
Experimental Research on Magnesium Phosphate Cements Modified by Fly Ash and Metakaolin


Abstract
:1. Introduction
2. Materials and Methods
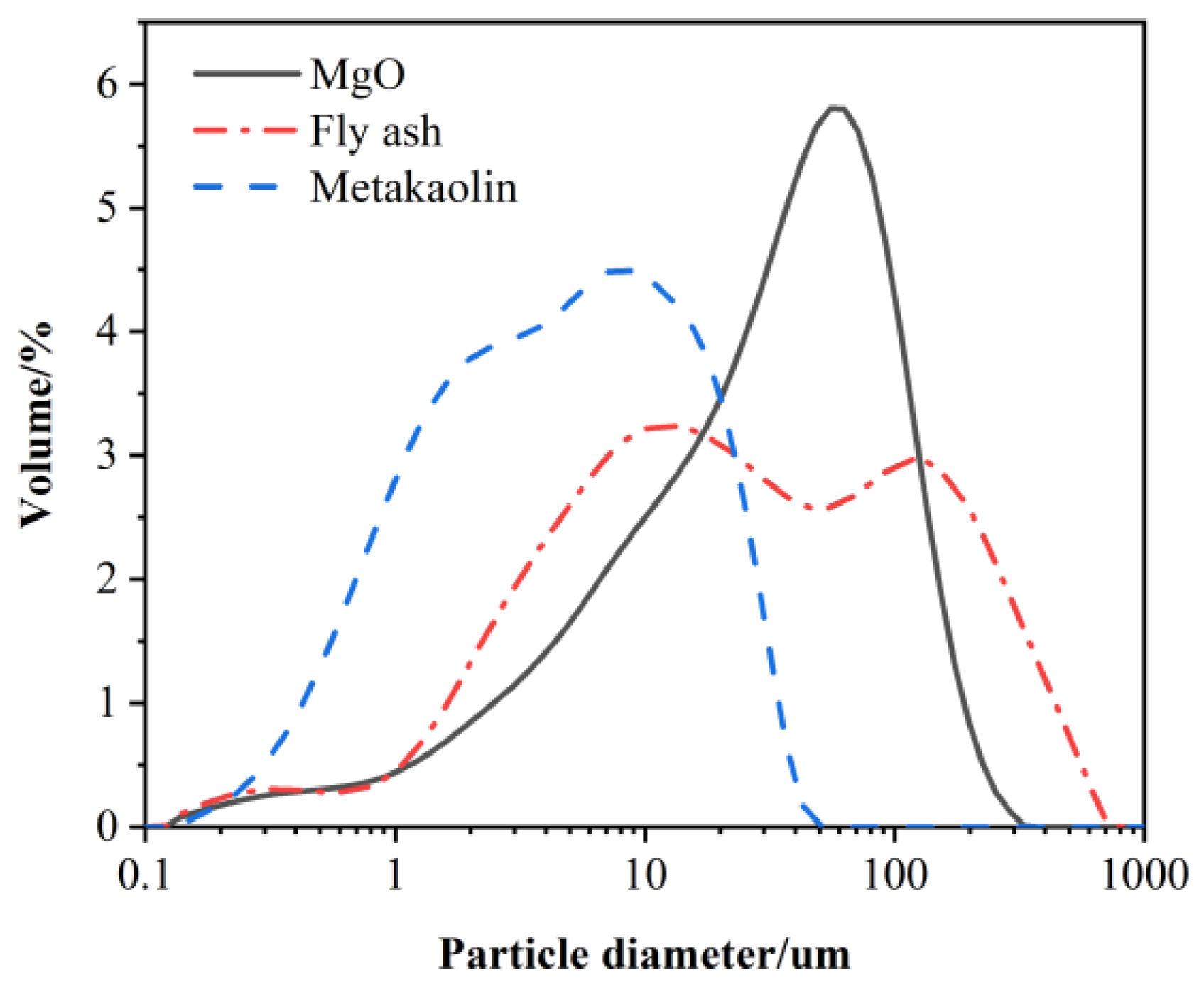
2.1. Materials
2.2. Specimen Preparation
2.3. Testing Methods
- (1)
- Fluidity and setting time
- (2)
- rheological properties test
- (3)
- compressive and flexural strength
- (4)
- drying shrinkage
3. Results and Discussions
3.1. Workability
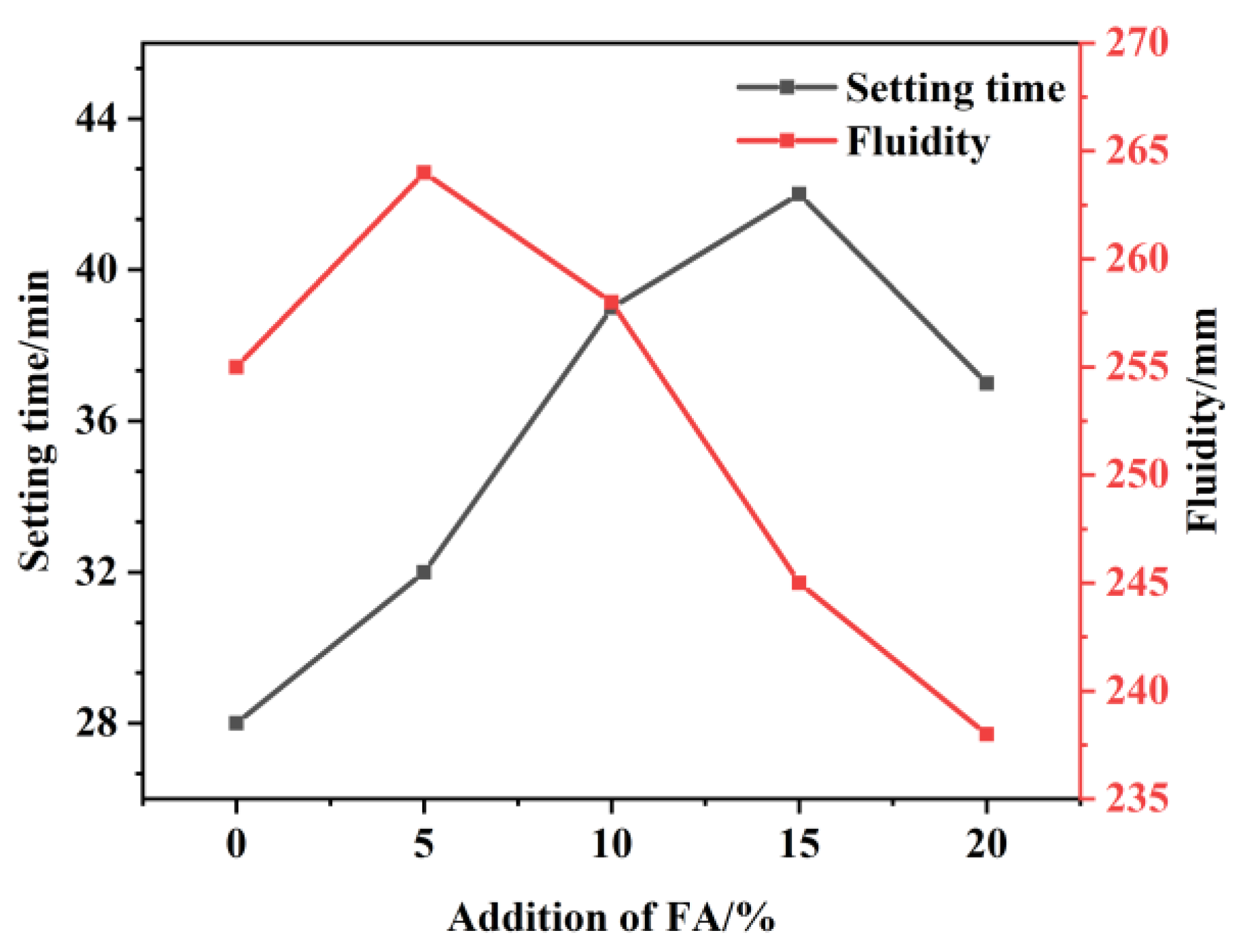
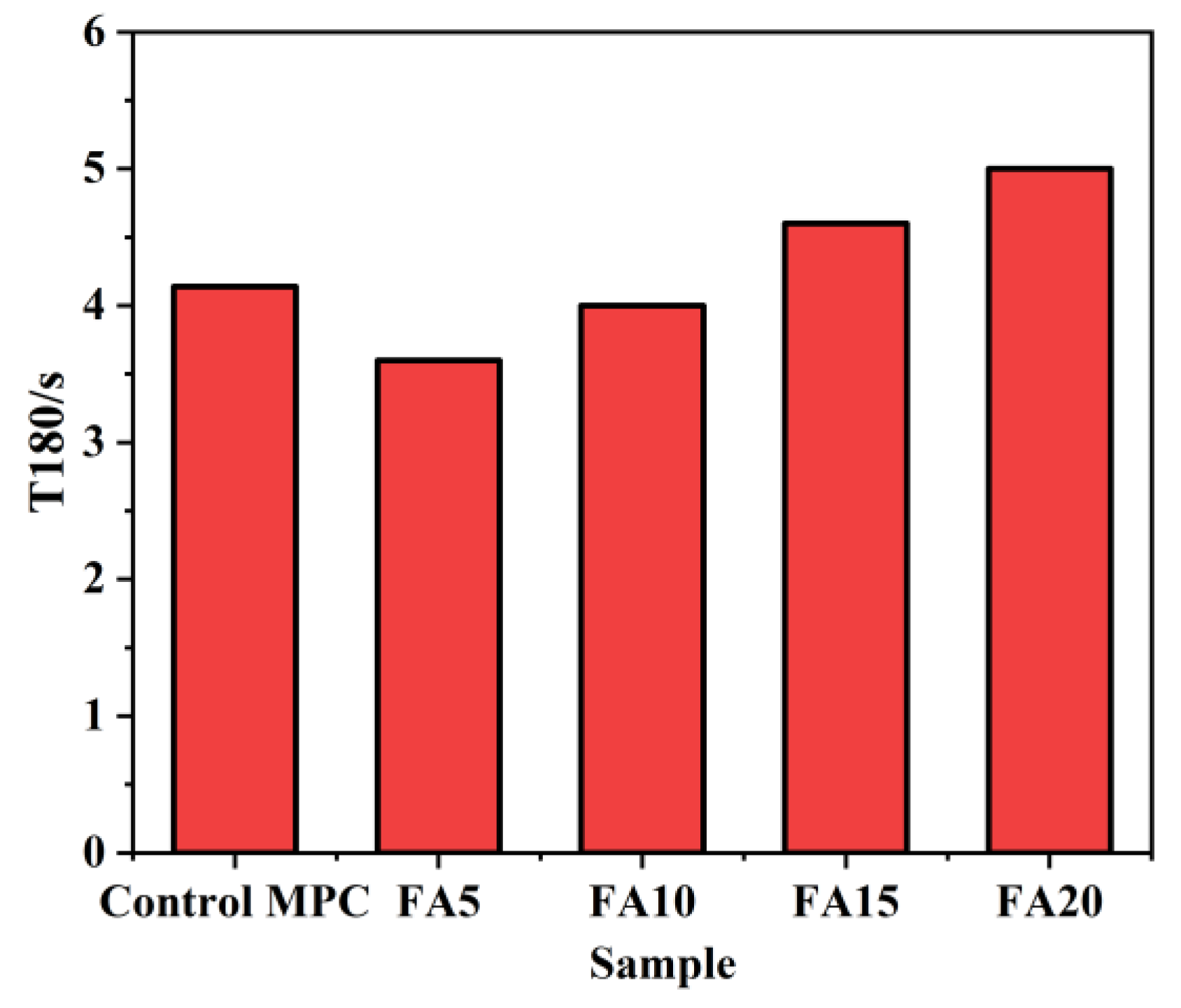
3.1.1. Effect of FA on MPC Fluidity and Setting Time
