
Micro-Arcs Oxidation Layer Formation on Aluminium and Coatings Tribological Properties—A Review



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Micro-Arcs Oxidation Layer Formation
2.1. Oxide Growth Mechanism
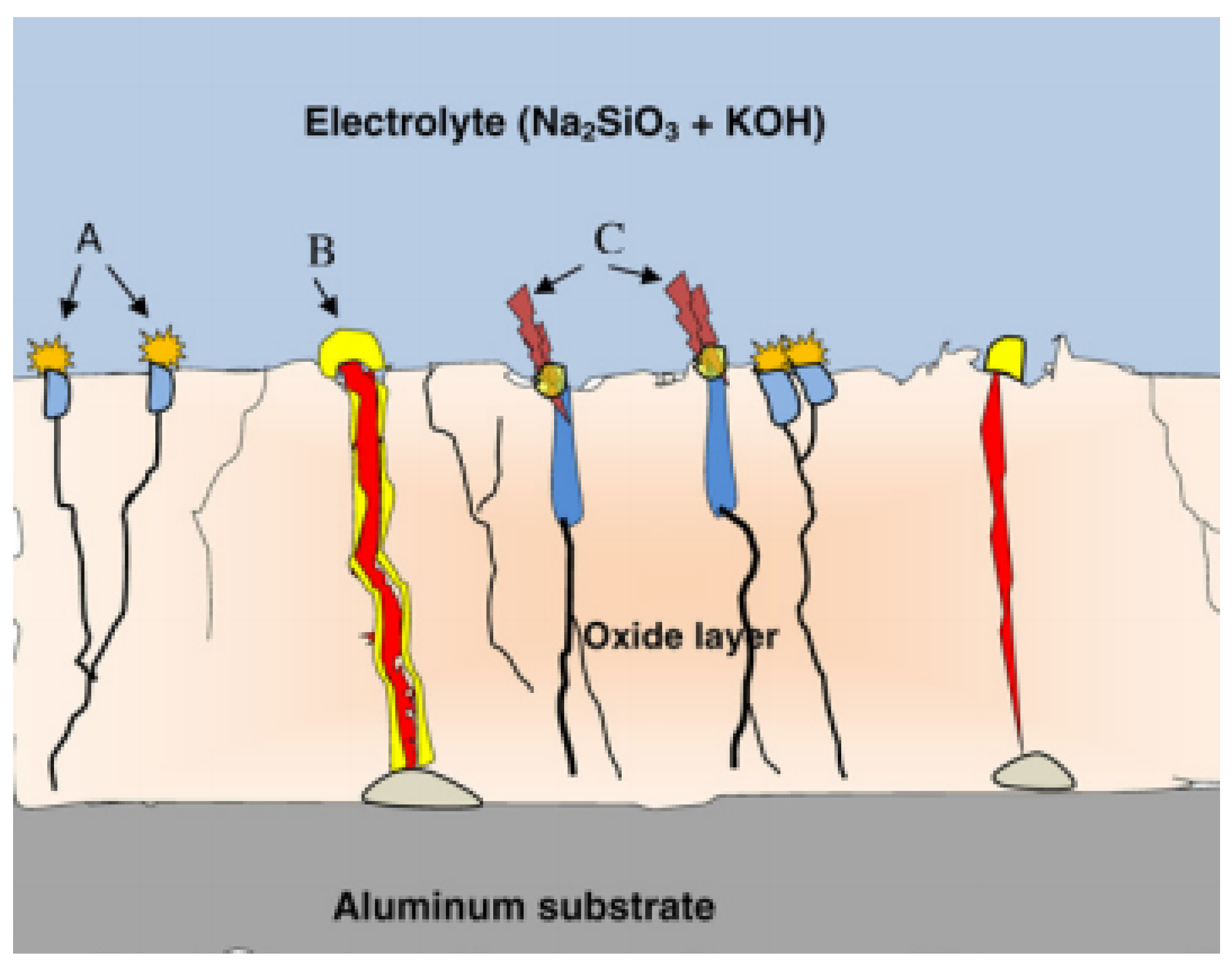
- Site B: oxide breakdown occurs down to the metal substrate when the electric field reaches a critical value. A discharge channel is created in which the plasma reactions take place. The high temperature and intense electric field cause the molten aluminium to escape from the substrate/coating interface to the coating surface, where the electrolyte rapidly cools it.
- Site A and C: These sites refer to the breakdown of the oxide to the gas pockets present in the internal pores (micropores) of the oxide. In the case of A sites, the micropores are present towards the surface of the oxide. In the case of C sites, the micropores are deeper in the layer.
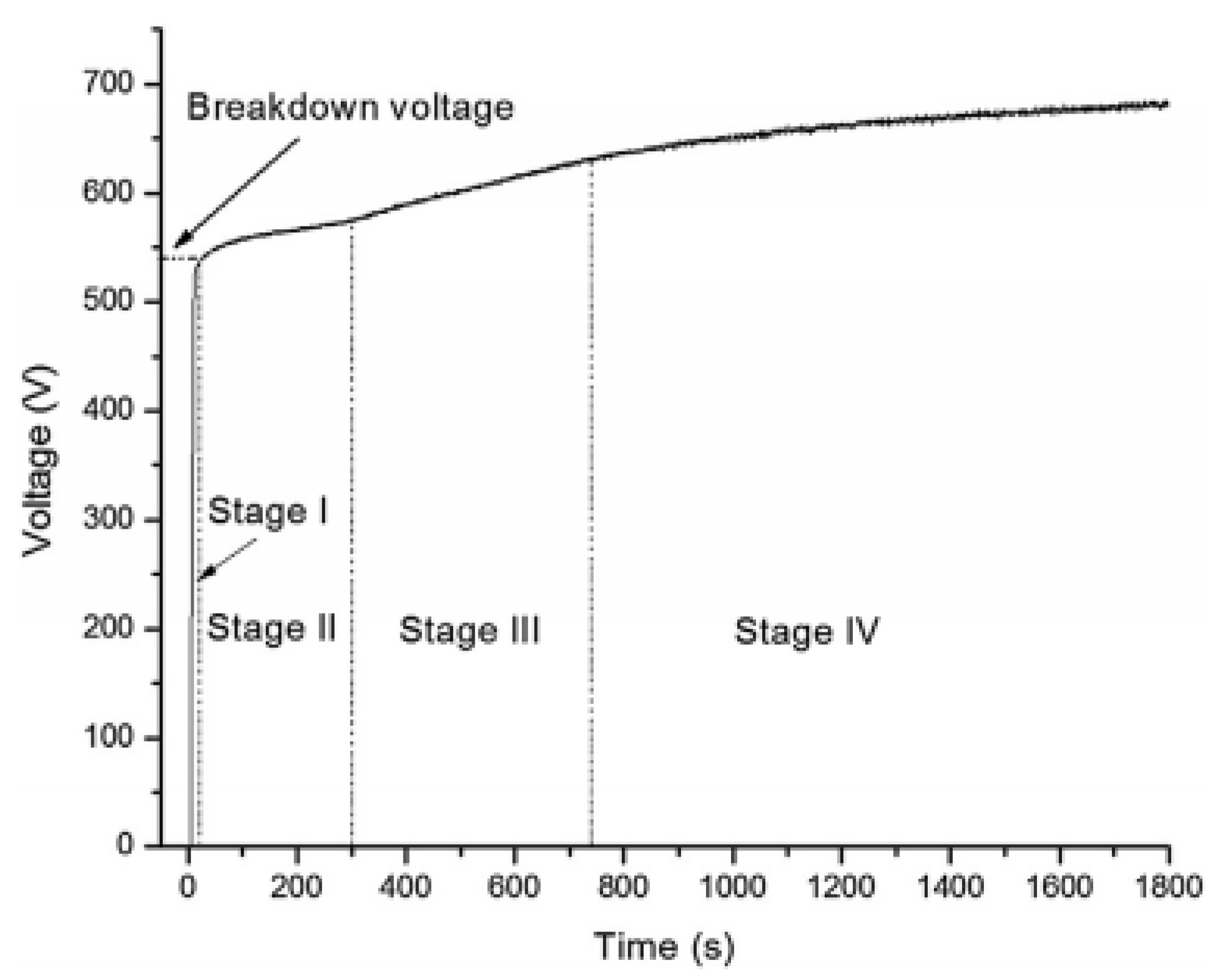
- step 1: rapid electrochemical formation of the insulating oxide layer causing a rapid linear increase in the measured output voltage. The breakdown voltage is not reached. This first step is similar to conventional anodising and follows Faraday’s law;
- Step 2: the rate of voltage change increases less rapidly. The oxide breakdown voltage is reached. Numerous micro-arcs (sparks) appear at high frequency over the entire surface of the sample. This phenomenon shows the beginning of the decomposition of the oxide layer;
