3.2. Investigation of the Process of Applying Nanostructured Coatings
The synthesized SiO
2 nanoparticles sol was applied to the ABE wire surface. During the experiment, we prepared five groups of ABE wire with a different number of layers of SiO
2 nanoparticles on the surface. Each group contained five samples. After each SiO
2 nanoparticles application cycle, the samples were dried and weighed on analytical scales.
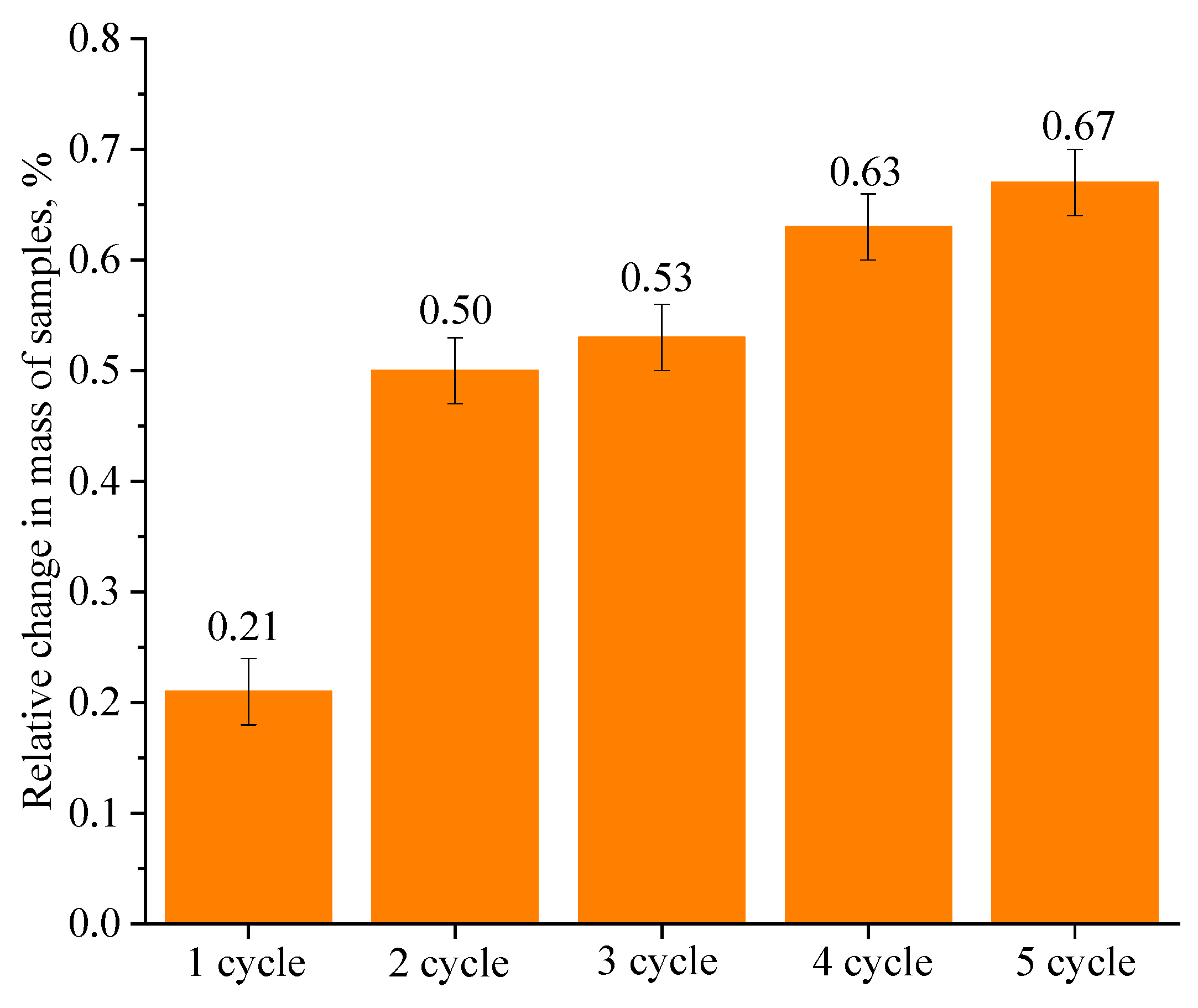
Figure 7 shows a histogram of the relative mass variation (%) of the samples as a function of the number of SiO
2 nanoparticles layers deposited.
As can be seen in
Figure 7, after each cycle, the mass of the samples increased by 0.13% on average.
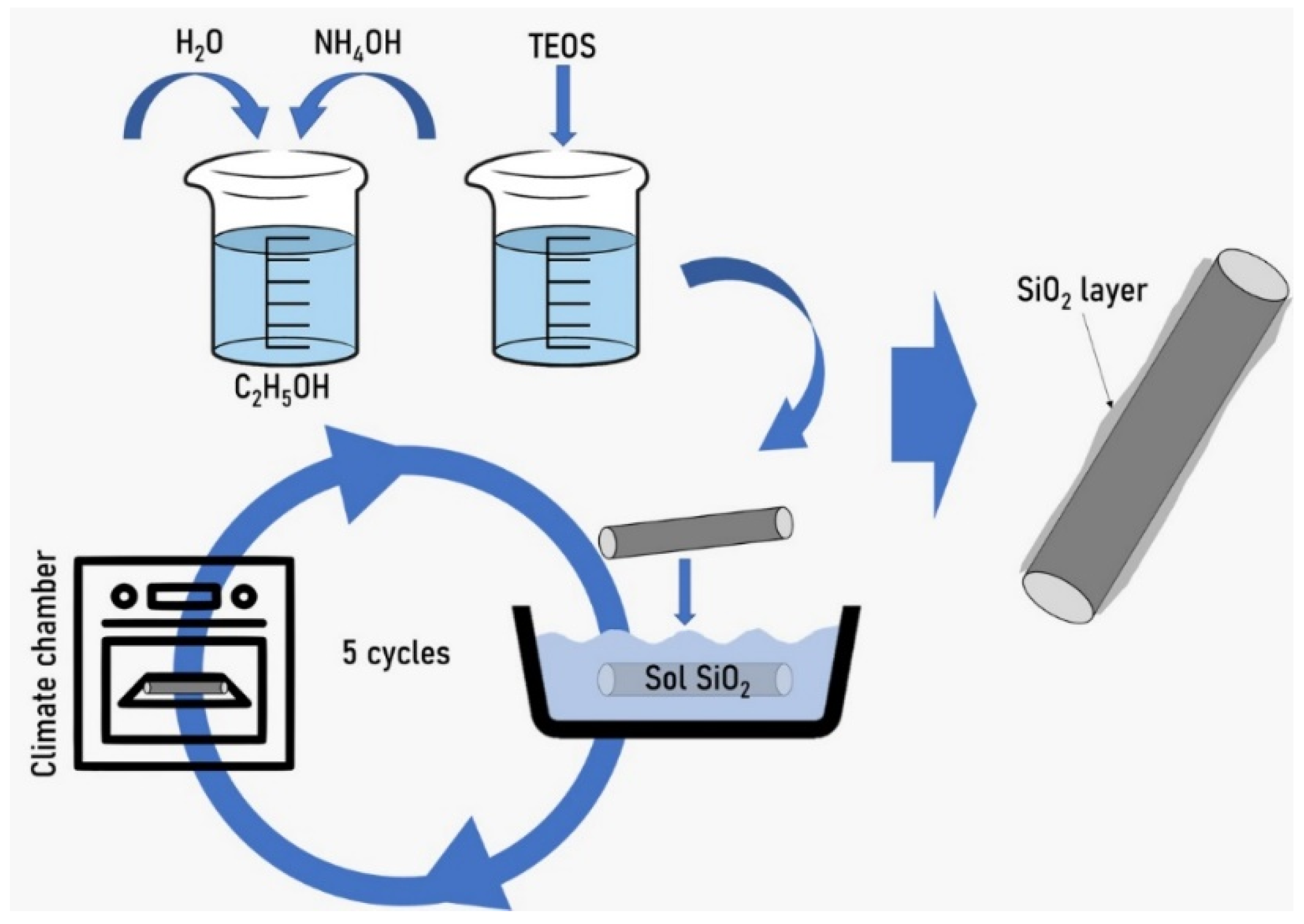
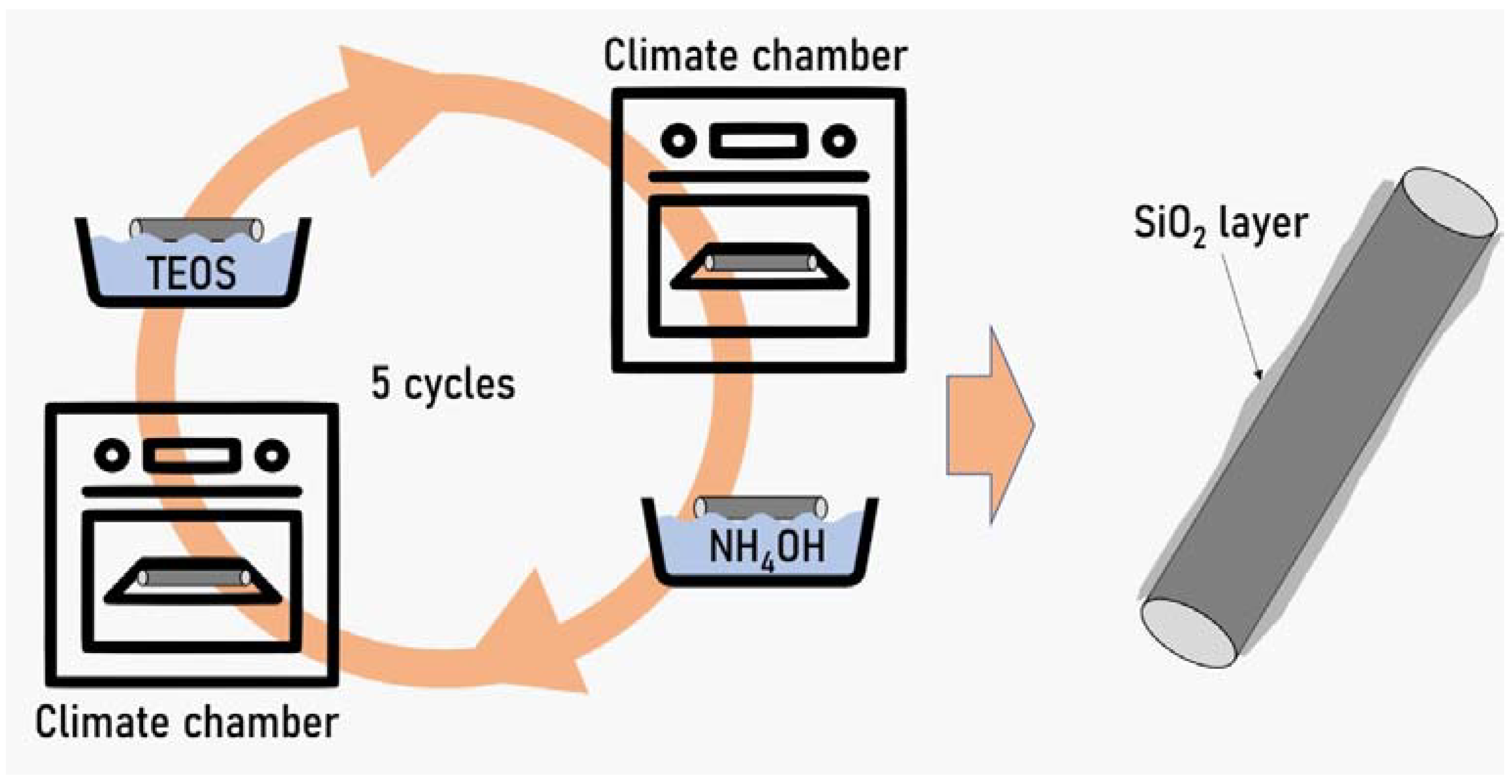
