
Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin


Abstract
:1. Introduction
- -
- between 912 and 1394 °C, a face centered cubic phase, called austenite or γ phase. As the heated austenite is quickly cooled by quenching, it is transformed into martensite, which corresponds to the structure of hardened steel. This transformation can only be carried out in certain alloys containing carbon; it considerably increases the mechanical resistance, to the detriment of deformability. Austenite is characterized as non-magnetic, ductile at any temperature and with strong hardening.
- -
- between 770 and 910 °C, a centered cubic phase, known as ferrite α, is formed, and δ is formed between 1394 °C and 1538 °C. The two phases are similar. Ferrite is characterized as magnetic, fragile at low temperature, with medium ductility and limited hardening. Ferrite cannot transform into martensite.
2. Materials and Methods
2.1. Characteristics of the Watch Straps
2.2. Grades of Austenitic Steels Tested
2.3. The Passivation of Stainless Steels
- (a)
- the dissolution–precipitation model: Müller supposed that the initial cause of passivity is the accumulation on the surface of electrolysis products (salts or basic salts of the metal), in a crystal form. Thus, the passivity consists in the crystallization of metal salts in the pores of the natural oxide [29];
- (b)
- the nucleation model: Armstrong, Fleischman and Thyrsk have a different opinion [24]. They propose a model of film formation by a conventional nucleation mechanism with a progressive increase in nucleation sites. Based on this model, several mechanisms for the formation of the passivation layers for iron and cadmium have been developed [30];
- (c)
2.4. Watch Strap Sample Preparation
- -
- Eop: open circuit potential for 1 h,
- -
- plotting of the Tafel curves between −150 mV (SCE) and +150 mV (SCE) compared to the Eop potential,
- -
- plotting of the potentiodynamic polarization curves between −500 mV and +1200 mV.
