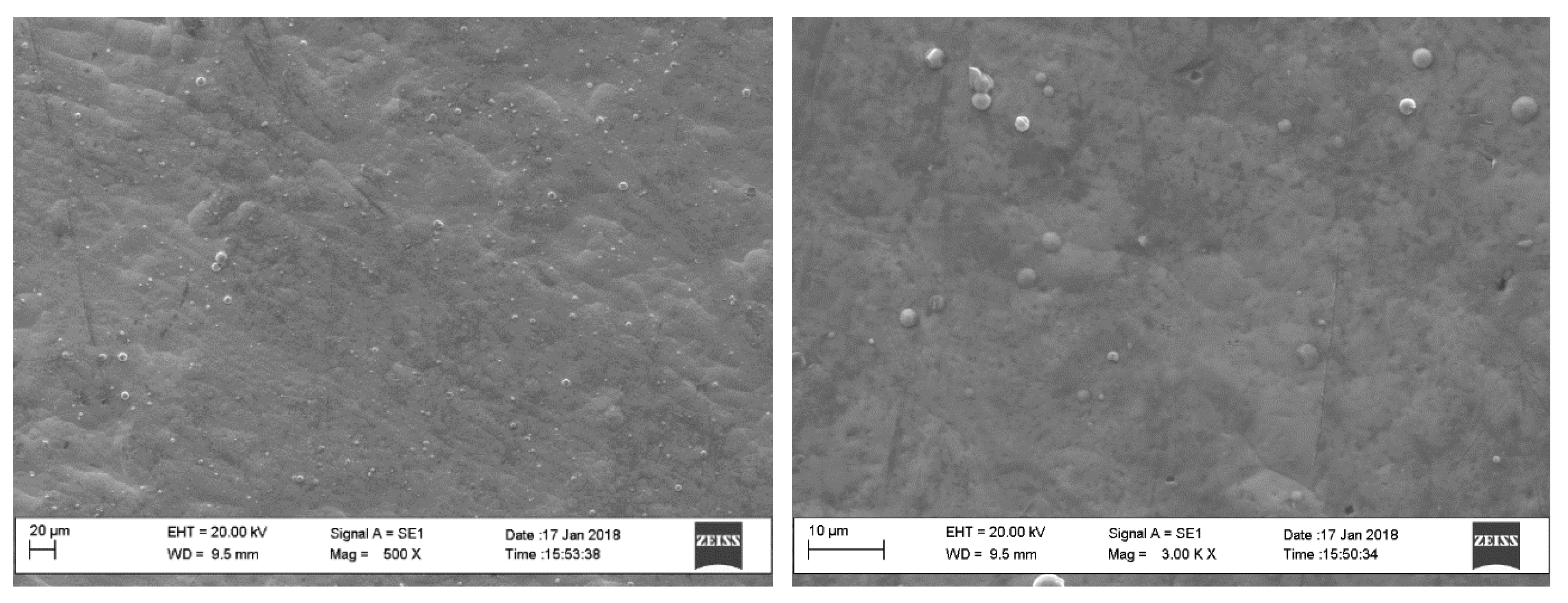
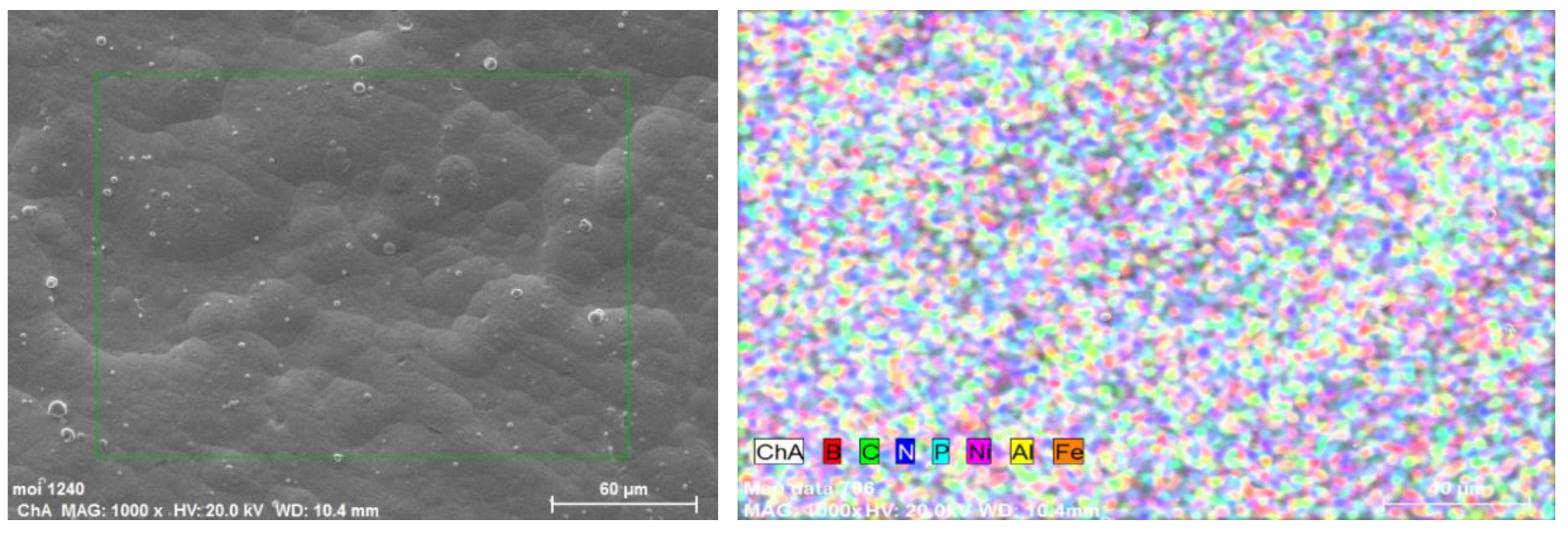
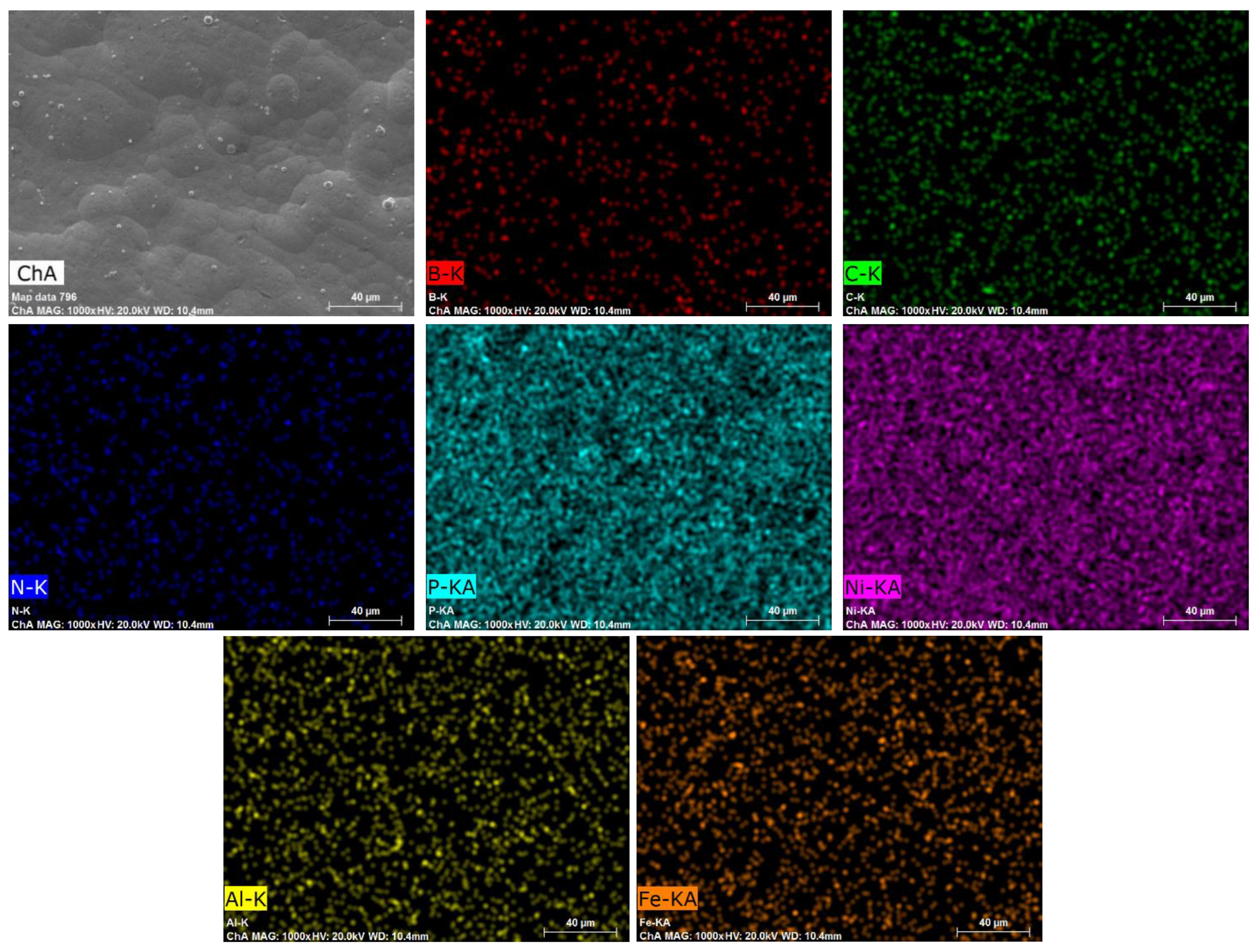
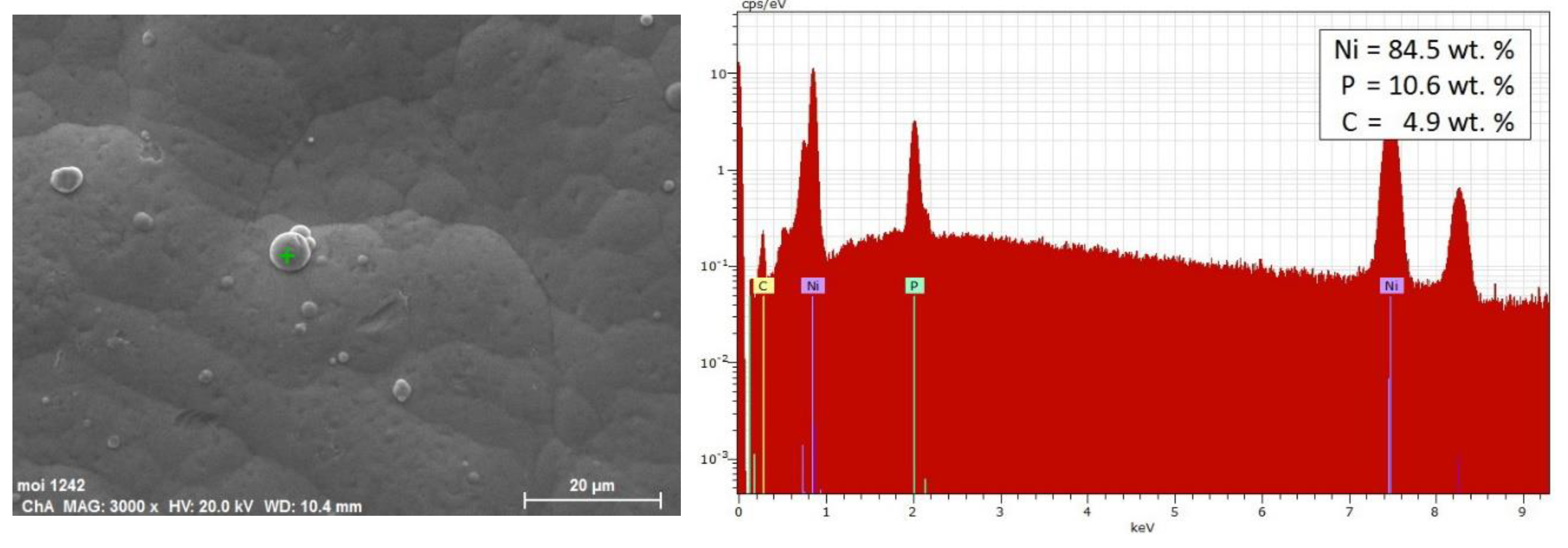
3.1. Microstructure and Composition
3.2. Microhardness and Surface Roughness
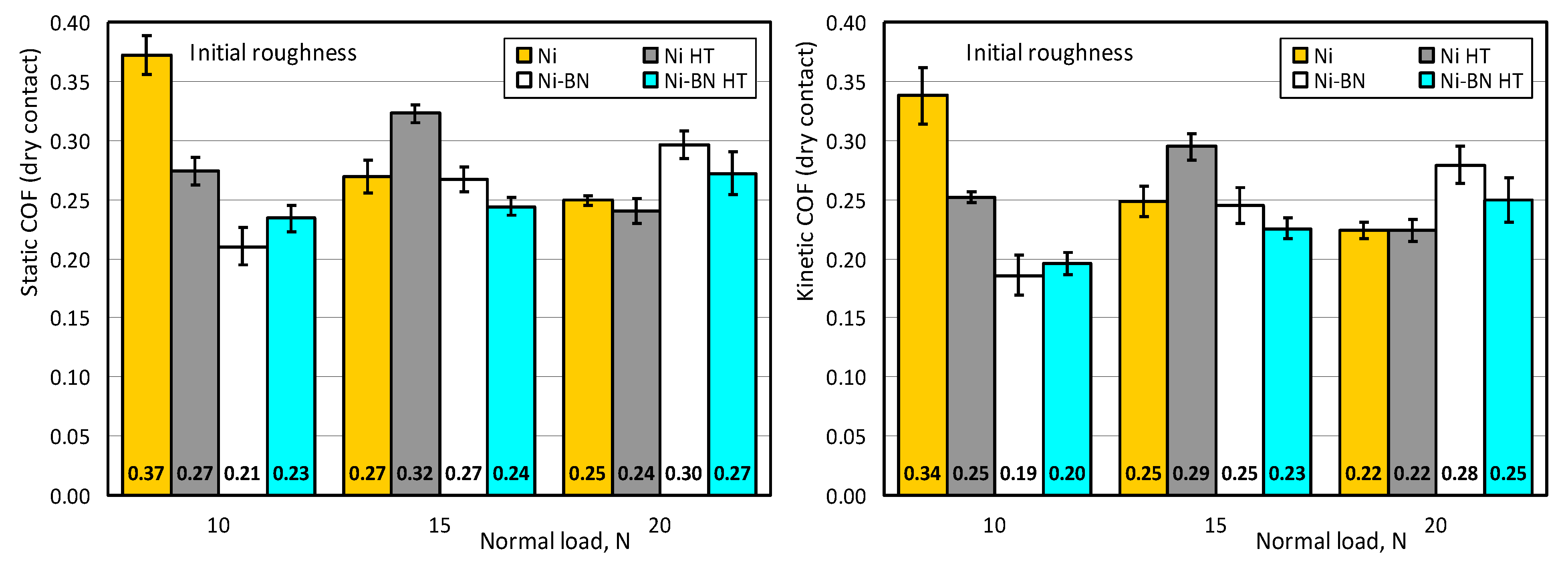
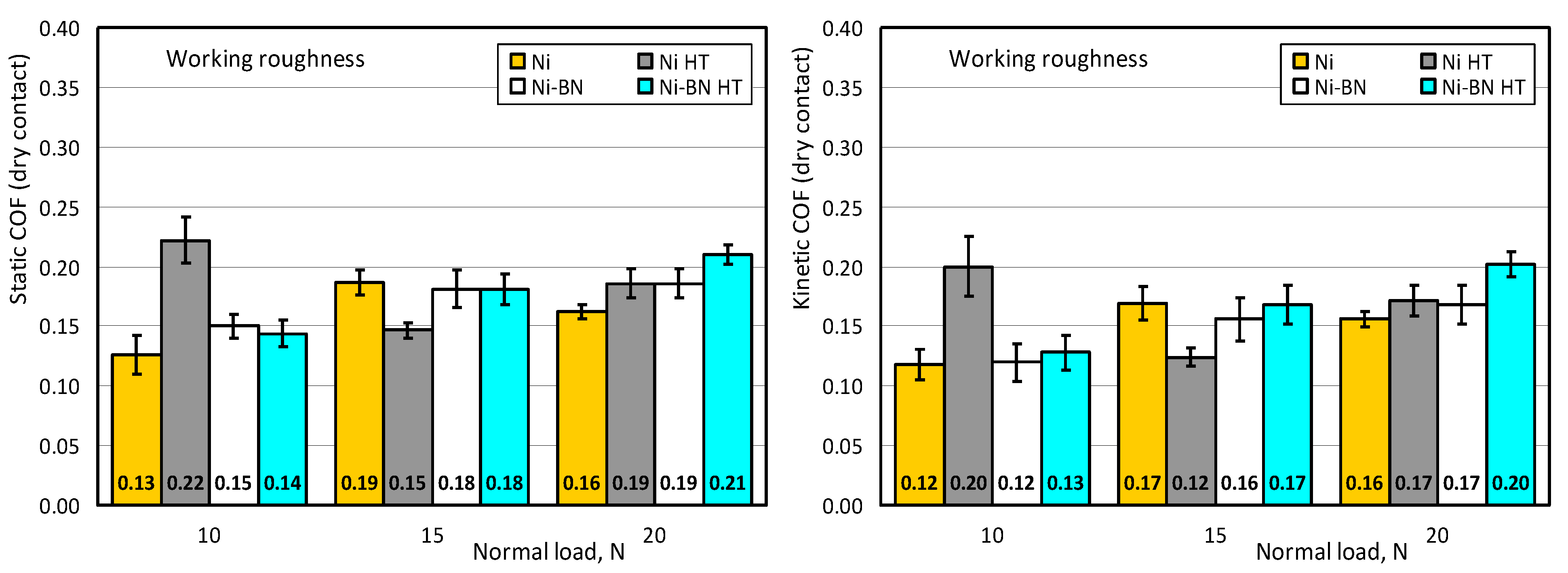
3.3. Dry Contact Friction
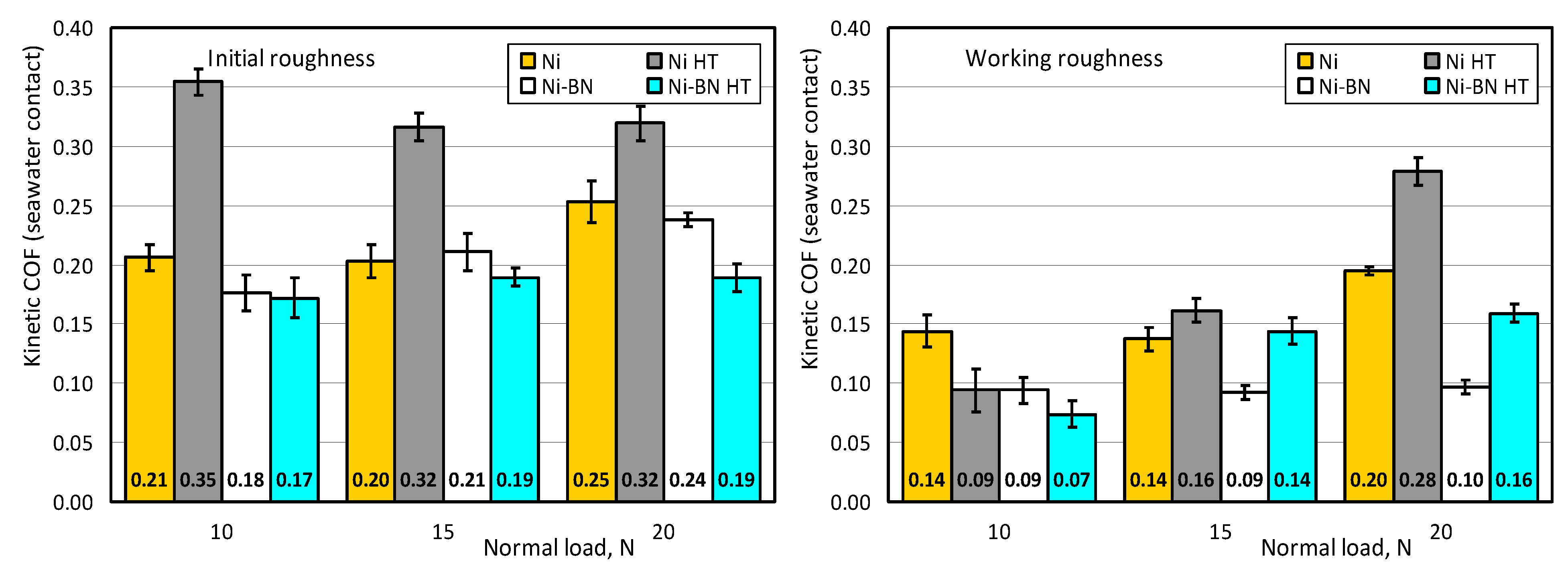
3.4. Seawater Lubricated Contact Friction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kandeva-Ivanova, M.; Vencl, A.; Karastoyanov, D. Advanced Tribological Coatings for Heavy-Duty Applications: Case Studies; Prof. Marin Drinov Publishing House of Bulgarian Academy of Sciences: Sofia, Bulgaria, 2016; pp. 9–37. [Google Scholar]
- Brenner, A.; Riddell, G.E. Nickel Plating by Chemical Reduction. U.S. Patent 2532282, 5 December 1950. [Google Scholar]
- Morcos, B.; Barnstead, M. Electroless nickel plating. Prod. Finish. 2011, 75, 44–48. [Google Scholar]
- Colaruotolo, J.; Tramontana, D. Engineering applications of electroless nickel. In Electroless Plating: Fundamentals and Applications; Mallory, G.O., Hajdu, J.B., Eds.; Noyes Publications/William Andrew Publishing: Norwich, UK, 1990; pp. 207–227. [Google Scholar]
