
Study on Cold Recycled Asphalt Mixtures with Emulsified/Foamed Asphalt in the Laboratory and On-Site

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
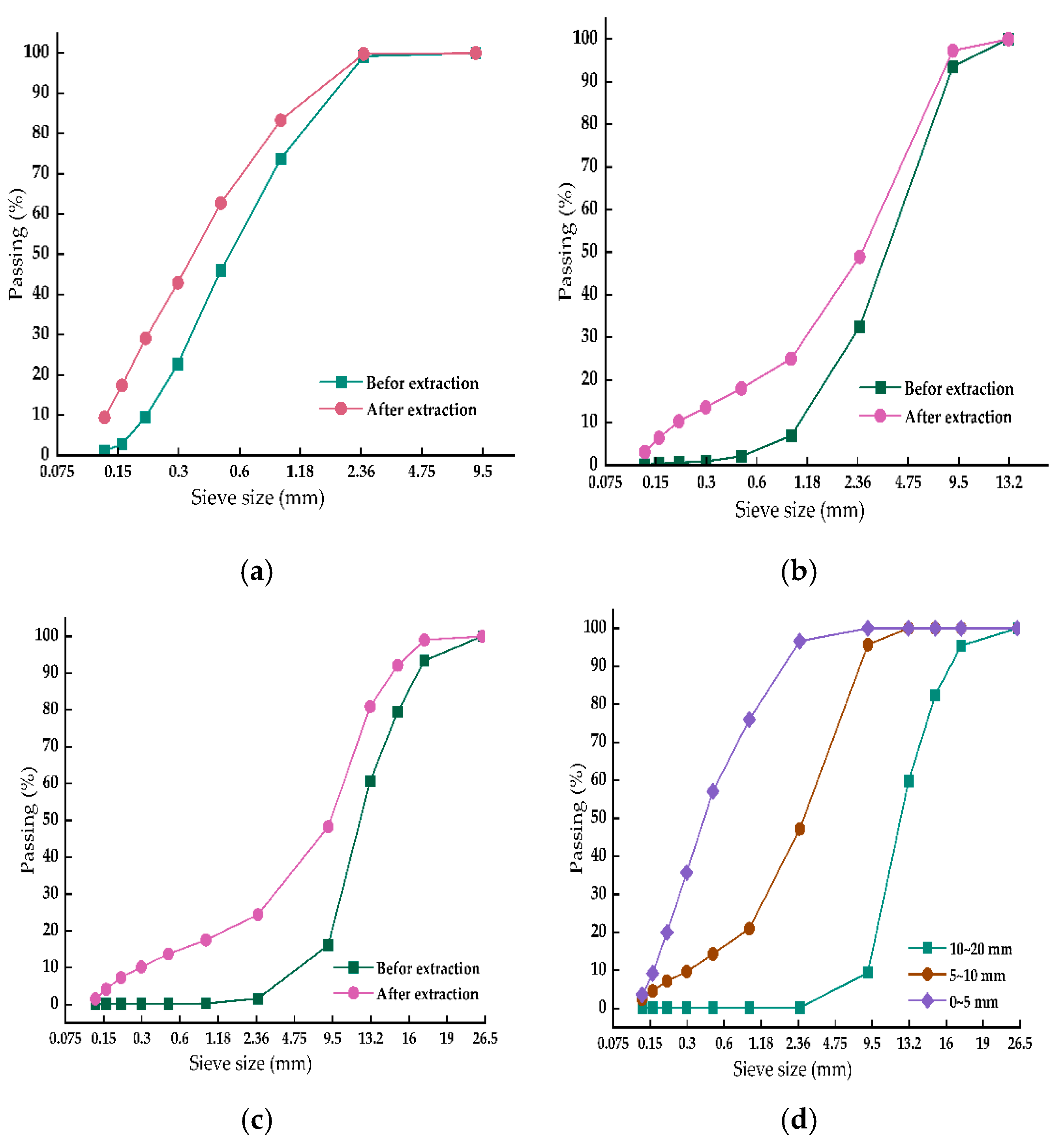
2.1.1. RAP and RAI Materials
2.1.2. Asphalts
2.1.3. New Aggregate, Cement, Mineral Powder, and Water
2.2. Methods
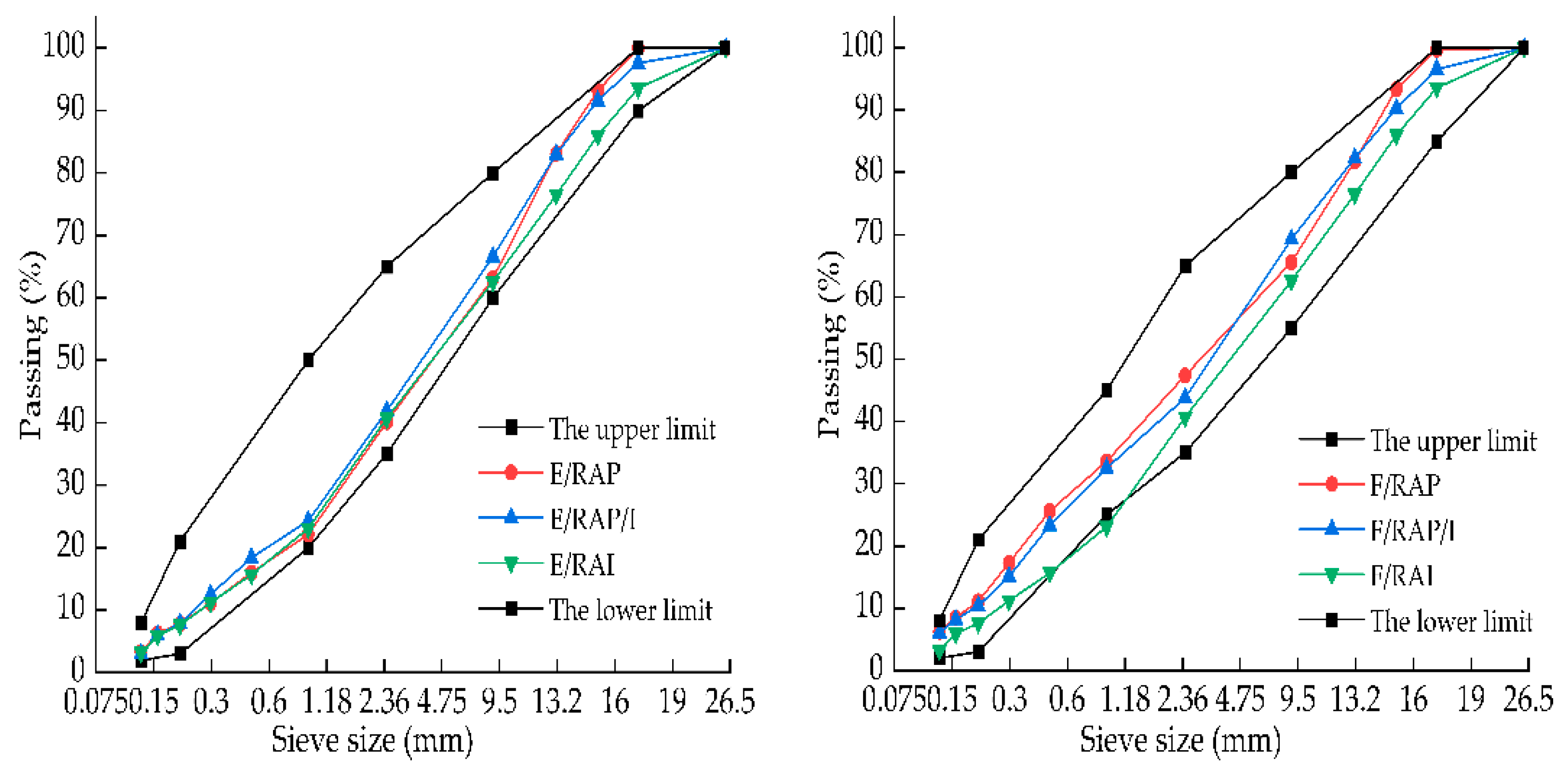
2.2.1. Mix Design
2.2.2. Indirect Tensile Strength (ITS) Test
2.2.3. Freeze–Thaw ITS Test
2.2.4. Water Immersion Marshall Stability Test
2.2.5. High Temperature Rutting Tests
2.2.6. Low Temperature Bending Tests
2.2.7. Dynamic Modulus Tests
2.2.8. In-Field Test Section
3. Results
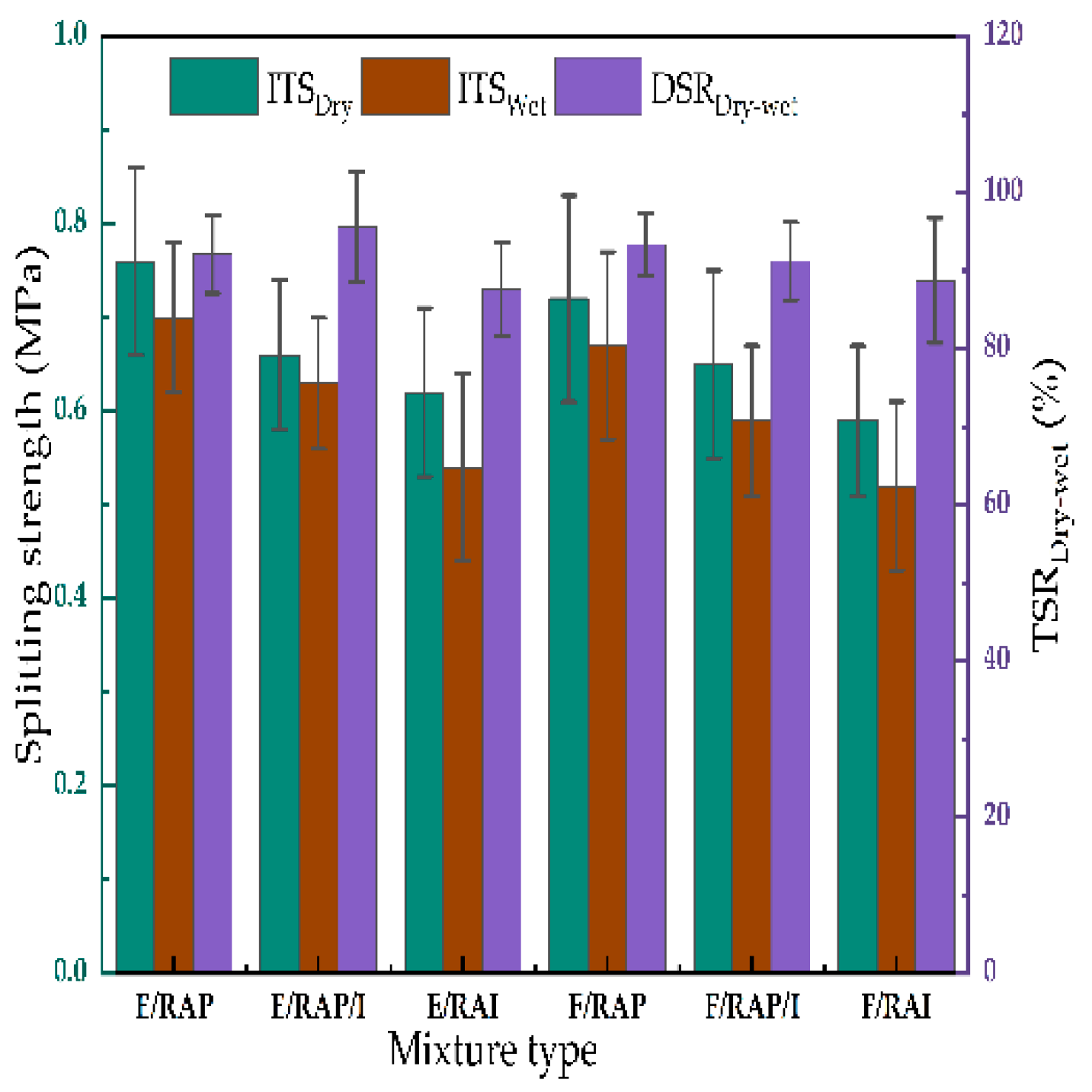
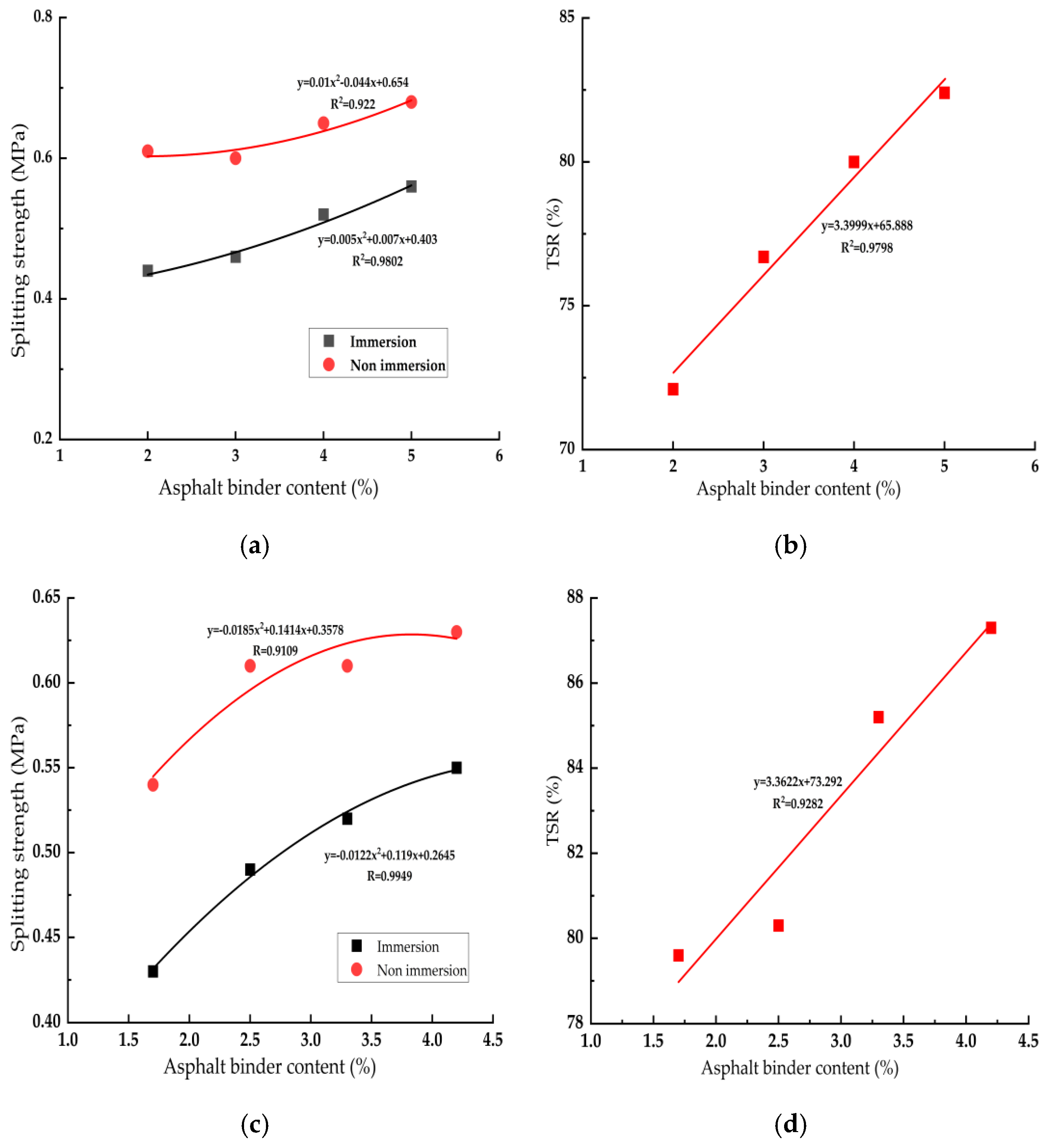
3.1. Indirect Tensile Strength (ITS) Test Result
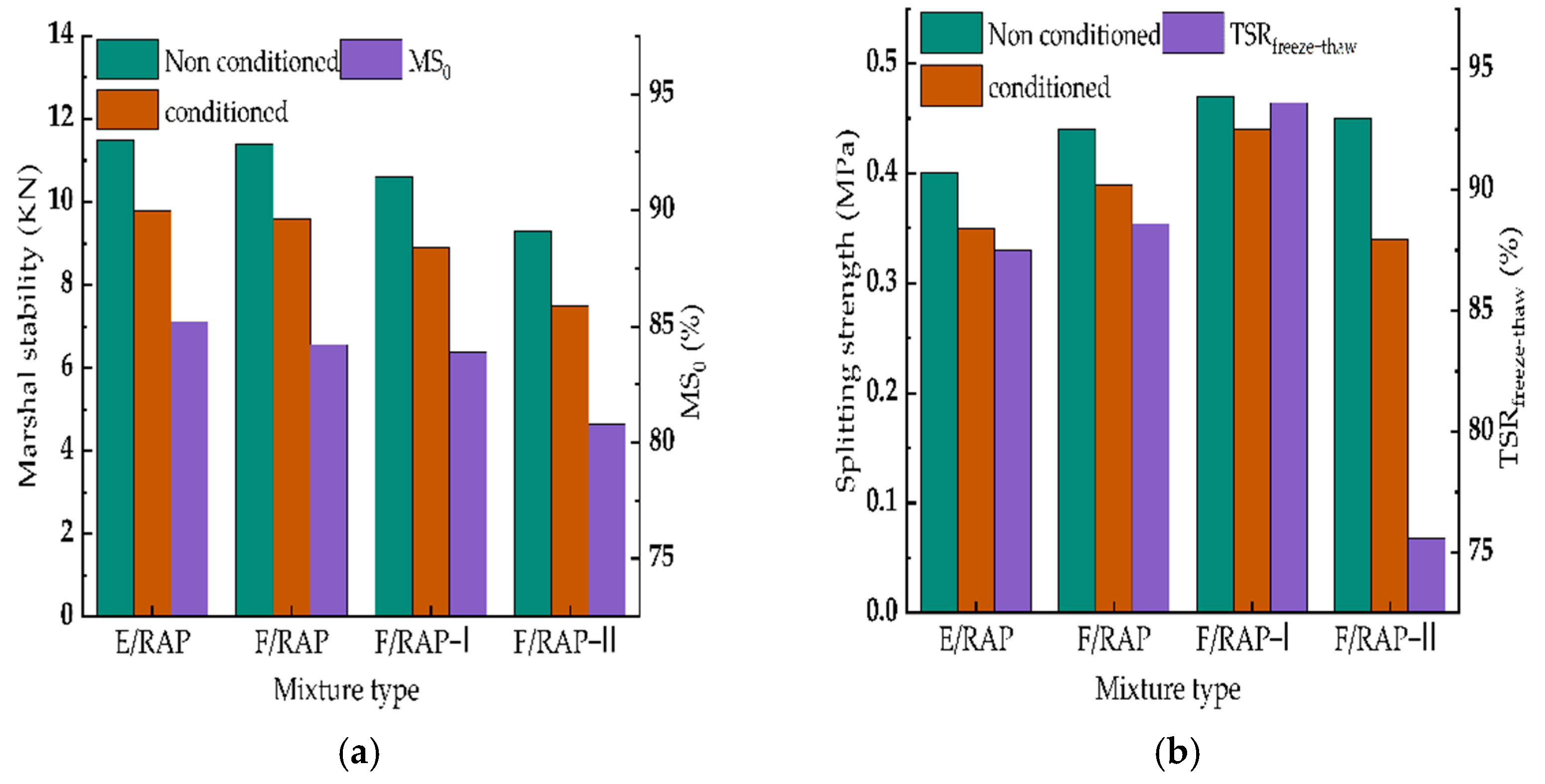
3.2. Freeze–Thaw ITS Test Result
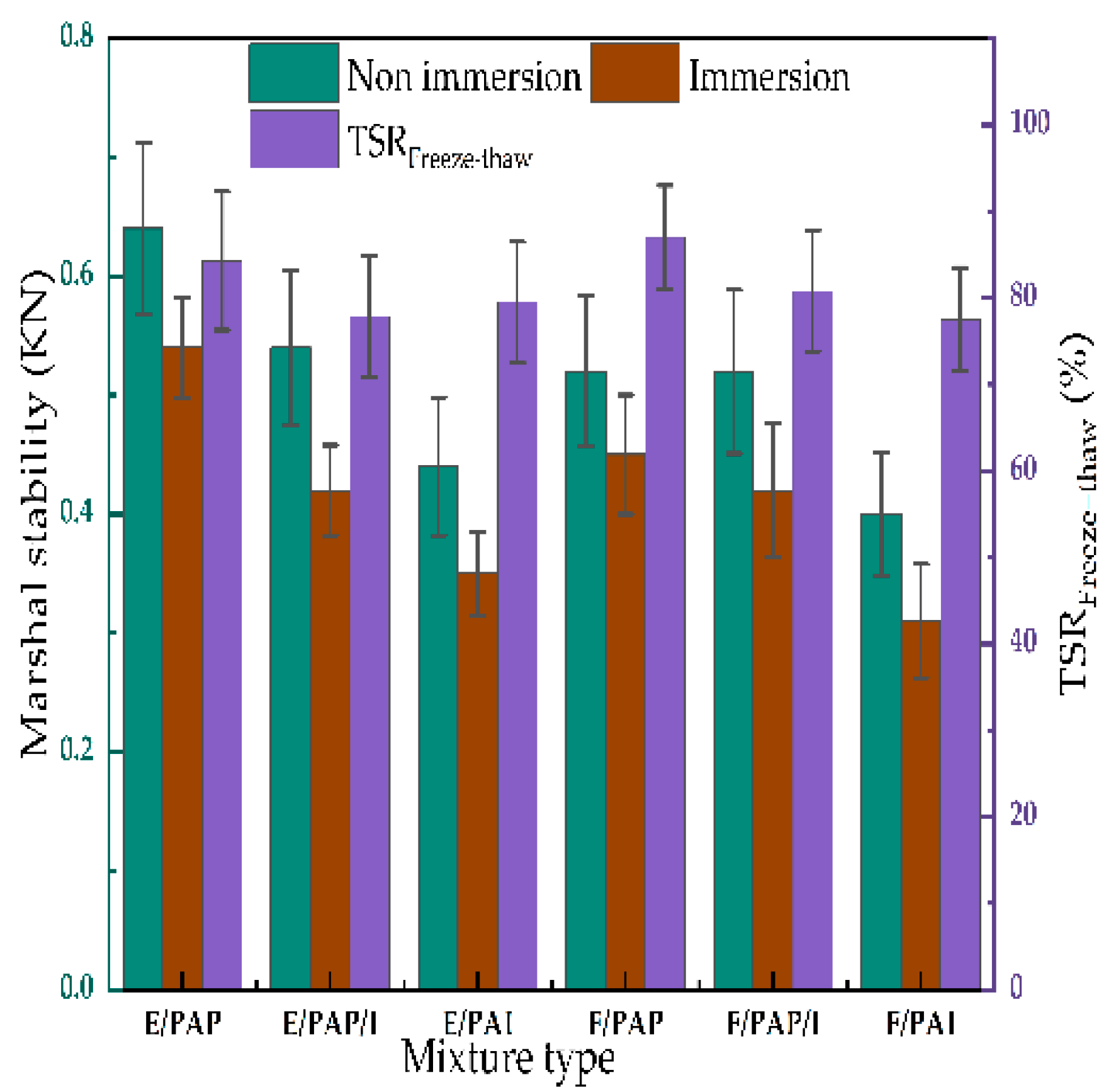
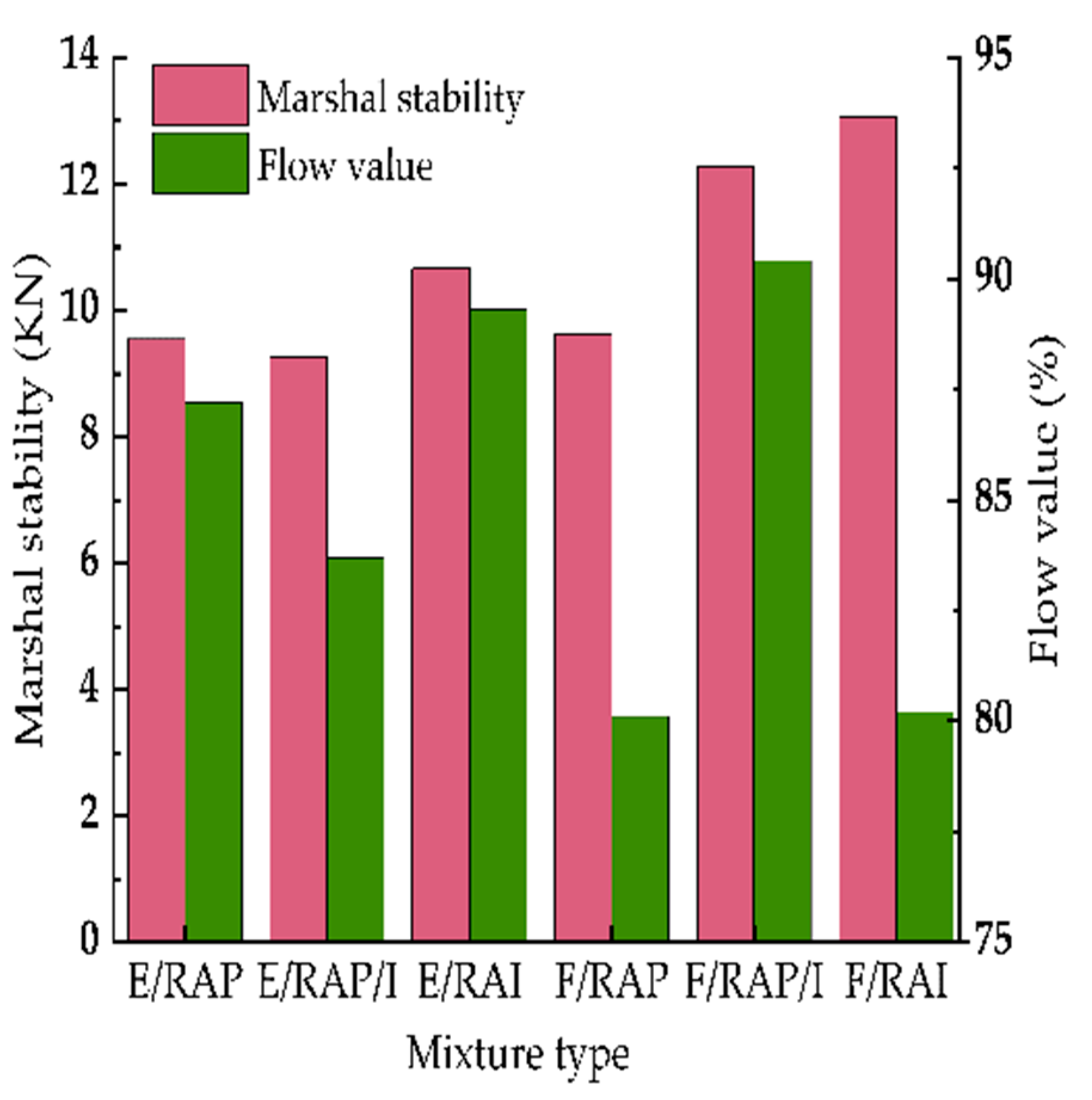
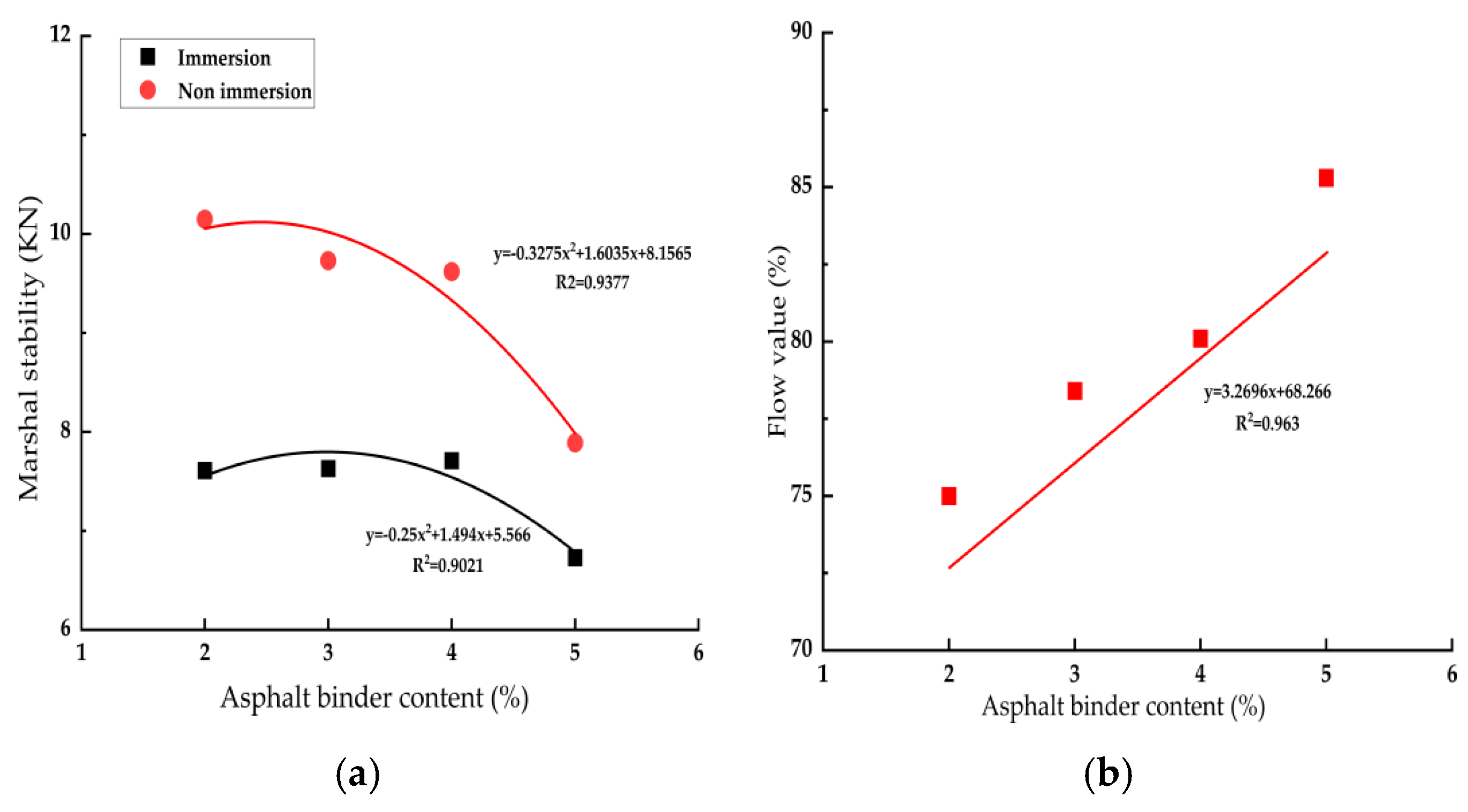
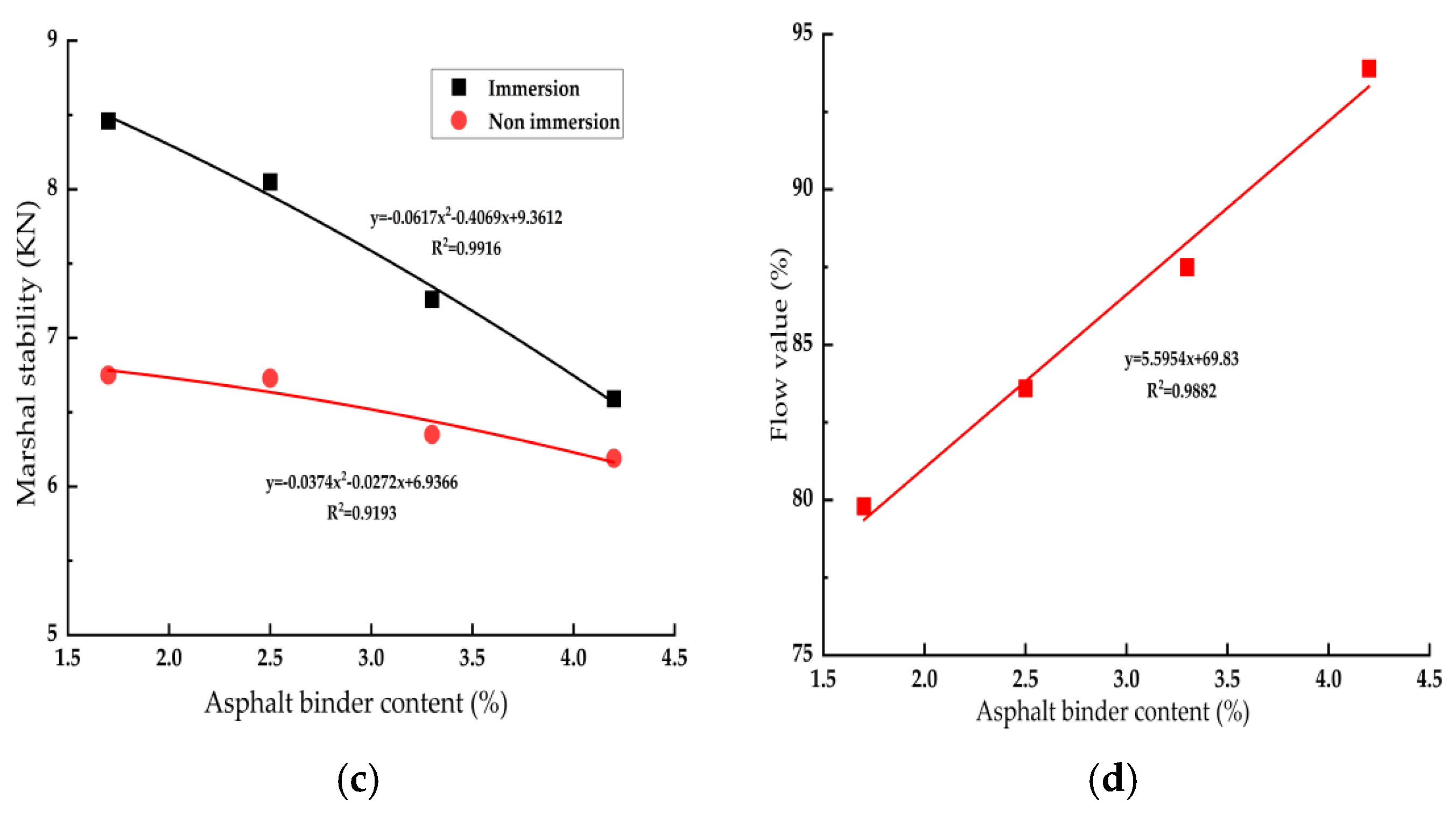
3.3. Water Immersion Marshall Stability Test Results
3.4. High Temperature Rutting Test Results
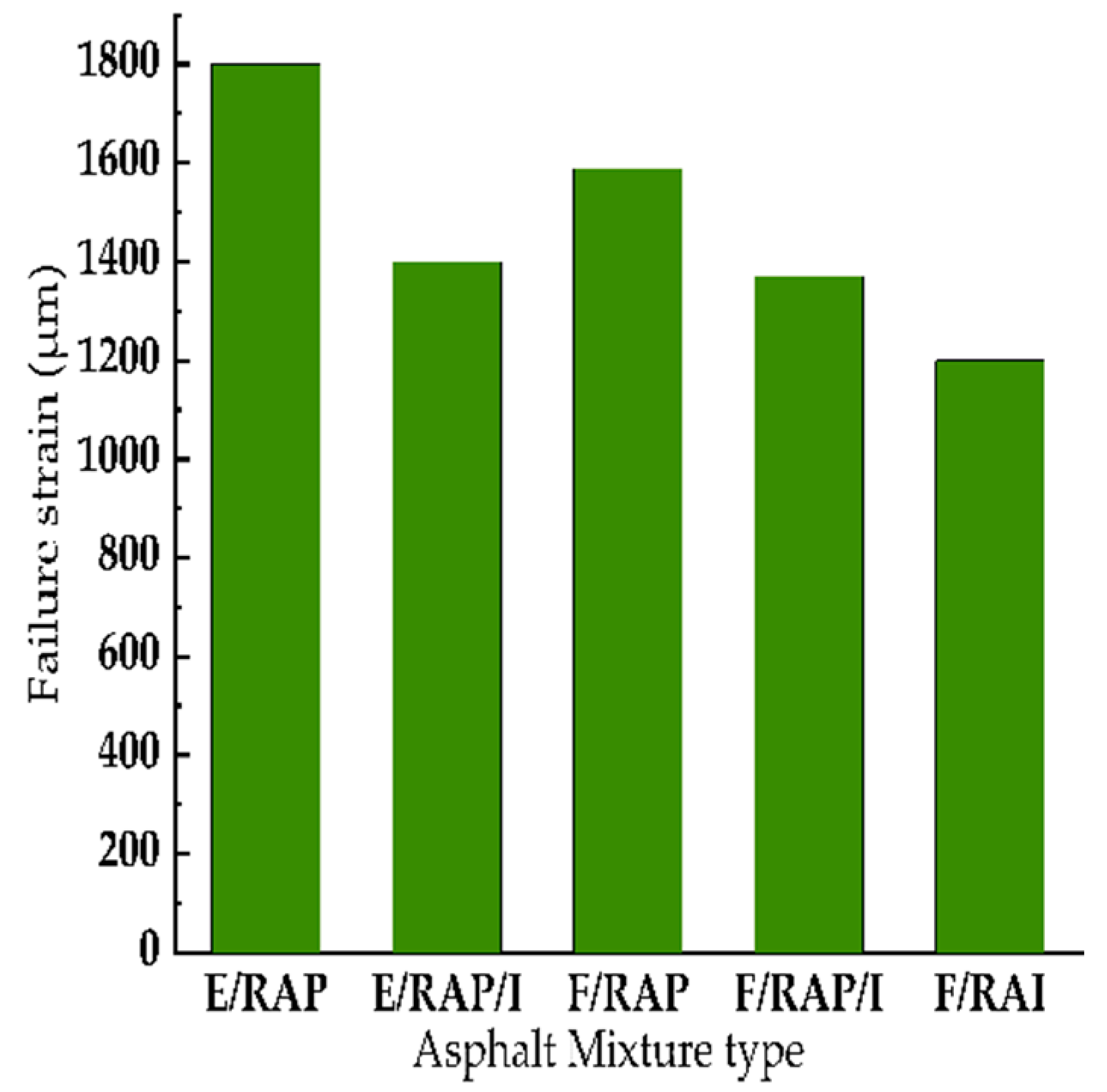
3.5. Low Temperature Bending Test Results
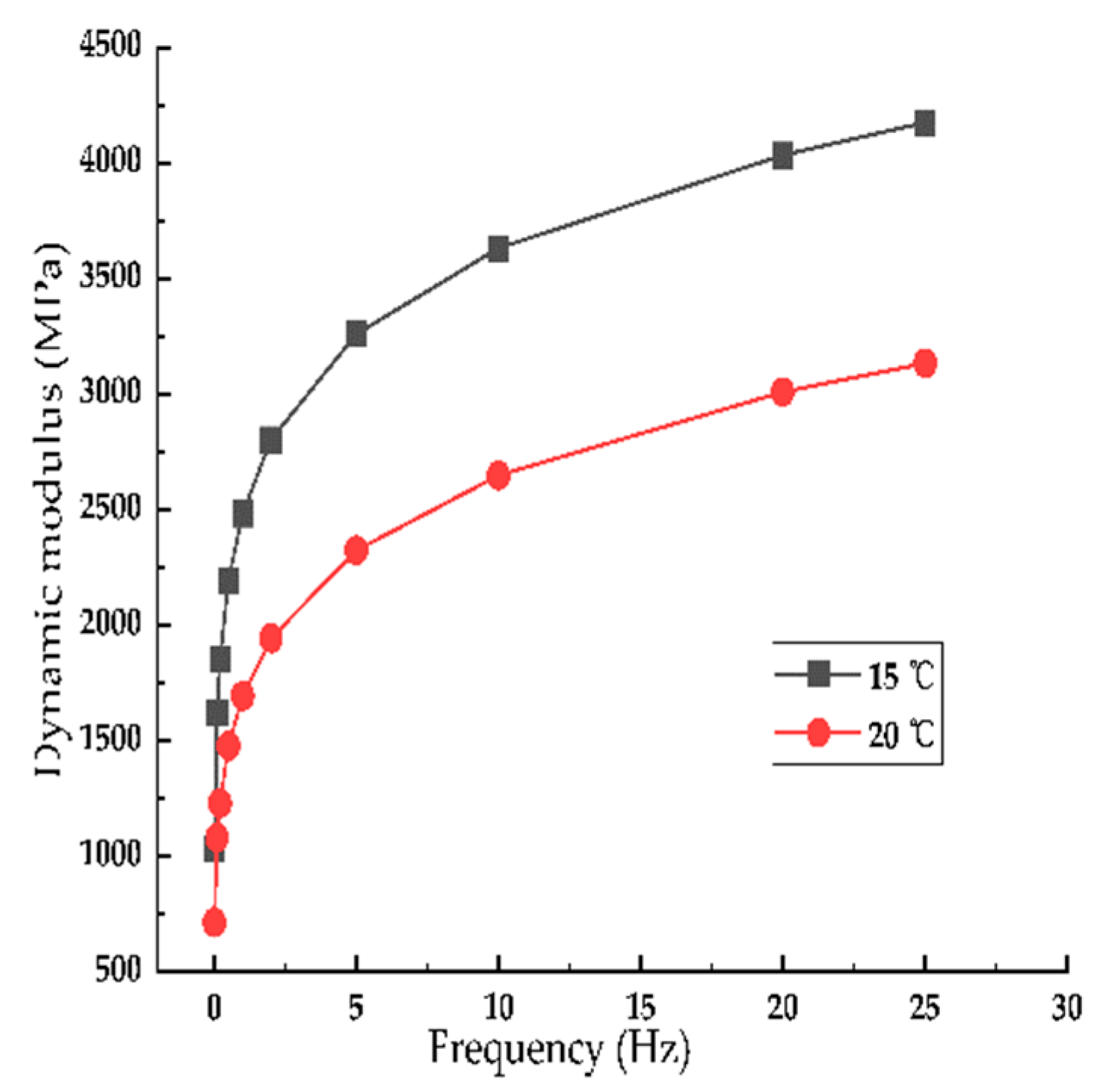
3.6. Dynamic Modulus Test Results
3.7. In-Field Samples Test Results
4. Discussion
4.1. Mix Design
4.2. Indirect Tensile Strength (ITS) Test
4.3. Freeze–Thaw ITS Test Result
4.4. Water Immersion Marshall Stability Test Results
4.5. High Temperature Rutting Test Results
4.6. Low Temperature Bending Test Results
4.7. Dynamic Modulus Test Results
4.8. In-Field Samples Test Results
5. Conclusions
- (1)
- During the mixture design of CRM, the dry–wet ITS, freeze–thaw ITS, Marshall stability, and high temperature resistance of different kinds of CRM all met the limits applied by the specifications without considering the second compacting procedure. Thus, during the CRM mixture design in the laboratory, the second compaction procedure is not required. The second compaction procedure could not completely simulate the real compaction effect or the curing conditions in the field.
- (2)
- The volumetric index and high temperature resistance of CRM should meet the limits applied by the specifications after the one–time compaction to resist rutting at high temperatures. The second compaction procedure during the paving of HMA layers should be used to reduce the air voids after the water evaporation and enhance the performance of CRM, and not used as the assurance of the basic volumetric index or mechanical properties.
- (3)
- The low temperature bending failure strain was lower than the lowest requirement of construction specifications for the traditional asphalt mixture, so the application of CRM with RAP in the lower surface layer should be carefully checked. The low temperature crack resistance of the CRM should be improved to improve its application level.