- the increase in the rate of change of voltage has slowed down compared to that of step 2. The micro-arcs appear at a lower frequency and are more intense. As the oxide grows, the layer’s electrical resistance increases. As the discharges are more intense, the temperature is higher, allowing all the species present to be excited instead of just the decomposition of the oxide. This causes a change in the plasma;
- step 4: The rate of voltage change is even slower than during step 3. More intense discharges are observed, and the micro-arcs last longer. The frequency of occurrence of these discharges is less than in step 3 because of the even greater thickness of the coating. In some cases, these discharges cause irreversible degradation of the coating.
2.2. Micro-Arcs Formation
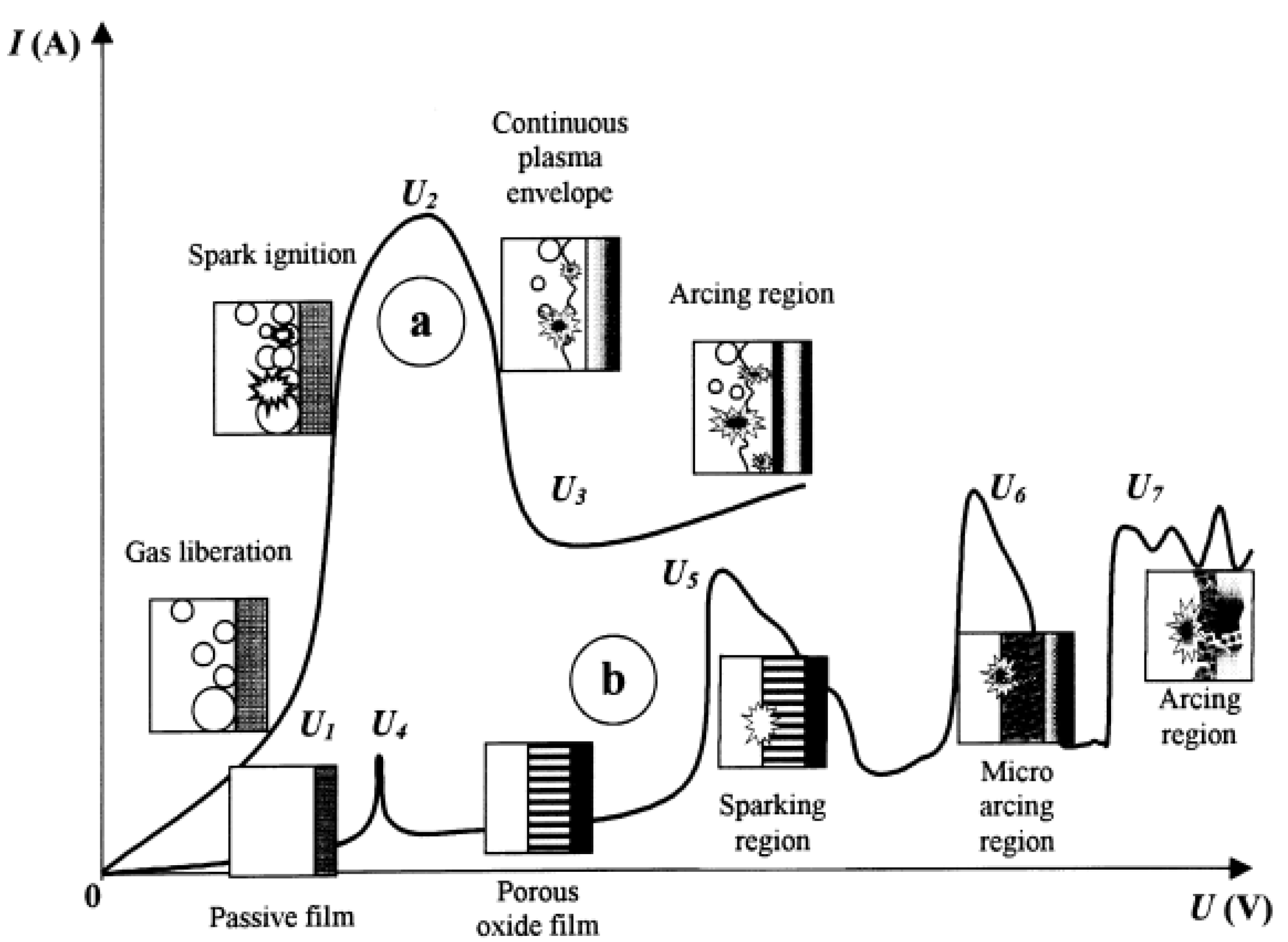
- the curve of type-a represents the current-voltage behaviour with the formation of discharge in the gas phase near the surface of the electrodes [Figure 6];
- the curve (type-b) presents the relationship between current and voltage for discharges occurring in the oxide layer.
2.2.1. Special Case of the Soft-Arc Regime
2.2.2. Electrochemical Reactions
- Al(m) corresponds to the normal position of an aluminium atom in the metal;
- AlAl(ox) corresponds to the normal position of an aluminium atom in the oxide;
- is an oxygen vacancy in the oxide ;
- is an aluminium vacancy in the oxide ;
- e− is an electron.
