

Wear Resistance Study of Bionic Pitted Ni Cladding Layer on 7075 Aluminum Alloy Drill Pipe Surface



 ,
,  ,
,
Abstract
:1. Introduction
2. Measurement of Biological Surface Structure and Finite Element Analysis
2.1. Measurement of Biological Surface Structure
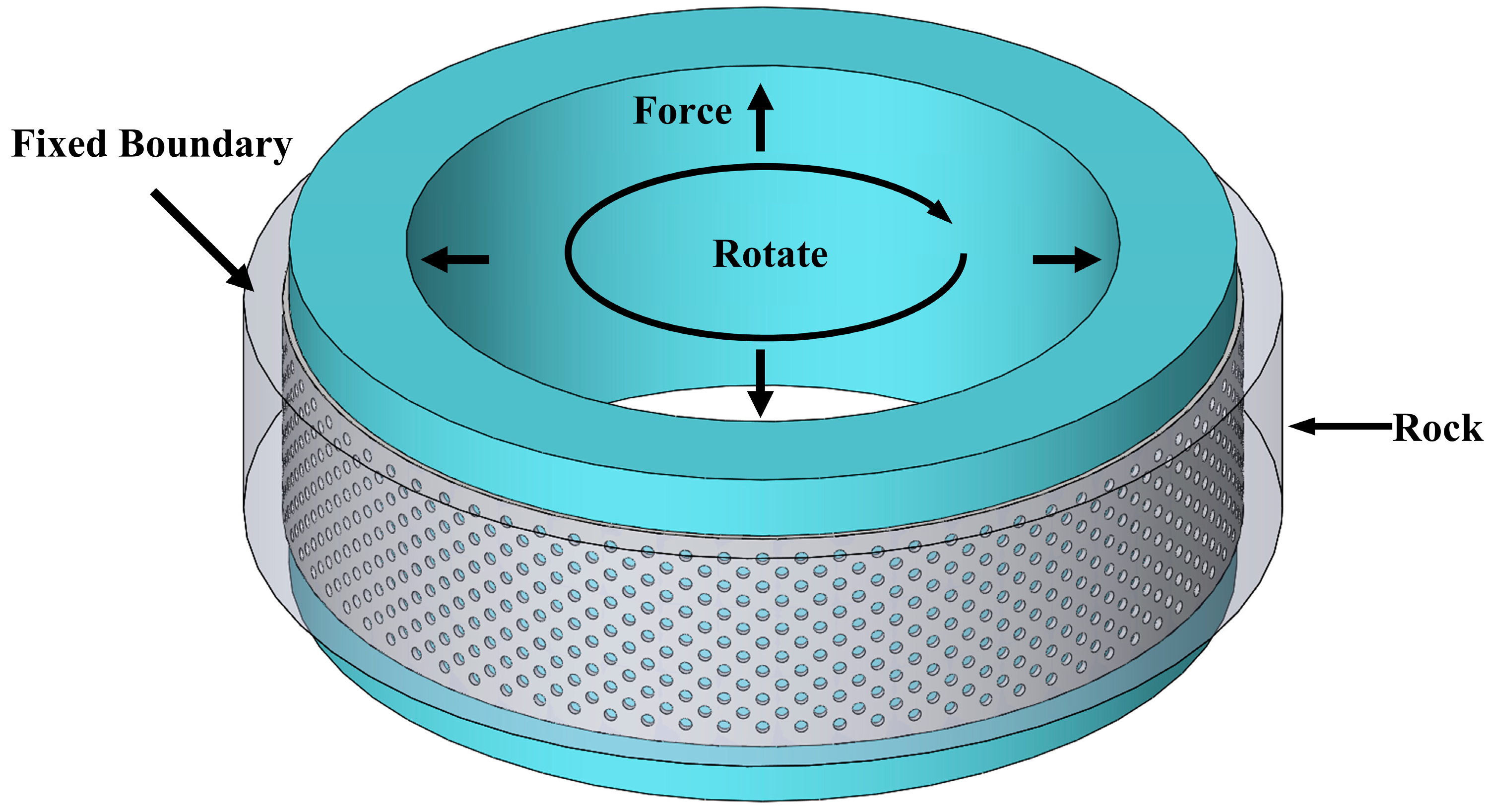
2.2. Finite Element Analysis
2.2.1. Geometric Model and Material Properties
2.2.2. Wear Simulation
- V—wear volume;
- P—contact load;
- Vs—slipping speed between the contacting objects;
- a—contact stress index;
- b—speed index;
- n—in-plane normal;
- K—the wear coefficient;
- —plastic yield strength of softer materials.
