
CMAS Corrosion Resistance Behavior and Mechanism of Hf6Ta2O17 Ceramic as Potential Material for Thermal Barrier Coatings
 , , ,
, , , 
Abstract
:1. Introduction
2. Experimental Procedure
3. Results
3.1. Characterization of Hf6Ta2O17 Ceramic
3.2. Microstructure Characterization of Hf6Ta2O17 Ceramic after CMAS Corrosion
3.2.1. Surface Morphology of Hf6Ta2O17 Ceramic after CMAS Corrosion
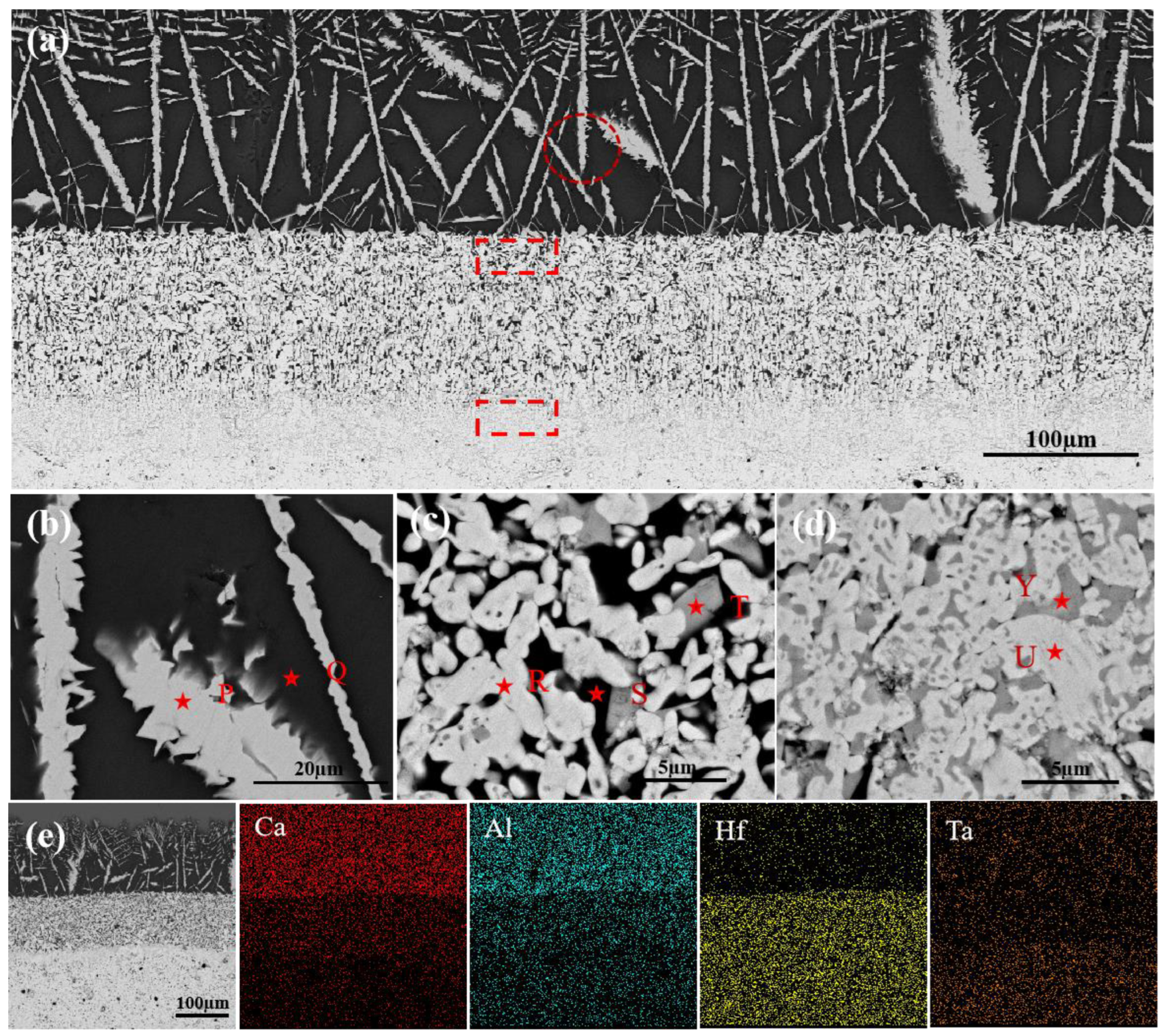
3.2.2. Cross-Sectional Morphology of Hf6Ta2O17 Ceramic after CMAS Corrosion
3.3. Characterization of CMAS Corrosion Products of Hf6Ta2O17 Ceramic
3.3.1. Characterization of Corrosion Products at 1250 °C
3.3.2. Characterization of Corrosion Products at 1300 °C
3.3.3. Characterization of Corrosion Products at 1400 °C
4. Discussion
4.1. The Excellent CMAS Resistance of Hf6Ta2O17 Ceramic