In the second part of the experiment, the protective coating was applied by sequential immersion in tetraethoxysilane and a 25% aqueous ammonia solution. Before the first tetraethoxysilane application cycle, the ABE wire samples were washed with distilled water and dried.
During the experiment, five groups of ABE wire samples with different contents of silicon oxide layers were obtained. Each group contained five samples After each application cycle, the samples were dried at a temperature of 150 °C and weighed. According to the of weighing results, the variation of the mass from the samples in relation to the initial mass of the ABE wire was determined.
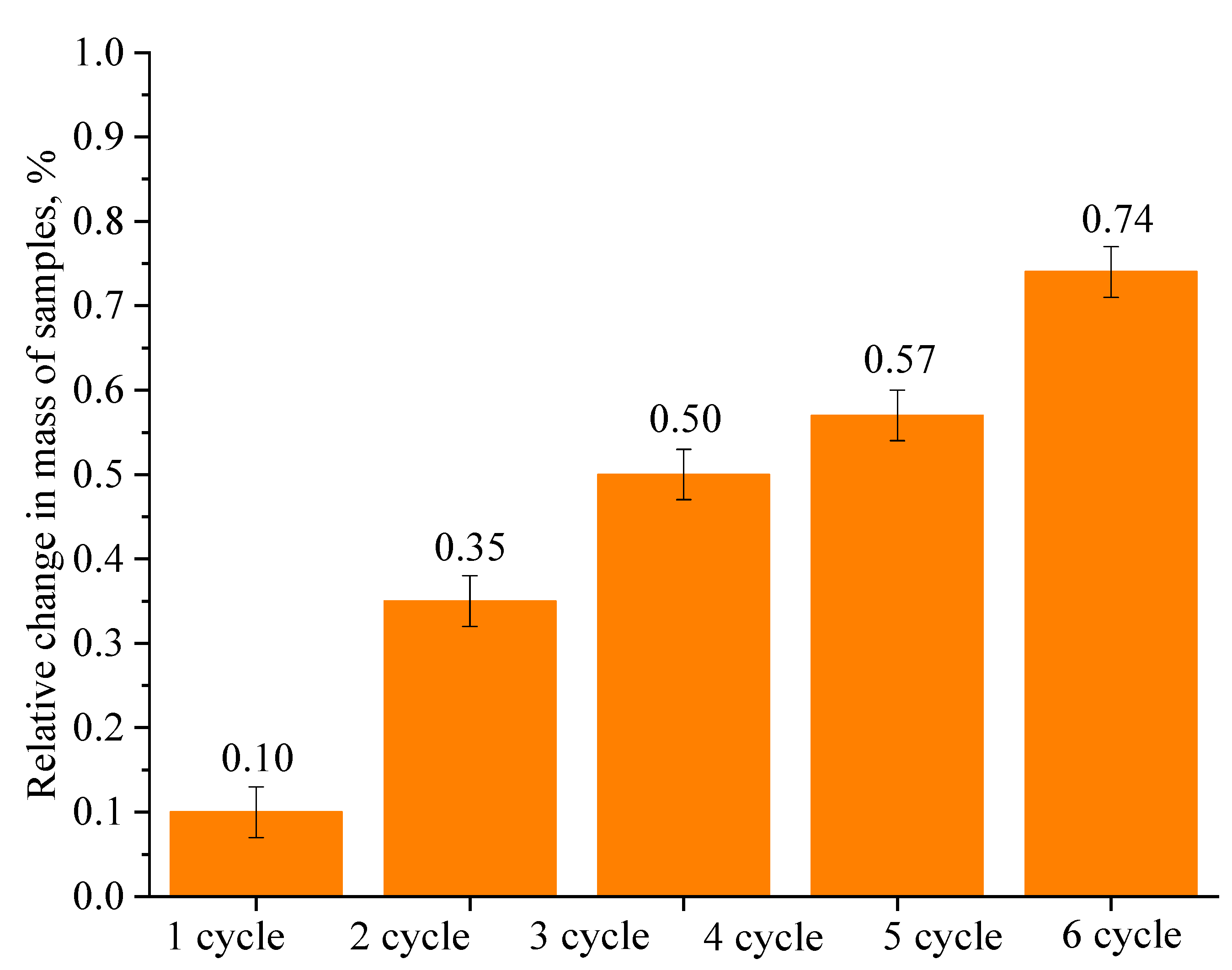
Figure 8 shows the dependence of the relative change in the mass of samples after each immersion cycle.