3. Experiment
3.1. Experimental Material and Laser Cladding Process
3.2. Sliding Wear Tests
3.3. Microhardness Testing
3.4. Microstructural Observation and Component Testing
4. Results and Discussion
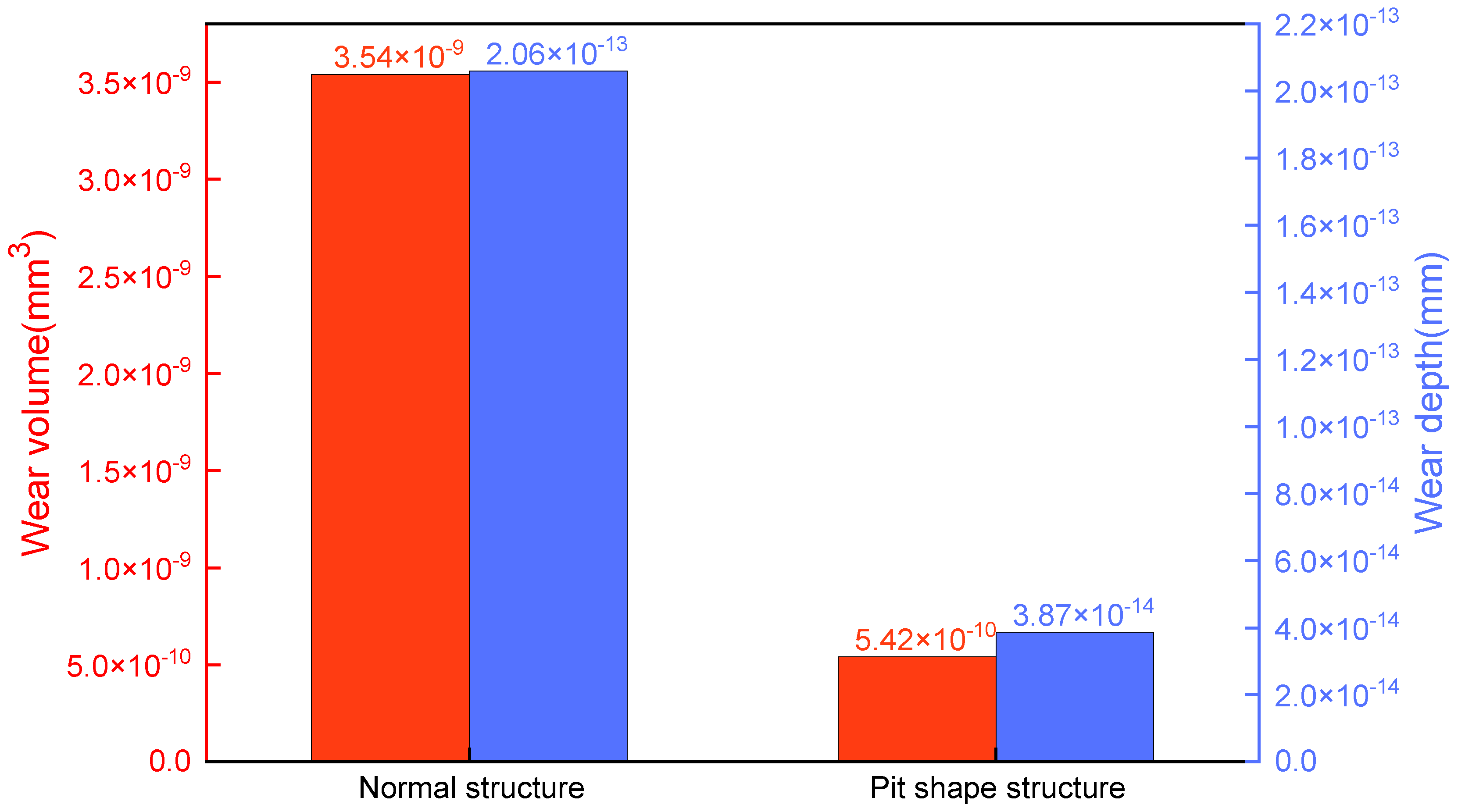
4.1. Analysis of Simulation Results
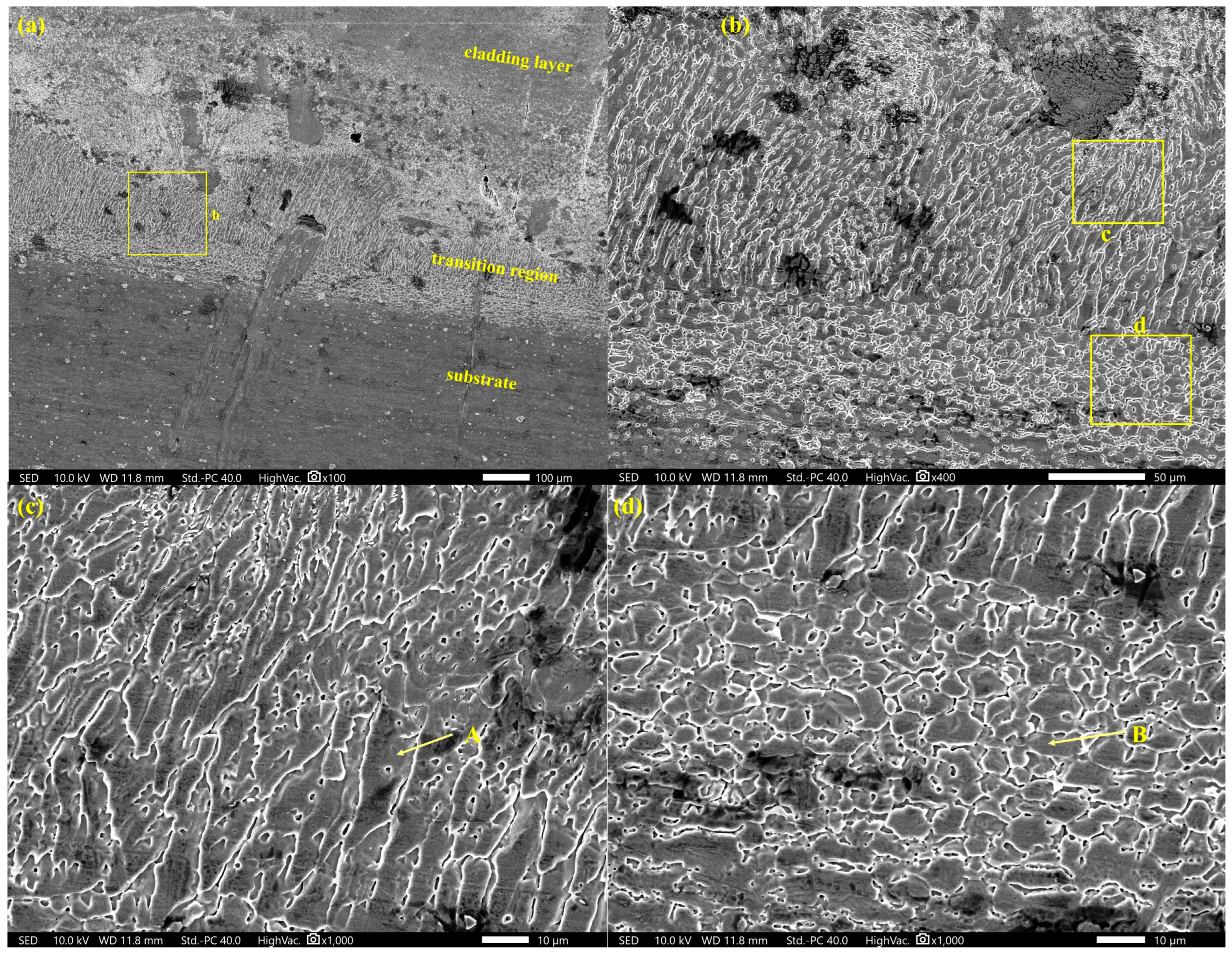
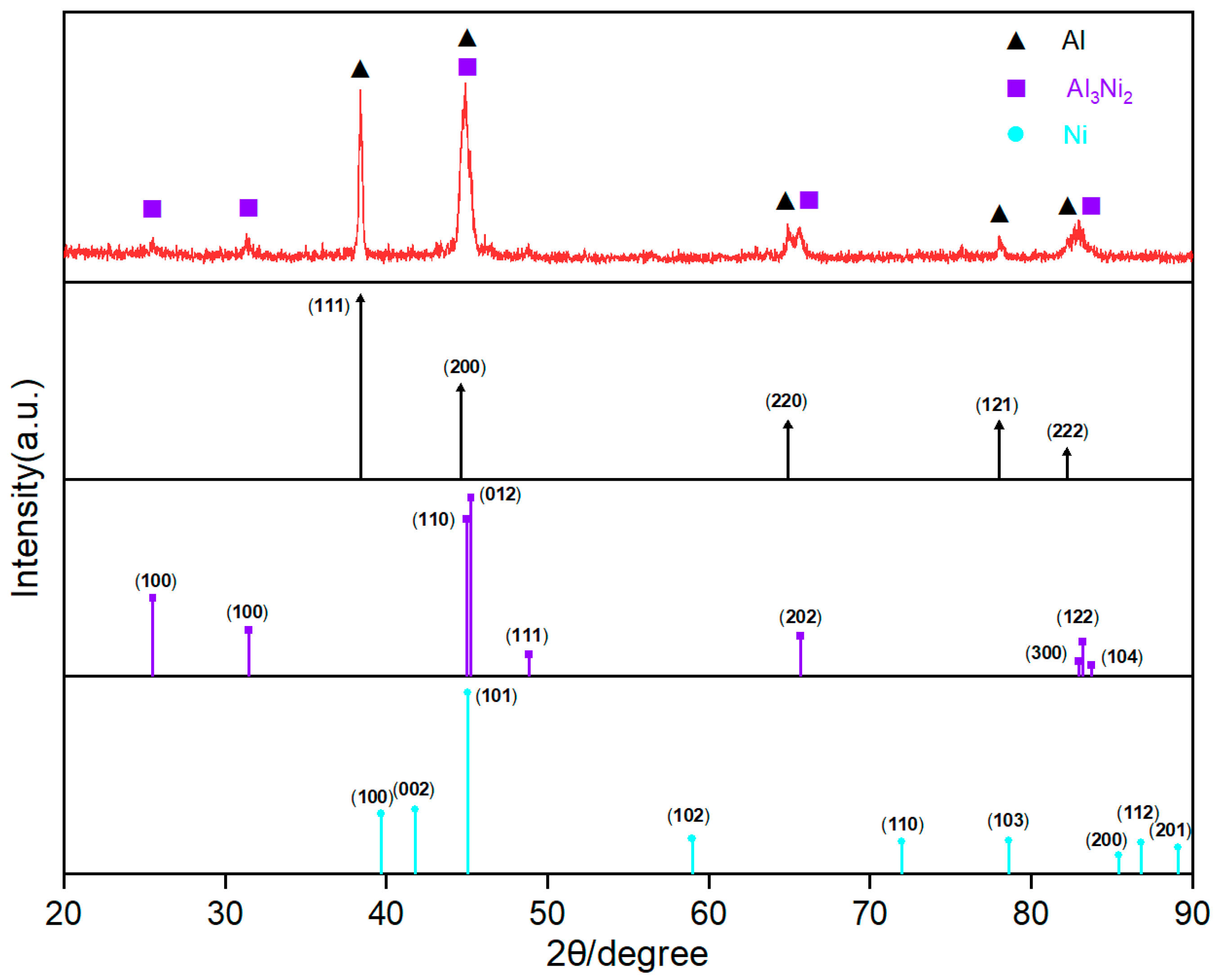
4.2. Analysis of Cladding Layer
4.3. Data and Status of Wear Tests
5. Conclusions
- (1)
- By studying and comparing the abdominal pit shape structure of dung beetles and measuring two kinds of parameters, pit diameter and center distance, the obtained ratio of them was around 1.98.
- (2)
- The bionic pit shape structure model was established. Compared to the general structure, the results of finite element simulation showed that the bionic structure can significantly improve stress distribution, and the peak stress of the bionic structure was significantly reduced. A significant stress concentration phenomenon occurred near the pit unit, and the life span improved by 81.3%.