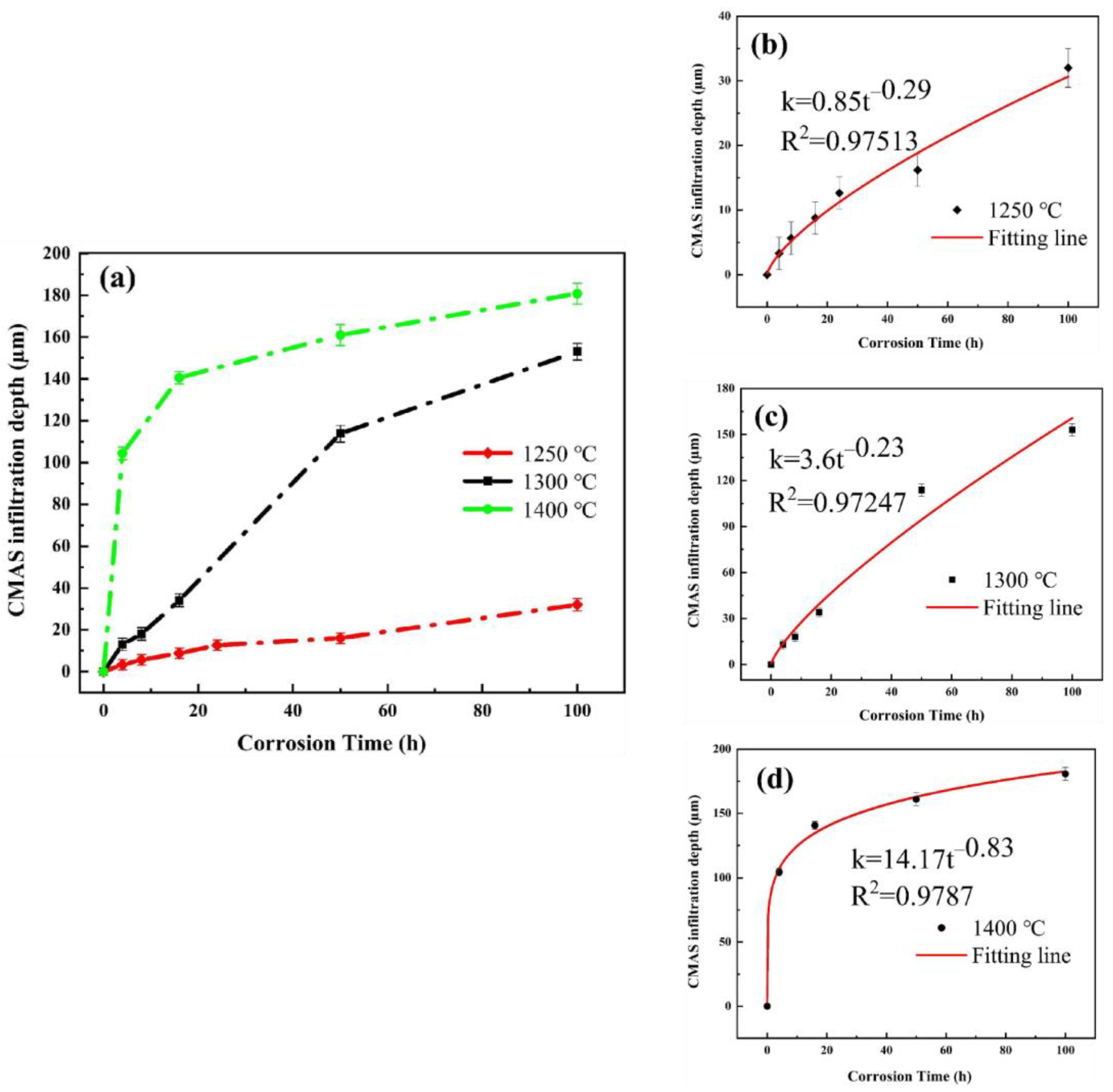
4.2. Effect of Temperature and Time on CMAS Corrosion Resistance of Hf6Ta2O17 Ceramic
4.3. CMAS Resistance Mechanism of Hf6Ta2O17 Ceramic
5. Conclusions
- (1)
- Compared with some traditional and novel CMAS-resistant ceramic materials in TBCs, Hf6Ta2O17 ceramic exhibits excellent CMAS resistance characteristics at short-term and long-term corrosion;
- (2)
- Based on the influence of CMAS viscosity, temperature is the most important factor affecting the CMAS behavior of Hf6Ta2O17 ceramic. At 1250 °C, CMAS self-crystallization products are composed of anorthite CaAl2Si2O8 and wollastonite CaSiO3. The reaction layer is composed of HfSiO4 and the dense layer is consisted of CaXHf6−xTa2O17−x. At 1300 and 1400 °C, the reaction layer and the dense layer are composed of CaTa2O6 and m-HfO2.