- (4)
- The addition of cement limited the thermo–viscoelastic behavior of the CRM with RAP, which should be treated as a viscoelastic material in highway structure design.
- (5)
- The addition of RAI would reduce the water stability of the CRM with RAP, and the emulsified asphalt CRM had better performance than the foamed asphalt CRM.
- (6)
- All samples cored from the field cold recycled asphalt mixture structure could meet the requirements of recycling and construction specifications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dondi, G.; Sangiorgi, C.; Lantieri, C. Applying Geostatistics to Continuous Compaction Control of Construction and Demolition Materials for Road Embankments. J. Geotech. Geoenviron. Eng. 2014, 140, 06013005. [Google Scholar] [CrossRef]
- Zhang, J.; Xie, H.; Liu, M.; Liu, K. Study on Traffic and Infrastructure Construction Performance Assessment Based on Sustainable Development. In LTLGB 2012; Springer: Berlin/Heidelberg, Germany, 2013; pp. 23–29. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, S.; Ren, J.; Wang, Y.; Wang, C. Fatigue characteristics and prediction of cement–stabilized cold recycled mixture with road-milling materials considering recycled aggregate composition. Constr. Build. Mater. 2021, 301, 124122. [Google Scholar] [CrossRef]
- Sangiorgi, C.; Tataranni, P.; Simone, A.; Vignali, V.; Lantieri, C.; Dondi, G. A laboratory and filed evaluation of Cold Recycled Mixture for base layer entirely made with Reclaimed Asphalt Pavement. Constr. Build. Mater. 2017, 138, 232–239. [Google Scholar] [CrossRef]
- Zarrinkamar, B.T.; Modarres, A. Optimizing the asphalt pavement cold in-place recycling process containing waste pozzolans based on economic-environmental-technical criteria. J. Clean. Prod. 2020, 242, 118505. [Google Scholar] [CrossRef]
- Hugener, M.; Partl, M.N.; Morant, M. Cold asphalt recycling with 100% reclaimed asphalt pavement and vegetable oil-based rejuvenators. Road Mater. Pavement Des. 2013, 15, 239–258. [Google Scholar] [CrossRef]
- Wang, D.; Liu, P.; Leng, Z.; Leng, C.; Lu, G.; Buch, M.; Oeser, M. Suitability of PoroElastic Road Surface (PERS) for urban roads in cold regions: Mechanical and functional performance assessment. J. Clean. Prod. 2017, 165, 1340–1350. [Google Scholar] [CrossRef]
- Kuleshov, A. Comparative analysis of pavement reconstruction methods. Arch. Eng. 2018, 3, 21–28. [Google Scholar] [CrossRef]
- Al-Saffar, Z.H.; Yaacob, H.; Satar, M.K.I.M.; Jaya, R.P. The tailored traits of reclaimed asphalt pavement incorporating maltene: Performance analyses. Int. J. Pavement Eng. 2020, 23, 1800–1813. [Google Scholar] [CrossRef]
- James, A. Overview of Asphalt Emulsion. Transportation Research Circular Number E-C102. RILEM Tech. Lett. 2016, 1, 116–121. [Google Scholar]