- (3)
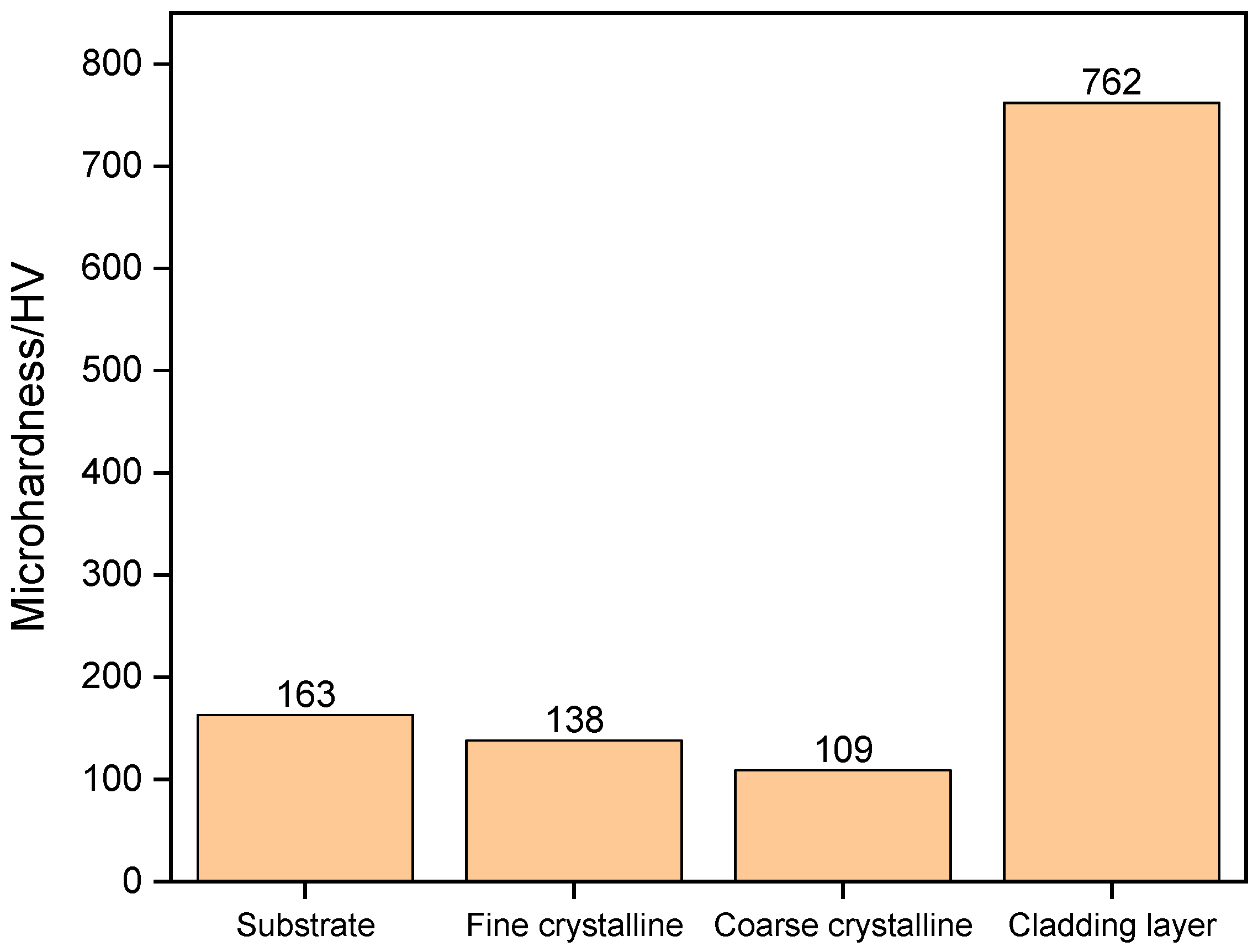
- The coating after laser cladding is predominantly composed of Al3Ni2, which exhibits high hardness. Furthermore, a transition region exists between the cladding layer and the substrate, with the composition being aluminum, which has relatively low hardness. This combination improves the ability of the drill pipe to withstand alternating loads.
- (4)
- The surface appearance of two specimens after the wear test aligns with the stress distribution gained from ANSYS. Additionally, the lifespan of the pit shape structure increased by 70.0%. This increase closely matches the simulation results and validates the accuracy of the ANSYS analysis findings.