- Al3+ (aq) is the aluminium ion dissolved in the aqueous electrolyte;
- OO(ox) is an oxygen atom present in the oxide;
- H+ (aq) is a hydrogen ion in the aqueous electrolyte.
2.3. Nature of the Substrates
3. Importance of the Electrolyte
3.1. Role of pH in MAO Treatment
3.2. Different Electrolytes Used
- electrolytes causing rapid dissolution of aluminium such as NaCl, NaClO, NaOH, HCl, NaNO;
- electrolytes causing slow dissolution of aluminium such as HSO, (NH), SO, NaSO;
- electrolytes that promote metal passivation in a narrow voltage range, such as sodium acetate and phosphoric acid;
- fluoride-based electrolytes (KF and NaF);
- electrolytes causing slight passivation of the metal substrate;
- electrolytes causing strong passivation of the metal such as boric acids; and salts of carbonic and phosphoric acid, inorganic polymers (such as silicates, aluminates, tungstates, molybdates) and alkali metal phosphates.
3.3. Case of Silicate-Based Electrolytes
4. Electrical Parameters
4.1. Effect of the Current Source
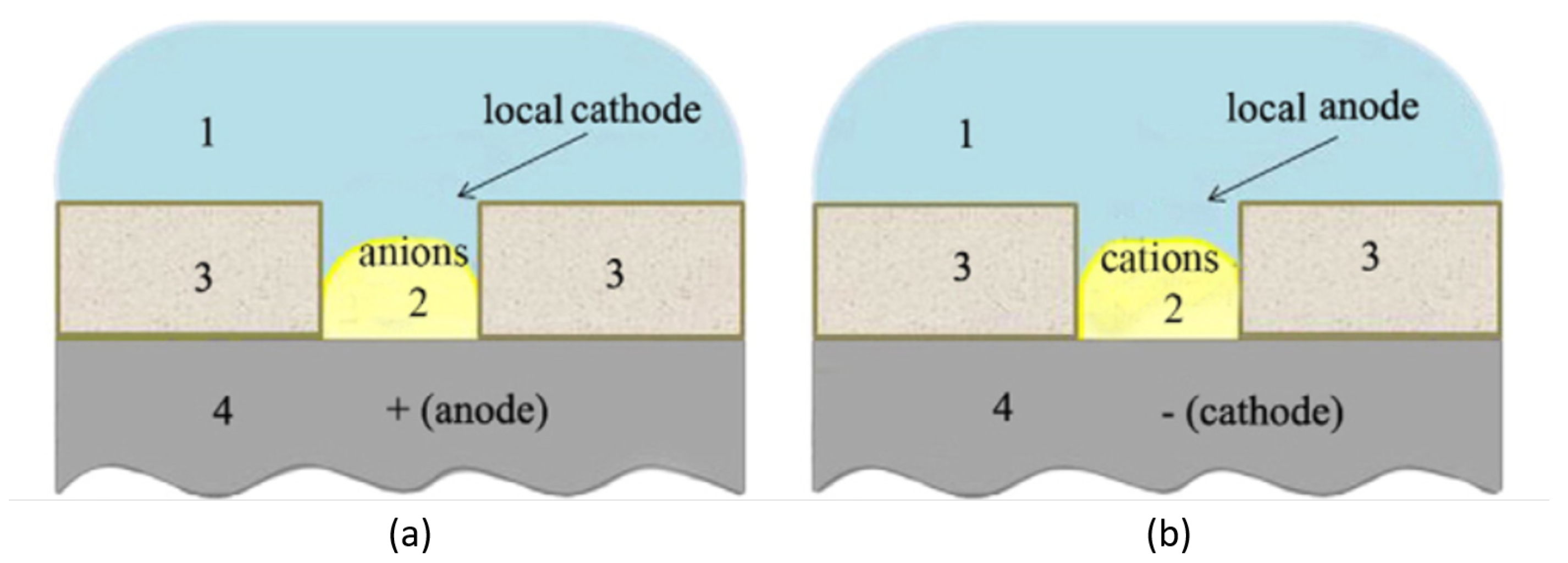
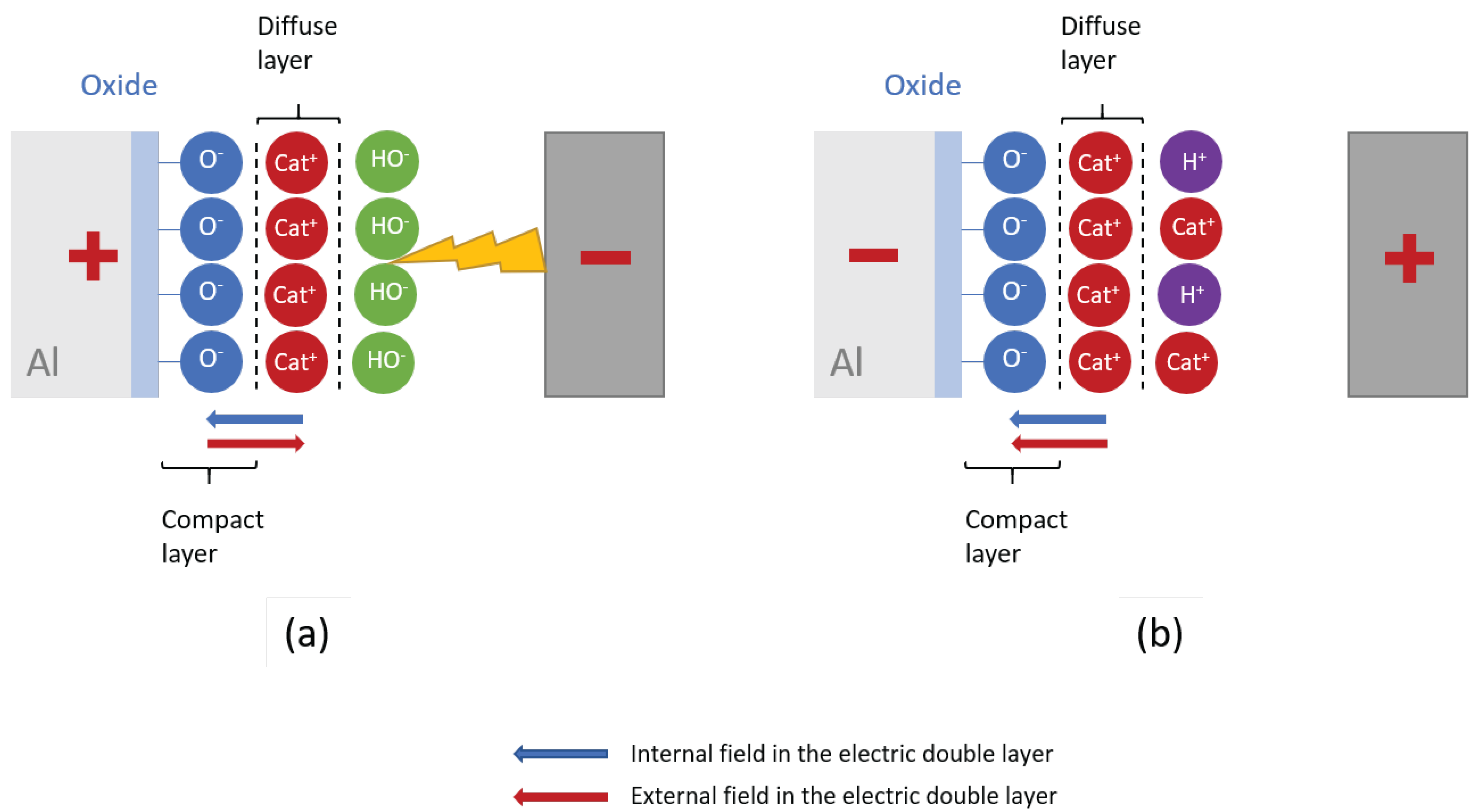
- the first case studied is that for which the surface layer can support a sufficient current so that the hydrogen evolution reactions (Equations (11) and (12)) are limited by the migration and diffusion of reactive species from the electrolyte volume. The solution in the vicinity of the electrode then becomes more essential, this being due to a decrease in the hydrogen concentration and an increase in the hydroxyl concentration;
- the second case corresponds to a current which causes the electrode to be polarised because of the hydrogen evolution reactions. In this case, the reaction at the electrode is kinetically limited. An external electric field causes an increase in the concentration of cations on the surface of the electrode, which locally acidifies the electrolyte. A positive charge then appears in the diffuse layer of the electric double layer [57].