2.5. Stress Corrosion Investigation
- -
- activation at 800 mV ESC for 20 s;
- -
- measurement at a fixed potential, of 400 mV ESC.
2.6. The Tuccillo–Nielsen Test
2.7. Assessment of Sensitization to Intergranular Corrosion
2.8. Ferric Chloride (FeCl3) Pitting and Crevice Corrosion Test, according to ASTM G 48-11 [40]
2.9. Release of Ni Cation in Artificial Sweat according to EN 1811-2011
2.10. Microscopic Investigations (Scanning Electron Microscopy/Energy-Dispersive X-ray Spectroscopy (SEM/EDX))
3. Results and Discussion
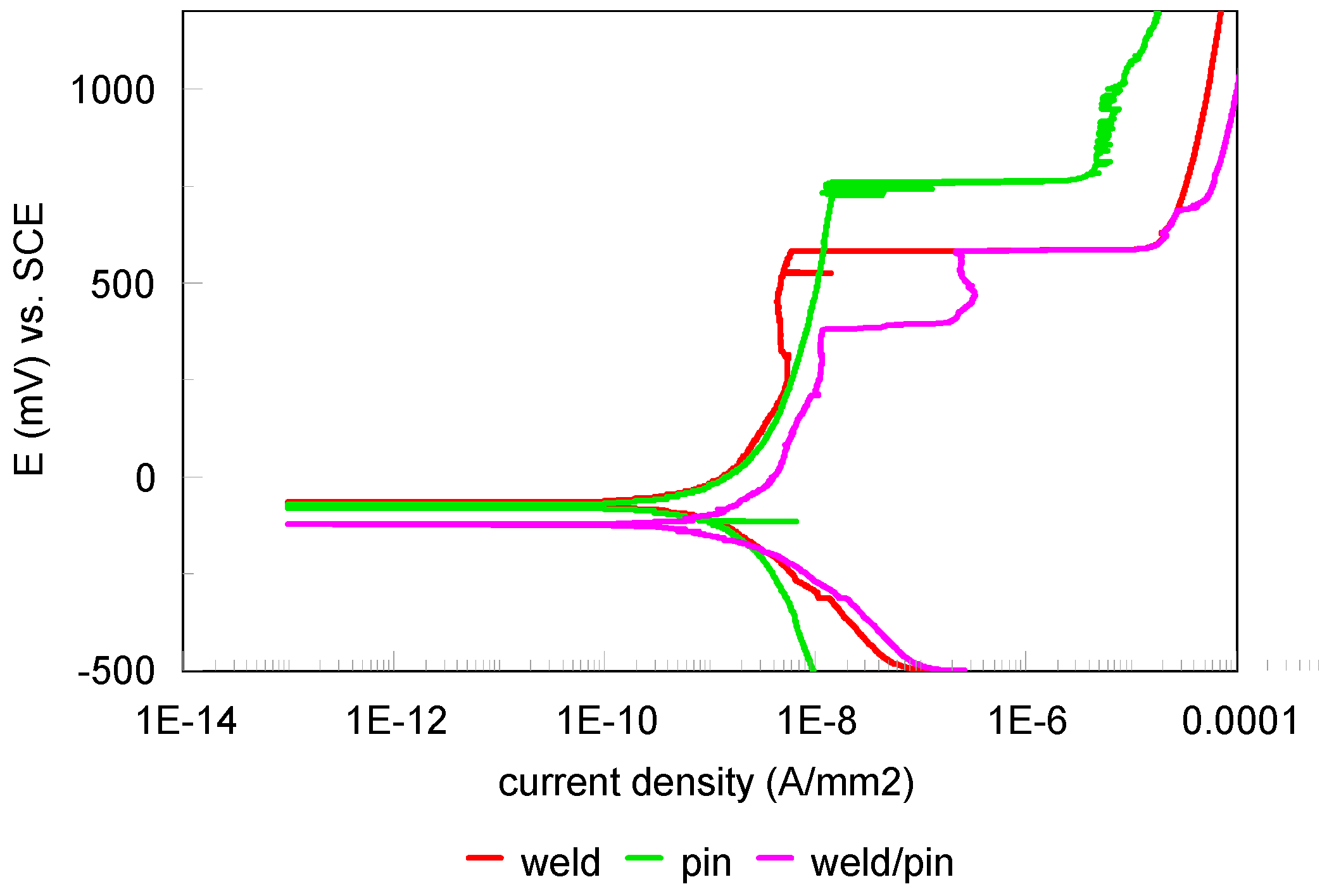
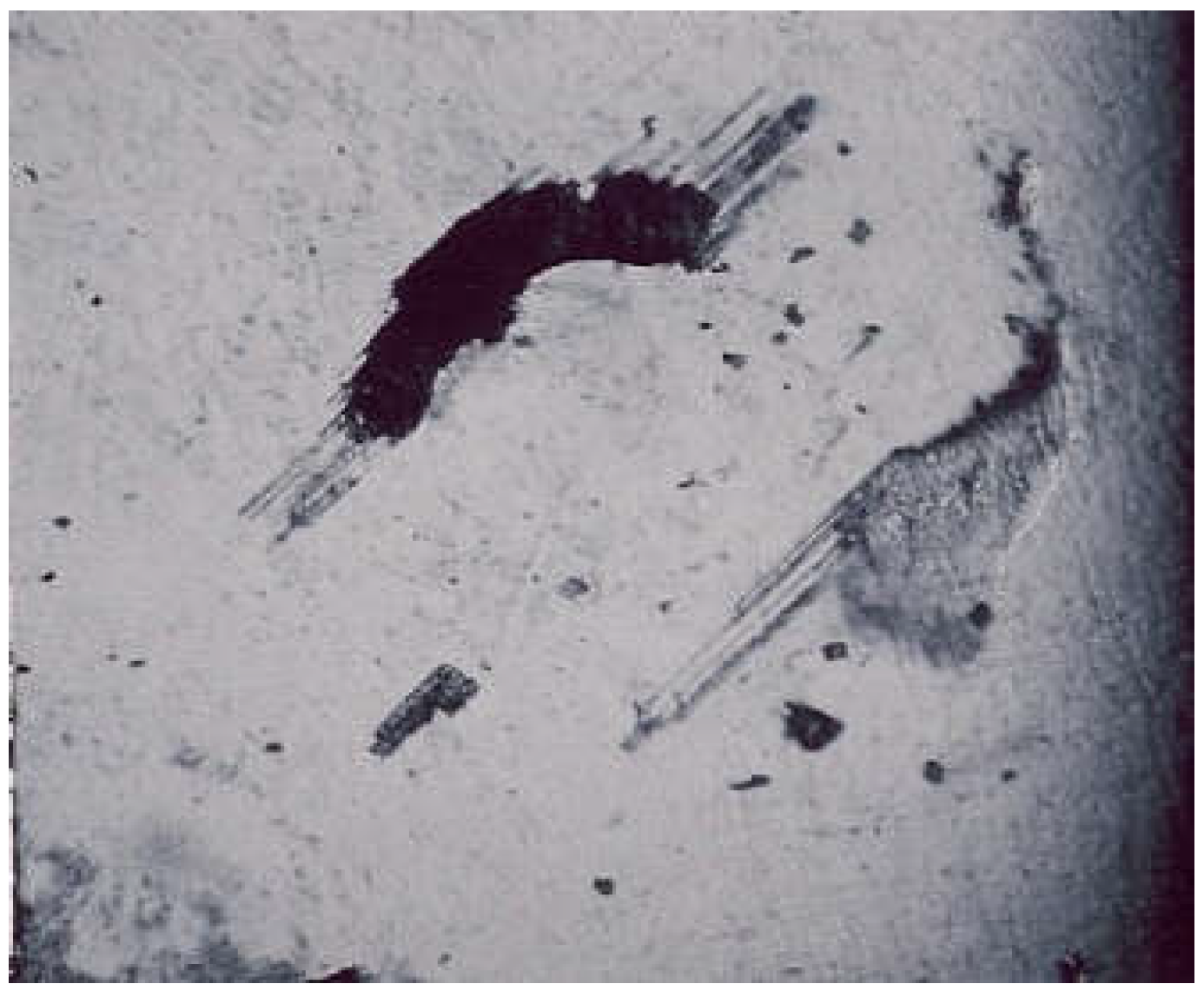
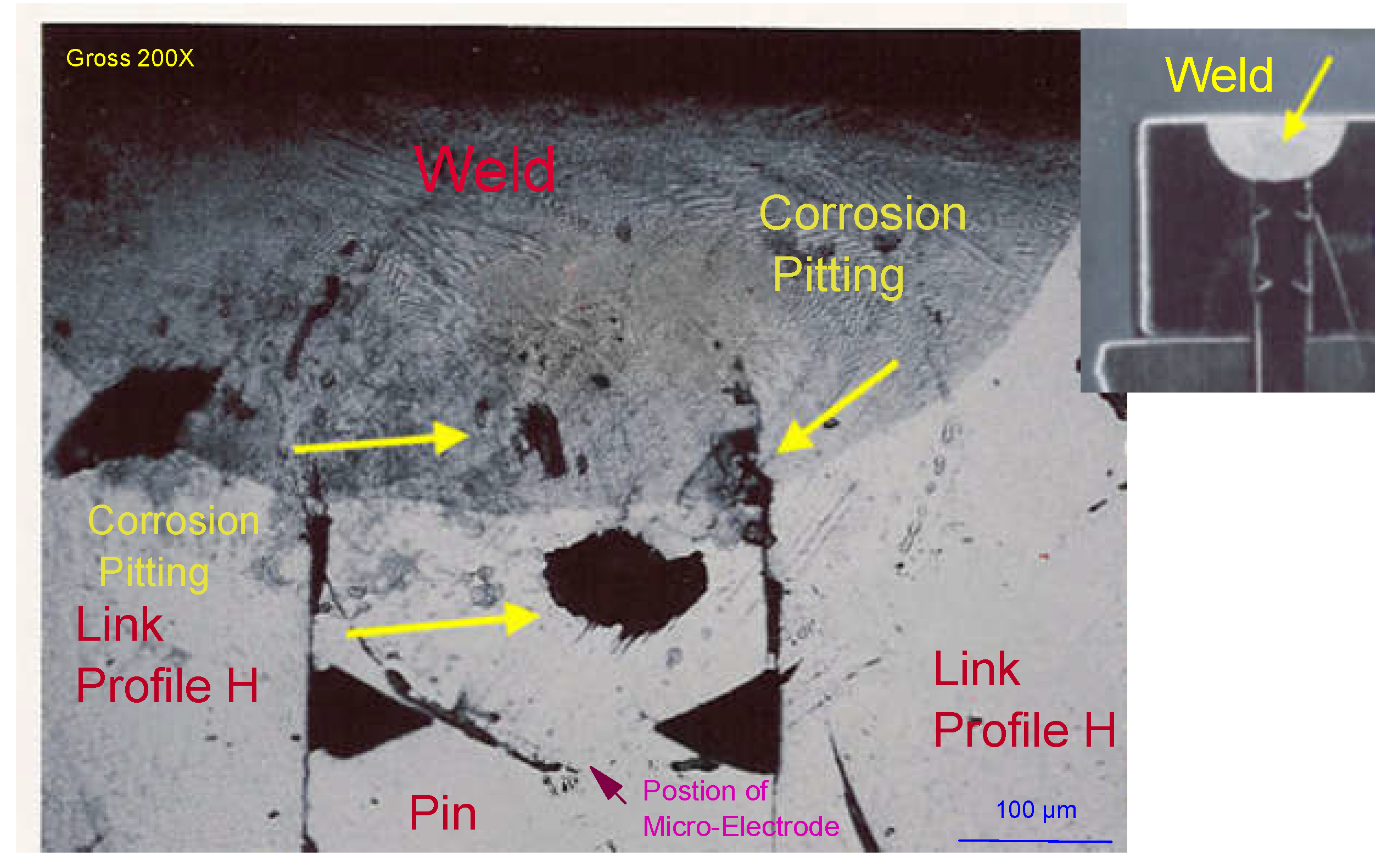
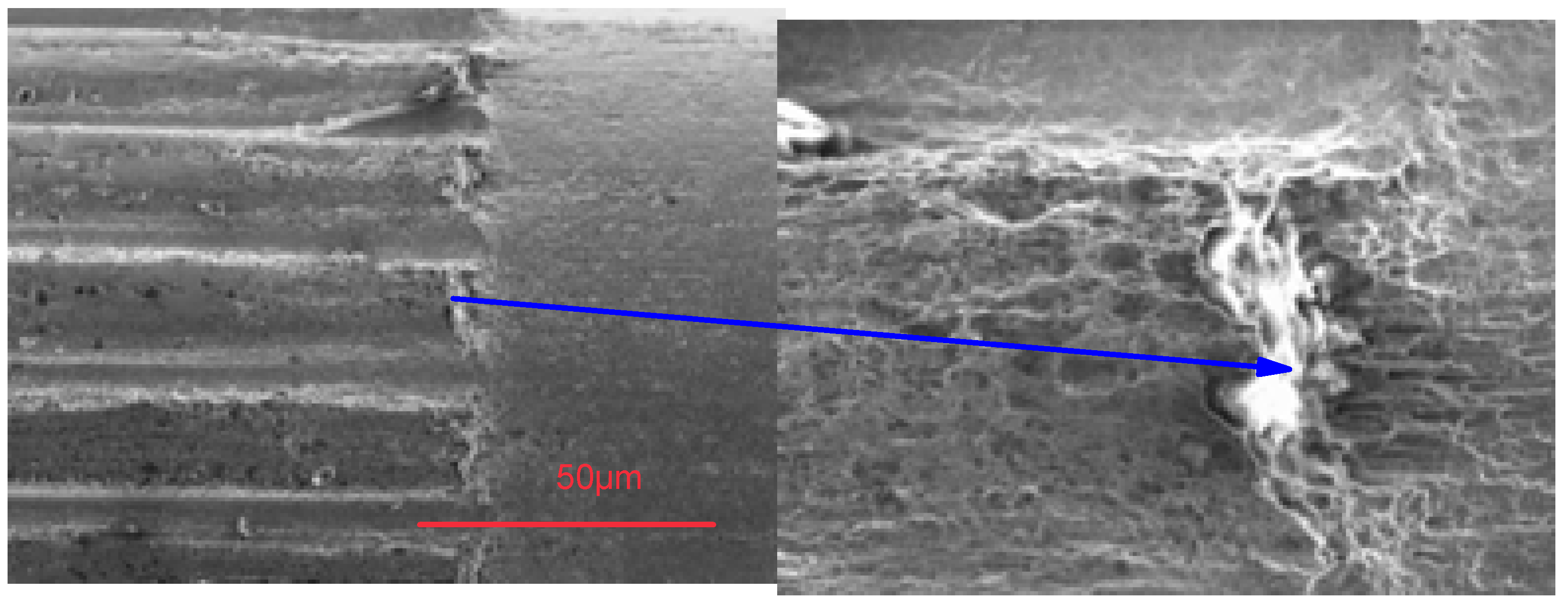
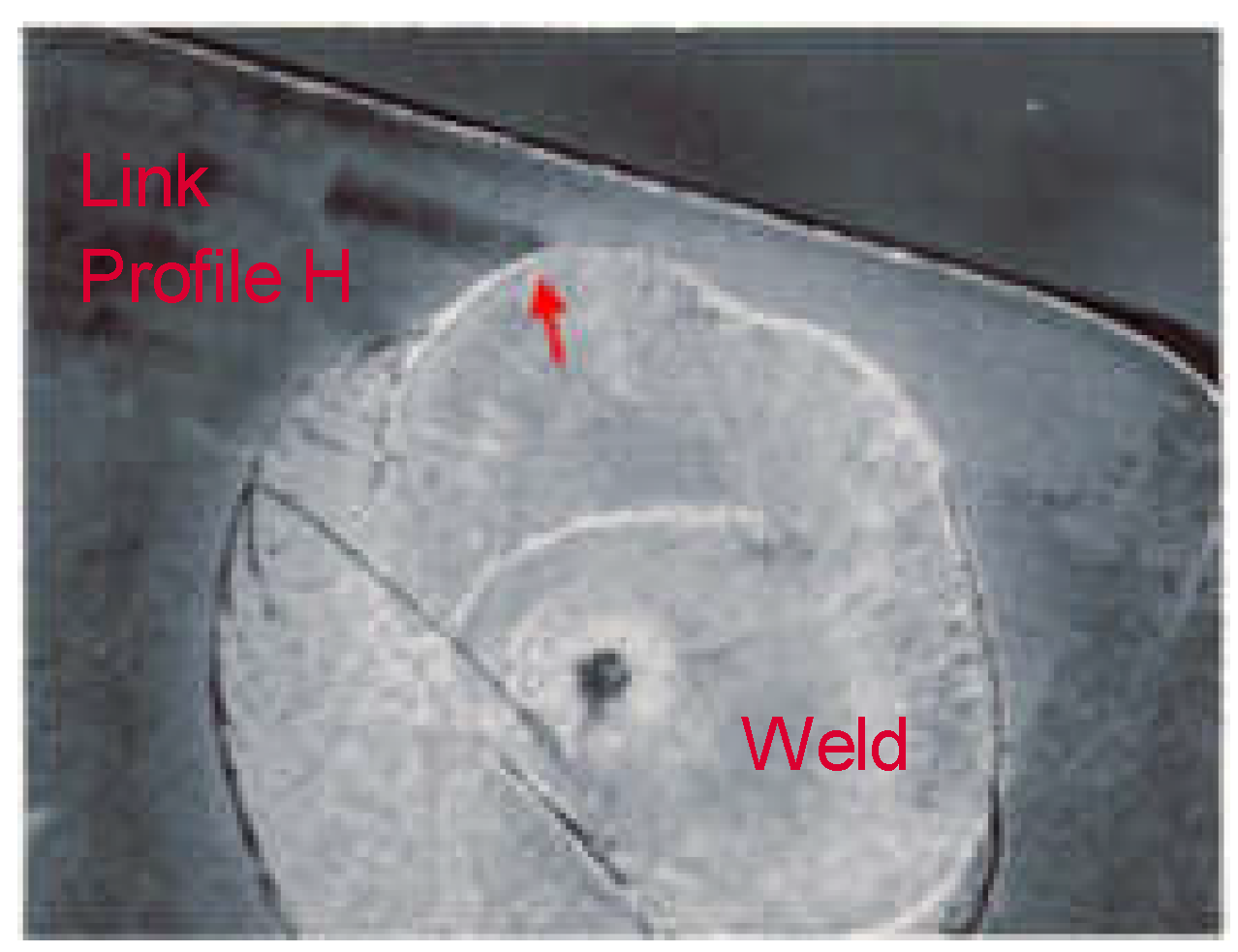
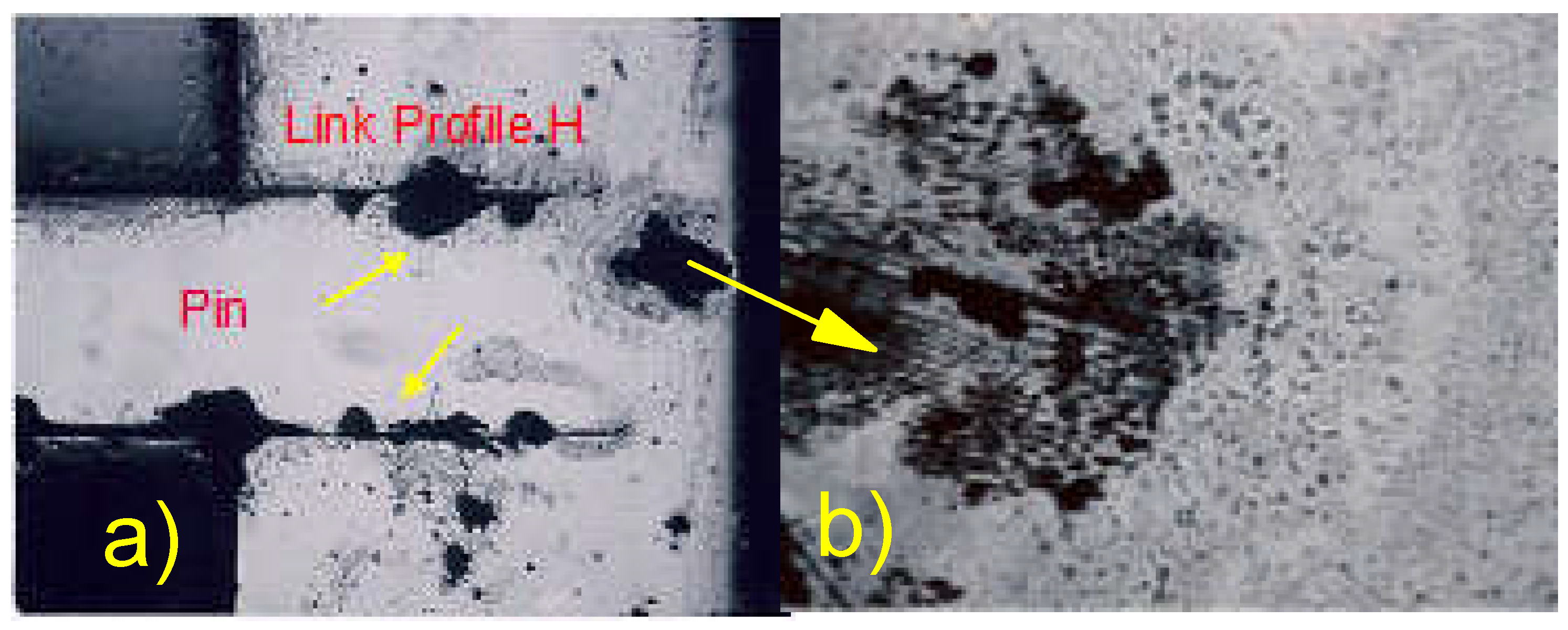
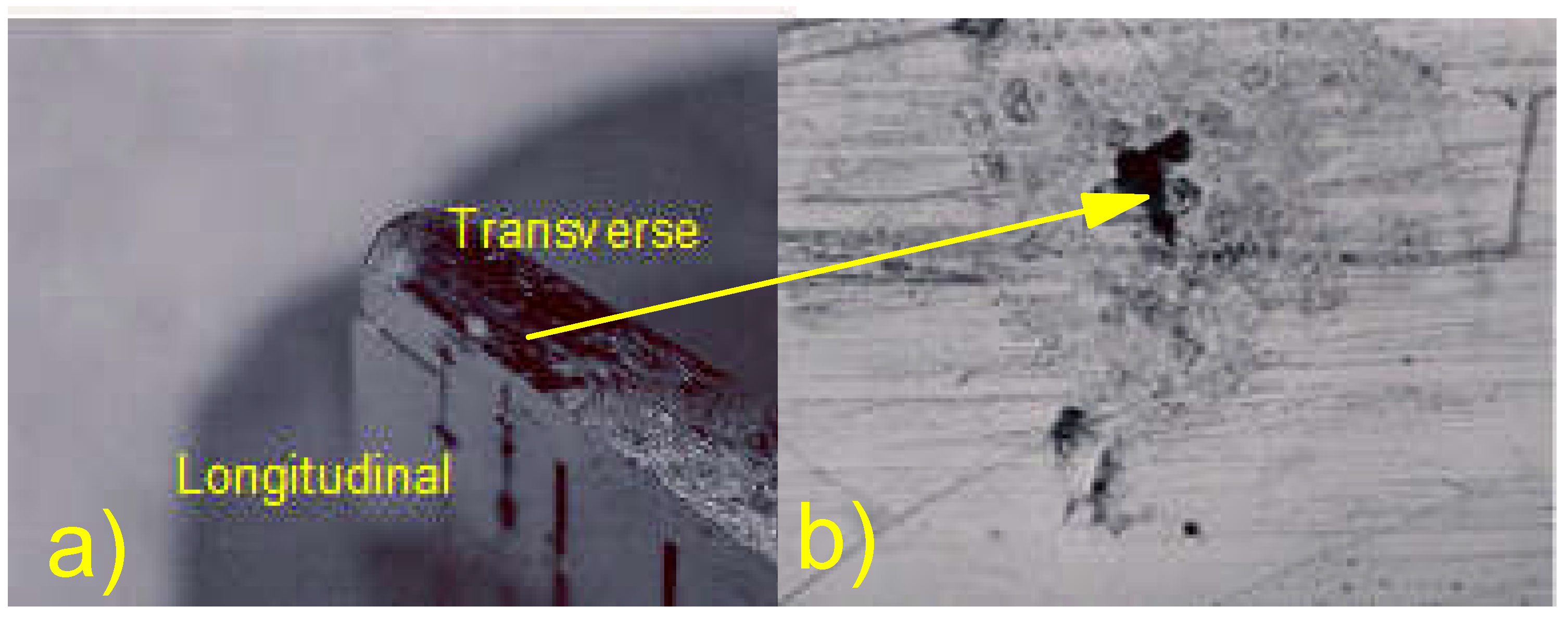
3.1. Corrosion Assessment of Welded Link/Pin Assemblies; the Microelectrode Technique
3.1.1. Measurements of the Transversal Surface
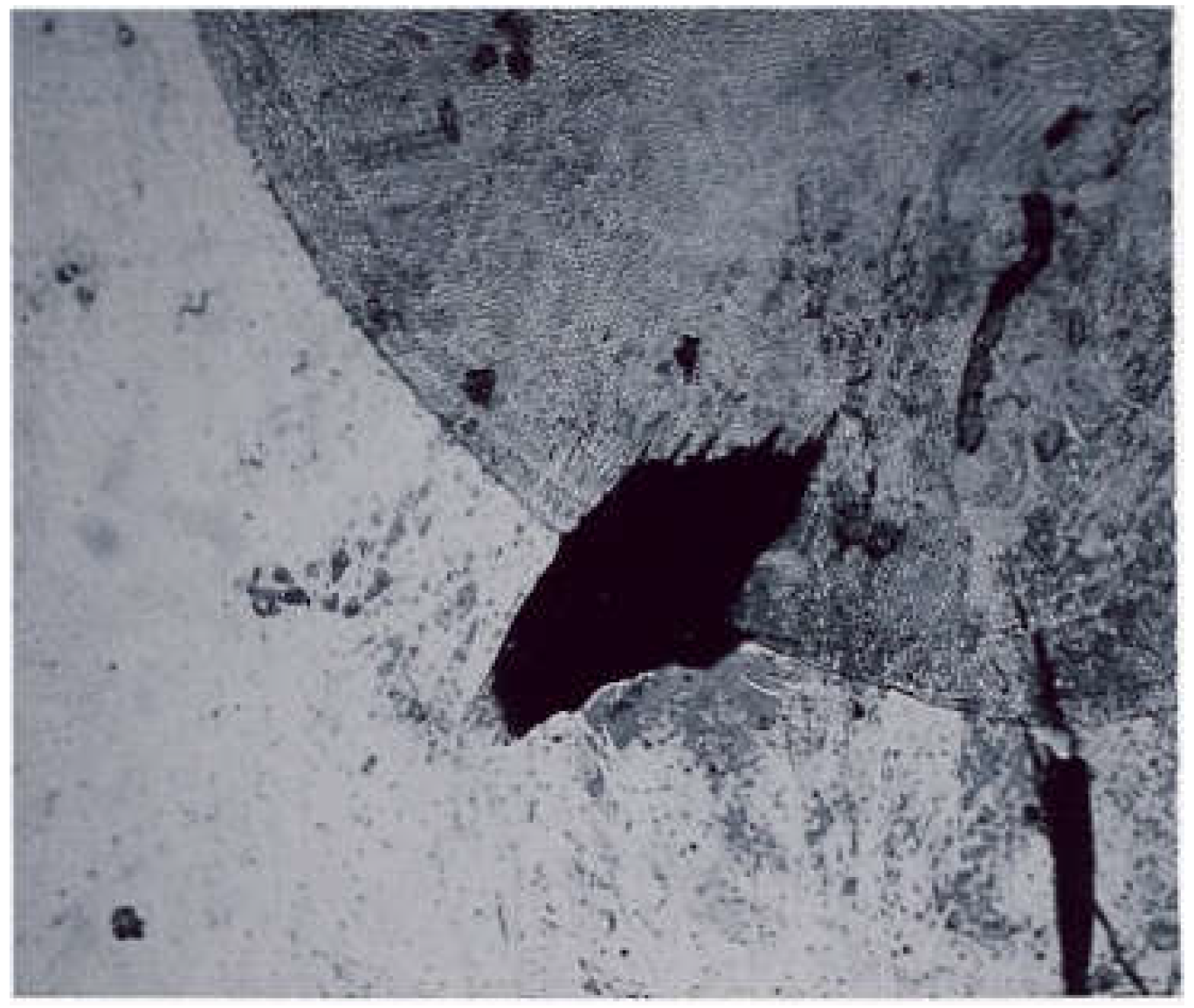