- Gillespie, P. Electroless nickel coatings: Case study. In Surface Engineering Casebook: Solutions to Corrosion and Wear-Related Failures; Burnell-Gray, J.S., Datta, P.K., Eds.; Woodhead Publishing: Cambridge, UK, 1996; pp. 49–72. [Google Scholar]
- Sahoo, P.; Das, S.K. Tribology of electroless nickel coatings—A review. Mater. Des. 2011, 32, 1760–1775. [Google Scholar] [CrossRef]
- Uday Venkat Kiran, K.; Arora, A.; Ratna Sunil, B.; Dumpala, R. Sliding wear characteristics of as-deposited and heat-treated electroless Ni-P coatings against AISI E52100 steel ball. Mater. Res. Express 2019, 6, 036401. [Google Scholar] [CrossRef]
- Mohamed, Y.S.; El-Gamal, H.; Zaghloul, M.M.Y. Micro-hardness behavior of fiber reinforced thermosetting composites embedded with cellulose nanocrystals. Alex. Eng. J. 2018, 57, 4113–4119. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Huang, H.-C.; Chung, S.-T.; Pan, S.-J.; Tsai, W.-T.; Lin, C.-S. Microstructure evolution and hardening mechanisms of Ni-P electrodeposits. Surf. Coat. Technol. 2010, 205, 2097–2103. [Google Scholar] [CrossRef]