- (3)
- The CMAS resistance mechanism of Hf6Ta2O17 ceramic varies with temperature. At 1250 °C, the formation of CMAS self-crystallization products consisting of anorthite CaAl2Si2O8 and wollastonite CaSiO3, and the formation of HfSiO4 in a reaction layer and CaXHf6−xTa2O17−x in a dense layer effectively inhibit the CMAS infiltration. At 1300 and 1400 °C, the formation and thickening of CaTa2O6 and m-HfO2 in the dense layer improve the CMAS corrosion resistance of Hf6Ta2O17 ceramic.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Clarke, D.; Oechsner, M.; Padture, N. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–899. [Google Scholar] [CrossRef]
- Vasile, B.; Birca, A.; Surdu, V.; Neacsu, I.; Nicoară, A. Ceramic composite materials obtained by electron-beam physical vapor deposition used as thermal barriers in the aerospace industry. Nanomaterials 2020, 10, 370. [Google Scholar] [CrossRef] [PubMed]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 58, 315–348. [Google Scholar] [CrossRef]
- Rabiei, A.; Evans, A. Failure mechanisms associated with the thermally grown oxide in plasma-sprayed thermal barrier coatings. Acta Mater. 2000, 48, 3963–3976. [Google Scholar] [CrossRef]
- Chen, X.; Wang, R.; Yao, N.; Evans, A.; Hutchinson, J.; Bruce, R.W. Foreign object damage in a thermal barrier system: Mechanisms and simulations. Mater. Sci. Eng. A 2003, 352, 221–231. [Google Scholar] [CrossRef]
- Levi, C.; Hutchinson, J.; Vidal-Sétif, M.; Johnson, C. Environmental degradation of thermal-barrier coatings by molten deposits. MRS Bull. 2012, 37, 932–941. [Google Scholar] [CrossRef]
- Krause, A.; Garces, H.; Dwivedi, G.; Ortiz, A.; Sampath, S. Calcia-magnesia-alumino-silicate (CMAS)-induced degradation and failure of air plasma sprayed yttria-stabilized zirconia thermal barrier coatings. Acta Mater. 2016, 105, 355–366. [Google Scholar] [CrossRef]
- Nieto, A.; Agrawal, R.; Bravo, L.; Hofmeister-Mock, C.; Pepi, M.; Ghoshal, A. Calcia-magnesia-alumina-silicate (CMAS) attack mechanisms and roadmap towards Sandphobic thermal and environmental barrier coatings. Int. Mater. Rev. 2021, 66, 451–492. [Google Scholar] [CrossRef]
- Pujol, G.; Ansart, F.; Bonino, J.; Malié, A.; Hamadi, S. Step-by-step investigation of degradation mechanisms induced by CMAS attack on YSZ materials for TBC applications. Surf. Coat. Technol. 2013, 237, 71–78. [Google Scholar] [CrossRef]
- Morelli, S.; Testa, V.; Bolelli, G.; Ligabue, O.; Molinari, E.; Antolotti, N.; Lusvarghi, L. CMAS corrosion of YSZ thermal barrier coatings obtained by different thermal spray processes. J. Eur. Ceram. Soc. 2020, 40, 4084–4100. [Google Scholar] [CrossRef]
- Yan, Z.; Guo, L.; Zhang, Z.; Wang, X.; Ye, F. Versatility of potential protective layer material Ti2AlC on resisting CMAS corrosion to thermal barrier coatings. Corros. Sci. 2020, 167, 108532. [Google Scholar] [CrossRef]
- Yang, W.; Ye, F. The thermophysical properties and the molten CMAS resistance performance of Ytterbium Tantalate. Surf. Coat. Technol. 2021, 423, 127584. [Google Scholar] [CrossRef]