As can be seen in
Figure 8, the average mass of samples after each cycle increased by 0.15%. After the application of five layers of protective coating, the relative change in the weight of the ABE wire does not exceed 1%. In more detail, the mechanical effect of additional weight due to the application of a nanostructured coating is analyzed in
Section 3.8.
A comparative analysis of the change in the mass of ABE wires after the application of protective coating in two ways showed that the mass of samples treated with SiO2 nanoparticles sol changes faster after the third cycle, and the mass of samples treated with a protective coating applied by the sequential immersion method changes faster after the fourth cycle. It is important to note that when applying a single coating layer, the largest change in the mass of the sample (0.21%) is observed in the case of using SiO2 nanoparticles sol.
In the third stage of the experiment, we analyzed the elemental composition of the ABE wire samples using a Tescan MIRA-LMH scanning electron microscope with the AZtecEnergy Standard/X-max 20 (standard) elemental composition determination system (Tescan, Brno, Czech Republic).
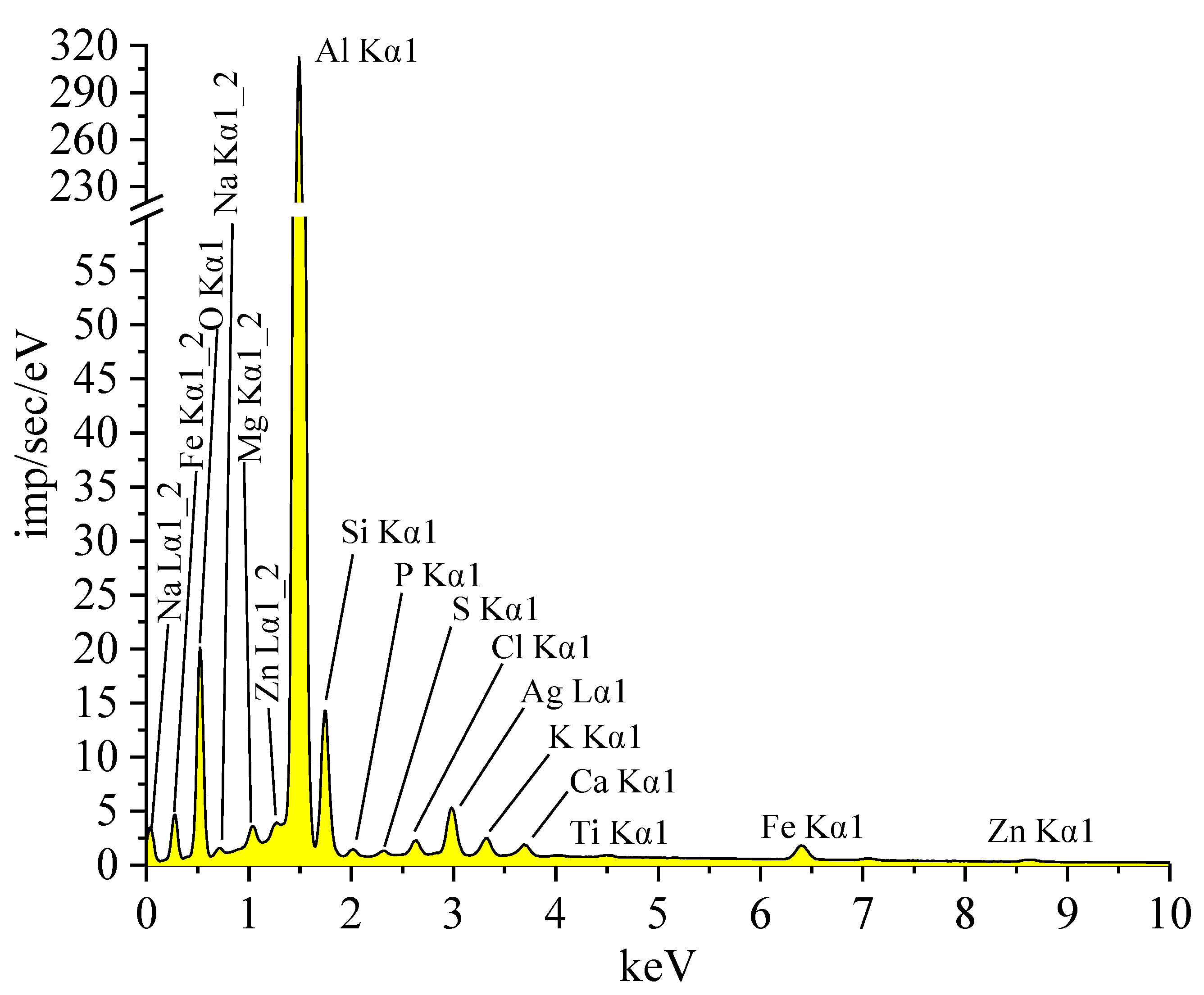
Figure 9 shows the elemental composition spectrum of an electrical aluminum alloy of the ABE wire, and
Table 2 shows the interpretation of the spectrum.
The interpretation of the elemental composition spectrum showed that the aluminum alloy contains C, O, Na, Mg, Al, Si, P, S, Cl, K, Ca, Ti, Fe, Zn, and Ag. The sample contains 43.73 ± 0.37% (atom.) aluminum, 3.57 ± 0.06% (atom.) silicon, 0.15 ± 0.01% (atom.) magnesium, 0.04 ± 0.01% (atom.) titanium, and 0.55 ± 0.04% (atom.) iron, which corresponds to the composition of the ABE grade aluminum alloy according to GOST 839-80. The presence of elements such as carbon, oxygen, sodium, sulfur, phosphorus, and zinc, which are not declared for ABE wire in GOST 839-80, can be explained by contamination on the wire surface.
Table 3 shows the elemental composition of ABE wire samples with different numbers of layers of protective coating applied by the method of sequential immersion in tetraethoxysilane and ammonia solution.