- Mucelin, K.J.; da Costa Gonçalves, P.; Hammes, G.; Binder, R.; Janssen, R.; Klein, A.N.; Biasoli de Mello, J.D. Tribological study of self-lubricating composites with hexagonal boron nitride and graphite as solid lubricants. In Proceedings of the 2nd International Brazilian Conference on Tribology—TriboBR 2014, Foz do Iguaçu, Brazil, 3–5 November 2014; pp. 3772–3781. [Google Scholar]
- Khalaj, M.; Golkhatmi, S.Z.; Alem, S.A.A.; Baghchesaraee, K.; Azar, M.H.; Angizi, S. Recent progress in the study of thermal properties and tribological behaviors of hexagonal boron nitride-reinforced composites. J. Compos. Sci. 2020, 4, 116. [Google Scholar] [CrossRef]
- Hussainova, I.; Kommel, L.; Kybarsepp, J.; Kimmari, E. Tribological properties of boron nitride based composites. In Proceedings of the World Tribology Congress III, Washington, DC, USA, 12–16 September 2005; Volume 1, pp. 53–54. [Google Scholar]
- Huang, Z.; Zhao, W.; Zhao, W.; Ci, X.; Li, W. Tribological and anti-corrosion performance of epoxy resin composite coatings reinforced with differently sized cubic boron nitride (CBN) particles. Friction 2021, 9, 104–118. [Google Scholar] [CrossRef] [Green Version]
- Kandeva, M.; Vencl, A.; Assenova, E.; Karastoyanov, D.; Grozdanova, T. Abrasive wear of chemical nickel coatings with boron nitride nano-particles. In Proceedings of the 11th International Conference in Manufacturing Engineering the “A” Coatings, Thessaloniki, Greece, 1–3 October 2014; pp. 319–325. [Google Scholar]
- Parkinson, R. Properties and applications of electroless nickel. In Nickel Development Institute Technical Series; Nickel Development Institute: Toronto, ON, Canada, 1997; p. 10081. [Google Scholar]
- Kennedy, F.E.; Gibson, U.J. Tribological surface treatments and coatings. In Tribology Data Handbook: An Excellent Friction, Lubrication, and Wear Resource; Richard Booser, E., Ed.; CRC Press: Boca Raton, USA, 1997; pp. 581–593. [Google Scholar]
- Kandeva, M.; Svoboda, P.; Nikolov, N.; Todorov, T.; Sofronov, Y.; Pokusová, M.; Vencl, A. Effect of silicon carbide nanoparticles size on friction properties of electroless nickel coatings. J. Environ. Prot. Ecol. 2020, 21, 1314–1325. [Google Scholar]