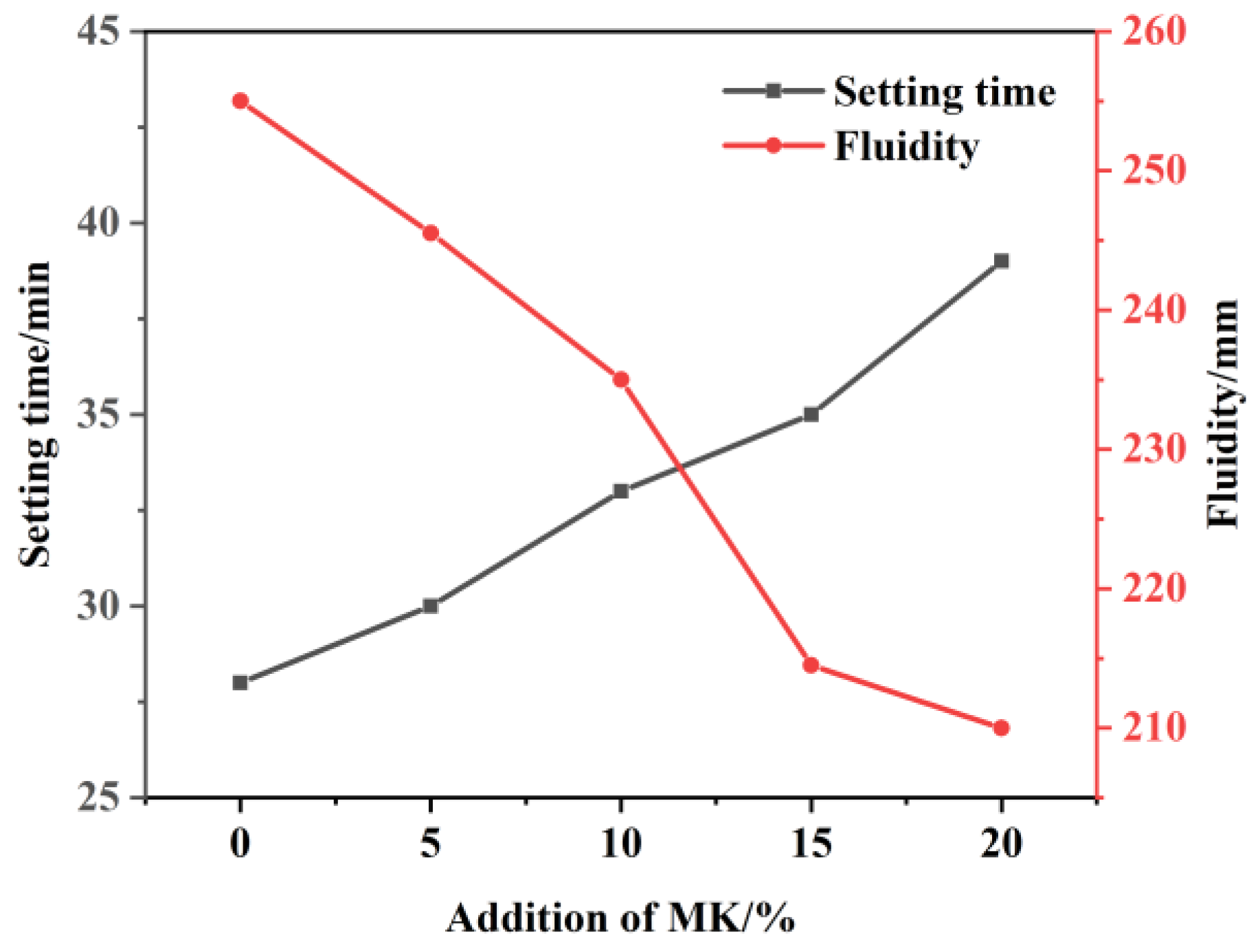
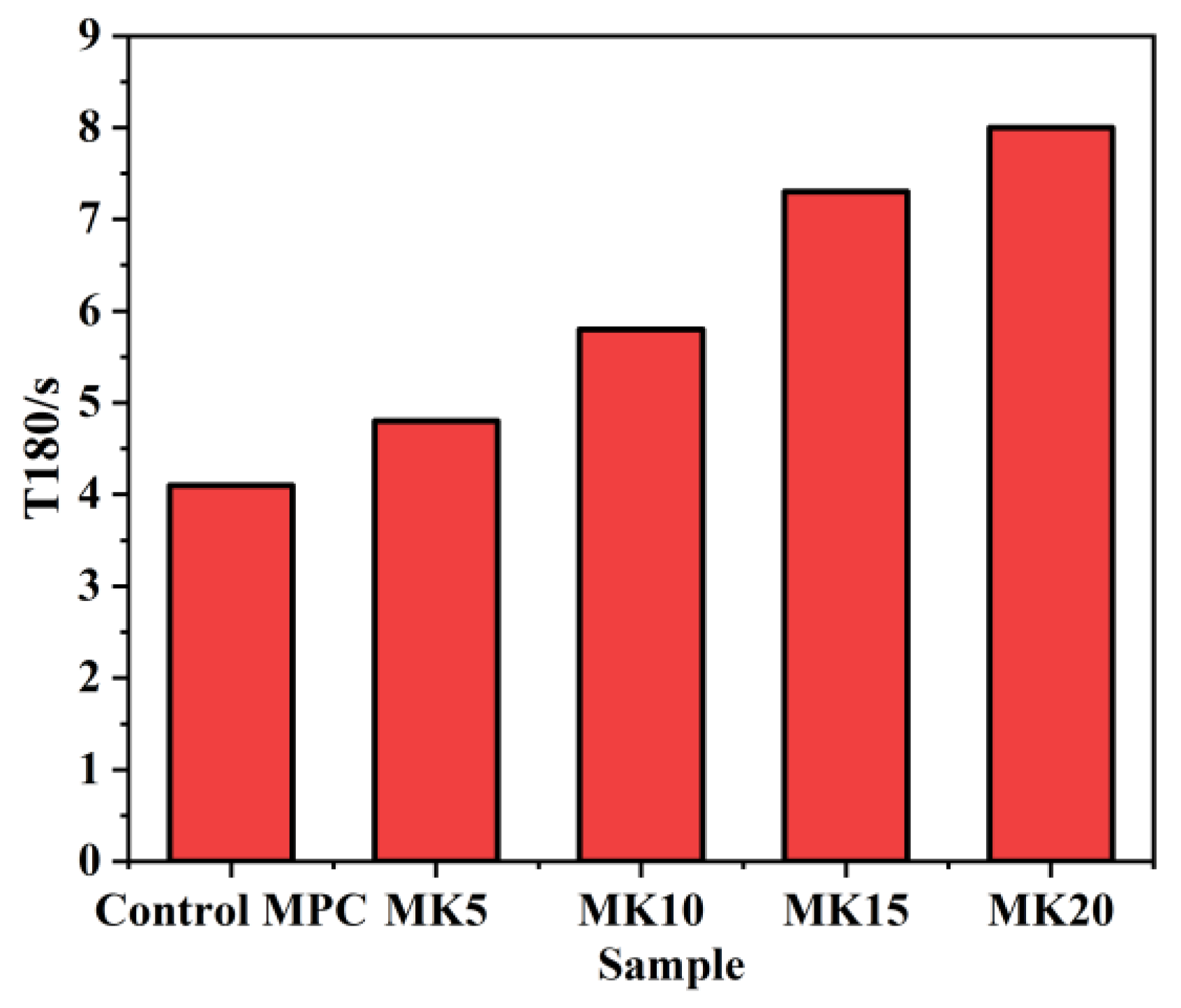
3.1.2. Effect of MK on MPC Fluidity and Setting Time
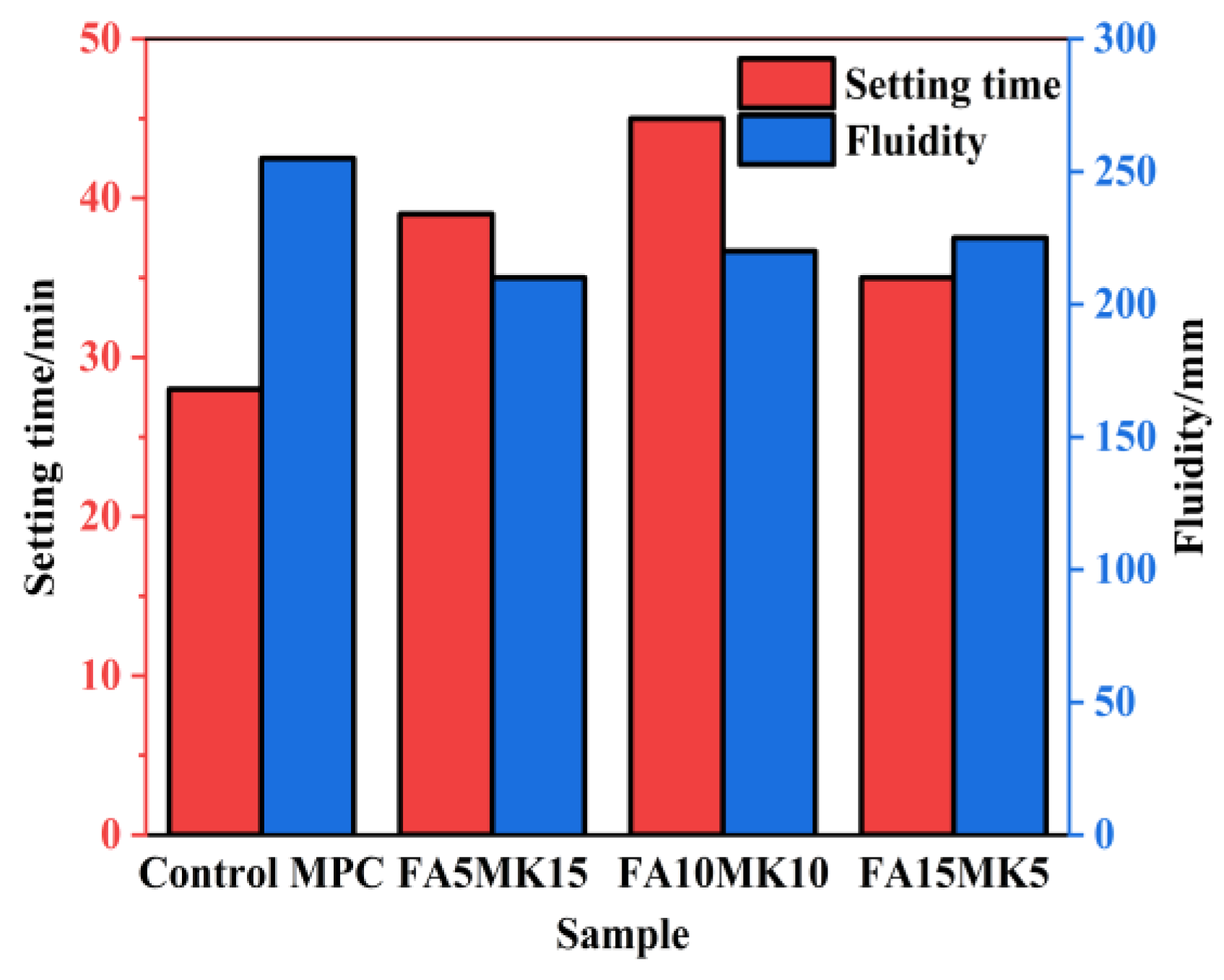
3.1.3. Influence of Compound Powder on MPC Fluidity and Setting Time
3.2. Rheological Properties
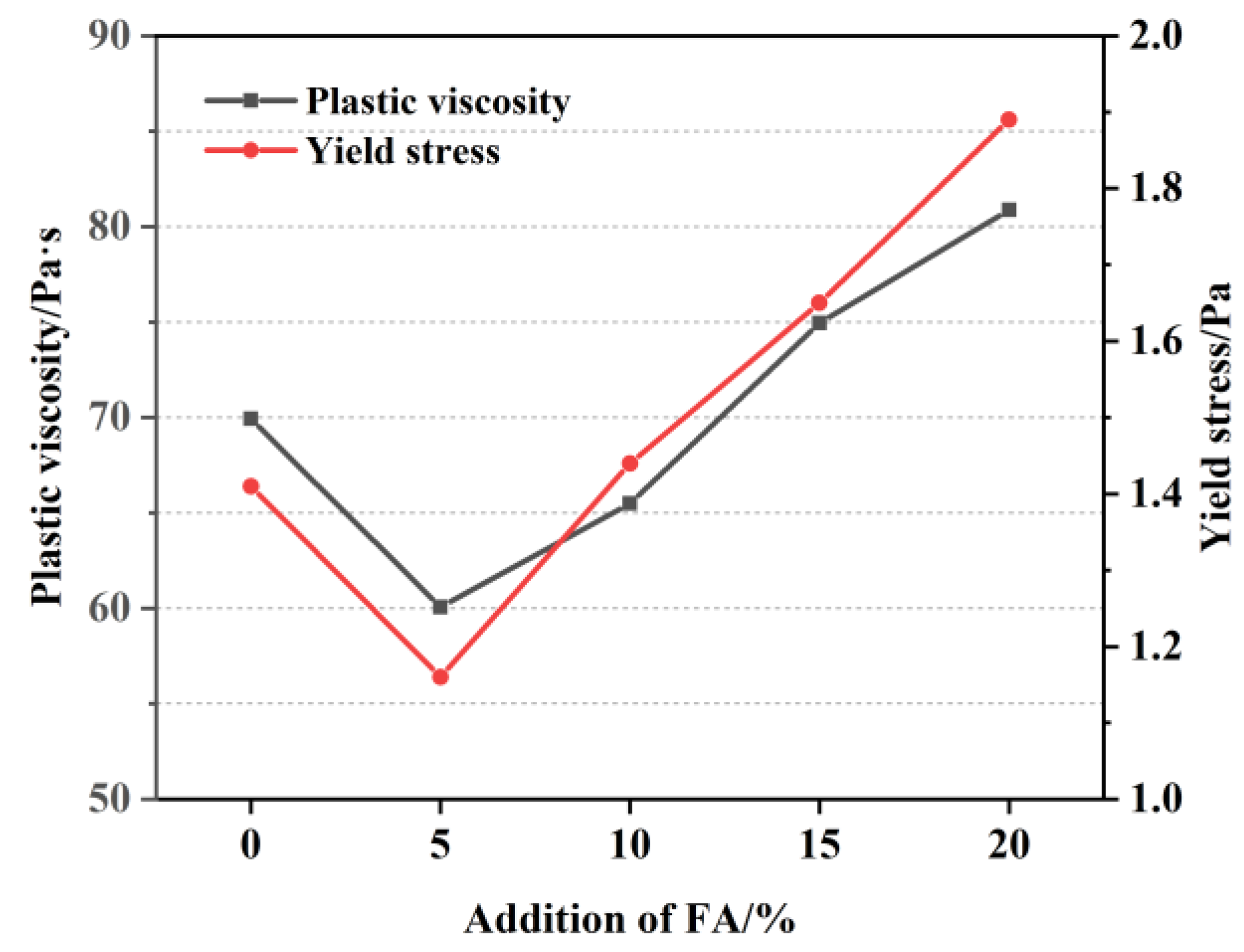
3.2.1. Effects of FA on MPC Rheological Properties
3.2.2. Effects of MK on MPC Rheological Properties
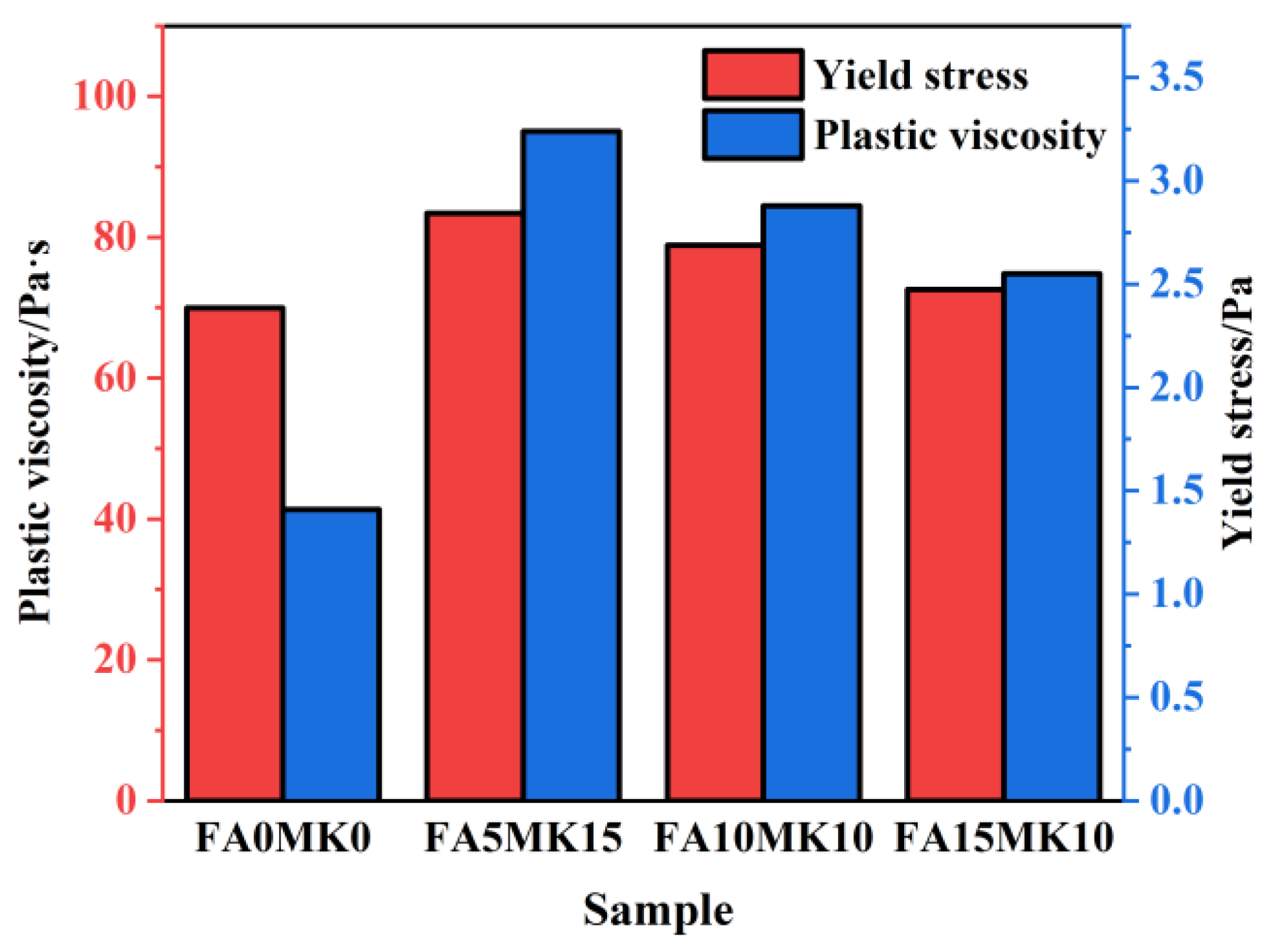
3.2.3. Influence of Compound Powder on MPC Rheological Properties
3.3. Mechanical Properties
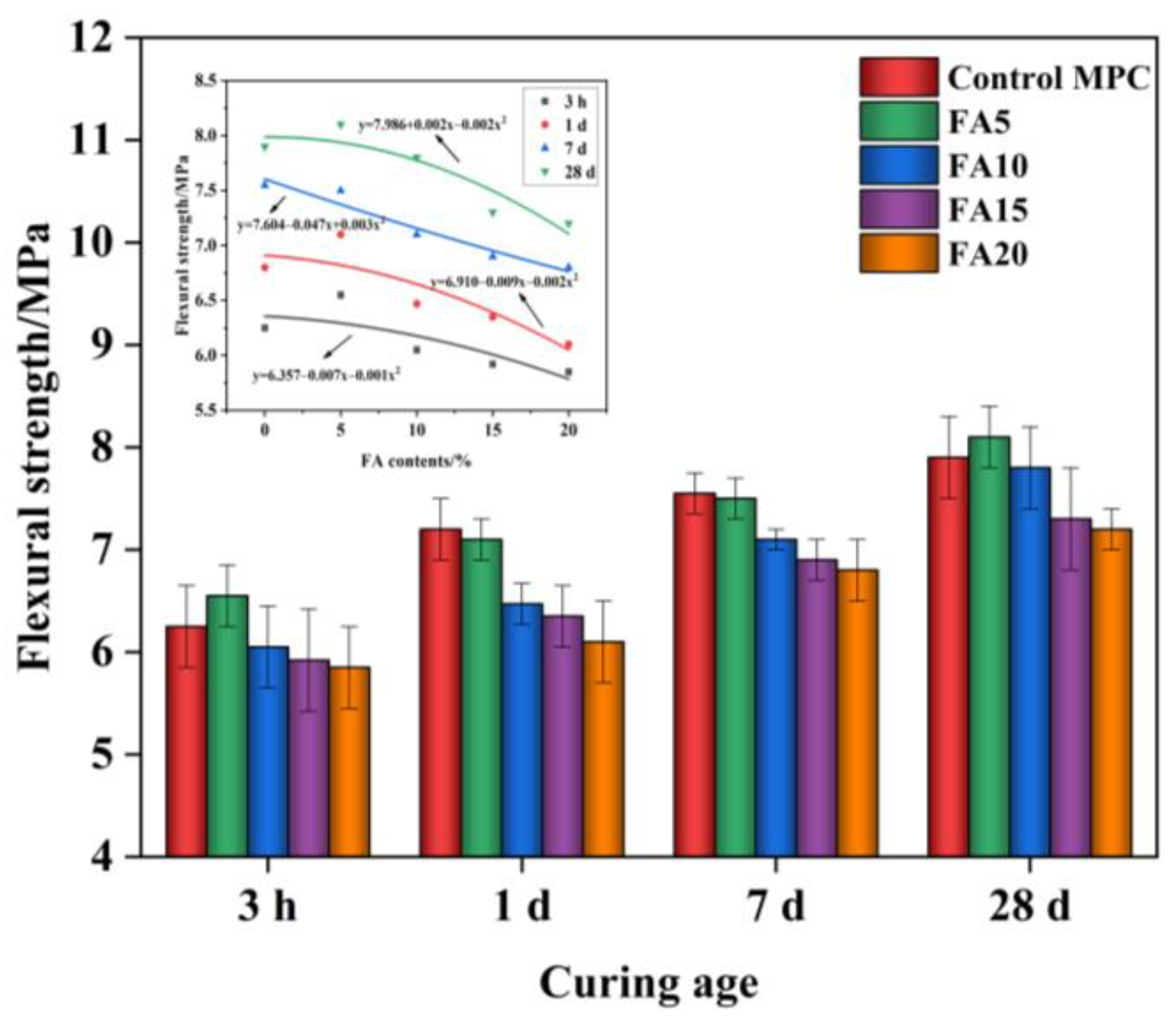