From the analysis of the data presented in
Table 3, we can draw the following conclusions:
- (1)
after the application of a protective coating on the wire surface, the content of silicon and oxygen in the sample starts to increase;
- (2)
with the increase of the number of layers of protective coating, the silicon and oxygen content in the sample composition increases and the aluminum content decreases. The decrease in the aluminum content is associated with an increase in the silicon oxide layer on the surface of the samples, which covers the surface of the aluminum wire and does not allow the use of a scanning electron microscope to determine the aluminum content on the surface of the samples.
Table 4 shows the results of determining the elemental composition of ABE wire with a different number of layers of protective coating applied by the method of immersion of samples in SiO
2 nanoparticles sol.
From the analysis of the results presented in
Table 4, we can draw the following conclusions:
- (1)
after applying the protective coating, the silicon and oxygen content increases with the number of layers of the protective coating, and the aluminum content decreases;
- (2)
the oxygen and silicon content in the protective coating applied by immersion in silicon oxide sol is lower than that of the protective coating applied by sequential immersion in tetraethoxysilane and ammonia.
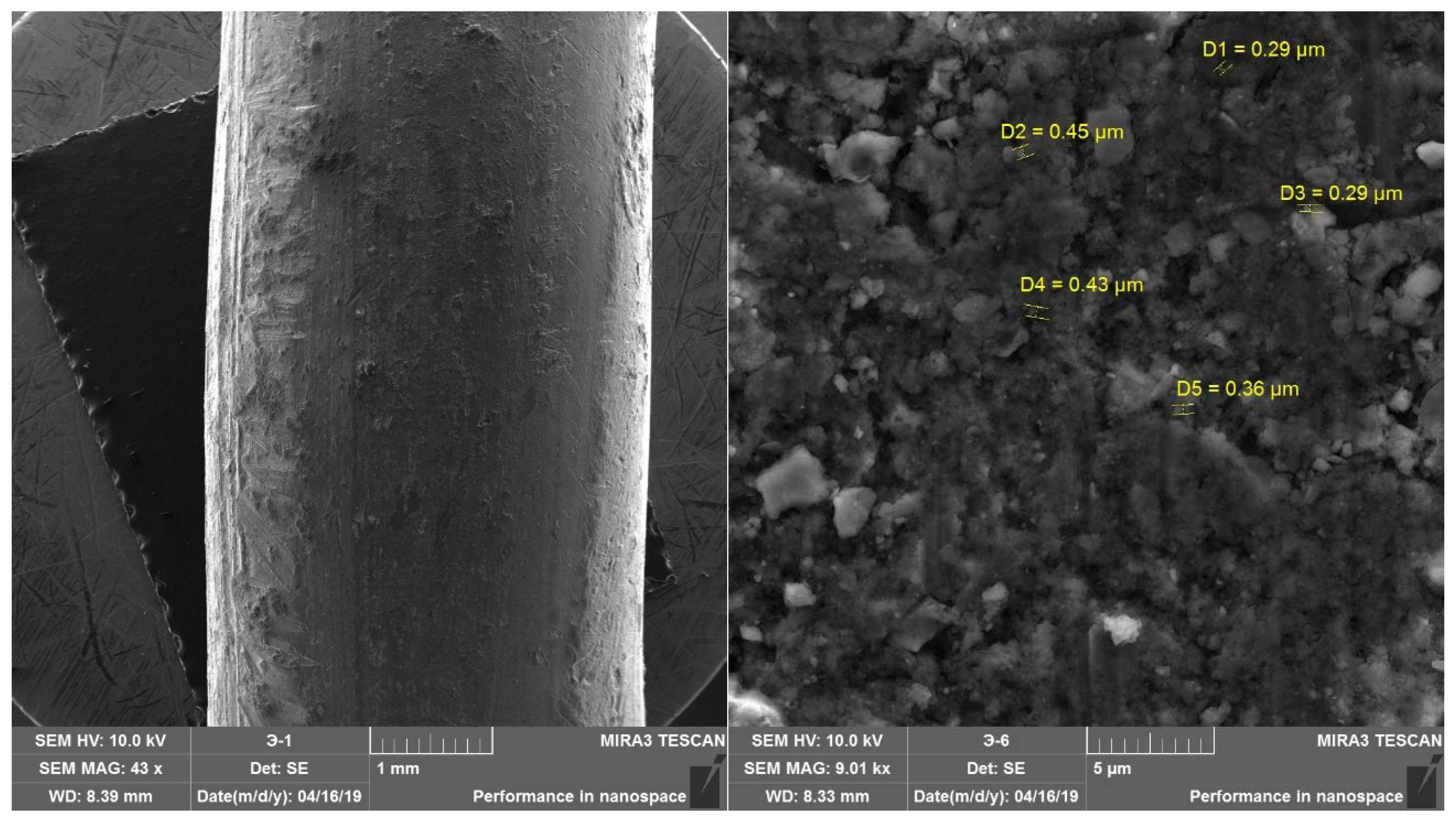
Next, we investigated the morphology of the surface of metallic aluminum by scanning electron microscopy (SEM). According to SEM micrographs (
Figure 10), the surface structure of metallic aluminum is homogeneous and non-porous. With an increase in the resolution of the SEM, granules of crystalline aluminum oxide, of sizes from 0.3 to 0.45 microns, are clearly distinguishable on the surface.
Next, we studied the surface morphology of the experimental samples. Since the morphology of the samples’ surface has a similar character, samples containing one, three, and five layers of protective coating on the surface were chosen as examples.