4.2. Current Density
4.3. Frequency of Treatment
4.4. Processing Time
4.5. Duty Cycle
5. Composition of Coatings
6. Tribology of Micro-Arcs Oxidation
6.1. Effect of the Aluminium Alloy on the Friction Properties
6.2. Effect of the Electrolyte on the Friction Properties
Effect of the Counterparts on Tribological Properties
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of Tribology on Global Energy Consumption, Costs and Emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Seshan, K. Handbook of Thin Film Deposition; William Andrew: Norwich, NY, USA, 2012. [Google Scholar]
- Clyne, T.W.; Troughton, S.C. A review of recent work on discharge characteristics during plasma electrolytic oxidation of various metals. Int. Mater. Rev. 2019, 64, 127–162. [Google Scholar] [CrossRef]
- Nie, X.; Cai, R.; Zhao, C.; Sun, J.; Zhang, J.; Matthews, D.T. Advancement of plasma electrolytic oxidation towards non-valve metals. Surf. Coat. Technol. 2022, 442, 128403. [Google Scholar] [CrossRef]
- Polunin, A.V.; Cheretaeva, A.O.; Borgardt, E.D.; Rastegaev, I.A.; Krishtal, M.M.; Katsman, A.V.; Yasnikov, I.S. Improvement of oxide layers formed by plasma electrolytic oxidation on cast AlSi alloy by incorporating TiC nanoparticles. Surf. Coat. Technol. 2021, 423, 127603. [Google Scholar] [CrossRef]
- Zhu, L.; Qiu, J.; Chen, J.; Zhang, W.; Chen, Z.; Zhang, T.; Wang, F. Microstructure and corrosion resistance of the PEO coating on extruded Al6Cu alloy. Surf. Coat. Technol. 2019, 369, 116–126. [Google Scholar] [CrossRef]
- Ramazanova, Z.M.; Zamalitdinova, M.; Kirgizbayeva, K.Z.; Akhmedyanov, A.; Zhakupova, A. Protective Properties of Coatings Obtained via Microarc Oxidation in Alkaline Electrolyte Solutions. Inorg. Mater. Appl. Res. 2022, 13, 1414–1421. [Google Scholar] [CrossRef]
- Algahtani, A.; Mahmoud, E.R. Erosion and corrosion resistance of plasma electrolytic oxidized 6082 aluminum alloy surface at low and high temperatures. J. Mater. Res. Technol. 2019, 8, 2699–2709. [Google Scholar] [CrossRef]
- Yang, C.; Zhu, J.; Cui, S.; Chen, P.; Wu, Z.; Ma, Z.; Fu, R.K.; Tian, X.; Chu, P.K.; Wu, Z. Wear and corrosion resistant coatings prepared on LY12 aluminum alloy by plasma electrolytic oxidation. Surf. Coat. Technol. 2021, 409, 126885. [Google Scholar] [CrossRef]
- Li, X.J.; Zhang, M.; Wen, S.; Mao, X.; Huo, W.G.; Guo, Y.Y.; Wang, Y.X. Microstructure and wear resistance of micro-arc oxidation ceramic coatings prepared on 2A50 aluminum alloys. Surf. Coat. Technol. 2020, 394, 125853. [Google Scholar] [CrossRef]
- Sikdar, S.; Menezes, P.V.; Maccione, R.; Jacob, T.; Menezes, P.L. Plasma electrolytic oxidation (PEO) process—processing, properties, and applications. Nanomaterials 2021, 11, 1375. [Google Scholar] [CrossRef]
- Simchen, F.; Sieber, M.; Kopp, A.; Lampke, T. Introduction to plasma electrolytic oxidation—An overview of the process and applications. Coatings 2020, 10, 628. [Google Scholar] [CrossRef]
- Yang, C.; Cui, S.; Weng, Y.; Wu, Z.; Liu, L.; Ma, Z.; Tian, X.; Fu, R.K.; Chu, P.K.; Wu, Z. Scalable superhydrophobic T-shape micro/nano structured inorganic alumina coatings. Chem. Eng. J. 2021, 409, 128142. [Google Scholar] [CrossRef]
- Auzins, K.; Zolotarjovs, A.; Bite, I.; Laganovska, K.; Vitola, V.; Smits, K.; Millers, D. Production of Phosphorescent Coatings on 6082 Aluminum Using Sr0. 95Eu0. 02Dy0. 03Al2O4-δ Powder and Plasma Electrolytic Oxidation. Coatings 2019, 9, 865. [Google Scholar] [CrossRef]
- Jagadeeswaran, I.; Sriram, H. EU 1907/2006–Registration, Evaluation, Authorisation and Restriction of Chemicals. In Medical Device Guidelines and Regulations Handbook; Springer: Berlin/Heidelberg, Germany, 2022; pp. 237–260. [Google Scholar]
- Fantke, P.; Aurisano, N.; Provoost, J.; Karamertzanis, P.G.; Hauschild, M. Toward effective use of REACH data for science and policy. Environ. Int. 2020, 135, 105336. [Google Scholar] [CrossRef] [PubMed]
- Algahtani, A.; Mahmoud, E.R.; Khan, S.Z.; Tirth, V. Experimental studies on corrosion behavior of ceramic surface coating using different deposition techniques on 6082-T6 aluminum alloy. Processes 2018, 6, 240. [Google Scholar] [CrossRef]
- Kim, J.; Kwon, D.; Pham, H.V.; Moon, S.; Shin, H.C. Tribological Behaviors of Ni-P Coatings on PEO-Treated AA1050 Alloy. Coatings 2023, 13, 160. [Google Scholar] [CrossRef]
- Sluginov, N.P. About Light Phenomenon in Liquids during Electrolyze. J. Gen. Phys 1882, 12, 193–203. [Google Scholar]
- Gunterschultze, A.; Betz, H. Electrolytic Rectifying Action. Z. Phys. 1932, 78, 6. [Google Scholar]
- Gunterschultze, A.; Betz, H. Elektrolyt-Kondensatoren: Ihre Entwicklung, Wissenschaftliche Grundlage, Herstellung, Messung Und Verwendung; University of Michigan: Ann Arbor, MI, USA, 1937. [Google Scholar]
- Markov, G.A.; Markova, G.V. Method for Forming Anodes of Electrolytic Capacitors. URSS Patent 526961, 30 August 1976. [Google Scholar]
- Markov, G.A.; Tatarchuk, V.V.; Mirnova, M.K. Izvest. SO SSSR Ser. Khim. Nauk 1977, 3, 32. [Google Scholar]
- Van, T.B.; Brown, S.D.; Wirtz, G.P. Mechanism of Anodic Spark Deposition. Am. Ceram. Soc. Bull. 1977, 56. [Google Scholar]
