
Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review


Abstract
:1. Introduction
2. Principle of CS Technology and the Deposition Mechanism of Coatings
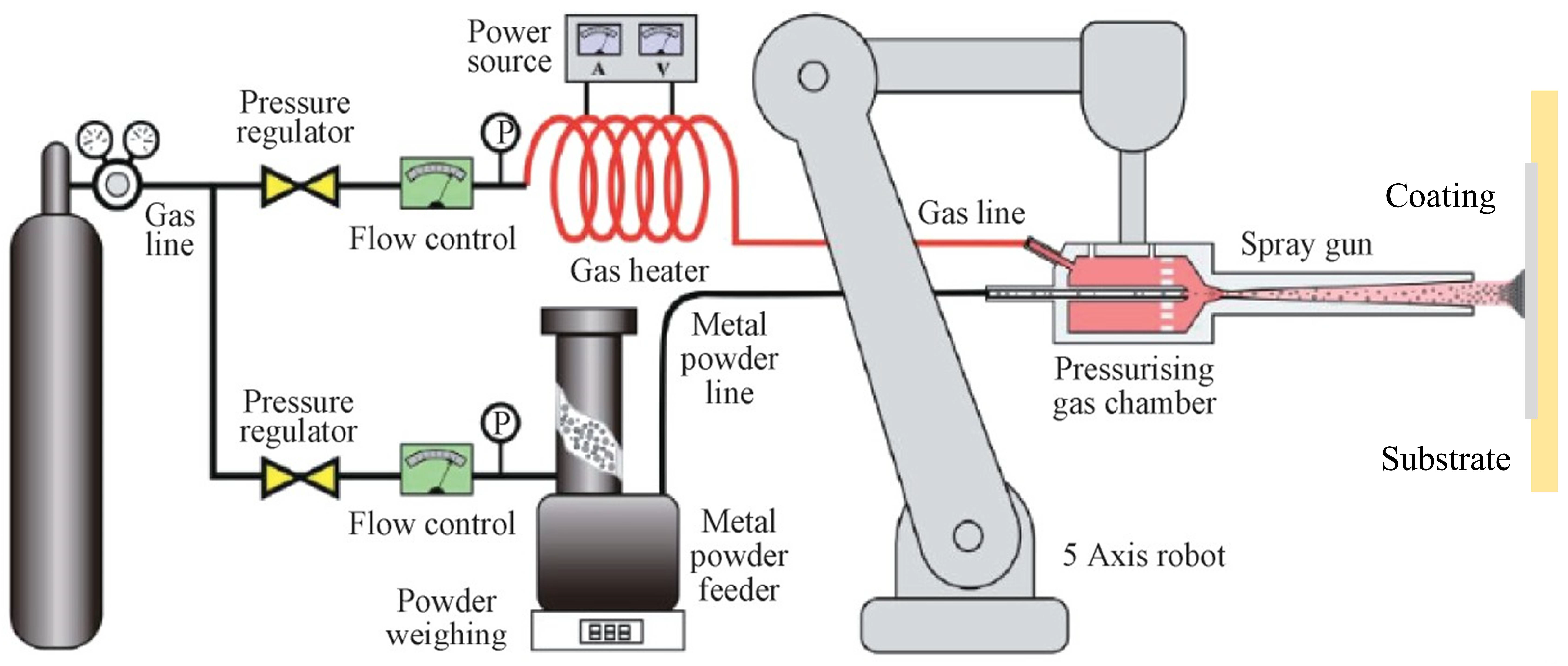
2.1. Principle of CS Technology
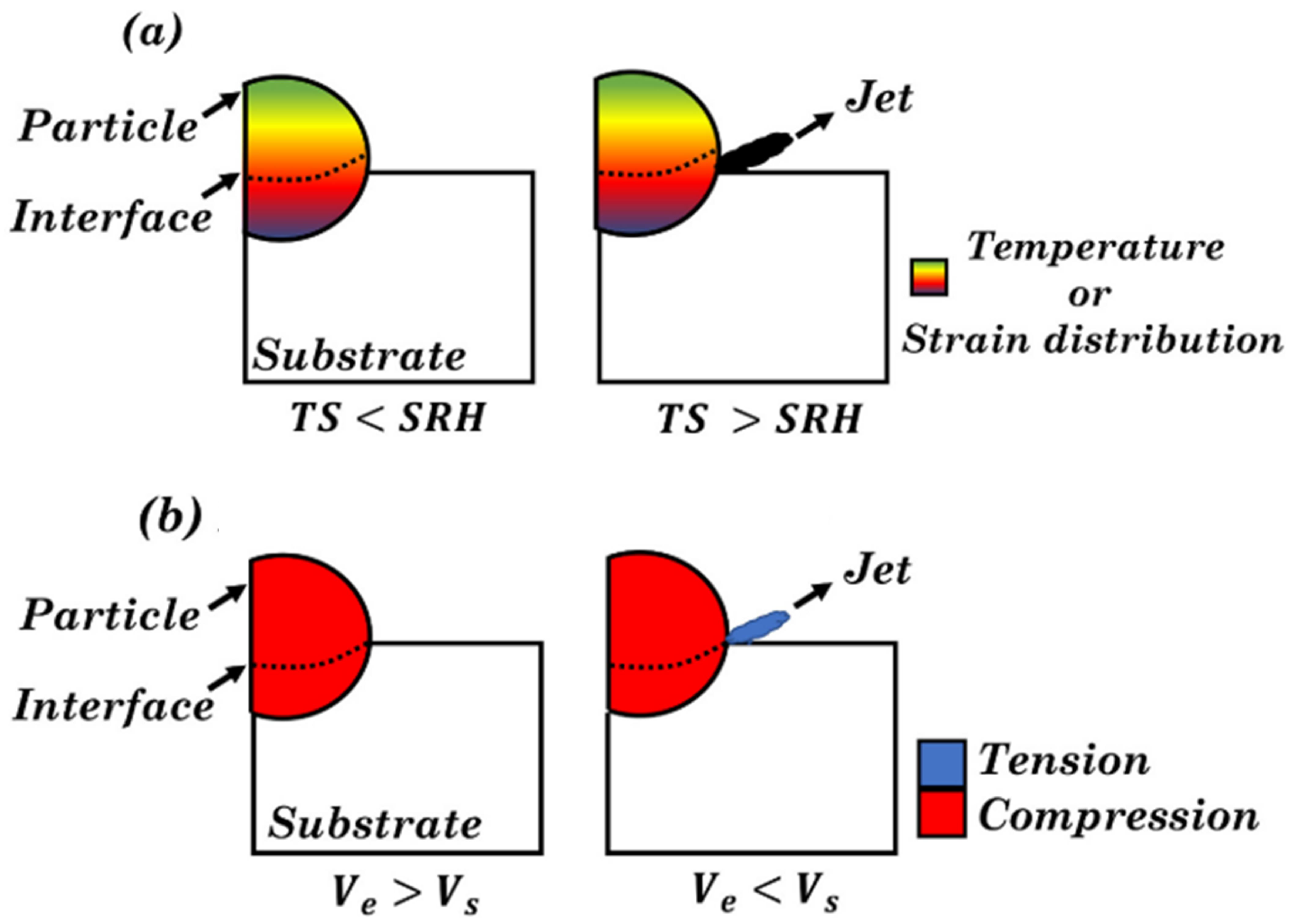
2.2. Deposition Mechanism of Cold-Sprayed Coatings