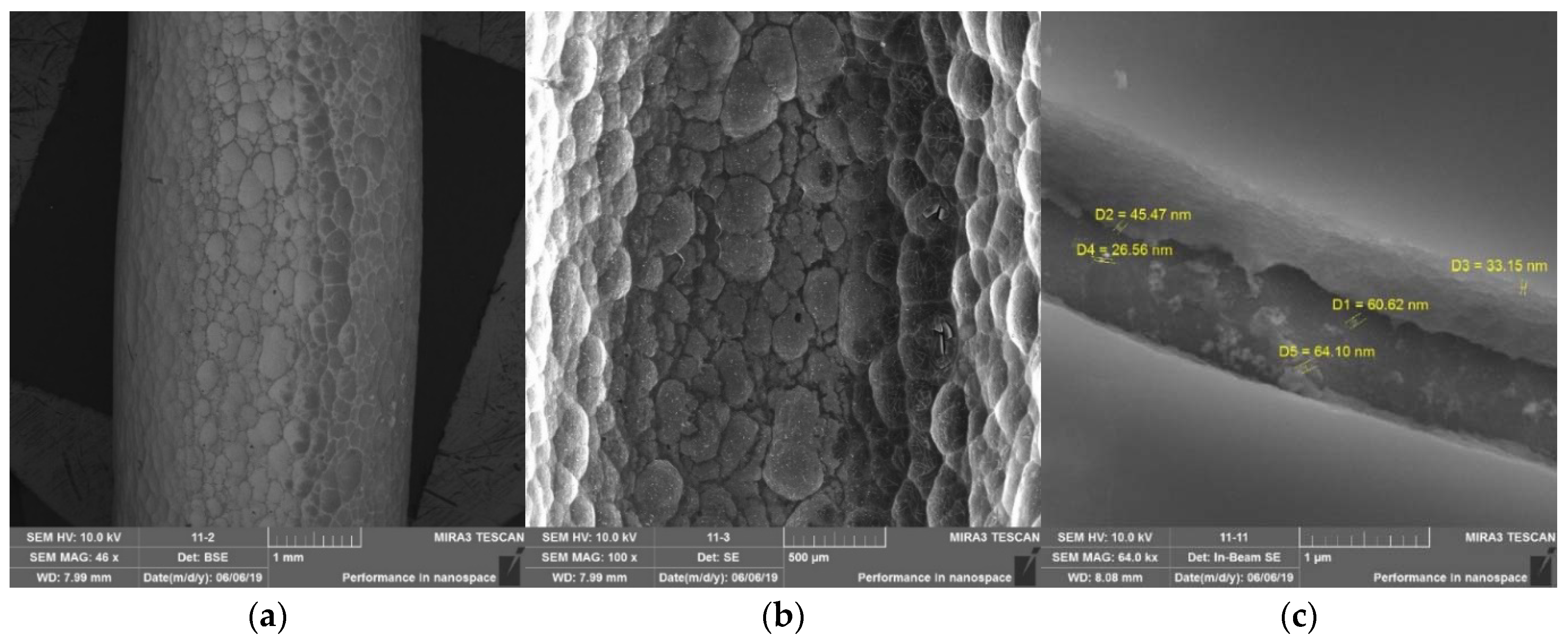
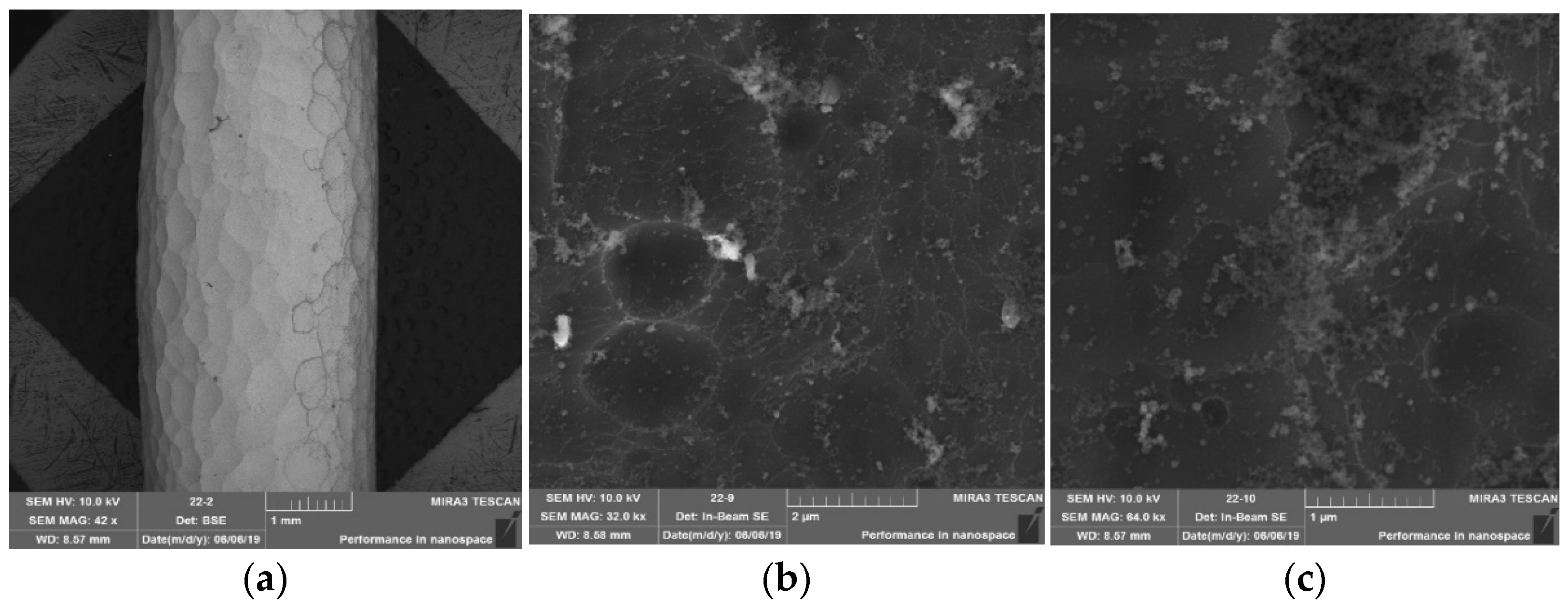
Figure 11 shows SEM micrographs of the surface of a sample containing one layer of protective coating applied by sequential immersion in tetraethoxysilane and ammonia.
As can be seen from
Figure 11, indentations are visible on the surface of the sample, and a silicon oxide film is present on the surface, which does not uniformly cover the surface of the sample. With a significant magnification, it can be seen that the film is not continuous, but consists of silicon oxide nanospheres with a diameter from 26 to 65 nm.
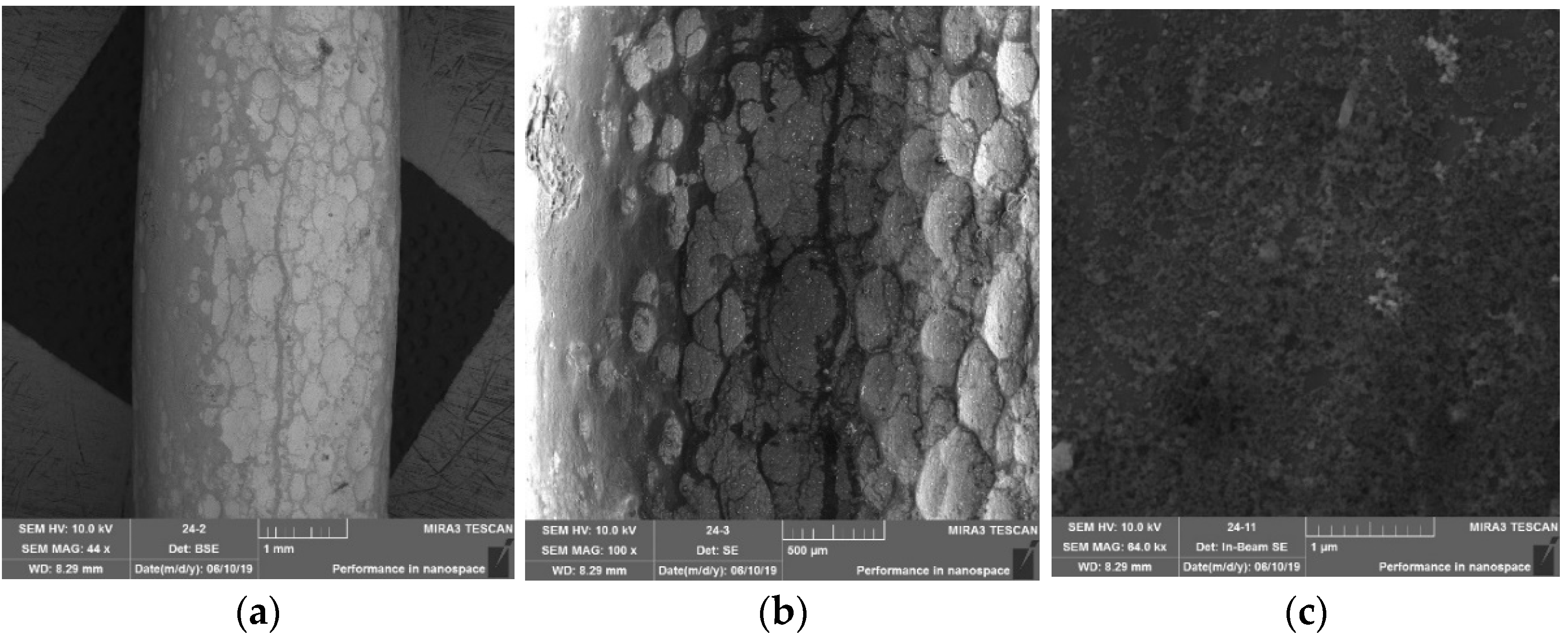
Figure 12 shows SEM micrographs of the surface of a sample containing three layers of protective coating applied by sequential immersion in tetraethoxysilane and ammonia.