- Turk, J.; Pranjić, A.M.; Mladenovič, A.; Cotič, Z.; Jurjavčič, P. Environmental comparison of two alternative road pavement rehabilitation techniques: Cold-in-place-recycling versus traditional reconstruction. J. Clean. Prod. 2016, 121, 45–55. [Google Scholar] [CrossRef]
- Sangalli, S.E.L.V.L.; Baccellieri; Klajdi, L. 100% Cold Recycled Asphalt Mixture Using a Multi-Functional Rejuvenating Agent; Road and Environment: Belgrade, Serbia, 2019. [Google Scholar]
- Zhang, J.; Zheng, M.; Xing, X.; Pei, J.; Zhang, J.; Li, R.; Xu, P.; Wang, D. Investigation on the designing method of asphalt emulsion cold recycled mixture based on one-time compaction. J. Clean. Prod. 2021, 286, 124958. [Google Scholar] [CrossRef]
- Xiao, F.; Yao, S.; Wang, J.; Li, X.; Amirkhanian, S. A literature review on cold recycling technology of asphalt pavement. Constr. Build. Mater. 2018, 180, 579–604. [Google Scholar] [CrossRef]
- Al-Busaltan, S.; Al Nageim, H.; Atherton, W.; Sharples, G. Mechanical Properties of an Upgrading Cold-Mix Asphalt Using Waste Materials. J. Mater. Civ. Eng. 2012, 24, 1484–1491. [Google Scholar] [CrossRef]
- Simone, A.; Vignali, V.; Lantieri, C. A new” frugal” approach to road maintenance: 100 per cent recycling of a deteriorated flexible pavement. In Proceedings of the Seventh International Conference on Maintenance and Rehabilitation of Pavements and Technological Control, Auckland, New Zealand, 28–30 August 2012. [Google Scholar]
- Abreu, L.P.; Oliveira, J.R.; Silva, H.M.; Fonseca, P.V. Recycled asphalt mixtures produced with high percentage of different waste materials. Constr. Build. Mater. 2015, 84, 230–238. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Ouyang, J.; Cao, P.; Shi, J.; Yang, W.; Sha, Y. Effect of Rejuvenating Agent on the Pavement Properties of Cold Recycled Mixture with Bitmen Emulsion. Coatings 2021, 11, 520. [Google Scholar] [CrossRef]
- Du, S. Performance Characteristic of Cold Recycled Mixture with Asphalt Emulsion and Chemical Additives. Adv. Mater. Sci. Eng. 2015, 2015, 271596. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Yi, J.; Zhao, H.; Luan, H.; Xu, M.; Zhang, L.; Feng, D. Strength development and deterioration mechanisms of foamed asphalt cold recycled mixture based on MD simulation. Constr. Build. Mater. 2021, 269, 121324. [Google Scholar] [CrossRef]
- Zhu, C.; Zhang, H.; Huang, L.; Wei, C. Long-term performance and microstructure of asphalt emulsion cold recycled mixture with different gradations. J. Clean. Prod. 2019, 215, 944–951. [Google Scholar] [CrossRef]
- Graziani, A.; Godenzoni, C.; Cardone, F.; Bocci, M. Effect of curing on the physical and mechanical properties of cold-recycled bituminous mixtures. Mater. Des. 2016, 95, 358–369. [Google Scholar] [CrossRef]
- Lin, J.; Wei, T.; Hong, J.; Zhao, Y.; Liu, J. Research on development mechanism of early-stage strength for cold recycled asphalt mixture using emulsion asphalt. Constr. Build. Mater. 2015, 99, 137–142. [Google Scholar] [CrossRef]