- Wang, C.; Chen, J.; He, J.; Jiang, J.; Zhang, Q. Effect of Electrolyte Concentration on the Tribological Performance of MAO Coatings on Aluminum Alloys. Front. Chem. Sci. Eng. 2020, 14, 1065–1071. [Google Scholar] [CrossRef]
- Du, K.; Guo, X.; Guo, Q.; Wang, F.; Tian, Y. A Monolayer PEO Coating on 2024 Al Alloy by Transient Self-Feedback Control Mode. Mater. Lett. 2013, 91, 45–49. [Google Scholar] [CrossRef]
- Godja, N.; Kiss, N.; Löcker, C.; Schindel, A.; Gavrilovic, A.; Wosik, J.; Mann, R.; Wendrinsky, J.; Merstallinger, A.; Nauer, G. Preparation and Characterization of Spark-Anodized Al-alloys: Physical, Chemical and Tribological Properties. Tribol. Int. 2010, 43, 1253–1261. [Google Scholar] [CrossRef]
- Michaelis, A. Valve Metal, Si and Ceramic Oxides as Dielectric Films for Passive and Active Electronic Devices. In Advances in Electrochemical Science and Engineering; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2008; Volume 10, p. 1. [Google Scholar]
- Yerokhin, A.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S. Plasma Electrolysis for Surface Engineering. Surf. Coat. Technol. 1999, 122, 73–93. [Google Scholar] [CrossRef]
- Hussein, R.; Zhang, P.; Nie, X.; Xia, Y.; Northwood, D. The Effect of Current Mode and Discharge Type on the Corrosion Resistance of Plasma Electrolytic Oxidation (PEO) Coated Magnesium Alloy AJ62. Surf. Coat. Technol. 2011, 206, 1990–1997. [Google Scholar] [CrossRef]
- Klapkiv, M.D. State of an Electrolytic Plasma in the Process of Synthesis of Oxides Based on Aluminum. Mater. Sci. 1996, 31, 494–499. [Google Scholar] [CrossRef]
- Klapkiv, M.D. Simulation of Synthesis of Oxide-Ceramic Coatings in Discharge Channels of a Metal-Electrolyte System. Mater. Sci. 1999, 35, 279–283. [Google Scholar] [CrossRef]
- Long, B.; Wu, H.; Long, B.; Wang, J.; Wang, N.; Lü, X.; Jin, Z.; Bai, Y. Characteristics of Electric Parameters in Aluminium Alloy MAO Coating Process. J. Phys. D Appl. Phys. 2005, 38, 3491–3496. [Google Scholar] [CrossRef]
- Dunleavy, C.; Golosnoy, I.; Curran, J.; Clyne, T. Characterisation of Discharge Events during Plasma Electrolytic Oxidation. Surf. Coat. Technol. 2009, 203, 3410–3419. [Google Scholar] [CrossRef]
- Stojadinovic, S.; Vasilic, R.; Peric, M. Investigation of Plasma Electrolytic Oxidation on Valve Metals by Means of Molecular Spectroscopy—A Review. RSC Adv. 2014, 4, 25759–25789. [Google Scholar] [CrossRef]
- Hussein, R.; Nie, X.; Northwood, D. An Investigation of Ceramic Coating Growth Mechanisms in Plasma Electrolytic Oxidation (PEO) Processing. Electrochim. Acta 2013, 112, 111–119. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O.; Yerokhin, A.; Matthews, A. Spectroscopic Study of Electrolytic Plasma and Discharging Behaviour during the Plasma Electrolytic Oxidation (PEO) Process. J. Phys. D Appl. Phys. 2010, 43, 105203. [Google Scholar] [CrossRef]
- Kalkancı, H.; Kurnaz, S. The Effect of Process Parameters on Mullite-Based Plasma Electrolytic Oxide Coatings. Surf. Coat. Technol. 2008, 203, 15–22. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Xue, Z.G.; Wang, Q.; Wu, X.Q.; Matykina, E.; Skeldon, P.; Thompson, G. New Findings on Properties of Plasma Electrolytic Oxidation Coatings from Study of an Al–Cu–Li Alloy. Electrochim. Acta 2013, 107, 358–378. [Google Scholar] [CrossRef]
- Dehnavi, V.; Shoesmith, D.; Luan, B.; Yari, M.; Liu, X.; Rohani, S. Corrosion Properties of Plasma Electrolytic Oxidation Coatings on an Aluminium Alloy – The Effect of the PEO Process Stage. Mater. Chem. Phys. 2015, 161, 49–58. [Google Scholar] [CrossRef]
- Yerokhin, A.; Snizhko, L.; Gurevina, N.; Leyland, A.; Pilkington, A.; Matthews, A. Discharge Characterization in Plasma Electrolytic Oxidation of Aluminium. J. Phys. D Appl. Phys. 2003, 36, 2110–2120. [Google Scholar] [CrossRef]
- Ikonopisov, S. Theory of Electrical Breakdown during Formation of Barrier Anodic Films. Electrochim. Acta 1977, 22, 1077–1082. [Google Scholar] [CrossRef]
- Di Quarto, F.; Piazza, S.; Sunseri, C. Breakdown Phenomena During the Growth of Anodic Oxide Films on Zirconium Metal: Influence of Experimental Parameters on Electrical and Mechanical Breakdown. J. Electrochem. Soc. 1984, 131, 2901–2906. [Google Scholar] [CrossRef]
- Albella, J.; Montero, I.; Martinez-Duart, J. A Theory of Avalanche Breakdown during Anodic Oxidation. Electrochim. Acta 1987, 32, 255–258. [Google Scholar] [CrossRef]
- Klein, N. Electrical Breakdown Mechanisms in Thin Insulators. Thin Solid Film. 1978, 50, 223–232. [Google Scholar] [CrossRef]
- Krysmann, W.; Kurze, P.; Dittrich, K.H.; Schneider, H.G. Process Characteristics and Parameters of Anodic Oxidation by Spark Discharge (ANOF). Cryst. Res. Technol. 1984, 19, 973–979. [Google Scholar] [CrossRef]
- Rakoch, A.; Gladkova, A.; Linn, Z.; Strekalina, D. The Evidence of Cathodic Micro-Discharges during Plasma Electrolytic Oxidation of Light Metallic Alloys and Micro-Discharge Intensity Depending on pH of the Electrolyte. Surf. Coat. Technol. 2015, 269, 138–144. [Google Scholar] [CrossRef]