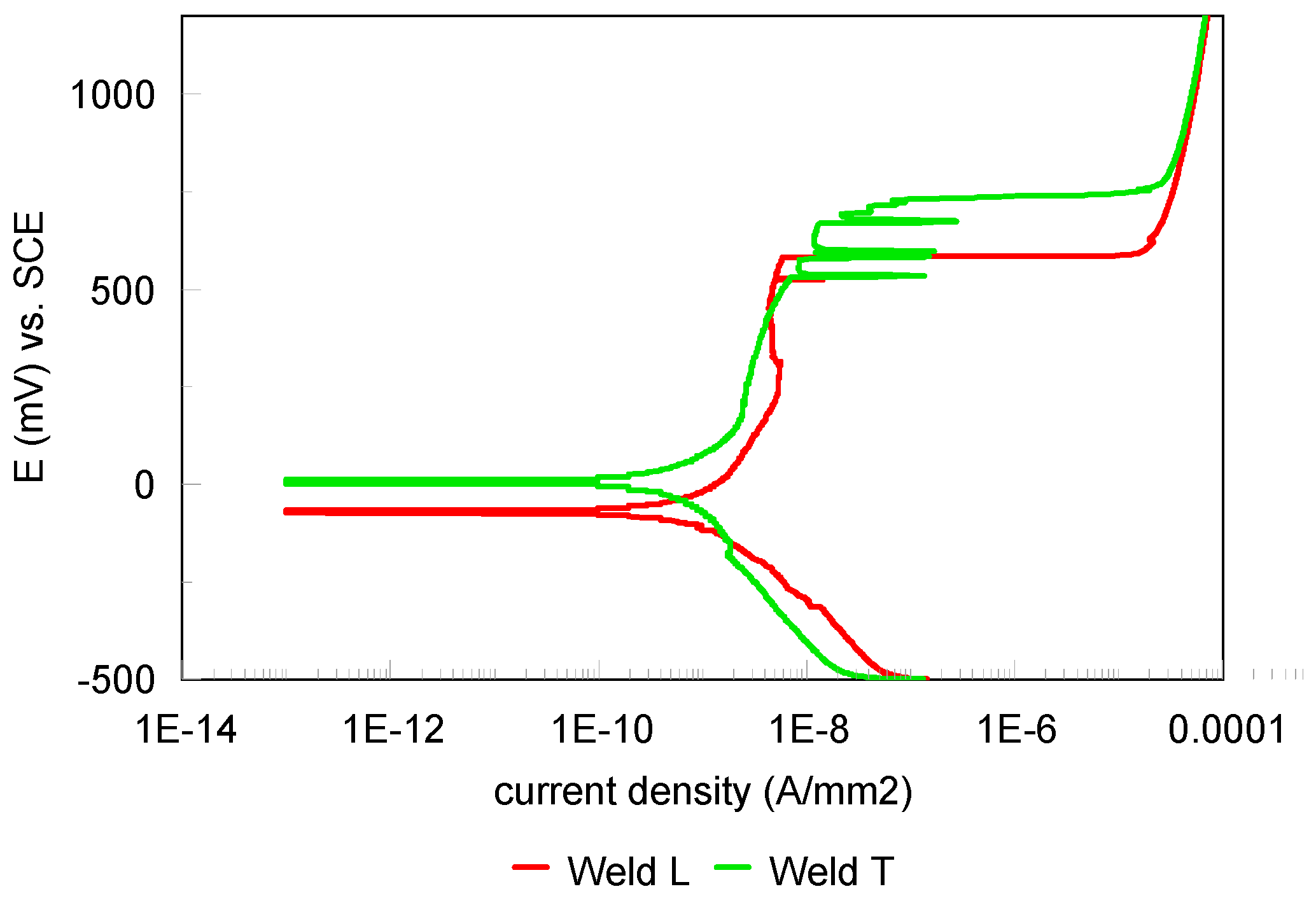
3.1.2. Measures in the Longitudinal Surface
3.2. Stress Corrosion Investigation
3.3. The Tuccillo–Nielsen Test
3.4. Assessment of Sensitization to Intergranular Corrosion
3.5. Ferric Chloride (FeCl3) Pitting and Crevice Corrosion Test, ASTM G 48-11
3.6. Nickel Release from Watch Straps
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Streicher, M.A. Austenitic and ferritic stainless steels. In Uhlig’s Corrosion Handbook, 3rd ed.; Winston Revie, R., Ed.; Revised by Grubb, J.F.; Wiley: Hoboken, NJ, USA, 2011; pp. 657–694. [Google Scholar]
- Annex XVII REACH. Available online: https://echa.europa.eu/documents/10162/5dea96fd-1db4-4b64-1572-19858939d8fd (accessed on 7 December 2022).
- Ha, H.-Y.; Lee, T.-H.; Bae, J.-H.; Chun, D.W. Molybdenum effects on pitting corrosion resistance of FeCrMnMoNC austenitic stainless steels. Metals 2018, 8, 653. [Google Scholar] [CrossRef] [Green Version]