As can be seen from
Figure 12, after the application of the third layer of protective coating, the surface of the sample is more uniformly covered with a silicon oxide film. With magnification, it can be seen that the coating consists of flakes of various sizes.
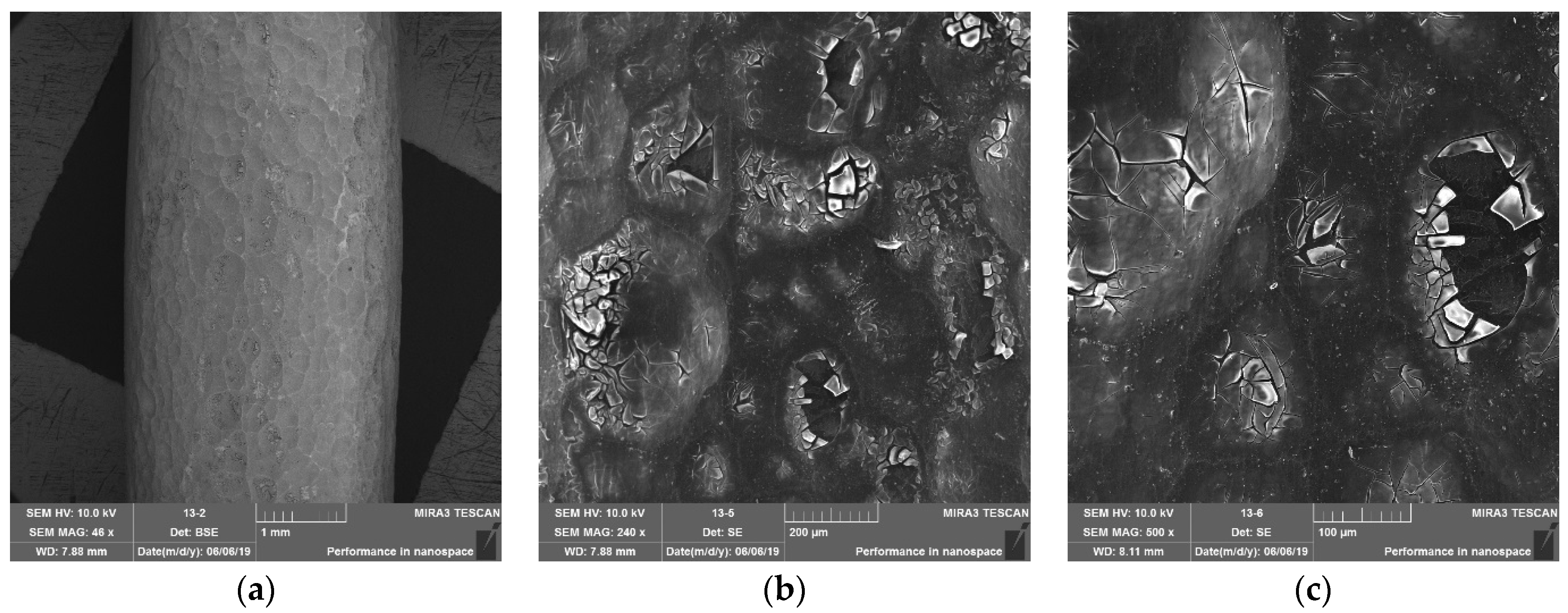
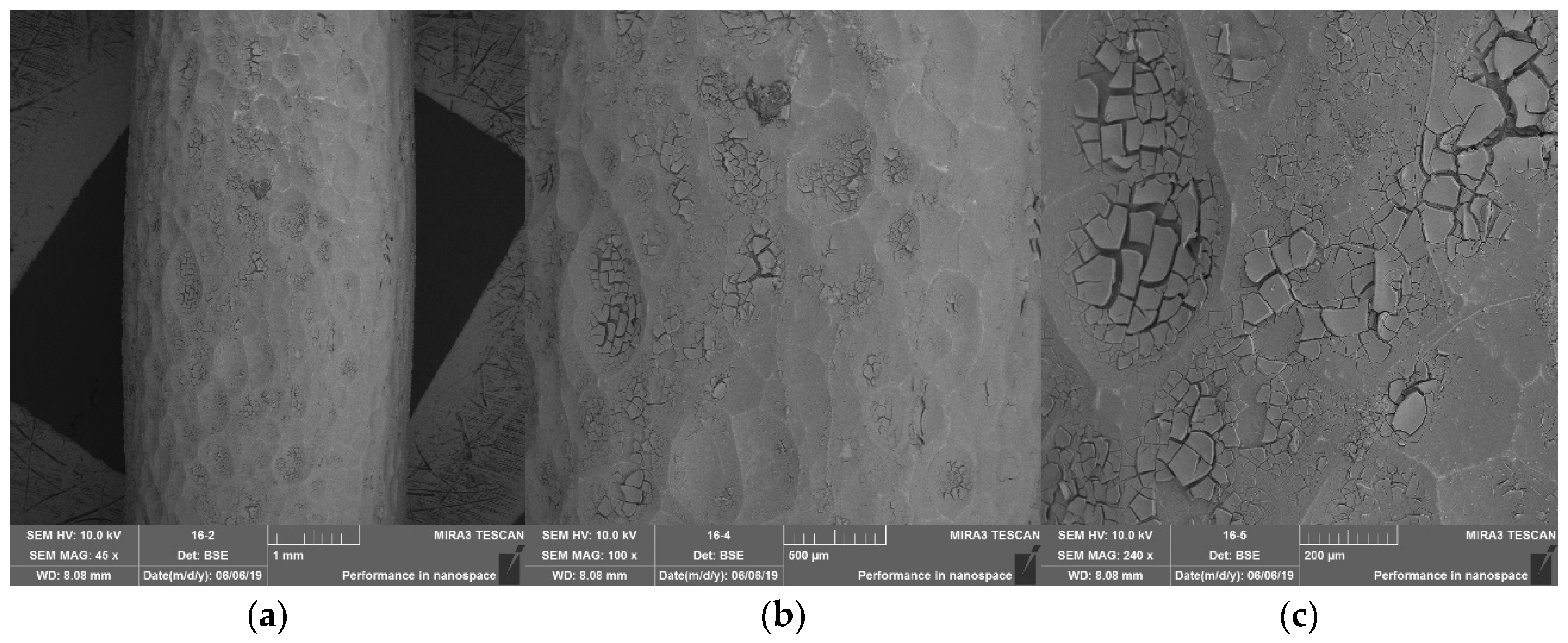
Figure 13 shows SEM micrographs of the surface of a sample containing five layers of protective coating applied by sequential immersion in tetraethoxysilane and ammonia.
As can be seen from
Figure 13, after the application of the five layers of protective coating, the surface of the sample is covered with a significant layer of silicon oxide. With magnification, it can be seen that in the pitting recesses, the oxide layer is denser, resulting in cracking of the coating.