- Wang, J.H.; Du, M.H.; Han, F.Z.; Yang, J. Effects of the Ratio of Anodic and Cathodic Currents on the Characteristics of Micro-Arc Oxidation Ceramic Coatings on Al Alloys. Appl. Surf. Sci. 2014, 292, 658–664. [Google Scholar] [CrossRef]
- Mertsalo, I.; Yavorskyi, V.; Klapkiv, M.; Mardarevych, R. Wear Resistance of Anodic-Spark Coatings on Aluminum Alloys. Mater. Sci. 2003, 39, 136. [Google Scholar] [CrossRef]
- Melhem, A.; Henrion, G.; Czerwiec, T.; Briançon, J.; Duchanoy, T.; Brochard, F.; Belmonte, T. Changes Induced by Process Parameters in Oxide Layers Grown by the PEO Process on Al Alloys. Surf. Coat. Technol. 2011, 205, S133–S136. [Google Scholar] [CrossRef]
- Sonova, A.; Terleeva, O. Morphology, Structure, and Phase Composition of Microplasma Coatings Formed on Al-Cu-Mg Alloy. Prot. Met. 2008, 44, 65–75. [Google Scholar] [CrossRef]
- Jaspard-Mécuson, F.; Czerwiec, T.; Henrion, G.; Belmonte, T.; Dujardin, L.; Viola, A.; Beauvir, J. Tailored Aluminium Oxide Layers by Bipolar Current Adjustment in the Plasma Electrolytic Oxidation (PEO) Process. Surf. Coat. Technol. 2007, 201, 8677–8682. [Google Scholar] [CrossRef]
- Hussein, R.; Nie, X.; Northwood, D. Influence of Process Parameters on Electrolytic Plasma Discharging Behaviour and Aluminum Oxide Coating Microstructure. Surf. Coat. Technol. 2010, 205, 1659–1667. [Google Scholar] [CrossRef]
- Yerokhin, A.; Shatrov, A.; Samsonov, V.; Shashkov, P.; Pilkington, A.; Leyland, A.; Matthews, A. Oxide Ceramic Coatings on Aluminium Alloys Produced by a Pulsed Bipolar Plasma Electrolytic Oxidation Process. Surf. Coat. Technol. 2005, 199, 150–157. [Google Scholar] [CrossRef]
- Gebarowski, W.; Pietrzyk, S. Influence of the Cathodic Pulse on the Formation and Morphology of Oxide Coatings on Aluminium Produced by Plasma Electrolytic Oxidation. Arch. Metall. Mater. 2013, 58, 241–245. [Google Scholar] [CrossRef]
- Kamil, M.; Kaseem, M.; Ko, Y. Soft Plasma Electrolysis with Complex Ions for Optimizing Electrochemical Performance. Sci. Rep. 2017, 7, 44458. [Google Scholar] [CrossRef]
- Rogov, A.; Shayapov, V. The Role of Cathodic Current in PEO of Aluminum: Influence of Cationic Electrolyte Composition on the Transient Current-Voltage Curves and the Discharges Optical Emission Spectra. Appl. Surf. Sci. 2017, 394, 323–332. [Google Scholar] [CrossRef]
- Moon, S.; Jeong, Y. Generation Mechanism of Microdischarges during Plasma Electrolytic Oxidation of Al in Aqueous Solutions. Corros. Sci. 2009, 51, 1506–1512. [Google Scholar] [CrossRef]
- Kashapov, L.; Kashapov, N.; Kashapov, R. Research of the Impact Acidity of Electrolytic Cathode on the Course of the Plasma-Electrolytic Process. J. Phys. Conf. Ser. 2013, 479, 012011. [Google Scholar] [CrossRef] [Green Version]
- Alsrayheen, E.; Campbell, B.; McLeod, E.; Rateick, R.; Birss, V. Exploring the Effect of Alkaline Silicate Solution Composition on the Ac/Dc Spark Anodization of Al–Cu Alloys. Electrochim. Acta 2012, 60, 102–111. [Google Scholar] [CrossRef]
- Rogov, A.; Shayapov, V. Correlations between the Optical Emission Spectra and Microstructure of Microplasma Coatings on Aluminum 2024 Alloy. Appl. Surf. Sci. 2012, 258, 4871–4876. [Google Scholar] [CrossRef]
- Gebarowski, W.; Pietrzyk, S. Growth Characteristics of the Oxide Layer on Aluminium in the Process of Plasma Electrolytic Oxidation. Arch. Metall. Mater. 2014, 59, 407–411. [Google Scholar] [CrossRef]
- Khan, R.; Yerokhin, A.; Li, X.; Dong, H.; Matthews, A. Surface Characterisation of DC Plasma Electrolytic Oxidation Treated 6082 Aluminium Alloy: Effect of Current Density and Electrolyte Concentration. Surf. Coat. Technol. 2010, 205, 1679–1688. [Google Scholar] [CrossRef]
- Yerokhin, A.; Voevodin, A.; Lyubimov, V.; Zabinski, J.; Donley, M. Plasma Electrolytic Fabrication of Oxide Ceramic Surface Layers for Tribotechnical Purposes on Aluminium Alloys. Surf. Coat. Technol. 1998, 110, 140–146. [Google Scholar] [CrossRef]
- McNeill, W.; Gruss, L. Anodic Film Growth by Anion Deposition in Aluminate, Tungstate, and Phosphate Solutions. J. Electrochem. Soc. 1963, 110, 853. [Google Scholar] [CrossRef]
- Xiang, N.; Song, R.G.; Zhuang, J.J.; Song, R.X.; Lu, X.Y.; Su, X.P. Effects of Current Density on Microstructure and Properties of Plasma Electrolytic Oxidation Ceramic Coatings Formed on 6063 Aluminum Alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 806–813. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhou, H.; Hu, H.; Zhang, K.; Wang, Z.; Zhang, Y. Study of Tribological Properties of Micro-Arc Oxidation Ceramic Coatings Prepared with Different Impulse Frequency on Aluminum Alloy. Adv. Mater. Res. 2012, 538–541, 368–372. [Google Scholar] [CrossRef]
- Tillous, E.; Toll-Duchanoy, T.; Bauer-Grosse, E. Microstructure and 3D Microtomographic Characterization of Porosity of MAO Surface Layers Formed on Aluminium and 2214-T6 Alloy. Surf. Coat. Technol. 2009, 203, 1850–1855. [Google Scholar] [CrossRef]
- Arunnellaiappan, T.; Babu, N.; Krishna, L.; Rameshbabu, N. Influence of Frequency and Duty Cycle on Microstructure of Plasma Electrolytic Oxidized AA7075 and the Correlation to Its Corrosion Behavior. Surf. Coat. Technol. 2015, 280, 136–147. [Google Scholar] [CrossRef]