- (5)
- Pit shape structure plays a crucial role in altering the stress distribution, as it effectively stores the abrasive particles and reduces the occurrence of abrasive wear. This, in turn, enhances the lifespan of the cladding layer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, J.; Yue, W.; Gu, Y.; Liu, J.; Wang, C.; Ma, H. Improving Corrosion Resistance and Corrosive Wear Resistance of Aluminum Alloy Drill Pipe by Surface Nanocrystallization and Micro-arc Oxidation. J. Mater. Eng. Perform. 2018, 27, 4462–4472. [Google Scholar] [CrossRef]
- Kondrat’ev, S.Y.; Shvetsov, O.V. Technological and Operational Features of Drill Pipes from Aluminum Alloys 2024 and 1953. Met. Sci. Heat. Treat. 2018, 60, 32–38. [Google Scholar] [CrossRef]
- Kondrat’ev, S.Y.; Shvetsov, O.V. Effect of High-Temperature Heating on the Structure and Properties of Aluminum Alloys in the Production of Drill Pipes. Met. Sci. Heat. Treat. 2013, 55, 191–196. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, X.; Liu, B.; Ding, D.; Meng, Q. Inverse solution to heat transfer coefficient during heat assembly of aluminum alloy drill pipes. Adv. Mech. Eng. 2017, 9, 265–276. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, X.; Wang, X. Effect of aging processes on corrosion behavior and stress corrosion sensitivity of pre-stretched 7075 aluminum alloy. Mater. Corros. 2018, 69, 850–857. [Google Scholar] [CrossRef]
- Lourenço, M.I.; Netto, T.A.; Silva, N.d.S.d.; Ribeiro Plácido, J.C. Multiaxial Fatigue of Aluminum Drill Pipes—Experiments and Numerical Analyses. J. Offshore Mech. Arct. Eng. 2022, 144, 011802. [Google Scholar] [CrossRef]
- Lee, I.S.; Hsu, C.J.; Chen, C.F.; Ho, N.J.; Kao, P.W. Particle-reinforced aluminum matrix composites produced from powder mixtures via friction stir processing. Compos. Sci. Technol. 2011, 71, 693–698. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R Rep. 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Algahtani, A.; Mahmoud, E.; Khan, S.; Tirth, V. Experimental Studies on Corrosion Behavior of Ceramic Surface Coating using Different Deposition Techniques on 6082-T6 Aluminum Alloy. Processes 2018, 6, 240. [Google Scholar] [CrossRef]
- Chi, Y.; Gu, G.; Yu, H.; Chen, C. Laser surface alloying on aluminum and its alloys: A review. Opt. Lasers Eng. 2018, 100, 23–37. [Google Scholar] [CrossRef]
- Wang, C.; Bai, S.; Xiong, Y. Recent advances in surface and interface engineering for electrocatalysis. Chin. J. Catal. 2015, 36, 1476–1493. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, X.; Yan, H. Phase composition, microstructure evolution and wear behavior of Ni-Mn-Si coatings on copper by laser cladding. Surf. Coat. Technol. 2017, 332, 504–510. [Google Scholar] [CrossRef]
- Lu, X.; Liu, X.; Yu, P.; Qiao, S.; Zhai, Y.; Wang, M.; Chen, Y.; Xu, D. Synthesis and characterization of Ni60-hBN high temperature self-lubricating anti-wear composite coatings on Ti6Al4V alloy by laser cladding. Opt. Laser Technol. 2016, 78, 87–94. [Google Scholar] [CrossRef]
- Sun, G.; Zhang, Y.; Liu, C.; Luo, K.; Tao, X.; Li, P. Microstructure and wear resistance enhancement of cast steel rolls by laser surface alloying NiCr–Cr3C2. Mater. Des. 2010, 31, 2737–2744. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High temperature wear resistance and thermal fatigue behavior of Stellite-6/WC coatings produced by laser cladding with Co-coated WC powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Paul, C.; Sellamuthu, R. Effect of nickel content on hardness and wear behaviour of surface modified functionally graded Cu-Sn bronze alloy. Int. J. Mater. Eng. Innov. 2016, 7, 43–55. [Google Scholar] [CrossRef]