- Vencl, A.; Jakimovska, K.; Ivanova, B.; Ruzic, J.; Simeonov, S.; Kandeva, M. Static and kinetic friction of electroless Ni composite coatings. J. Achiev. Mater. Manuf. Eng. 2015, 70, 13–21. [Google Scholar]
- Baibordi, A.; Amini, K.; Bina, M.H.; Dehghan, A. The effect of heat treatment temperature on the properties of the composite duplex electroless coating of Ni-P/Ni-B-BN containing boron nitride nanoparticles. Kov. Mater.-Met. Mater. 2014, 52, 263–268. [Google Scholar] [CrossRef] [Green Version]
- Rac, A.; Vencl, A. Metallic Materials of Plain Bearing Metallic Materials: Mechanical and Tribological Properties; Faculty of Mechanical Engineering: Belgrade, Serbia, 2004; pp. 1–16. (In Serbian) [Google Scholar]
- Davis, J.R. (Ed.) Surface Engineering for Corrosion and Wear Resistance; ASM International: Metals Park, OH, USA, 2001; pp. 43–86. [Google Scholar]
- Ivković, B.; Djurdjanović, M.; Stamenković, D. The influence of the contact surface roughness on the static friction coefficient. Tribol. Ind. 2000, 22, 41–44. [Google Scholar]