- Javidi, M.; Fadaee, H. Plasma Electrolytic Oxidation of 2024-T3 Aluminum Alloy and Investigation on Microstructure and Wear Behavior. Appl. Surf. Sci. 2013, 286, 212–219. [Google Scholar] [CrossRef]
- Al Bosta, M.; Ma, K.J.; Chien, H.H. The Effect of MAO Processing Time on Surface Properties and Low Temperature Infrared Emissivity of Ceramic Coating on Aluminium 6061 Alloy. Infrared Phys. Technol. 2013, 60, 323–334. [Google Scholar] [CrossRef]
- Dehnavi, V.; Luan, B.; Shoesmith, D.; Liu, X.; Rohani, S. Effect of Duty Cycle and Applied Current Frequency on Plasma Electrolytic Oxidation (PEO) Coating Growth Behavior. Surf. Coat. Technol. 2013, 226, 100–107. [Google Scholar] [CrossRef]
- Zhang, J. Influence of Duty Cycle on the Growth Behavior and Wear Resistance of Micro-Arc Oxidation Coatings on Hot Dip Aluminized Cast Iron. Surf. Coat. Technol. 2018, 337, 141–149. [Google Scholar] [CrossRef]
- Lv, X.; Cao, L.; Wan, Y.; Xu, T. Effect of Different Electrolytes in Micro-Arc Oxidation on Corrosion and Tribological Performance of 7075 Aluminum Alloy. Mater. Res. Express 2019, 6, 086421. [Google Scholar] [CrossRef]
- Ramaswamy, P.; Seetharamu, S.; Varma, K.; Rao, K. Thermal Shock Characteristics of Plasma Sprayed Mullite Coatings. J. Therm. Spray Technol. 1998, 7, 497–504. [Google Scholar] [CrossRef]
- Xin, S.G.; Song, L.X.; Zhao, R.G.; Hu, X.F. Composition and Thermal Properties of the Coating Containing Mullite and Alumina. Mater. Chem. Phys. 2006, 97, 132–136. [Google Scholar] [CrossRef]
- Nie, X.; Leyland, A.; Song, H.; Yerokhin, A.; Dowey, S.; Matthews, A. Thickness Effects on the Mechanical Properties of Micro-Arc Discharge Oxide Coatings on Aluminium Alloys. Surf. Coat. Technol. 1999, 116–119, 1055–1060. [Google Scholar] [CrossRef]
- Polat, A.; Makaraci, M.; Usta, M. Influence of Sodium Silicate Concentration on Structural and Tribological Properties of Microarc Oxidation Coatings on 2017A Aluminum Alloy Substrate. J. Alloys Compd. 2010, 504, 519–526. [Google Scholar] [CrossRef]
- Szkodo, M.; Stanisławska, A.; Komarov, A.; Bolewski, Ł. Effect of MAO coatings on cavitation erosion and tribological properties of 5056 and 7075 aluminum alloys. Wear 2021, 474, 203709. [Google Scholar] [CrossRef]
- Wu, Y.-k.; Yang, Z.; Wang, R.-q.; Wu, G.-r.; Chen, D.; Wang, D.-d.; Liu, X.-t.; Li, D.-l.; Guo, C.-h.; Yu, S.-x.; et al. An investigation of microstructure evolution for plasma electrolytic oxidation (PEO) coated Al in an alkaline silicate electrolyte. Surf. Coat. Technol. 2018, 351, 136–152. [Google Scholar] [CrossRef]
- Sola, R.; Tonelli, L.; Shashkov, P.; Bogdanoff, T.; Martini, C. Anodizing of AA6082-T5 by conventional and innovative treatments: Microstructural characterization and dry sliding behaviour. Wear 2020, 458, 203423. [Google Scholar] [CrossRef]
- Pillai, A.M.; Ghosh, R.; Dey, A.; Prajwal, K.; Rajendra, A.; Sharma, A.; Sampath, S. Crystalline and amorphous PEO based ceramic coatings on AA6061: Nanoindentation and corrosion studies. Ceram. Int. 2021, 47, 14707–14716. [Google Scholar] [CrossRef]
- Martin, J.; Nominé, A.; Ntomprougkidis, V.; Migot, S.; Bruyère, S.; Soldera, F.; Belmonte, T.; Henrion, G. Formation of a metastable nanostructured mullite during Plasma Electrolytic Oxidation of aluminium in “soft” regime condition. Mater. Des. 2019, 180, 107977. [Google Scholar] [CrossRef]
- Liu, X.; Wang, S.; Du, N.; Li, X.; Zhao, Q. Evolution of the three-dimensional structure and growth model of plasma electrolytic oxidation coatings on 1060 aluminum alloy. Coatings 2018, 8, 105. [Google Scholar] [CrossRef]
- Rodriguez, L.; Vieu, A.; Balsarin, M.; Combes, P.; Alexis, J.; Esvan, J.; Lesko, S.; Denape, J.; Paris, J.Y.; Delbé, K. Physico-chemical characterisation and tribological behaviour of ground micro-arc oxidation coating on aluminium alloy–Comparison with hard anodised oxidation. Wear 2022, 516–517, 204591. [Google Scholar] [CrossRef]
- Yu, H.; Dong, Q.; Chen, Y.; Chen, C. Influence of silicon on growth mechanism of micro-arc oxidation coating on cast Al–Si alloy. R. Soc. Open Sci. 2018, 5, 172428. [Google Scholar] [CrossRef] [PubMed]
- Zou, Y.; Wang, Y.; Wei, D.; Du, Q.; Ouyang, J.; Jia, D.; Zhou, Y. In-situ SEM analysis of brittle plasma electrolytic oxidation coating bonded to plastic aluminum substrate: Microstructure and fracture behaviors. Mater. Charact. 2019, 156, 109851. [Google Scholar] [CrossRef]
- Muhaffel, F.; Baydogan, M.; Cimenoglu, H. A study to enhance the mechanical durability of the MAO coating fabricated on the 7075 Al alloy for wear-related high temperature applications. Surf. Coat. Technol. 2021, 409, 126843. [Google Scholar] [CrossRef]
- Zong, Y.; Song, R.; Hua, T.; Cai, S.; Wang, C.; Li, H. Effects of current frequency on the MAO coatings on AA7050. Surf. Eng. 2020, 36, 809–816. [Google Scholar] [CrossRef]
- Simchen, F.; Morgenstern, R.; Clauß, S.; Mehner, T.; Lampke, T. Dissolution Behavior of Different Alumina Phases within Plasma Electrolytic Oxidation Coatings. Coatings 2022, 12, 1205. [Google Scholar] [CrossRef]
- Godet, M. The third-body approach: A mechanical view of wear. Wear 1984, 100, 437–452. [Google Scholar] [CrossRef]