- Kim, Y.; Im, S.; Lee, H. Impacts of Curing Time and Moisture Content on Engineering Properties of Cold In-Place Recycling Mixtures Using Foamed or Emulsified Asphalt. J. Mater. Civ. Eng. 2011, 23, 542–553. [Google Scholar] [CrossRef]
- Gao, L.; Ni, F.; Luo, H.; Charmot, S. Characterization of air voids in cold in-place recycling mixtures using X-ray computed tomography. Constr. Build. Mater. 2015, 84, 429–436. [Google Scholar] [CrossRef]
- García, A.; Lura, P.; Partl, M.N.; Jerjen, I. Influence of cement content and environmental humidity on asphalt emulsion and cement composites performance. Mater. Struct. 2012, 46, 1275–1289. [Google Scholar] [CrossRef]
- Du, S. Interaction mechanism of cement and asphalt emulsion in asphalt emulsion mixtures. Mater. Struct. 2013, 47, 1149–1159. [Google Scholar] [CrossRef]
- Fu, P.; Jones, D.; Harvey, J.T.; Bukhari, S.A. Laboratory Test Methods for Foamed Asphalt Mix Resilient Modulus. Road Mater. Pavement Des. 2011, 10, 188–212. [Google Scholar] [CrossRef]
- Li, Z.; Hao, P.; Liu, H.; Xu, J. Effect of cement on the strength and microcosmic characteristics of cold recycled mixtures using foamed asphalt. J. Clean. Prod. 2019, 230, 956–965. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, Y.; Qian, B. Performance and Microstructure of Cold Recycled Mixes Using Asphalt Emulsion with Different Contents of Cement. Materials 2019, 12, 2548. [Google Scholar] [CrossRef] [Green Version]
- Arimilli, S.; Jain, P.K.; Nagabhushana, M.N. Optimization of Recycled Asphalt Pavement in Cold Emulsified Mixtures by Mechanistic Characterization. J. Mater. Civ. Eng. 2016, 28, 04015132. [Google Scholar] [CrossRef]
- Li, J.; Fu, W.; Yin, X. Proportion Design Method and Water Stability of Cement-Emulsified Asphalt Cold Recycling Mixtures. MATEC Web Conf. 2018, 238, 05009. [Google Scholar] [CrossRef]
- Lyu, Z.; Shen, A.; Qin, X.; Yang, X.; Li, Y. Grey target optimization and the mechanism of cold recycled asphalt mixture with comprehensive performance. Constr. Build. Mater. 2019, 198, 269–277. [Google Scholar] [CrossRef]
- Mugume, R.B. Investigation of Foamed Bitumen Mixes Using Reclaimed Asphalt Pavement Materials for Cold Recycling Technology. Int. J. Pavement Res. Technol. 2021, 15, 98–110. [Google Scholar] [CrossRef]
- Muthen, K. Foamed asphalt mixes-mix design procedure. Transp. Res. Rec. 1998, 898, 290–296. [Google Scholar]
- Ma, T.; Wang, H.; Zhao, Y.; Huang, X.; Pi, Y. Strength Mechanism and Influence Factors for Cold Recycled Asphalt Mixture. Adv. Mater. Sci. Eng. 2015, 2015, 181853. [Google Scholar] [CrossRef] [Green Version]
- Pi, Y.; Li, Y.; Pi, Y.; Huang, Z.; Li, Z. Strength and Micro-Mechanism Analysis of Cement-Emulsified Asphalt Cold Recycled Mixture. Materials 2019, 13, 128. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Guo, T.; Chang, H.; Yao, X.; Chen, Y.; Wang, T. Research on the Performance of Regenerant Modified Cold Recycled Mixture with Asphalt Emulsions. Sustainability 2021, 13, 7284. [Google Scholar] [CrossRef]