- Newman, R.C. The dissolution and passivation kinetics of stainless alloys containing molybdenum—II. Dissolution kinetics in artificial pits. Corros. Sci. 1985, 25, 341–350. [Google Scholar] [CrossRef]
- Shames El Din, A.M.; Badran, M.M.; Khalil, S.E. Corrosion behaviour of manganese-containing stainless steels. II. Potentiodynamic measurements in H2SO4 solutions. Werkst. Korros. 1973, 24, 23–28. [Google Scholar] [CrossRef]
- Shames El Din, A.M.; Badran, M.M.; Khalil, S.E. Corrosion behaviour of manganese-containing stainless steels. III. Their susceptibi lity towards pitting corrosion. Werkst. Korros. 1973, 24, 290–295. [Google Scholar] [CrossRef]
- Janik-Czachor, M.; Lunarska, E.; Szklarska-Smialowvka, Z. Effect of nitrogen content in a 18Cr-5Ni-10Mn stainless steel on the pitting susceptibility in chloride solutions. Corrosion 1975, 31, 394–398. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R.; Matykina, E. Pitting corrosion behaviour of austenitic stainless steels–Combining effects of Mn and Mo additions. Corros. Sci. 2008, 50, 1796–1806. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R.; Matykina, E. Effect of Mo and Mn additions on the corrosion behavior of AISI 304 and 316 stainless steels in H2SO4. Corros. Sci. 2008, 50, 780–794. [Google Scholar] [CrossRef]
- Lunarska, E.; Szklarska-Smialowska, Z.; Janik-Czachor, M. Susceptibility of Cr-Ni-Mn stainless steels to pitting in chloride solutions. Corrosion 1975, 31, 231–234. [Google Scholar] [CrossRef]
- Ha, H.Y.; Jang, J.H.; Lee, T.H.; Won, C.; Lee, C.H.; Moon, J.; Lee, C.G. Investigation of the localized corrosion and passive behavior of type 304 stainless steels with 0.2–1.8 wt% B. Materials 2018, 11, 2097. [Google Scholar] [CrossRef] [Green Version]
- Technical Specification of AISI 304L Steel. Available online: https://pxgroup.com/sites/default/files/304-L-1.4306.pdf (accessed on 7 December 2022).
- Technical Specification of AISI 316L Steel. Available online: https://pxgroup.com/sites/default/files/316-L-1.4435.pdf (accessed on 7 December 2022).