- Xie, S.; Li, R.; Yuan, T.; Chen, C.; Zhou, K.; Song, B.; Shi, Y. Laser cladding assisted by friction stir processing for preparation of deformed crack-free Ni-Cr-Fe coating with nanostructure. Opt. Laser Technol. 2018, 99, 374–381. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Pang, Z.; Zhou, H.; Xie, G.; Cong, D.; Meng, C.; Ren, L. Effect of bionic coupling units’ forms on wear resistance of gray cast iron under dry linear reciprocating sliding condition. Opt. Laser Technol. 2015, 70, 89–93. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, Y.; Zhang, Y.; Liu, Y.; Fu, X.; Han, D.; Song, Y.; Ren, L.; Sun, H. Reed Leaf-Inspired Graphene Films with Anisotropic Superhydrophobicity. ACS Appl. Mater. Interfaces 2018, 10, 18416–18425. [Google Scholar] [CrossRef]
- Arjangpay, A.; Darvizeh, A.; Tooski, M.Y. Effects of Structural Characteristics of a Bionic Dragonfly Wing on Its Low Velocity Impact Resistance. J. Bionic Eng. 2018, 15, 859–871. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, S.; Xiao, H.; Zhang, X. Synthesis and Tribological Properties of Bio-Inspired Nacre-Like Composites. Materials 2018, 11, 1563. [Google Scholar] [CrossRef]
- Jones, K.; Schmid, S.R. Experimental Investigation of Laser Texturing and its Effect on Friction and Lubrication. Procedia Manuf. 2016, 5, 568–577. [Google Scholar] [CrossRef]
- Cho, M. Friction and wear of a hybrid surface texturing of polyphenylene sulfide-filled micropores. Wear 2016, 346–347, 158–167. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, P.; Sui, Q.; Zhao, K.; Zhou, H.; Ren, L. Influence of Multiple Bionic Unit Coupling on Sliding Wear of Laser-Processed Gray Cast Iron. J. Mater. Eng. Perform. 2017, 26, 1614–1625. [Google Scholar] [CrossRef]
- Mao, C.; Ma, Y.; Wu, S.; Wei, Y.; Li, J. Wear resistance and wet skid resistance of composite bionic tire tread compounds with pit structure. Mater. Res. Express 2019, 6, 085331. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, B.; Guo, Z. Wear resistance of machine tools’ bionic linear rolling guides by laser cladding. Opt. Laser Technol. 2017, 91, 55–62. [Google Scholar] [CrossRef]
- Qi, C.; Zhan, X.; Gao, Q.; Liu, L.; Song, Y.; Li, Y. The influence of the pre-placed powder layers on the morphology, microscopic characteristics and microhardness of Ti-6Al-4V/WC MMC coatings during laser cladding. Opt. Laser Technol. 2019, 119, 105572. [Google Scholar] [CrossRef]
- Cheng, J.; Li, F.; Wang, Y.; Wang, Y.; Liu, X.; Zhang, J.; Wang, Z.; Li, Y.; Wang, H.; Yang, Z.; et al. Dweller and tunneler dung beetles synergistically accelerate decomposition of cattle and horse dung in a semi-arid steppe. Agric. Ecosyst. Environ. 2022, 329, 107873. [Google Scholar] [CrossRef]
- Wang, X.; Liu, B.; Gao, K.; Meng, Q.; Sun, Y. Analysis of Thermal Deformation and Influencing Factors in Shrink-Fitting Assembly of Aluminum Alloy Drill Pipe. Adv. Mech. Eng. 2016, 8, 1687814016674099. [Google Scholar] [CrossRef]
- Sysaykeo, D.; Linares, J.-M.; Mermoz, E. Wear Behavior of a Bio-inspired Bearing for off-center Loads. J. Bionic Eng. 2020, 17, 1251–1262. [Google Scholar] [CrossRef]