- Modarres, A.; Ayar, P. Comparing the mechanical properties of cold recycled mixture containing coal waste additive and ordinary Portland cement. Int. J. Pavement Eng. 2014, 17, 211–224. [Google Scholar] [CrossRef]
- Niazi, Y.; Jalili, M. Effect of Portland cement and lime additives on properties of cold in-place recycled mixtures with asphalt emulsion. Constr. Build. Mater. 2009, 23, 1338–1343. [Google Scholar] [CrossRef]
- Lee, K.W.; Brayton, T.E.; Mueller, M.; Singh, A. Rational Mix-Design Procedure for Cold In-Place Recycling Asphalt Mixtures and Performance Prediction. J. Mater. Civ. Eng. 2016, 28, 04016008. [Google Scholar] [CrossRef]
- Godenzoni, C.; Graziani, A.; Bocci, E.; Bocci, M. The evolution of the mechanical behaviour of cold recycled mixtures stabilised with cement and bitumen: Field and laboratory study. Road Mater. Pavement Des. 2017, 19, 856–877. [Google Scholar] [CrossRef]
- Jiang, Y.; Liu, H.; Xue, J. Fatigue Performance of Vertical Vibration Compacted Cement-Stabilized Recycled Pavement Materials. J. Test. Eval. 2018, 46, 2251–2264. [Google Scholar] [CrossRef]
- Yang, W.; Ouyang, J.; Meng, Y.; Tang, T.; Chen, J.; Han, B. Effect of Superplasticizer and Wetting Agent on Volumetric and Mechanical Properties of Cold Recycled Mixture with Asphalt Emulsion. Adv. Mater. Sci. Eng. 2020, 2020, 6251653. [Google Scholar] [CrossRef] [Green Version]
- Partl, M.N.; Bahia, H.U.; Canestrari, F.; De la Roche, C.; Di Benedetto, H.; Piber, H.; Sybilski, D. Advances in Interlaboratory Testing and Evaluation of Bituminous Materials: State-of-the-Art Report of the RILEM Technical Committee 206-ATB; Springer Science & Business Media: Berlin, Germany, 2013; Volume 9. [Google Scholar]
- Oruc, S.; Celik, F.; Akpınar, M. Effect of Cement on Emulsified Asphalt Mixtures. J. Mater. Eng. Perform. 2007, 16, 578–583. [Google Scholar] [CrossRef]
- Thanaya, I.N.A.; Zoorob, S.E.; Forth, J.P. A laboratory study on cold-mix, cold-lay emulsion mixtures. Proc. Inst. Civ. Eng. Transp. 2009, 162, 47–55. [Google Scholar] [CrossRef] [Green Version]
- Modarres, A.; Rahimzadeh, M.; Zarrabi, M. Field investigation of pavement rehabilitation utilizing cold in-place recycling. Resour. Conserv. Recycl. 2014, 83, 112–120. [Google Scholar] [CrossRef]
- Ghale, S.; Pataskar, S. Comparison of cold mix and Hot mix Asphalt. Int. J. Eng. Res. Mech. Civ. Eng. 2017, 118–121. [Google Scholar]
- Thanaya, I.; Zoorob, S.; Forth, J. A laboratory study on cold-mix, cold-lay emulsion mixtures. In Proceedings of the Institution of Civil Engineers-Transport; Thomas Telford Ltd.: London, England, 2009; pp. 47–55. [Google Scholar]