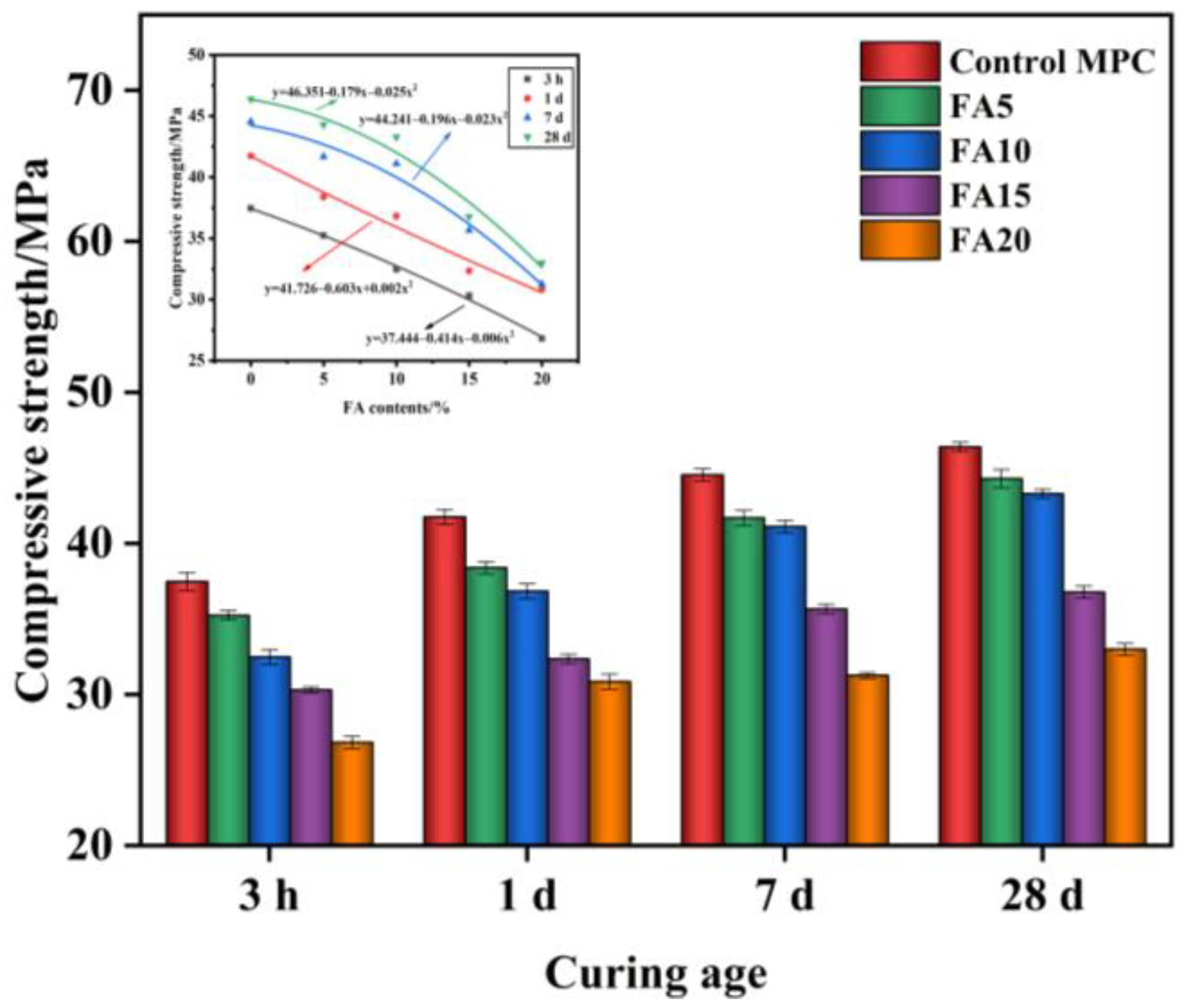
3.3.1. Influence of Fly Ash on Mechanical Properties of MPC
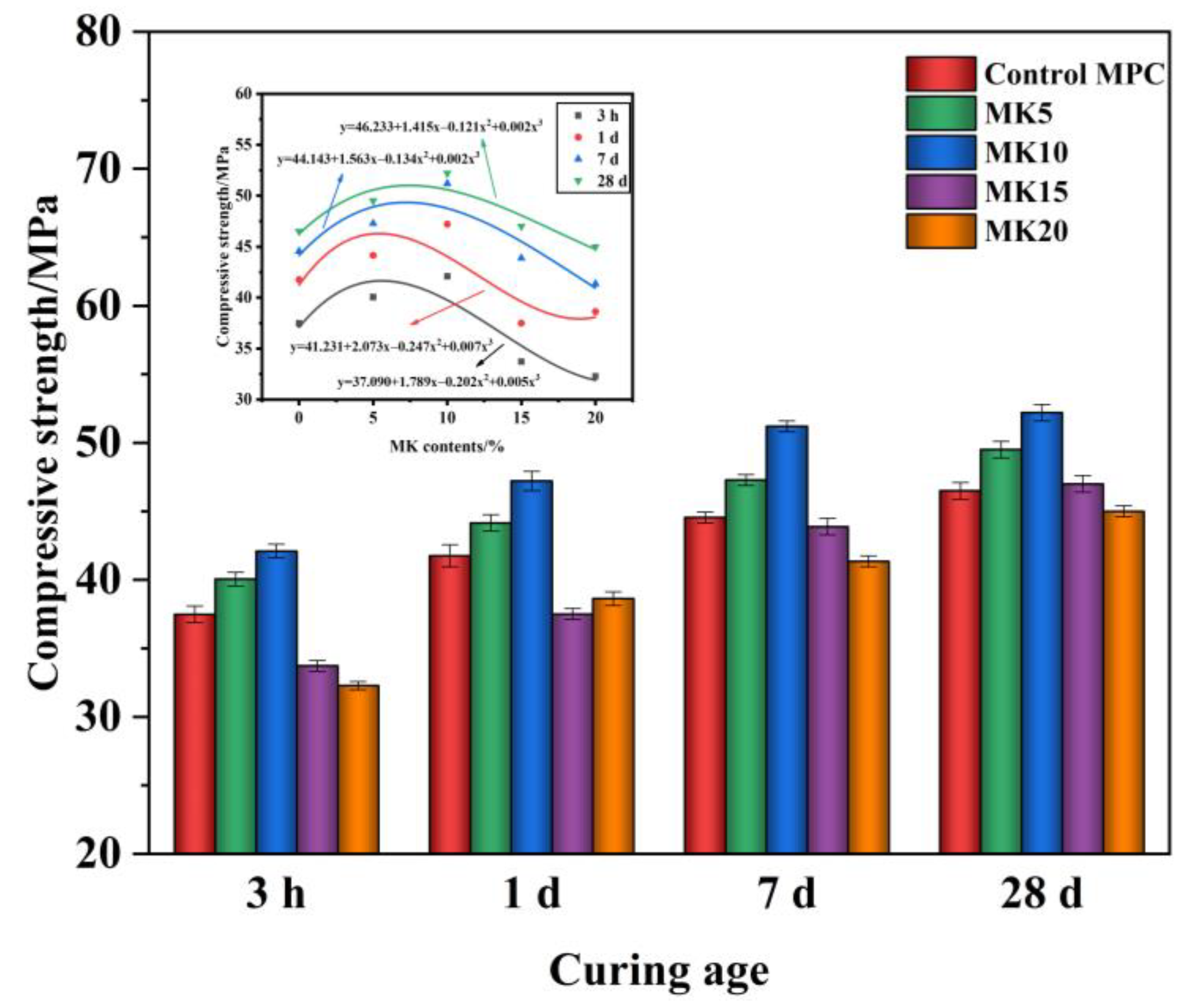
3.3.2. Influence of MK on MPC Mechanical Properties
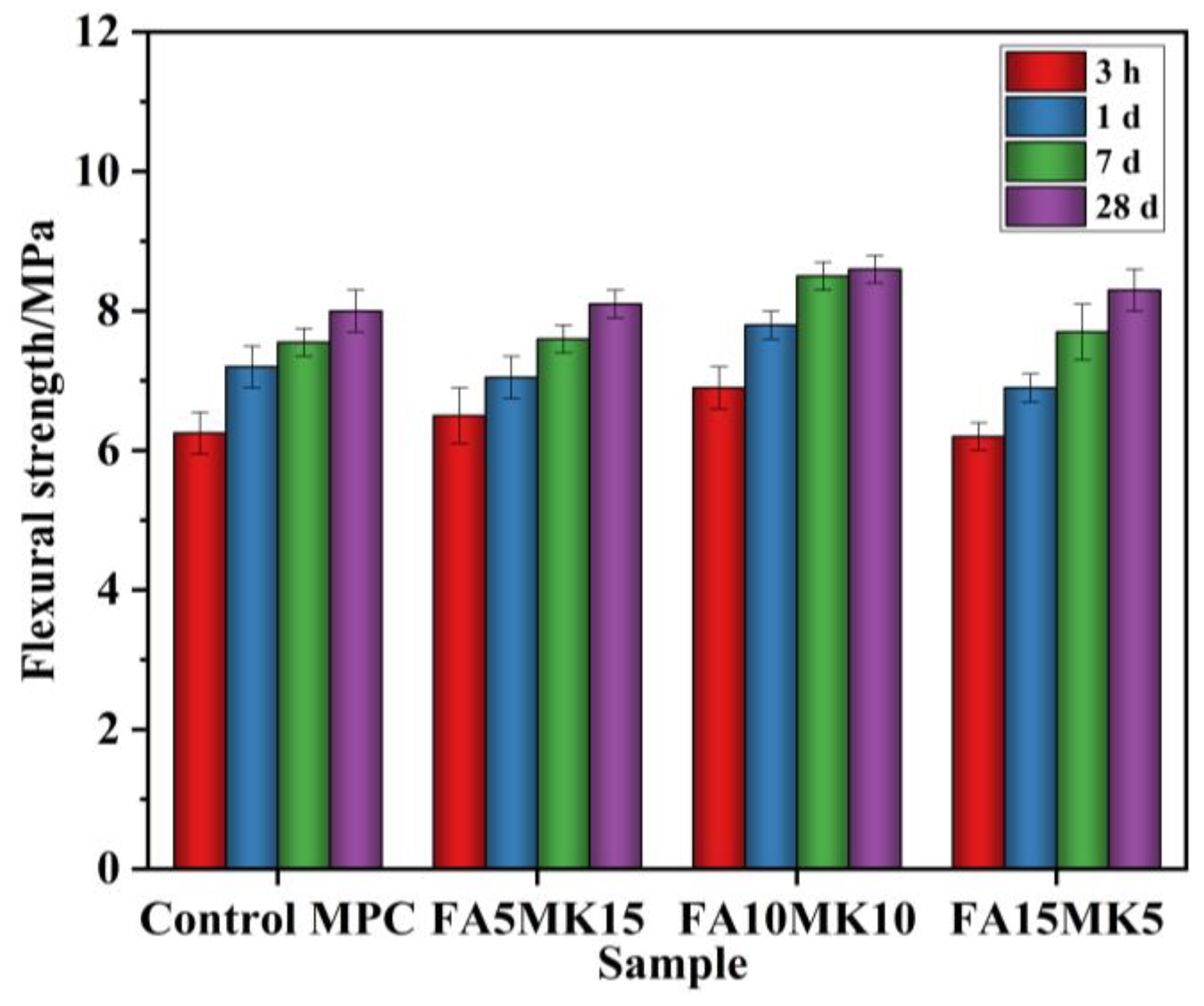
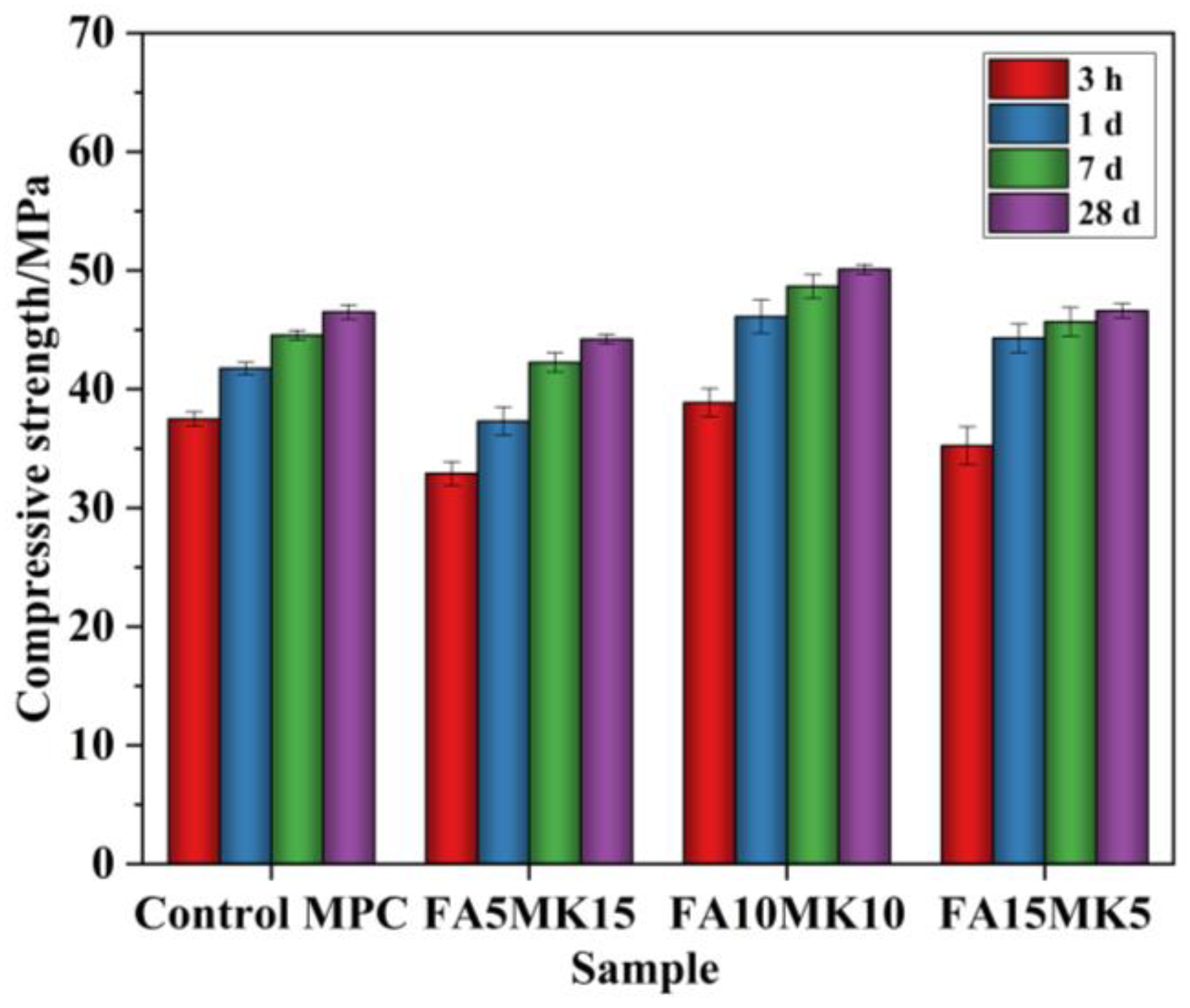
3.3.3. Influence of Compound Powder on Mechanical Properties of MPC
3.4. Drying Shrinkage
3.4.1. The Effect of FA on MPC Drying Shrinkage
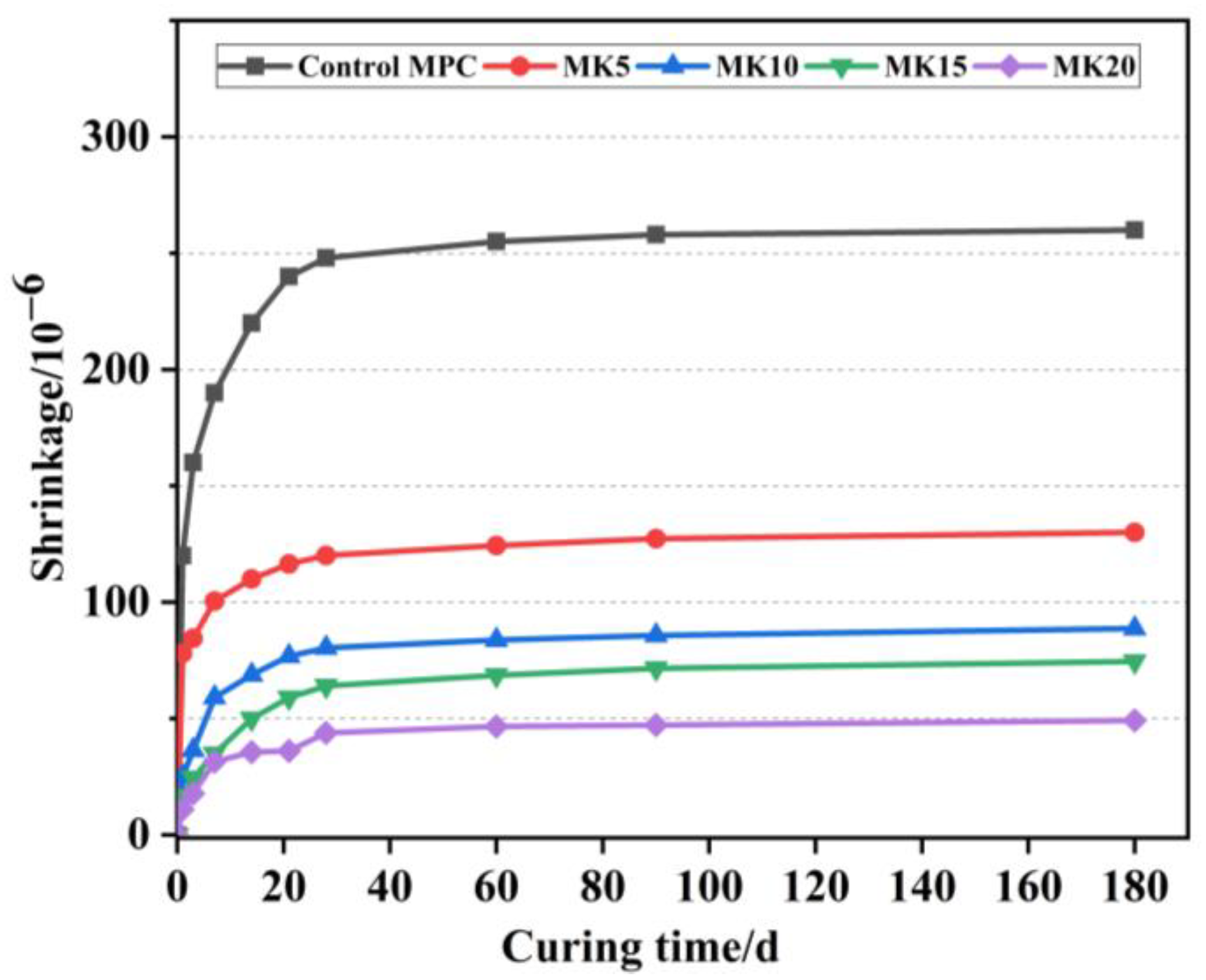
3.4.2. The Effect of FA on MPC Drying Shrinkage
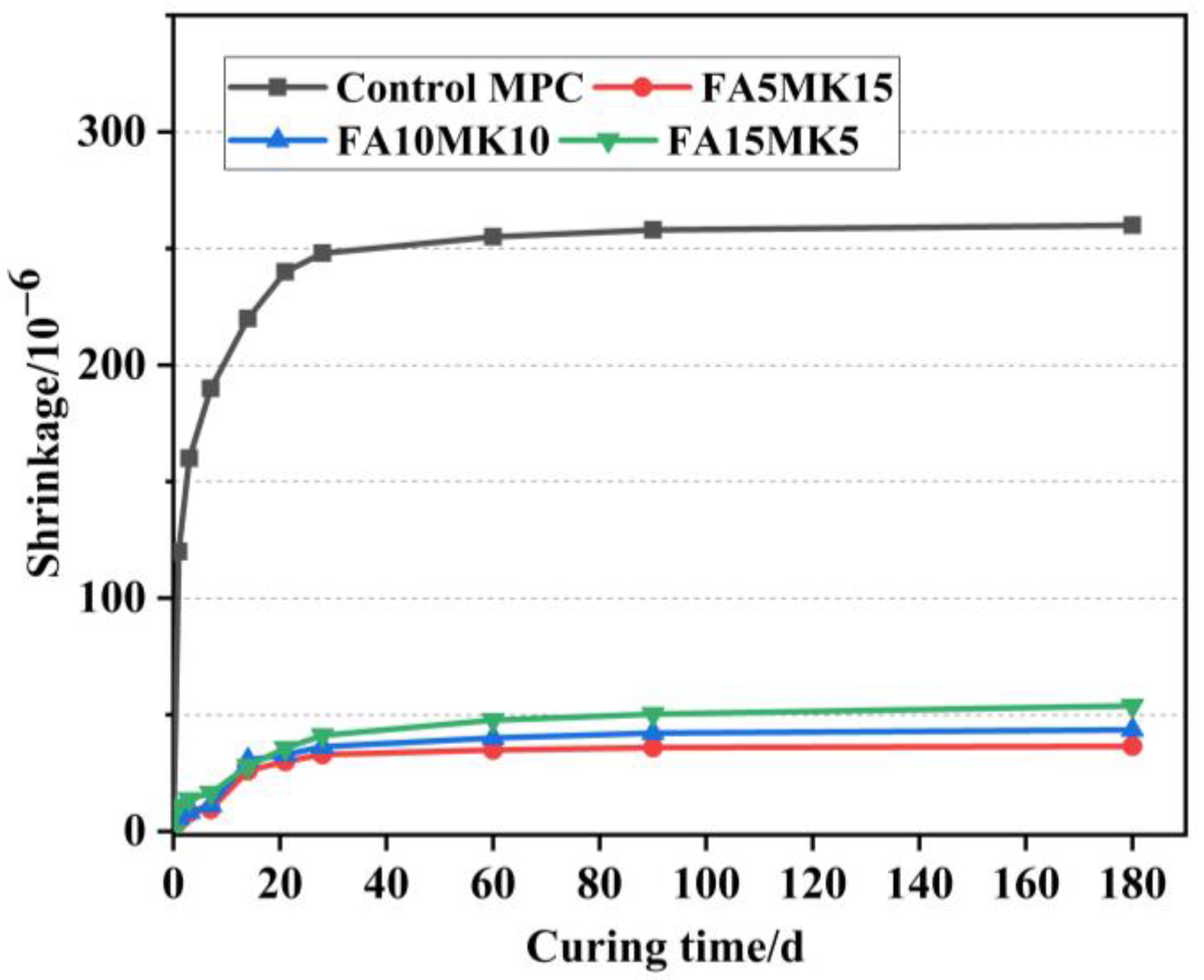