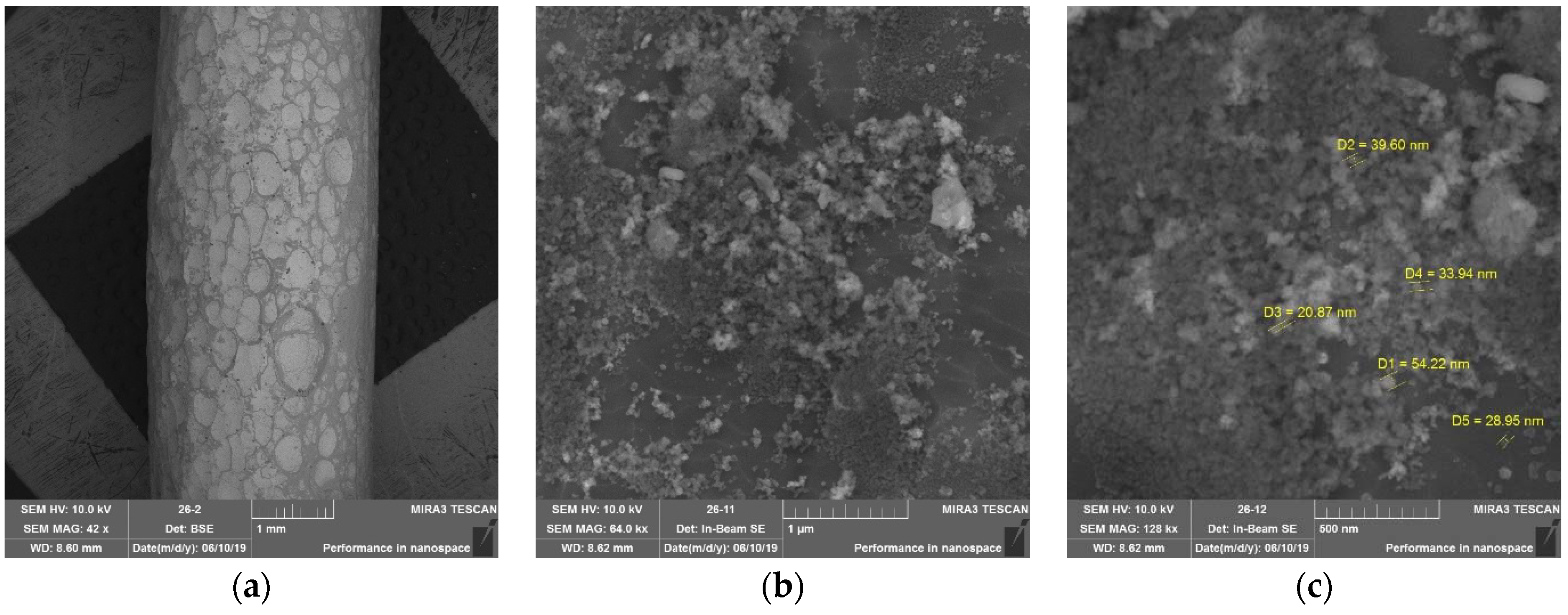
Figure 14,
Figure 15 and
Figure 16 show SEM micrographs of samples containing one, three, and five layers of protective coating, respectively, deposited by immersion in SiO
2 nanoparticles sol.
As can be seen from
Figure 14,
Figure 15 and
Figure 16, the surface of the ABE wire after applying layers of silicon oxide, regardless of the number of layers, is not uniformly coated. The degree of coating increases with the number of cycles of silicon oxide application, but the main amount of aluminum oxide is decreased. With magnification, it can be seen that the coating is not homogeneous and consists of a silicon oxide nanosphere with different diameters ranging from 20 to 55 nm.
Thus, by the comparison of SEM micrographs of the surface of ABE wire samples with protective coating, we can conclude that the sequential immersion method in tetraethoxysilane and ammonia lead to denser and more uniform films of silicon oxide on the samples’ surface, while immersion in SiO2 nanoparticles sol does not allow for the achievement of the same degrees of surface coatings.
3.8. Investigation of the Effect of Nanostructured Coating on the Mechanical Characteristics of Power Lines
Since the applied substance has its own density and mass (the density of the applied substance g
0 = 2.65 kg/m
3 and the wall thickness of one coating layer b = 0.0002 mm), it is necessary to create conditions such that the sag, as well as distance to the ground, is within acceptable limits according to the electrical installation rules (
Table 5) [
35].
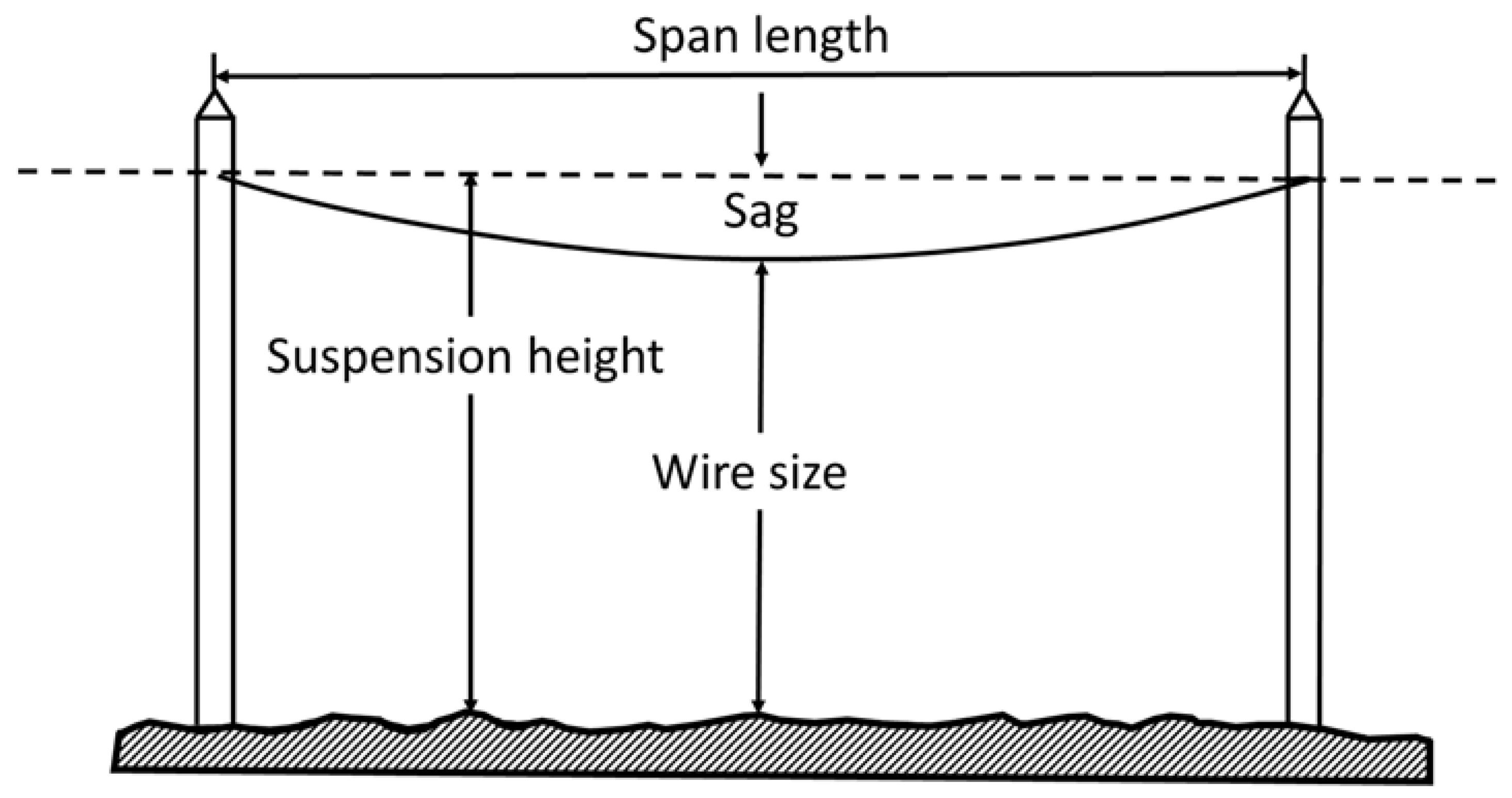
The sagging arrow is the vertical distance between an imaginary horizontal line with the wire attachment point and the lowest point of the wire sagging in the span (
Figure 23). The ground dimension is referred to as the smallest vertical distance between the lowest point of wire sag and the surface of the earth (rivers, lakes, railways, bridges, etc.). The span length is the distance along the line between two adjacent intermediate supports [
38].