- Ge, Z.; Li, H.; Han, Z.; Zhang, Q. Properties of cold mix asphalt mixtures with reclaimed granular aggregate from crushed PCC pavement. Constr. Build. Mater. 2015, 77, 404–408. [Google Scholar] [CrossRef]
- Dash, S.S.; Panda, M. Influence of mix parameters on design of cold bituminous mix. Constr. Build. Mater. 2018, 191, 376–385. [Google Scholar] [CrossRef]
- Wang, Z.; Sha, A. Micro hardness of interface between cement asphalt emulsion mastics and aggregates. Mater. Struct. 2009, 43, 453–461. [Google Scholar] [CrossRef]
- Ouyang, J.; Yang, W.; Chen, J.; Han, B. Effect of Superplasticizer and Wetting Agent on Pavement Properties of Cold Recycled Mixture with Bitumen Emulsion and Cement. J. Mater. Civ. Eng. 2020, 32, 04020136. [Google Scholar] [CrossRef]
- Ouyang, J.; Pan, B.; Xu, W.; Hu, L. Effect of Water Content on Volumetric and Mechanical Properties of Cement Bitumen Emulsion Mixture. J. Mater. Civ. Eng. 2019, 31, 04019085. [Google Scholar] [CrossRef]
- Dołżycki, B.; Jaskuła, P. Review and evaluation of cold recycling with bitumen emulsion and cement for rehabilitation of old pavements. J. Traffic Transp. Eng. 2019, 6, 311–323. [Google Scholar] [CrossRef]
- Huang, S. Technical Specifications for Highway Asphalt Pavement Recycling; People’s Communication Press: Beijing, China, 2019. [Google Scholar]
- Modarres, A.; Rahmanzadeh, M.; Ayar, P. Effect of coal waste powder in hot mix asphalt compared to conventional fillers: Mix mechanical properties and environmental impacts. J. Clean. Prod. 2015, 91, 262–268. [Google Scholar] [CrossRef]
- Stimilli, A.; Ferrotti, G.; Graziani, A.; Canestrari, F. Performance evaluation of a cold-recycled mixture containing high percentage of reclaimed asphalt. Road Mater. Pavement Des. 2013, 14, 149–161. [Google Scholar] [CrossRef]
- Khalid, H.A.; Monney, O.K. Moisture damage potential of cold asphalt. Int. J. Pavement Eng. 2009, 10, 311–318. [Google Scholar] [CrossRef]
- Olard, F.; Le Noan, C.; Beduneau, E.; Romier, A. Low energy asphalts for sustainable road construction. In Proceedings of the 4th Eurasphalt and Eurobitume Congress Held May 2008; European Asphalt Pavement Association (EAPA), Copenhagen, Denmark, 21–23 May 2008. [Google Scholar]
- Cheng, P.; Yi, J.; Chen, Z.; Luan, H.; Feng, D. Influence factors of strength and performance of foamed asphalt cold recycled mixture. Road Mater. Pavement Des. 2020, 23, 461–476. [Google Scholar] [CrossRef]
- Raschia, S.; Graziani, A.; Carter, A.; Perraton, D. Laboratory mechanical characterisation of cold recycled mixtures produced with different RAP sources. Road Mater. Pavement Des. 2019, 20, S233–S246. [Google Scholar] [CrossRef]
- Pi, Y.; Li, Z.; Pi, Y.; Huang, Z.; Li, G. Performance Evaluation of Recycled Asphalt Pavement Materials and Cold Recycling Mixtures Designed with Vibratory Compaction Method. Appl. Sci. 2019, 9, 3167. [Google Scholar] [CrossRef] [Green Version]