- Niu, Q.L.; Zheng, X.H.; Ming, W.W.; Chen, M. Friction and wear performance of titanium alloys against tungsten carbide under dry sliding and water lubrication. Tribol. Trans. 2013, 56, 101–108. [Google Scholar] [CrossRef]
- Ri, J.H.; Ripeanu, R.G. Evaluation of the wear and corrosion resistance of coated parallel gate valve. Tribol. Mater. 2022, 1, 11–20. [Google Scholar] [CrossRef]
- Miura, K.; Takata, K.; Fujiwara, K.; Shimosako, Y. Characteristics of static friction in sea water on universal joint member materials. J. Soc. Mater. Sci. Jpn. 2005, 54, 519–523. (In Japanese) [Google Scholar] [CrossRef]
- Zakowski, K.; Narozny, M.; Szocinski, M.; Darowicki, K. Influence of water salinity on corrosion risk—The case of the southern Baltic Sea coast. Environ. Monit. Assess. 2014, 186, 4871–4879. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vencl, A.; Šljivić, V.; Pokusová, M.; Kandeva, M.; Sun, H.; Zadorozhnaya, E.; Bobić, I. Production, microstructure and tribological properties of Zn-Al/Ti metal-metal composites reinforced with alumina nanoparticles. Int. J. Met. 2021, 15, 1402–1411. [Google Scholar] [CrossRef]