- Technical Specification of AISI 316L Medical Steel. Available online: https://pxgroup.com/sites/default/files/316Lmdical.pdf (accessed on 7 December 2022).
- Technical Specification of AISI 904L Steel. Available online: https://pxgroup.com/sites/default/files/904-L_0.pdf (accessed on 7 December 2022).
- Kruger, J. Passivity. In Uhlig’s Corrosion Handbook, 3rd ed.; Winston Revie, R., Ed.; Wiley: Hoboken, NJ, USA, 2011; pp. 151–157. [Google Scholar]
- South, A.; Paudouard, P.; Marcus, P. The role of nitrogen in the passivity of austenitic stainless steels. Corros. Sci. 1994, 36, 1825–1834. [Google Scholar]
- Wang, Z.; Paschalidou, E.-M.; Seyeux, A.; Zanna, A.; Maurice, V.; Marcus, P. Mechanisms of Cr and Mo enrichments in the passive oxide film on 316L austenitic stainless steel. Front. Mater. 2019, 24, 232. [Google Scholar] [CrossRef]
- Metikoš-Huković, M.; Babić, R.; Grubač, Z.; Petrović, N.Z.; Lajçi, N. High corrosion resistance of austenitic stainless steel alloyed with nitrogen in an acid solution. Corros. Sci. 2011, 6, 2176–2183. [Google Scholar] [CrossRef]
- Reclaru, L.; Lüthy, H.; Ziegenhagen, R.; Eschler, P.-Y.; Blatter, A. Anisotropy of nickel release and corrosion in austenitic stainless steels. Acta Biomater. 2008, 4, 680–685. [Google Scholar] [CrossRef] [PubMed]
- Reclaru, L.; Ziegenhagen, R.; Eschler, P.-Y.; Blatter, A.; Lüthy, H. Effects of Crystallographic Orientation of Stainless Steels on Pitting and Crevice Corrosion and Nickel Release; New Research on Biomaterials; Bloomington, E., Denzel, R., Eds.; Publishers Nova Science Publisher Inc.: Hauppauge, NY, USA, 2007; pp. 237–279. Available online: http://www.novapublishers.org/catalog/produc (accessed on 7 December 2022).
- Baker, M. European Standards Developed in Support of the European Union Nickel Directive, Metal Allergy; pp. 23–29. Available online: https://link.springer.com/book/10.1007%2F978-3-319-58503-1?page=1#toc (accessed on 7 December 2022).
- Nickel Directive: European Parliament and Council directive 94/27/EC of 30 June 1994. Amending for the 12th time Directive 76/769/EEC on the Approximation of the Laws, Regulations and Administrative Provisions of the Member States Relating to Restrictions on the Marketing and Use of Certain Dangerous Substances and Preparations. Off. J. Eur. Commun. 1994, 188, 1–2.
- Commission Communication in the Framework of the Implementation of Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorization and Restriction of Chemicals (REACH). Off J. Euro. Union. 2016, C14, 110.
- Fleischmann, M.; Pattison, J.; Thirsk, H.R. Electrocrystallization of thin films of thallous chloride on thallium amalgam Trans. Faraday Soc. 1965, 61, 1256–1269. [Google Scholar] [CrossRef]
- Foroulis, Z.A.; Uhlig, H.H. Effect of cold-work on corrosion of iron and steel in hydrochloric acid. J. Electrochem. Soc. 1964, 111, 522–528. [Google Scholar] [CrossRef]
- Kabanov, B.N.; Leikis, Z.I. Untersuchung der Passivität von Metallen durch Messung der Elektrodenimpedanz bei hohen. Frequenzen. Z. Elektrochem. 1958, 62, 660–663. [Google Scholar]
- Kolotyrkin, M.Y. Electrochemical behaviour and anodic passivity mechanism of certain metals in electrolyte solutions. Z. Elektrochem. 1958, 62, 664–669. [Google Scholar]
- Frankenthal, R.P. On the passivity of iron-chromium alloys: II. The activation potential. J. Electrochem. Soc. 1969, 116, 580–585. [Google Scholar] [CrossRef]
- Müller, W.J. Die Bedeckungstheorie der Passivität der Metalle und ihre experimentelle Begründung. Verlag Chemie, Berlin 1933 sau. J. Phys. Chem. 1934, 38, 132. [Google Scholar] [CrossRef]
- Lukac, C.; Lumsden, J.B.; Smialowska, S.; Staehle, R.W. Effects of temperature on the kinetics of passive film growth on iron. J. Electrochem. Soc. 1975, 122, 1571–1580. [Google Scholar] [CrossRef]
- Bockris, J.O.M.; Genshaw, M.A.; Brusic, V.; Wroblowa, H. The mechanism of the passivation of iron in neutral solutions: An ellipsometric and coulometric investigation. Electrochim. Acta 1971, 16, 1859–1894. [Google Scholar] [CrossRef]
- Bohni, H. Localized corrosion of passive metals 157–171. In Uhlig’s Corrosion Handbook, 3rd ed.; Winston Revie, R., Ed.; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Lizlovs, E.A.; Bond, A.P. Anodic polarization behavior of high-purity 13 and 18% Cr stainless steels bond. J. Electrochem. Soc. 1975, 122, 719–723. [Google Scholar] [CrossRef]
- Uhlig, H.H.; Revie, G.H.T. Corrosion and Corrosion Control, 3rd ed.; Wiley-Interscience: New York, NY, USA, 1985. [Google Scholar]
- Crow, W.B.; Myers, J.R.; Marvin, B.D. Anodic polarization behaviour of Ni–Al alloys in sulfuric acid solutions. Corrosion 1971, 27, 459–465. [Google Scholar] [CrossRef]
- Tomashov, N.D.; Chernova, G.P.; Ruscol, Y.S.; Ayuyan, G.A. The passivation of alloys on titanium bases. Electrochim. Acta 1974, 19, 159–172. [Google Scholar] [CrossRef]
- ASTM F746-87; Standard Test Method for Pitting or Crevice Corrosion of Metallic Surgical Implant Materials. American National Standards Institute: Washington, DC, USA, 2009.
- Tuccillo, J.J.; Nielsen, J.P. Observations of onset of sulfide tarnish on gold-base alloys. J. Prosthet. Dent. 1971, 25, 629–637. [Google Scholar] [CrossRef]
- ASTM A262-15; Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels. ASTM International: West Conshohocken, PA, USA, 2015. Available online: www.astm.org (accessed on 2 May 2020).