- Yao, H.; Li, L.; Xie, H.; Dan, H.-C.; Yang, X.-L. Gradation and Performance Research of Cold Recycled Mixture. In Proceedings of the American Society of Civil Engineers–GeoHunan International Conference 2011, Changsha, China, 9–11 June 2011. [Google Scholar] [CrossRef]
- Pi, Y.; Huang, Z.; Pi, Y.; Li, G.; Li, Y. Composition Design and Performance Evaluation of Emulsified Asphalt Cold Recycled Mixtures. Materials 2019, 12, 2682. [Google Scholar] [CrossRef] [Green Version]
- Jones, D.; Fu, P.; Harvey, J.T.; Halles, F. Full-Depth Pavement Reclamation with Foamed Asphalt; University of California, Pavement Research Center, UC Davis, UC Berkeley: Berkeley, CA, USA, 2008. [Google Scholar]
- Iwański, M.; Chomicz-Kowalska, A. Application of the foamed bitumen and bitumen emulsion to the road base mixes in the deep cold recycling technology. Balt. J. Road Bridg. Eng. 2016, 11, 291–301. [Google Scholar] [CrossRef]
- JTG F40−2004; Technical Specification for Construction of Highway Asphalt Pavements. People’s Communication Press: Beijing, China, 2004.
- Collings, D.; Hefer, A.; Jenkins, K.; Johns, F. Technical Guideline TG2: Bitumen Stabilised Materials: A Guideline for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilised Materials. Escola Politécnica, University of São Paulo: São Paulo, Brazil, 2019. [Google Scholar] [CrossRef]
- Twagira, E.M. Influence of Durability Properties on Performance of Bitumen Stabilised Materials; University of Stellenbosch: Stellenbosch, South Africa, 2010. [Google Scholar]
- Deb, P.; Singh, K.L. Mix design, durability and strength enhancement of cold mix asphalt: A state-of-the-art review. Innov. Infrastruct. Solut. 2021, 7, 61. [Google Scholar] [CrossRef]
- Xu, J.-Z.; Hao, P.-W.; Ma, Y.-F.; Liu, N. Study on the optimization design of mixing moisture content in foamed asphalt mix. Mater. Struct. 2012, 45, 1071–1085. [Google Scholar] [CrossRef]
- Hasaninasab, S. Effects of nano-particles on cold recycled asphalt properties. SN Appl. Sci. 2021, 3, 632. [Google Scholar] [CrossRef]
- Leech, D. Cold-Mix Bituminous Materials for Use in the Structural Layers of Roads; TRL Project Report. TRL; Berkshire: Wokingham, UK, 1994. [Google Scholar]
- Graziani, A.; Iafelice, C.; Raschia, S.; Perraton, D.; Carter, A. A procedure for characterizing the curing process of cold recycled bitumen emulsion mixtures. Constr. Build. Mater. 2018, 173, 754–762. [Google Scholar] [CrossRef]
- Jenkins, K.J. Mix Design Considerations for Cold and Half-Warm Bituminous Mixes with Emphasis of Foamed Bitumen; Stellenbosch University: Stellenbosch, South Africa, 2000. [Google Scholar]
- Dinis-Almeida, M.; Castro-Gomes, J.; Sangiorgi, C.; Zoorob, S.E.; Afonso, M.I.L. Performance of Warm Mix Recycled Asphalt containing up to 100% RAP. Constr. Build. Mater. 2016, 112, 1–6. [Google Scholar] [CrossRef]
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. People’s Communication Press: Beijing, China, 2011.