3.4.3. Influence of Compound Powder on Drying Shrinkage of MPC
3.5. Mechanism Analysis
4. Conclusions
- (1)
- MPC fluidity first showed an increasing trend and then decreased as the FA content varied from 0% to 20%, and the fluidity reached its best at 5% FA. The loss of MPC fluidity increases with increasing MK content continuously. With the increase of FA and MK, the setting time of MPC was prolonged. The replacement of 10 wt% FA and 10 wt% MK increases the setting time and decreases the fluidity by 36.9% and 15.5%, respectively.
- (2)
- The yield stress and plastic viscosity first decreased and then increased with the increasing FA content in MPC. Furthermore, successive additions of MK increase the yield stress and plastic viscosity of MPC directly.
- (3)
- The flexural and compressive strength of the MPC specimen decreases when the content of FA increases. In contrast, the presence of MK enhances the compressive and flexural strengths of MPC paste. Maximum compressive and flexural strength are attained in MPC paste with the 10% addition of MK. MPC with 10% MK and 10% FA exhibit both higher flexural and compressive strength than the samples without FA and MK at all test ages.
- (4)
- Fly ash and MK have a positive influence on the shrinkage of MPC. The shrinkage rate decreases as the FA and MK content increase from 0 to 20%, respectively. It is notable that MK has a more considerable effect on MPC drying shrinkage optimization. MPC with 10% FA and 10% MK has the best-modified performance in terms of the comprehensive performance of MPC at all test ages and the shrinkage is small, which can be applied to rapid thin-layer mending material for cement concrete pavement.