The wires are subjected to mechanical loads directed vertically (self-weight and ice) and horizontally (wind). Under the action of loads, tensile stresses occur in the metal [
38]. A single load is a load that falls on 1 m of wire length. A specific unit load is a mechanical load uniformly distributed along the wire span, which falls on 1 m of the length of the wire and 1 mm
2 of the wire cross-section [
39]. These loads are calculated under the condition that the load is uniformly distributed and there are no wind gusts.
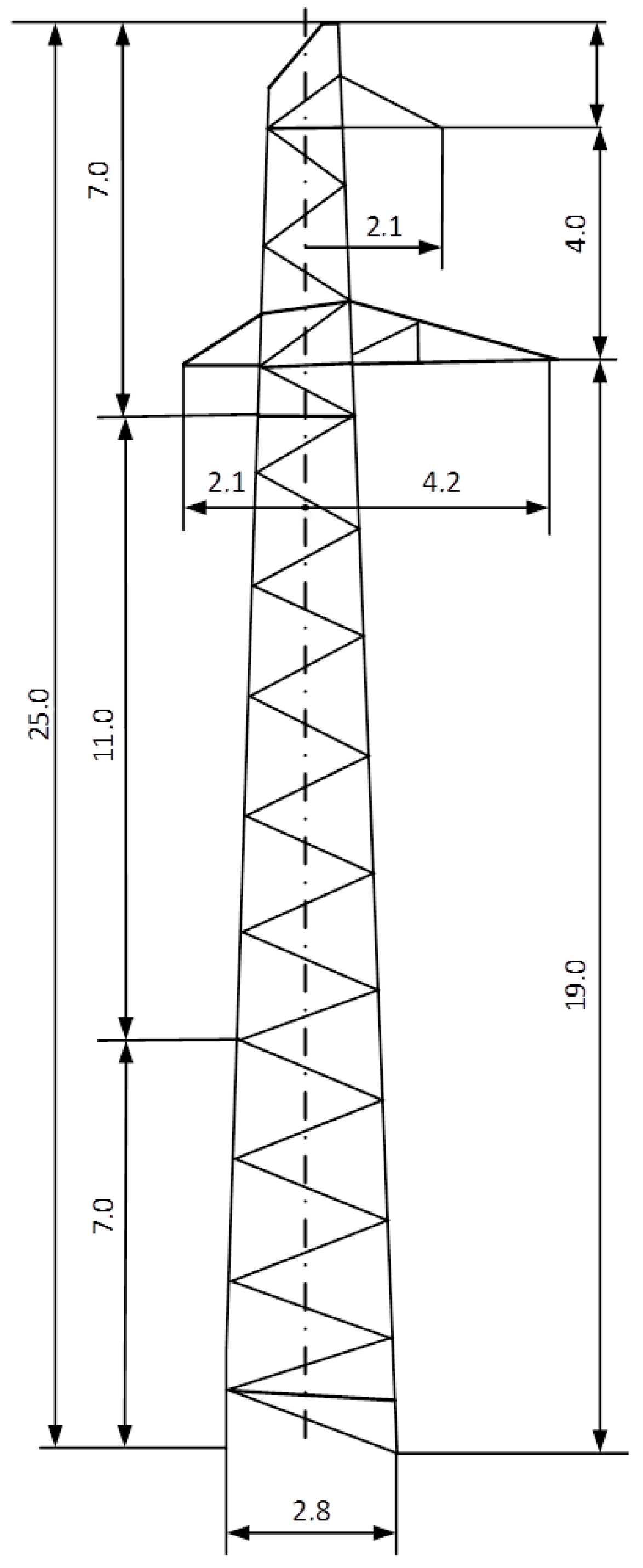
To calculate the dependence of the wire sag on the mass of the oxide nanostructured coating, we used an experimental intermediate support P-1TS-St-S (
Table 6,
Figure 24) [
40].
For the calculated theoretical experiment, we used the PS-70-V insulator corresponding to the voltage (
Table 7) and the geometric dimensions of the line (
Table 8)
With data on the experimental support and the insulator, we can calculate the maximum possible sag. Calculations were carried out in accordance with the guidelines “Mechanical part of overhead power lines” and GOST 839-2019 “Non-insulated conductors for overhead power lines. Specifications” [
41,
42,
43].
The sag is defined as:
where:
Hsize—Line size, m;
ΔHsize—Size margin, m;
hwire—Height of the wires to the insulators, which is equal to:
where:
λ—the constructive length of the insulators (1.35 m);
hw—the arithmetic mean of the heights of the centers of gravity of individual wires, which is equal to:
Using Equation (2), we found the height of the wire fixation:
Further, according to Formula (1), we calculated the maximum allowable sag:
The stress of the wire’s own weight, which depends on its material, can be determined by Formula (4).
where:
G0—weight of 1 km of wire, kg/km;
Fcal—the calculated cross-section of the wire, mm
2 (reference value) [
44].
For experimental calculations, we used normative characteristics of the ABE wire (
Table 9).
Knowing the load of the wire from its own weight, we calculated the sag using Formula (5).
where:
Lsize—overall span length (400 m);
σtol—standard permissible wire voltage.
Thus, it can be concluded that the sag remains within the allowable range when loaded by the wire’s own weight. We then calculated the load of a wire with N layers of oxide nanostructured coating (Formula (6)).
where:
g0—density of coating (2.65 kg/m3);
bcal—thickness of 1 layer;
d—outer diameter of the ABE wire (15.2 mm);
N—number of layers.
Then, we calculated the load of a wire with one layer of oxide nanostructured coating:
The weight of the wire was also calculated with an increase in the amount of oxide nanostructured coating by one layer (Formula (7)).
From the calculations, it can be seen that one layer of the applied coating changes the load of
daN/m·mm
2 (0.006%), which will not affect the increase in the sag, b how will the situation change if the overhead line wire is treated with 100 layers of oxide nanostructured coating? The following is a similar calculation using Formulas (6) and (7):
The value of sag according to Formula (5) will be:
Even with 100 layers of nanostructured oxide coating on the ABE wire, the load will increase by 0.019 daN/m·mm2 (0.55%), and the sag will only increase by 0.05 m, which will also be absolutely not critical. In addition, we carried out calculations for a large number of hydrophobic coating layers.


 ,
, 



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}