- Chen, Z.; Liang, Y.; Yang, J.; Xu, T.; Sun, L. Improved Design Method of Emulsified Asphalt Cold Recycled Mixture. Front. Mater. 2020, 7, 707. [Google Scholar] [CrossRef]
- Ayar, P. Effects of additives on the mechanical performance in recycled mixtures with bitumen emulsion: An overview. Constr. Build. Mater. 2018, 178, 551–561. [Google Scholar] [CrossRef]
- Wang, Z.; An, D.; Liu, L.; Wang, H.; Zhang, Q. Quantitative evaluation of interfacial adhesion between cement emulsified asphalt mastic and RAP. J. Chang’an Univ. Nat. Sci. Ed. 2016, 36, 16–21. [Google Scholar]
- Ouyang, J.; Hu, L.; Yang, W.; Han, B. Strength improvement additives for cement bitumen emulsion mixture. Constr. Build. Mater. 2018, 198, 456–464. [Google Scholar] [CrossRef]
- Anagnos, J.N.; Kennedy, T.W. Practical Method of Conducting the Indirect Tensile Test; Center for Highway Research University of Texas at Austin: Austin, TX, USA, 1972. [Google Scholar]
- Bindu, C.; Beena, K. Influence of Additives on the Charactaristics of Stone Matrix Asphalt; Cochin University of Science and Technology: Kochic, India, 2012. [Google Scholar]
- Ling, C.; Hanz, A.; Bahia, H. Evaluating Moisture Susceptibility of Cold-Mix Asphalt. Transp. Res. Rec. J. Transp. Res. Board 2014, 2446, 60–69. [Google Scholar] [CrossRef]
- Bocci, M.; Grilli, A.; Cardone, F.; Graziani, A. A study on the mechanical behaviour of cement–bitumen treated materials. Constr. Build. Mater. 2011, 25, 773–778. [Google Scholar] [CrossRef]
- Behl, A.; Kumar, G.; Sharma, G.; Jain, P.K. Evaluation of Field Performance of Warm-mix Asphalt Pavements in India. Procedia Soc. Behav. Sci. 2013, 104, 158–167. [Google Scholar] [CrossRef] [Green Version]
- Grilli, A.; Graziani, A.; Bocci, M. Compactability and thermal sensitivity of cement–bitumen-treated materials. Road Mater. Pavement Des. 2012, 13, 599–617. [Google Scholar] [CrossRef]
- Ouyang, J.; Zhao, J.; Tan, Y. Modeling Mechanical Properties of Cement Asphalt Emulsion Mortar with Different Asphalt to Cement Ratios and Temperatures. J. Mater. Civ. Eng. 2018, 30, 04018263. [Google Scholar] [CrossRef]
- Behnood, A.; Gharehveran, M.M.; Asl, F.G.; Ameri, M. Effects of copper slag and recycled concrete aggregate on the properties of CIR mixes with bitumen emulsion, rice husk ash, Portland cement and fly ash. Constr. Build. Mater. 2015, 96, 172–180. [Google Scholar] [CrossRef]
- Li, Y.; Lyv, Y.; Fan, L.; Zhang, Y. Effects of Cement and Emulsified Asphalt on Properties of Mastics and 100% Cold Recycled Asphalt Mixtures. Materials 2019, 12, 754. [Google Scholar] [CrossRef] [Green Version]
- Pi, Y.H.; Li, G.C.; Li, Z.; Li, Y. Static and Dynamic Moduli of a Cold Recycled Emulsified Asphalt Mixture. Strength Mater. 2020, 52, 646–654. [Google Scholar] [CrossRef]
- Graziani, A.; Mignini, C.; Bocci, E.; Bocci, M. Complex Modulus Testing and Rheological Modeling of Cold-Recycled Mixtures. J. Test. Eval. 2019, 48, 120–133. [Google Scholar] [CrossRef]
- Schwartz, C.W.; Diefenderfer, B.K.; Bowers, B.F. National Cooperative Highway Research Program. In Transportation Research Board Material Properties of Cold In-Place Recycled and Full-Depth Reclamation Asphalt Concrete; The National Academies Press: Washington, DC, USA, 2017. [Google Scholar] [CrossRef]
- Graziani, A.; Raschia, S.; Mignini, C.; Carter, A.; Perraton, D. Use of fine aggregate matrix to analyze the rheological behavior of cold recycled materials. Mater. Struct. 2020, 53, 72. [Google Scholar] [CrossRef]
- Chomicz-Kowalska, A.; Maciejewski, K. Performance and viscoelastic assessment of high-recycle rate cold foamed bitumen mixtures produced with different penetration binders for rehabilitation of deteriorated pavements. J. Clean. Prod. 2020, 258, 120517. [Google Scholar] [CrossRef]
- Leandri, P.; Losa, M.; Di Natale, A. Field validation of recycled cold mixes viscoelastic properties. Constr. Build. Mater. 2015, 75, 275–282. [Google Scholar] [CrossRef]
- Dołzycki, B.; Jaczewski, M.; Szydłowski, C. The Impact of Long-Time Chemical Bonds in Mineral-Cement-Emulsion Mixtures on Stiffness Modulus. Balt. J. Road Bridg. Eng. 2018, 13, 121–126. [Google Scholar] [CrossRef]
- Dolzycki, B.; Jaczewski, M.; Szydlowski, C. The long-term properties of mineral-cement-emulsion mixtures. Constr. Build. Mater. 2017, 156, 799–808. [Google Scholar] [CrossRef]
- Martínez-Echevarría, M.J.; Recasens, R.M.; Gámez, M.D.C.R.; Ondina, A.M. In-laboratory compaction procedure for cold recycled mixes with bituminous emulsions. Constr. Build. Mater. 2012, 36, 918–924. [Google Scholar] [CrossRef]
- Pérez, I.; Medina, L.; del Val, M. Mechanical properties and behaviour of in situ materials which are stabilised with bitumen emulsion. Road Mater. Pavement Des. 2013, 14, 221–238. [Google Scholar] [CrossRef] [Green Version]
- Nivedya, M.; Veeraragavan, A.; Krishnan, J.M.; Erkens, S.; Liu, X.; Anupam, K.; Yiqiu, T. How to characterize the mechanical response of Bitumen Stabilized Material. In Proceedings of the 4th Chinese-European Workshop on Functional Pavement Design, Delft, The Netherlands, 29 June–1 July 2016; pp. 355–364. [Google Scholar]
- Jenkins, K. Cracking behaviour of Bitumen Stabilised Materials (BSMs): Is there such a thing? In Proceedings of the 7th RILEM International Conference on Cracking in Pavements, Dordrecht, The Netherland, 20–22 June 2012; pp. 1007–1015. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Result | Requirements of Recycling Specification [57] | Requirements for Construction Specification [69] | |
|---|---|---|---|---|
| Demulsification speed | Slow breaking | Slow or medium breaking | / | |
| Particle charge | Cation (+) | Cation (+) | Cation (+) | |
| Residue on the 1.18 mm sieve (%) | 0.03 | ≤0.1 | / | |
| Evaporation residues | Content (%) | 63.1 | ≥62 | ≥55 |
| Penetration (25 °C, 0.1 mm) | 80 | 50–300 | 45–150 | |
| Ductility (15 °C, cm) | 60 | ≥40 | ≥40 | |
| Average particle size (μm) | 3.28 | / | / | |
| Test | Result | Requirements for Construction Specification [69] |
|---|---|---|
| Penetration (25 °C, 0.1 mm) | 71 | 60–80 |
| Softening point (°C) | 47 | ≥44 |
| Ductility (10 °C, cm) | 33 | ≥15 |
| Mixture Type | Optimum Water Content (%) | Optimum Asphalt Content (%) | Cement Content (%) | Air Void (%) | Gradation Ratio (%) |
|---|---|---|---|---|---|
| E/PAP | 4.8 | 3.8 | 1.5 | 9.8 | RAP 0/5: 5/10: 10/20: lime 0–3: filler = 20: 28: 42: 8: 2 |
| E/PAP/I | 5.6 | 4.5 | 1.5 | 11.2 | RAP 0/5: 5/10: 10/20: RAI 0/5: filler = 20: 28: 40: 11: 1 |
| E/PAI | 6.4 | 5 | 1.5 | 11.8 | RAI 0/5: 5/10: 10/20: lime 0–3: filler = 20: 33: 42: 4: 1 |
| F/PAP | 5 | 3.2 | 1.5 | 10.6 | RAP 0/5: 5/10: 10/20: lime 0–3: filler = 22: 20: 40: 15: 3 |
| F/PAP/I | 5.8 | 3.6 | 1.5 | 10.3 | RAP 0/5: 5/10: 10/20: RAI 0/5: filler = 23: 28: 35: 11: 4 |
| F/PAI | 6.6 | 4.4 | 1.5 | 12.1 | RAI 0/5: 5/10: 10/20: lime 0–3: filler = 20: 33: 42: 4: 1 |
| Mixture Type | Dynamic Stability (Times/mm) |
|---|---|
| E/RAP | 12,535 |
| E/RAP/I | 7684 |
| E/RAI | 5172 |
| F/RAP | 12,584 |
| F/RAP/I | No deformation |
| F/RAI | No deformation |
| Specification requirement≥ | 800 (traditional asphalt mixture) |
| Mixture Type | Relative Density of Bulk Volume | Compaction Degree (%) | Splitting Strength (MPa) | TSRDry–wet (%) |
|---|---|---|---|---|
| E/RAP | 2.33 | 91.5 | 0.68 | 91.7 |
| F/RAP | 2.322 | 105.2 | 0.78 | 94.7 |
| F/RAP–I (14.3% RAI) | 2.314 | 103.6 | 1 | 96.1 |
| F/RAP–II (53.8% RAI) | 2.264 | 106.4 | 0.82 | 84.7 |
| Recycling Specification requirement≥ | E/RAP, 90 F/RAP, 98 | base/subbase, 0.4 lower surface layer, 0.5 | 75 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, H.; Su, J.; Ma, S.; Su, C.; Wang, X.; Li, Z.; Wei, J.; Cui, S. Study on Cold Recycled Asphalt Mixtures with Emulsified/Foamed Asphalt in the Laboratory and On-Site. Coatings 2022, 12, 1009. https://doi.org/10.3390/coatings12071009
Zhao H, Su J, Ma S, Su C, Wang X, Li Z, Wei J, Cui S. Study on Cold Recycled Asphalt Mixtures with Emulsified/Foamed Asphalt in the Laboratory and On-Site. Coatings. 2022; 12(7):1009. https://doi.org/10.3390/coatings12071009
Chicago/Turabian StyleZhao, Haisheng, Jianming Su, Shijie Ma, Chunhua Su, Xiaoyan Wang, Zengguang Li, Jincheng Wei, and Shiping Cui. 2022. "Study on Cold Recycled Asphalt Mixtures with Emulsified/Foamed Asphalt in the Laboratory and On-Site" Coatings 12, no. 7: 1009. https://doi.org/10.3390/coatings12071009
APA StyleZhao, H., Su, J., Ma, S., Su, C., Wang, X., Li, Z., Wei, J., & Cui, S. (2022). Study on Cold Recycled Asphalt Mixtures with Emulsified/Foamed Asphalt in the Laboratory and On-Site. Coatings, 12(7), 1009. https://doi.org/10.3390/coatings12071009