- Berthier, Y.; Vincent, L.; Godet, M. Velocity accommodation sites and modes in tribology. Eur. J. Mech. A. Solids 1992, 11, 35–47. [Google Scholar]
- Denape, J. Third body concept and wear particle behavior in dry friction sliding conditions. In Proceedings of the Key Engineering Materials; Trans Tech Publications: Pfaffikon, Switzerland, 2015; Volume 640, pp. 1–12. [Google Scholar]
- Delbé, K. Mass and Energy Balance of a Three-Body Tribosystem. Lubricants 2022, 10, 95. [Google Scholar] [CrossRef]
- Tian, J.; Luo, Z.; Qi, S.; Sun, X. Structure and Antiwear Behavior of Micro-Arc Oxidized Coatings on Aluminum Alloy. Surf. Coat. Technol. 2002, 154, 1–7. [Google Scholar] [CrossRef]
- Malayoglu, U.; Tekin, K.C.; Malayoglu, U.; Shrestha, S. An Investigation into the Mechanical and Tribological Properties of Plasma Electrolytic Oxidation and Hard-Anodized Coatings on 6082 Aluminum Alloy. Mater. Sci. Eng. A 2011, 528, 7451–7460. [Google Scholar] [CrossRef]
- Arslan, E.; Totik, Y.; Demirci, E.; Vangolu, Y.; Alsaran, A.; Efeoglu, I. High Temperature Wear Behavior of Aluminum Oxide Layers Produced by AC Micro Arc Oxidation. Surf. Coat. Technol. 2009, 204, 829–833. [Google Scholar] [CrossRef]
- Barati, N.; Meletis, E.; Golestani Fard, F.; Yerokhin, A.; Rastegari, S.; Faghihi-Sani, M. Al2O3/ZrO2 Nanostructured Coatings Using DC Plasma Electrolytic Oxidation to Improve Tribological Properties of Al Substrates. Appl. Surf. Sci. 2015, 356, 927–934. [Google Scholar] [CrossRef]
- Yi, P.; Yue, W.; Liang, J.; Hou, B.; Sun, J.; Gu, Y.; Liu, J. Effects of Nanocrystallized Layer on the Tribological Properties of Micro-Arc Oxidation Coatings on 2618 Aluminum Alloy under High Temperatures. Int. J. Adv. Manuf. Technol. 2018, 96, 1635–1646. [Google Scholar] [CrossRef]
- Sabatini, G.; Ceschini, L.; Martini, C.; Williams, J.; Hutchings, I. Improving Sliding and Abrasive Wear Behaviour of Cast A356 and Wrought AA7075 Aluminium Alloys by Plasma Electrolytic Oxidation. Mater. Des. 2010, 31, 816–828. [Google Scholar] [CrossRef]
- Nie, X.; Meletis, E.; Jiang, J.; Leyland, A.; Yerokhin, A.; Matthews, A. Abrasive Wear/Corrosion Properties and TEM Analysis of Al2O3 Coatings Fabricated Using Plasma Electrolysis. Surf. Coat. Technol. 2002, 149, 245–251. [Google Scholar] [CrossRef]
- Sieber, M.; Simchen, F.; Morgenstern, R.; Scharf, I.; Lampke, T. Plasma electrolytic oxidation of high-strength aluminium alloys—substrate effect on wear and corrosion performance. Metals 2018, 8, 356. [Google Scholar] [CrossRef]
- Liu, J.; Yue, W.; Liang, J.; Hou, B.; Sun, J.; She, D.; Gu, Y.; Yi, P. Effects of Evaluated Temperature on Tribological Behaviors of Micro-Arc Oxidated 2219 Aluminum Alloy and Their Field Application. Int. J. Adv. Manuf. Technol. 2018, 96, 1725–1740. [Google Scholar] [CrossRef]
- Sopchenski, L.; Robert, J.; Touzin, M.; Tricoteaux, A.; Olivier, M.G. Improvement of wear and corrosion protection of PEO on AA2024 via sol-gel sealing. Surf. Coat. Technol. 2021, 417, 127195. [Google Scholar] [CrossRef]
- Lv, G.; Gu, W.; Chen, H.; Feng, W.; Khosa, M.; Li, L.; Niu, E.; Zhang, G.; Yang, S. Characteristic of Ceramic Coatings on Aluminum by Plasma Electrolytic Oxidation in Silicate and Phosphate Electrolyte. Appl. Surf. Sci. 2006, 253, 2947–2952. [Google Scholar] [CrossRef]
- Weiderhorn, S.M.; Bolz, L.H. Stress Corrosion and Static Fatigue of Glass. J. Am. Ceram. Soc. 1970, 53, 6. [Google Scholar] [CrossRef]
- Michalske, T.; Freiman, S. A Molecular Mechanism for Stress Corrosion in Vitreous Silica. J. Am. Ceram. Soc. 1983, 66, 5. [Google Scholar] [CrossRef]
- Ciccotti, M. Stress-Corrosion Mechanisms in Silicate Glasses. J. Phys. D Appl. Phys. 2009, 42, 34. [Google Scholar] [CrossRef]
- Perez-Unzueta, A.J.; Beynon, J.H.; Gee, M.G. Effects of Surrounding Atmosphere on the Wear of Sintered Alumina. Wear 1991, 146, 179–196. [Google Scholar] [CrossRef]
- Gee, M.G. The Formation of Aluminium Hydroxide in the Sliding Wear of Alumina. Wear 1992, 153, 201–227. [Google Scholar] [CrossRef]
- Gates, R.S.; Hsu, M.; Klaus, E.E. Tribochemical Mechanism of Alumina with Water. Tribol. Trans. 1989, 32, 357–363. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez, L.; Paris, J.-Y.; Denape, J.; Delbé, K. Micro-Arcs Oxidation Layer Formation on Aluminium and Coatings Tribological Properties—A Review. Coatings 2023, 13, 373. https://doi.org/10.3390/coatings13020373
Rodriguez L, Paris J-Y, Denape J, Delbé K. Micro-Arcs Oxidation Layer Formation on Aluminium and Coatings Tribological Properties—A Review. Coatings. 2023; 13(2):373. https://doi.org/10.3390/coatings13020373
Chicago/Turabian StyleRodriguez, Louis, Jean-Yves Paris, Jean Denape, and Karl Delbé. 2023. "Micro-Arcs Oxidation Layer Formation on Aluminium and Coatings Tribological Properties—A Review" Coatings 13, no. 2: 373. https://doi.org/10.3390/coatings13020373
APA StyleRodriguez, L., Paris, J. -Y., Denape, J., & Delbé, K. (2023). Micro-Arcs Oxidation Layer Formation on Aluminium and Coatings Tribological Properties—A Review. Coatings, 13(2), 373. https://doi.org/10.3390/coatings13020373