- Gok, M.; Goller, G. Microstructural characterization of GZ/CYSZ thermal barrier coatings after thermal shock and CMAS+ hot corrosion test. J. Eur. Ceram. Soc. 2017, 37, 2501–2508. [Google Scholar] [CrossRef]
- Qu, W.; Li, S.; Chen, Z.; Li, C.; Pei, Y.; Gong, S. Hot corrosion behavior and wettability of calcium-magnesium-alumina-silicate (CMAS) on LaTi2Al9O19 ceramic. Corros. Sci. 2020, 162, 108199. [Google Scholar] [CrossRef]
- Krause, A.; Garces, H.; Herrmann, C.; Padture, N. Resistance of 2ZrO2·Y2O3 top coat in thermal/environmental barrier coatings to calcia-magnesia-aluminosilicate attack at 1500 °C. J. Am. Ceram. Soc. 2017, 100, 3175–3187. [Google Scholar] [CrossRef]
- Wang, F.; Guo, L.; Wang, C.; Ye, F. Calcium-magnesium-alumina-silicate (CMAS) resistance characteristics of LnPO4 (Ln= Nd, Sm, Gd) thermal barrier oxides. J. Eur. Ceram. Soc. 2017, 37, 289–296. [Google Scholar] [CrossRef]
- Zhou, X.; Zou, B.; He, L.; Xu, Z.; Xu, J.; Mu, R.; Cao, X. Hot corrosion behaviour of La2(Zr0.7Ce0.3)2O7 thermal barrier coating ceramics exposed to molten calcium magnesium aluminosilicate at different temperatures. Corros. Sci. 2015, 100, 566–578. [Google Scholar] [CrossRef]
- Chen, L.; Hu, M.; Guo, J.; Chong, X.; Feng, J. Mechanical and thermal properties of RETaO4 (RE= Yb, Lu, Sc) ceramics with monoclinic-prime phase. J. Mater. Sci. Technol. 2020, 52, 20–28. [Google Scholar] [CrossRef]
- Clarke, D.; Phillpot, S. Thermal barrier coating materials. Mater. Today 2005, 8, 22–29. [Google Scholar] [CrossRef]
- Barsoum, M.; Salama, I.; El-Raghy, T.; Golczewski, J.; Seifert, H.; Aldinger, F.; Porter, W.; Wang, H. Thermal and electrical properties of Nb2AlC, (Ti, Nb)2AlC and Ti2AlC. Metall. Mater. Trans. A 2002, 33, 2775–2779. [Google Scholar] [CrossRef]
- Mccormack, S.; Kriven, W. Crystal structure solution for the A6B2O17 (A = Zr, Hf; B = Nb, Ta) superstructure. Acta Crystallogr. Sect. B Struct. Sci. 2019, 75, 227–234. [Google Scholar] [CrossRef]
- Liu, Q.; Hu, X.; Zhu, W.; Guo, J.; Tan, Z. Effects of Ta2O5 content on mechanical properties and high-temperature performance of Zr6Ta2O17 thermal barrier coatings. J. Am. Ceram. Soc. 2021, 104, 6533–6544. [Google Scholar] [CrossRef]
- McCormack, S.; Tseng, K.; Weber, R.; Kapush, D.; Ushakov, S.; Navrotsky, A.; Kriven, W. In-situ determination of the HfO2-Ta2O5 temperature phase diagram up to 3000 °C. J. Am. Ceram. Soc. 2019, 102, 4848–4861. [Google Scholar] [CrossRef]
- McCormack, S.; Weber, R.; Kriven, W. In-situ investigation of Hf6Ta2O17 anisotropic thermal expansion and topotactic, peritectic transformation. Acta Mater. 2018, 161, 127–137. [Google Scholar] [CrossRef]
- Li, M.; Xu, Q.; Zhu, S.; Wang, L. Preparation and thermal conductivity of Hf6Ta2O17 ceramic. Key Eng. Mater. 2010, 434–435, 459–461. [Google Scholar]
- Tan, Z.; Yang, Z.; Zhu, W.; Yang, L.; Zhou, Y.; Hu, X. Mechanical properties and calcium-magnesium-alumino-silicate (CMAS) corrosion behavior of a promising Hf6Ta2O17 ceramic for thermal barrier coatings. Ceram. Int. 2020, 46, 25242–25248. [Google Scholar] [CrossRef]