- ASTM G48-11; Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM 46-94; Standard Guide for Examination and Evaluation of Pitting Corrosion. American National Standards Institute: Washington, DC, USA, 2018.
- ASTM B117; Standard Practice for Operating Salt Spray (Fog) Apparatus. ASTM International: West Conshohocken, PA, USA, 2003.
- ISO 9227:2017; Essais de Corrosion en Atmosphères Artificielles—Essais aux Brouillards Salins. ISO: Geneva, Switzerland, 2022.
- NIHS 96-50; Procédé pour Estimer la Résistance aux Agents Chimiques et Climatiques d’un Habillage Horloger. Fédération de L’industrie Horlogère Suisse FH: Biel, Switzerland, 2013.
- EN 1811; A1: Reference Test Method for Release of Nickel from all Post Assemblies Which are Inserted into Pierced Parts of the Human Body and Articles Intended to Come into Direct and Prolonged Contact with the Skin (Includes Amendment A1:2015). iTeh Standards: Newark, DE, USA, 2015.
- Hoar, T.P.; Mears, D.C. Corrosion-resistant alloys in chloride solutions: Materials for surgical implants. Proc. R. Soc. Lond. 1966, 294, 486–510. [Google Scholar]
- Zabel, D.D.; Brouwn, S.A.; Merritt, K.; Payer, I.H. AES analysis of stainless steel corroded in saline, in serum and in vivo. J Biomed. Mater Res. 1988, 22, 31–44. [Google Scholar] [CrossRef]
- Turnbull, A. The solution composition and electrode potential in pits, crevices and cracks. Corros. Sci. 1983, 23, 833–870. [Google Scholar] [CrossRef]
- Kate, H.; David, B. Metal Exposure Regulations and Their Effect on Allergy Prevention in Metal Allergy; Chen, J.K., Thyssen, J.P., Eds.; Springer: Berlin, Germany, 2018; pp. 39–54. [Google Scholar] [CrossRef]
- Liden, C. Nickel in jewelry and associated products. Contact Dermat. 1992, 26, 73–75. [Google Scholar] [CrossRef] [PubMed]
- Belsito, D.V. The diagnostic evaluation, treatment, and prevention of allergic contact dermatitis in the new millennium. J. Allergy Clin. Immunol. 2000, 105, 409–420. [Google Scholar] [CrossRef] [PubMed]
- Schafer, T.; Bohler, E.; Ruhdorfer, S.; Weigl, L.; Wessner, D.; Filipiak, B.; Wichmann, H.E.; Ring, J. Epidemiology of contact allergy in adults. Allergy 2001, 56, 1192–1196. [Google Scholar] [CrossRef] [PubMed]
- Landes, D.S. Revolution in time. In Clocks and the Making of the Modern World; Viking: London, UK, 2000; 518p. [Google Scholar]







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | DIN | AISI | C | Si | Mn | P | S | Cr | Mo | Ni | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | 1.4301 | 304L | <0.07 | <1.00 | <2.00 | <0.045 | <0.0015 | 17.0–19.5 | - | 8.0–10.5 | N < 0.11 |
| #2 | 1.4306 | 304L | <0.030 | <1.50 | <1.50 | <0.035 | <0.020 | 17.0–20.0 | - | 8.0–12.0 | N 0.10-0-20 |
| #3 | 1.4435 | 316L | <0.030 | <1.00 | <2.00 | <0.045 | <0.025 | 17.0–18.5 | 2.5–3.0 | 12.5–15.0 | - |
| #4 | 1.4435 | 316L Ugima | <0.030 | <1.00 | <2.00 | <0.045 | <0.030 | 17.0–18.25 | 2.5–3.0 | 12.5–15.0 | N < 0.11 |
| #5 | 1.4404 | 316L Val | <0.030 | <1.00 | <2.00 | <0.045 | <0.030 | 16.5–18.5 | 2.0–2.5 | 10.0–13.0 | N < 0.11 |
| #6 | 1.4404 | 316L PM | <0.03 | <1.00 | <2.00 | <0.045 | <0.015 | 16.5–18.5 | 2.0–2.5 | 10.0–13.0 | |
| #7 | 1.4435 | 316L SW | <0.03 | <1.00 | <2.00 | <0.045 | <0.015 | 17.0–19.0 | 2.5–3.0 | 12.5–15.0 | N < 0.011 |
| #8 | 1.4441 | 316L med. | <0.030 | <1.00 | <2.00 | <0.025 | <0.010 | 17.0–0.19 | 2.50–3.20 | 13.0–15.5 | N < 0.10; Cu < 0.120 |
| #9 | 1.4539 | 904L | <0.02 | <0.70 | <2.00 | <0.030 | <0.015 | 19.0–21.0 | 4.00–5.00 | 24.0–26.0 | Cu 1.00–2.00; N 0.04–0.15 |
| Parameter | Effect | Quantity of Ni Released | |
|---|---|---|---|
| Raw Materials | Variable in Function of the Lot |  | Strong Dispersion |
| Heat Treatment | 100% H2 100% N2 |  | Strong Decrease Slight Decrease |
| Surface | Rough, Polished, Satiny |  | Slight Influence |
| Work Hardening | Strain >10% |  | Increase |
| Structure | Inclusion and Second Phase |  | Increase |
| Code | Standard DIN | Standard AISI | Nickel Release [μg·cm−2·week−1] |
|---|---|---|---|
| #1 | 1.4301 | 304L | 0.63 |
| #2 | 1.4306 | 304L | 0.36 |
| #3 | 1.4435 | 316L | 0.17 |
| #4 | 1.4435 | 316L Ugima | 0.15 |
| #5 | 1.4404 | 316L Val | 0.52 |
| #6 | 1.4404 | 316L PM | 0.37 |
| #7 | 1.4435 | 316L SW | 0.14 |
| #8 | 1.4441 | 316L Med | 0.09 |
| #9 | 1.4539 | 904L | 0.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reclaru, L. Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin. Coatings 2023, 13, 18. https://doi.org/10.3390/coatings13010018
Reclaru L. Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin. Coatings. 2023; 13(1):18. https://doi.org/10.3390/coatings13010018
Chicago/Turabian StyleReclaru, Lucien. 2023. "Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin" Coatings 13, no. 1: 18. https://doi.org/10.3390/coatings13010018
APA StyleReclaru, L. (2023). Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin. Coatings, 13(1), 18. https://doi.org/10.3390/coatings13010018