- (5)
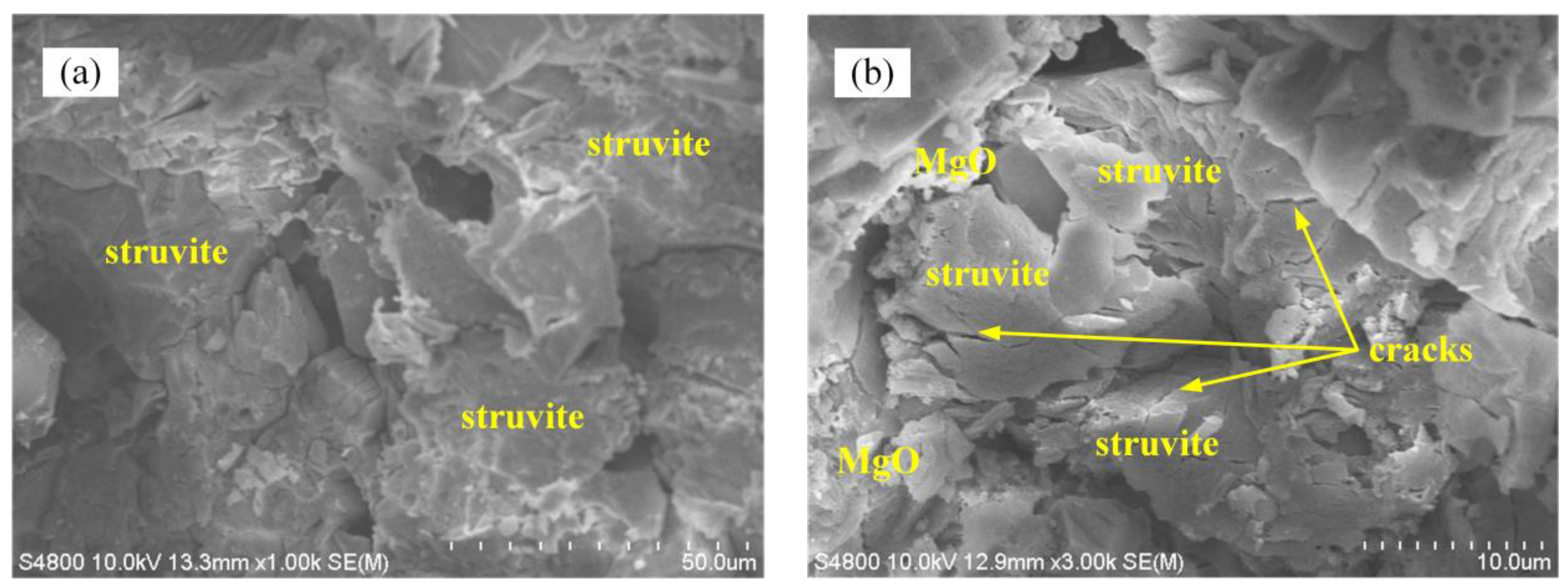
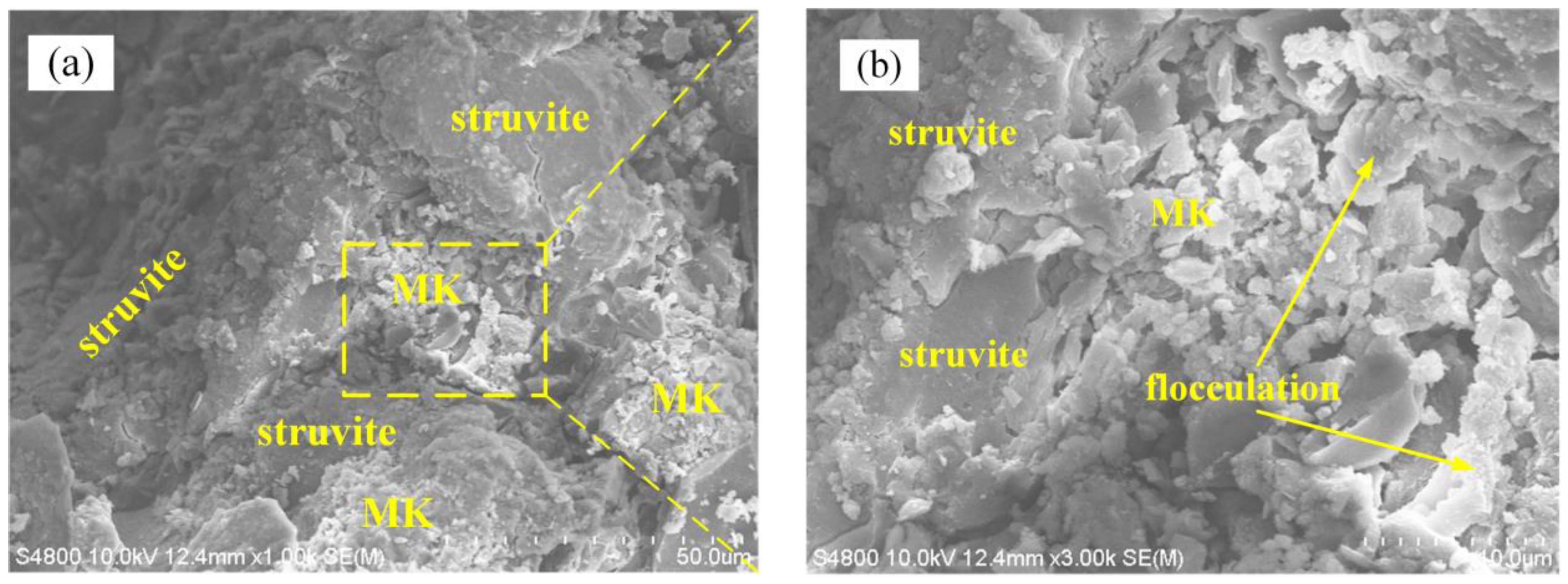
- An SEM analysis showed that there were gaps between FA particles and struvites. This may be the main reason for the poor mechanical properties of MPC with different FA content. The incorporation of MK leads to a denser microstructure of the MPC mortars due to the filling effect and the formation of flocculating substances.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Seehra, S.; Gupta, S.; Kumar, S. Rapid setting magnesium phosphate cement for quick repair of concrete pavements—Characterisation and durability aspects. Cem. Concr. Res. 1993, 23, 254–266. [Google Scholar] [CrossRef]
- Ding, Z.; Dong, B.; Xing, F.; Han, N.; Li, Z. Cementing mechanism of potassium phosphate based magnesium phosphate cement. Ceram. Int. 2012, 38, 6281–6288. [Google Scholar] [CrossRef]
- Sugama, T.; Kukacka, L. Magnesium monophosphate cements derived from diammonium phosphate solutions. Cem. Concr. Res. 1983, 13, 407–416. [Google Scholar] [CrossRef]
- Sugama, T.; Kukacka, L. Characteristics of magnesium polyphosphate cements derived from ammonium polyphosphate solutions. Cem. Concr. Res. 1983, 13, 499–506. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, B.; Wu, X. Characteristics and durability test of magnesium phosphate cement-based material for rapid repair of concrete. Mater. Struct. 2000, 33, 229–234. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, B.; Zhang, S.; Wu, X. Properties and applications of magnesia–phosphate cement mortar for rapid repair of concrete. Cem. Concr. Res. 2000, 30, 1807–1813. [Google Scholar] [CrossRef]
- Chen, B.; Oderji, S.Y.; Chandan, S.; Fan, S. Feasibility of Magnesium Phosphate Cement (MPC) as a repair material for ballastless track slab. Constr. Build. Mater. 2017, 154, 270–274. [Google Scholar] [CrossRef]
- Ma, H.; Xu, B. Potential to design magnesium potassium phosphate cement paste based on an optimal magnesia-to-phosphate ratio. Mater. Des. 2017, 118, 81–88. [Google Scholar] [CrossRef]
- Le Rouzic, M.; Chaussadent, T.; Stefan, L.; Saillio, M. On the influence of Mg/P ratio on the properties and durability of magnesium potassium phosphate cement pastes. Cem. Concr. Res. 2017, 96, 27–41. [Google Scholar] [CrossRef]
- Xu, B.; Winnefeld, F.; Kaufmann, J.; Lothenbach, B. Influence of magnesium-to-phosphate ratio and water-to-cement ratio on hydration and properties of magnesium potassium phosphate cements. Cem. Concr. Res. 2019, 123, 105781. [Google Scholar] [CrossRef]
- Li, Y.; Chen, B. Factors that affect the properties of magnesium phosphate cement. Constr. Build. Mater. 2013, 47, 977–983. [Google Scholar] [CrossRef]
- Lahalle, H.; Coumes, C.C.D.; Mercier, C.; Lambertin, D.; Cannes, C.; Delpech, S.; Gauffinet, S. Influence of the w/c ratio on the hydration process of a magnesium phosphate cement and on its retardation by boric acid. Cem. Concr. Res. 2018, 109, 159–174. [Google Scholar] [CrossRef]
- You, C.; Qian, J.; Qin, J.; Wang, H.; Wang, Q.; Ye, Z. Effect of early hydration temperature on hydration product and strength development of magnesium phosphate cement (MPC). Cem. Concr. Res. 2015, 78, 179–189. [Google Scholar] [CrossRef]
- Mestres, G.; Ginebra, M.-P. Novel magnesium phosphate cements with high early strength and antibacterial properties. Acta Biomater. 2011, 7, 1853–1861. [Google Scholar] [CrossRef] [PubMed]
- Fan, S.; Chen, B. Experimental study of phosphate salts influencing properties of magnesium phosphate cement. Constr. Build. Mater. 2014, 65, 480–486. [Google Scholar] [CrossRef]
- Zhou, H.; Agarwal, A.K.; Goel, V.K.; Bhaduri, S.B. Microwave assisted preparation of magnesium phosphate cement (MPC) for orthopedic applications: A novel solution to the exothermicity problem. Mater. Sci. Eng. C 2013, 33, 4288–4294. [Google Scholar] [CrossRef] [PubMed]
- Hall, D.; Stevens, R.; El-Jazairi, B. The effect of retarders on the microstructure and mechanical properties of magnesia–phosphate cement mortar. Cem. Concr. Res. 2001, 31, 455–465. [Google Scholar] [CrossRef]
- Ma, H.; Xu, B.; Liu, J.; Pei, H.; Li, Z. Effects of water content, magnesia-to-phosphate molar ratio and age on pore structure, strength and permeability of magnesium potassium phosphate cement paste. Mater. Des. 2014, 64, 497–502. [Google Scholar] [CrossRef]
- Yang, N.; Shi, C.; Yang, J.; Chang, Y. Research Progresses in Magnesium Phosphate Cement–Based Materials. J. Mater. Civ. Eng. 2014, 26, 04014071. [Google Scholar] [CrossRef]
- Yang, J.; Qian, C. Effect of borax on hydration and hardening properties of magnesium and pottassium phosphate cement pastes. J. Wuhan Univ. Technol. Sci. Ed. 2010, 25, 613–618. [Google Scholar] [CrossRef]
- Ahmad, M.R.; Chen, B. Effect of silica fume and basalt fiber on the mechanical properties and microstructure of magnesium phosphate cement (MPC) mortar. Constr. Build. Mater. 2018, 190, 466–478. [Google Scholar] [CrossRef]
- Qin, J.; Qian, J.; Li, Z.; You, C.; Dai, X.; Yue, Y.; Fan, Y. Mechanical properties of basalt fiber reinforced magnesium phosphate cement composites. Constr. Build. Mater. 2018, 188, 946–955. [Google Scholar] [CrossRef]
- Fang, Y.; Chen, B.; Oderji, S.Y. Experimental research on magnesium phosphate cement mortar reinforced by glass fiber. Constr. Build. Mater. 2018, 188, 729–736. [Google Scholar] [CrossRef]
- Lu, Z.; Hou, D.; Ma, H.; Fan, T.; Li, Z. Effects of graphene oxide on the properties and microstructures of the magnesium potassium phosphate cement paste. Constr. Build. Mater. 2016, 119, 107–112. [Google Scholar] [CrossRef]
- Pei, H.; Zhang, S.; Bai, L.; Hou, D.; Yang, Q.; Borana, L. Early-age shrinkage strain measurements of the graphene oxide modified magnesium potassium phosphate cement. Measurement 2019, 139, 293–300. [Google Scholar] [CrossRef]
- Liu, K.; Ma, S.; Zhang, Z.; Han, F. Hydration and Properties of Magnesium Potassium Phosphate Cement Modified by Granulated Blast-Furnace Slag: Influence of Fineness. Materials 2022, 15, 918. [Google Scholar] [CrossRef]