- Rezaei, A.; Van Paepegem, W.; De Baets, P.; Ost, W.; Degrieck, J. Adaptive finite element simulation of wear evolution in radial sliding bearings. Wear 2012, 296, 660–671. [Google Scholar] [CrossRef]
- Farayibi, P.K. Microstructural Evolution of Metal Matrix Composites Formed by Laser Deposition of Ti-6Al-4V Wire and WC-W2C Powder. Adv. Eng. Forum 2018, 26, 22–32. [Google Scholar] [CrossRef]
- Krishnakumar, M.; Mohnbabu, A.; Saravanan, R. Impact of Surface Alloying of Nickel on Microstructure, Hardness and Wear on Aluminium–12%Silicon Alloy. Trans. Indian. Inst. Met. 2019, 72, 2395–2402. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Region | S (mm) | D (mm) | (mm) | (mm) | |
|---|---|---|---|---|---|---|
| 1 | 1-1 | 0.28, 0.27, 0.28 | 0.14, 0.14, 0.15 | 0.278 | 0.142 | 1.95 |
| 0.29, 0.27, 0.28 | 0.13, 0.15, 0.14 | |||||
| 1-2 | 0.30, 0.31, 0.28 | 0.15, 0.16, 0.16 | 0.304 | 0.154 | 1.97 | |
| 0.32, 0.31 | 0.14, 0.16 | |||||
| 2 | 2-1 | 0.26, 0.27, 0.27 | 0.12, 0.13, 0.13 | 0.258 | 0.128 | 2.01 |
| 0.24, 0.26, 0.25 | 0.14, 0.13, 0.12 | |||||
| 2-2 | 0.24, 0.23, 0.24 | 0.12, 0.13, 0.13 | 0.242 | 0.123 | 1.96 | |
| 0.23, 0.25, 0.26 | 0.11, 0.12, 0.13 | |||||
| 3 | 3-1 | 0.25, 0.25, 0.27 | 0.12, 0.12, 0.13 | 0.258 | 0.125 | 2.06 |
| 0.26, 0.26 | 0.13, 0.11, 0.14 | |||||
| 3-2 | 0.21, 0.22, 0.23 | 0.11, 0.10, 0.12 | 0.217 | 0.112 | 1.93 | |
| 0.22, 0.21, 0.21 | 0.11, 0.11, 0.12 |
| Model | Material | Density (kg·m−3) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|---|
| Coating | Ni | 8900 | 210 | 0.3 |
| Drill pipe | Aluminum alloy | 2810 | 72 | 0.33 |
| Rock | Granite | 2650 | 40 | 0.25 |
| Position | a | b | c | d |
|---|---|---|---|---|
| Stress (Mpa) | 5.73 × 10−4 | 1.39 × 10−4 | 1.62 × 10−3 | 2.29 × 10−3 |
| Model | Wear of 2 s (mm3) | Comparison of Wear | Surface Area (mm2) | Wear Depth (mm) | Comparison of Life Span |
|---|---|---|---|---|---|
| Normal structure | 3.54 × 10−9 | 17,203 | 2.06 × 10−13 | ||
| Pit shape structure | 5.42 × 10−10 | 84.7% reduction | 14,012 | 3.87 × 10−14 | 81.3% improvement |
| Model | Mass Loss (g) | Comparison of Mass Loss | Surface Area (mm2) | Wear per Unit Area (g/mm3) | Comparison of Life Span |
|---|---|---|---|---|---|
| Normal structure | 4.10 | 17,203 | 2.38 × 10−4 | ||
| Pit shape structure | 1.01 | 75.4% reduction | 14,012 | 7.21 × 10−5 | 70.0% improvement |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Gao, K.; Zhao, Y.; Xie, X.; Lü, X.; Zhang, C.; Ai, H. Wear Resistance Study of Bionic Pitted Ni Cladding Layer on 7075 Aluminum Alloy Drill Pipe Surface. Coatings 2023, 13, 1768. https://doi.org/10.3390/coatings13101768
Li X, Gao K, Zhao Y, Xie X, Lü X, Zhang C, Ai H. Wear Resistance Study of Bionic Pitted Ni Cladding Layer on 7075 Aluminum Alloy Drill Pipe Surface. Coatings. 2023; 13(10):1768. https://doi.org/10.3390/coatings13101768
Chicago/Turabian StyleLi, Xu, Ke Gao, Yan Zhao, Xiaobo Xie, Xiaoshu Lü, Cong Zhang, and Hongxin Ai. 2023. "Wear Resistance Study of Bionic Pitted Ni Cladding Layer on 7075 Aluminum Alloy Drill Pipe Surface" Coatings 13, no. 10: 1768. https://doi.org/10.3390/coatings13101768
APA StyleLi, X., Gao, K., Zhao, Y., Xie, X., Lü, X., Zhang, C., & Ai, H. (2023). Wear Resistance Study of Bionic Pitted Ni Cladding Layer on 7075 Aluminum Alloy Drill Pipe Surface. Coatings, 13(10), 1768. https://doi.org/10.3390/coatings13101768