- Zhao, H.; Levi, C.; Wadley, H. Molten silicate interactions with thermal barrier coatings. Surf. Coat. Technol. 2014, 251, 74–86. [Google Scholar] [CrossRef]
- Borom, M.P.; Johnson, C.A.; Peluso, L.A. Role of environmental deposits and operating surface temperature in spallation of air plasma sprayed TBC. Surf. Coat. Technol. 1996, 86, 116–126. [Google Scholar] [CrossRef]
- Zaleski, E.; Ensslen, C.; Levi, C. Melting and crystallization of silicate systems relevant to thermal barrier coating damage. J. Am. Ceram. Soc. 2015, 98, 1642–1649. [Google Scholar] [CrossRef]
- Wu, D.; Yao, Y.; Shan, X.; Cai, H.; Hu, L.; Zhao, X. ZrO2-doped YTaO4 as potential CMAS-resistant materials for thermal barrier coatings application. J. Am. Ceram. Soc. 2021, 104, 6029–6043. [Google Scholar] [CrossRef]
- Mo, Y.; Zhang, Y.; Chen, Z.; Zheng, H.; Li, G.; Gen, Y.; Li, G.; Peng, P. Effect of Er dopant on the corrosion resistance of YSZ in CMAS melt: Experimental and first-principles study. J. Mater. Sci. 2021, 56, 17542–17555. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, Z.; Liu, L.; Liu, Y. Influence of the grain size on CMAS attack of Sm2Zr2O7 ceramic. Ceram. Int. 2021, 47, 24453–24457. [Google Scholar] [CrossRef]
- Cao, L.; Hu, H.; Gao, D. Design and fabrication of micro-textures for inducing a superhydrophobic behavior on hydrophilic materials. Langmuir 2007, 23, 4310–4314. [Google Scholar] [CrossRef]
- Poerschke, D.; Jackson, R.; Levi, C. Silicate deposit degradation of engineered coatings in gas turbines: Progress toward models and materials solutions. Annu. Rev. Mater. Res. 2017, 47, 297–330. [Google Scholar] [CrossRef]
- Kumar, R.; Rommel, S.; Jiang, C.; Jordan, E. Effect of CMAS viscosity on the infiltration depth in thermal barrier coatings of different microstructures. Surf. Coat. Technol. 2022, 432, 128039. [Google Scholar] [CrossRef]
- Fulcher, G.S. Analysis of recent measurements of the viscosity of glasses. J. Am. Ceram. Soc. 1925, 8, 339–355. [Google Scholar] [CrossRef]
- Giordano, D.; Russell, J.; Dingwell, D. Viscosity of magmatic liquids: A model. Earth Planet. Sci. Lett. 2008, 271, 123–134. [Google Scholar] [CrossRef]
- Holgate, C.; Yang, Y.; Levi, C. Reactive crystallization in HfO2 exposed to molten silicates. J. Eur. Ceram. Soc. 2021, 41, 5686–5695. [Google Scholar] [CrossRef]
- Li, B.; Chen, L.; Luo, K.; Guo, J.; Wang, J.; Zhang, L.; Feng, J. Synthesis and thermophysical properties of ATa2O6 (A= Co, Ni, Mg, Ca) tantalates with robust CMAS resistance. J. Am. Ceram. Soc. 2022, 105, 4840–4858. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fraction Location | Composition (at.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Ca | Hf | Ta | - | |
| A | 58.34 | 0.13 | 16.09 | 17.23 | 8.17 | 0.02 | 0.02 | CaAl2Si2O8 |
| B | 56.16 | 0.18 | 1.50 | 21.55 | 19.94 | 0.46 | 0.21 | CaSiO3 |
| C | 56.40 | 0.9 | 1.7 | 21.6 | 17.2 | 1.6 | 0.6 | CMAS |