- Gardner, L.J.; Bernal, S.A.; Walling, S.A.; Corkhill, C.L.; Provis, J.L.; Hyatt, N.C. Characterisation of magnesium potassium phosphate cements blended with fly ash and ground granulated blast furnace slag. Cem. Concr. Res. 2015, 74, 78–87. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Y.; Ahmad, M.R.; Chen, B. Properties of magnesium phosphate cement containing steel slag powder. Constr. Build. Mater. 2018, 195, 140–147. [Google Scholar] [CrossRef]
- Sun, D.; Wu, K.; Kang, W.; Shi, H.; Li, S. Characterisation of water stability of magnesium phosphate cement blended with steel slag and fly ash. Adv. Cem. Res. 2020, 32, 251–261. [Google Scholar] [CrossRef]
- Xu, X.; Lin, X.; Pan, X.; Ji, T.; Liang, Y.; Zhang, H. Influence of silica fume on the setting time and mechanical properties of a new magnesium phosphate cement. Constr. Build. Mater. 2020, 235, 117544. [Google Scholar] [CrossRef]
- Gao, M.; Chen, B.; Lang, L.; Muhammad, R.A. Influence of Silica Fume on Mechanical Properties and Water Resistance of Magnesium–Ammonium Phosphate Cement. J. Mater. Civ. Eng. 2020, 32, 04019368. [Google Scholar] [CrossRef]
- Ma, C.; Liu, Y.; Zhou, H.; Jiang, Z.; Ren, W.; He, F. Influencing mechanism of mineral admixtures on rheological properties of fresh magnesium phosphate cement. Constr. Build. Mater. 2021, 288, 123130. [Google Scholar] [CrossRef]
- Jiang, Z.; Qian, C.; Chen, Q. Experimental investigation on the volume stability of magnesium phosphate cement with different types of mineral admixtures. Constr. Build. Mater. 2017, 157, 10–17. [Google Scholar] [CrossRef]
- Mo, L.; Lv, L.; Deng, M.; Qian, J. Influence of fly ash and metakaolin on the microstructure and compressive strength of magnesium potassium phosphate cement paste. Cem. Concr. Res. 2018, 111, 116–129. [Google Scholar] [CrossRef]
- Shi, Y.; Chen, B.; Ahmad, M.R. Effects of Alumina as an Effective Constituent of Metakaolin on Properties of Magnesium Phosphate Cements. J. Mater. Civ. Eng. 2019, 31, 04019147. [Google Scholar] [CrossRef]
- Qin, Z.; Zhou, S.; Ma, C.; Long, G.; Xie, Y.; Chen, B. Roles of metakaolin in magnesium phosphate cement: Effect of the replacement ratio of magnesia by metakaolin with different particle sizes. Constr. Build. Mater. 2019, 227, 116675. [Google Scholar] [CrossRef]
- GB/T8077-2012; Methods for Testing Uniformity of Concrete Admixture. Chinese National Standard. Available online: https://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=0D5131C43B6C36E9062837B9BB90B668 (accessed on 20 June 2022).
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement. Chinese National Standard. Available online: https://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=C17508EC07AA0E4FAA903AC142CBDE41 (accessed on 20 June 2022).
- Roussel, N.; Stefani, C.; Leroy, R. From mini-cone test to Abrams cone test: Measurement of cement-based materials yield stress using slump tests. Cem. Concr. Res. 2005, 35, 817–822. [Google Scholar] [CrossRef]
- Chidiac, S.E.; Maadani, O.; Razaqpur, A.G.; Mailvaganam, N.P. Controlling the quality of fresh concrete—a new approach. Mag. Concr. Res. 2000, 52, 353–363. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; An, X. Development of a mix design method for SCC based on the rheological characteristics of paste. Constr. Build. Mater. 2014, 53, 642–651. [Google Scholar] [CrossRef]
- GB/T 17671-1999; Method of Testing Cements–Determination of Strength. Chinese National Standard. Available online: http://www.gb688.cn/bzgk/gb/newGbInfo?hcno=7AD06455D640C969669ACAEEB4AB1762 (accessed on 20 June 2022). (In Chinese)
- JC/T 603—2004; Standard Test Method for Drying Shinkage of Mortar. Chinese National Standard. Available online: https://www.doc88.com/p-5824406298114.html?r=1 (accessed on 20 June 2022). (In Chinese)
- Li, D.X.; Feng, C.H. Study on Modification of the Magnesium Phosphate Cement-Based Material by Fly Ash. Adv. Mater. Res. 2011, 150-151, 1655–1661. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, B. Research on the preparation and properties of a novel grouting material based on magnesium phosphate cement. Constr. Build. Mater. 2019, 214, 516–526. [Google Scholar] [CrossRef]
- Ostrowski, N.; Roy, A.; Kumta, P.N. Magnesium Phosphate Cement Systems for Hard Tissue Applications: A Review. ACS Biomater. Sci. Eng. 2016, 2, 1067–1083. [Google Scholar] [CrossRef] [PubMed]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Al2O3 | SiO2 | CaO | MgO | Fe2O3 | TiO2 | Na2O | K2O | Specific Surface Area (m2/kg) | Apparent Density (g/cm3) |
|---|---|---|---|---|---|---|---|---|---|---|
| MgO | — | 2.09 | 1.31 | 92.15 | 1.12 | — | — | — | 920.6 | 3.48 |
| FA | 26 | 57.5 | 5.2 | 1.7 | 8.2 | 0.1 | 0.2 | 0.2 | 1121 | 1.99 |
| MK | 43 | 54 | 0.17 | 0.06 | 0.76 | 0.24 | 0.06 | 0.55 | 2613 | 2.23 |
| Code | M | FA | MK | P/M 1 | W/C 2 | Mretarder/M 3 |
|---|---|---|---|---|---|---|
| Control MPC | 100 | 0 | 0 | 1/4 | 0.17 | 0.16 |
| FA5 | 95 | 5 | 0 | 1/4 | 0.17 | 0.16 |
| FA10 | 90 | 10 | 0 | 1/4 | 0.17 | 0.16 |
| FA15 | 85 | 15 | 0 | 1/4 | 0.17 | 0.16 |
| FA20 | 80 | 20 | 0 | 1/4 | 0.17 | 0.16 |
| MK5 | 95 | 0 | 5 | 1/4 | 0.17 | 0.16 |
| MK10 | 90 | 0 | 10 | 1/4 | 0.17 | 0.16 |
| MK15 | 85 | 0 | 15 | 1/4 | 0.17 | 0.16 |
| MK20 | 80 | 0 | 20 | 1/4 | 0.17 | 0.16 |
| FA5MK15 | 80 | 5 | 15 | 1/4 | 0.17 | 0.16 |
| FA10MK10 | 80 | 10 | 10 | 1/4 | 0.17 | 0.16 |
| FA15MK5 | 80 | 15 | 5 | 1/4 | 0.17 | 0.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Feng, Q.; Yang, Y.; Zhang, J.; Zhang, J.; Duan, G. Experimental Research on Magnesium Phosphate Cements Modified by Fly Ash and Metakaolin. Coatings 2022, 12, 1030. https://doi.org/10.3390/coatings12071030
Liu H, Feng Q, Yang Y, Zhang J, Zhang J, Duan G. Experimental Research on Magnesium Phosphate Cements Modified by Fly Ash and Metakaolin. Coatings. 2022; 12(7):1030. https://doi.org/10.3390/coatings12071030
Chicago/Turabian StyleLiu, He, Qidong Feng, Yanhai Yang, Jingyi Zhang, Jian Zhang, and Guangchao Duan. 2022. "Experimental Research on Magnesium Phosphate Cements Modified by Fly Ash and Metakaolin" Coatings 12, no. 7: 1030. https://doi.org/10.3390/coatings12071030
APA StyleLiu, H., Feng, Q., Yang, Y., Zhang, J., Zhang, J., & Duan, G. (2022). Experimental Research on Magnesium Phosphate Cements Modified by Fly Ash and Metakaolin. Coatings, 12(7), 1030. https://doi.org/10.3390/coatings12071030