- Wang, C.; Ye, Y.; Guan, X.; Hu, J.; Wang, Y.; Li, J. An analysis of tribological performance on Cr/GLC film coupling with Si3N4, SiC, WC, Al2O3 and ZrO2 in seawater. Tribol. Int. 2016, 96, 77–86. [Google Scholar] [CrossRef]
- Ye, Y.; Wang, C.; Wang, Y.; Liu, W.; Liu, Z.; Li, X. The influence of different metallic counterparts on the tribological performance of nc-CrC/GLC in seawater. Surf. Coat. Technol. 2017, 325, 689–696. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Designation | Description | Thickness, μm |
|---|---|---|---|
| 1 | Ni | As-deposited coating without nanoparticles | 26.2 |
| 2 | NiHT | Heat-treated coating without nanoparticles | 12.8 |
| 3 | Ni-BN | As-deposited coating with c-BN nanoparticles | 22.8 |
| 4 | Ni-BNHT | Heat-treated coating with c-BN nanoparticles | 9.5 |
| Component | Concentration, g/L |
|---|---|
| Cl− | 9.89 |
| Na+ | 5.44 |
| SO42− | 1.38 |
| Mg2+ | 0.48 |
| Ca2+ | 0.27 |
| K+ | 0.21 |
| HCO3− | 0.16 |
| No. | Designation | Microhardness HV 0.5 | Surface Roughness (Ra), μm | |
|---|---|---|---|---|
| Initial (as-Deposited) | Working (after Smoothing) | |||
| 1 | Ni | 538 | 0.413 | 0.221 |
| 2 | NiHT | 560 | ||
| 3 | Ni-BN | 518 | ||
| 4 | Ni-BNHT | 590 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kandeva, M.; Zagorski, M.; Nikolić, R.; Stojanović, B.; But, A.; Botko, F.; Piteľ, J.; Vencl, A. Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles. Coatings 2022, 12, 1008. https://doi.org/10.3390/coatings12071008
Kandeva M, Zagorski M, Nikolić R, Stojanović B, But A, Botko F, Piteľ J, Vencl A. Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles. Coatings. 2022; 12(7):1008. https://doi.org/10.3390/coatings12071008
Chicago/Turabian StyleKandeva, Mara, Mihail Zagorski, Ružica Nikolić, Blaža Stojanović, Adrian But, František Botko, Ján Piteľ, and Aleksandar Vencl. 2022. "Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles" Coatings 12, no. 7: 1008. https://doi.org/10.3390/coatings12071008
APA StyleKandeva, M., Zagorski, M., Nikolić, R., Stojanović, B., But, A., Botko, F., Piteľ, J., & Vencl, A. (2022). Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles. Coatings, 12(7), 1008. https://doi.org/10.3390/coatings12071008