| D | 60.57 | 0.30 | 1.02 | - | 11.05 | 16.00 | 11.06 | - |
| E | 51.90 | 0.01 | 2.37 | 8.62 | 13.59 | 3.08 | 20.45 | - |
| Fraction Location | Composition (at.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Ca | Hf | Ta | - | |
| A | 58.15 | 0.36 | 14.29 | 17.92 | 8.89 | 0.25 | 0.14 | CaAl2Si2O8 |
| B | 56.88 | 0.09 | 1.34 | 20.61 | 20.63 | 0.14 | 0.10 | CaSiO3 |
| C | 56.50 | 1.37 | 5.41 | 20.74 | 13.13 | 2.00 | 0.85 | CMAS |
| D | 62.20 | 0.18 | 2.43 | 13.74 | 11.27 | 8.76 | 1.43 | HfSiO4 |
| F | 68.20 | - | 0.51 | - | 4.84 | 20.52 | 5.93 | CaXHf6−xTa2O17−x |
| Fraction Location | Compositions (at.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Ca | Hf | Ta | - | |
| C | 57.45 | 0.55 | 7.99 | 20.46 | 12.34 | 0.69 | 0.52 | CMAS |
| D | 60.76 | - | 2.17 | 11.21 | 12.52 | 11.55 | 1.79 | HfSiO4 |
| I | 65.54 | 0.01 | 1.62 | 3.43 | 7.51 | 20.20 | 1.70 | m-HfO2 |
| J | 64.46 | - | 0.78 | - | 5.61 | 23.77 | 5.38 | CaXHf6−xTa2O17−x |
| Fraction Location | Composition (at.%) | ||||||
|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Ca | Hf | Ta | |
| C | 58.14 | 3.09 | 6.13 | 21.27 | 8.99 | 0.91 | 1.47 |
| K | 64.39 | 0.46 | 0.90 | - | 1.58 | 29.13 | 3.55 |
| L | 63.95 | 0.08 | 0.69 | 2.66 | 10.42 | 10.10 | 12.09 |
| M | 59.14 | 2.36 | 4.66 | 19.05 | 7.87 | 4.70 | 2.21 |
| N | 56.72 | - | 0.74 | 9.32 | 10.66 | 3.26 | 19.29 |
| O | 64.86 | 1.14 | 0.27 | - | 0.83 | 26.98 | 5.91 |
| Fraction Location | Composition (at.%) | ||||||
|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Ca | Hf | Ta | |
| P | 58.48 | - | 1.64 | 6.96 | 11.82 | 1.47 | 19.63 |
| Q | 58.53 | 0.40 | 8.07 | 21.81 | 9.14 | 0.71 | 1.34 |
| R | 62.12 | 0.09 | 0.58 | - | 0.44 | 34.90 | 1.87 |
| S | 59.14 | 0.21 | 6.74 | 20.46 | 7.99 | 3.75 | 1.72 |
| T | 58.22 | - | 1.49 | 3.45 | 12.79 | 10.47 | 13.59 |
| U | 61.95 | - | 0.53 | - | 1.37 | 32.79 | 3.36 |
| Y | 60.72 | - | 0.25 | 6.60 | 10.86 | 2.69 | 18.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Liu, Q.; Hu, X.; Guo, J.; Zhu, W.; Zhang, F.; Xia, J. CMAS Corrosion Resistance Behavior and Mechanism of Hf6Ta2O17 Ceramic as Potential Material for Thermal Barrier Coatings. Coatings 2023, 13, 404. https://doi.org/10.3390/coatings13020404
Liu S, Liu Q, Hu X, Guo J, Zhu W, Zhang F, Xia J. CMAS Corrosion Resistance Behavior and Mechanism of Hf6Ta2O17 Ceramic as Potential Material for Thermal Barrier Coatings. Coatings. 2023; 13(2):404. https://doi.org/10.3390/coatings13020404
Chicago/Turabian StyleLiu, Sai, Qing Liu, Xiaopeng Hu, Jinwei Guo, Wang Zhu, Fan Zhang, and Jie Xia. 2023. "CMAS Corrosion Resistance Behavior and Mechanism of Hf6Ta2O17 Ceramic as Potential Material for Thermal Barrier Coatings" Coatings 13, no. 2: 404. https://doi.org/10.3390/coatings13020404
APA StyleLiu, S., Liu, Q., Hu, X., Guo, J., Zhu, W., Zhang, F., & Xia, J. (2023). CMAS Corrosion Resistance Behavior and Mechanism of Hf6Ta2O17 Ceramic as Potential Material for Thermal Barrier Coatings. Coatings, 13(2), 404. https://doi.org/10.3390/coatings13020404