2.3. Deposition Mechanism of Cold-Sprayed Cu-Based Composite Coatings
2.3.1. Deposition Mechanism of Cu-Based Metal Composite Coatings
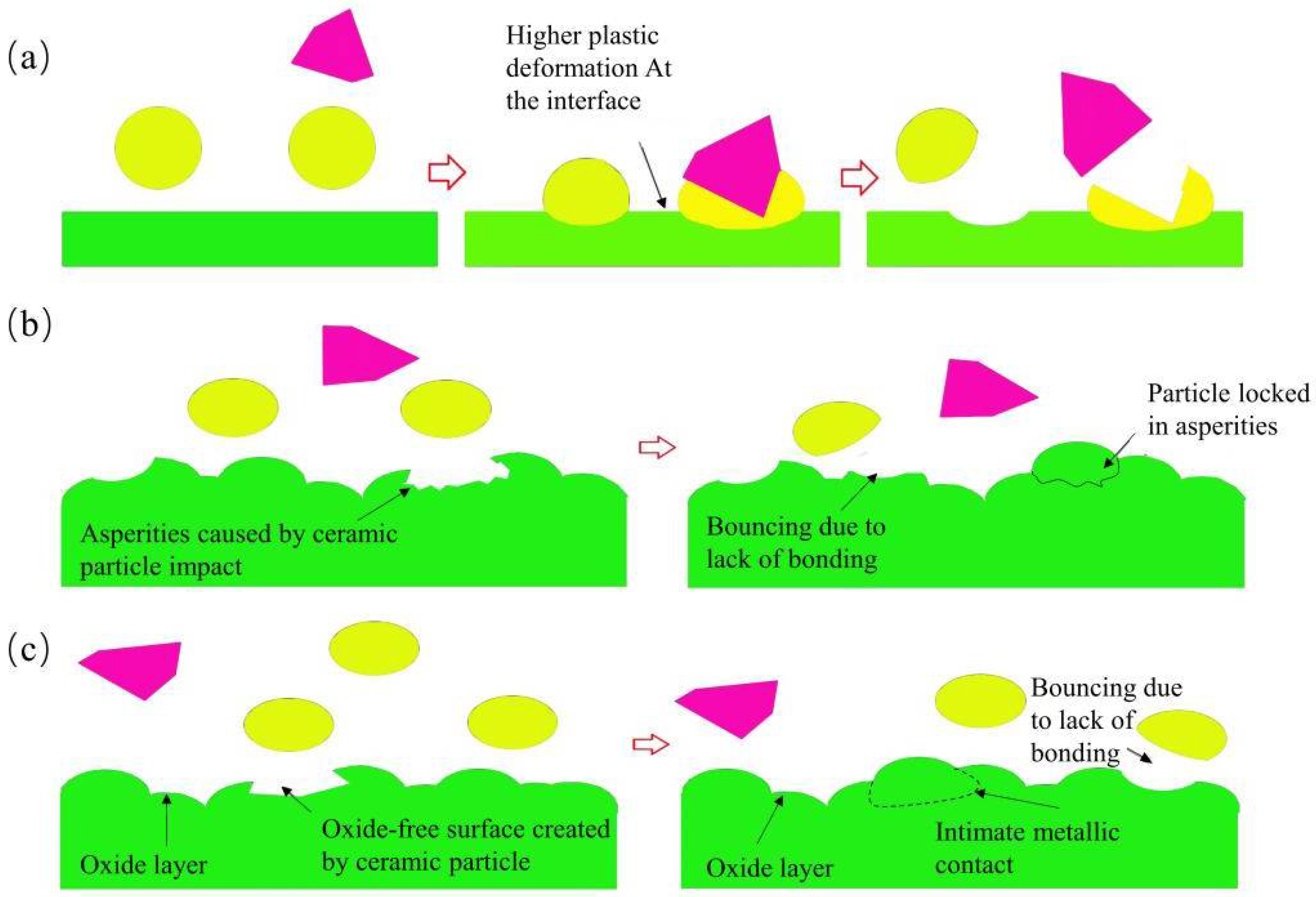
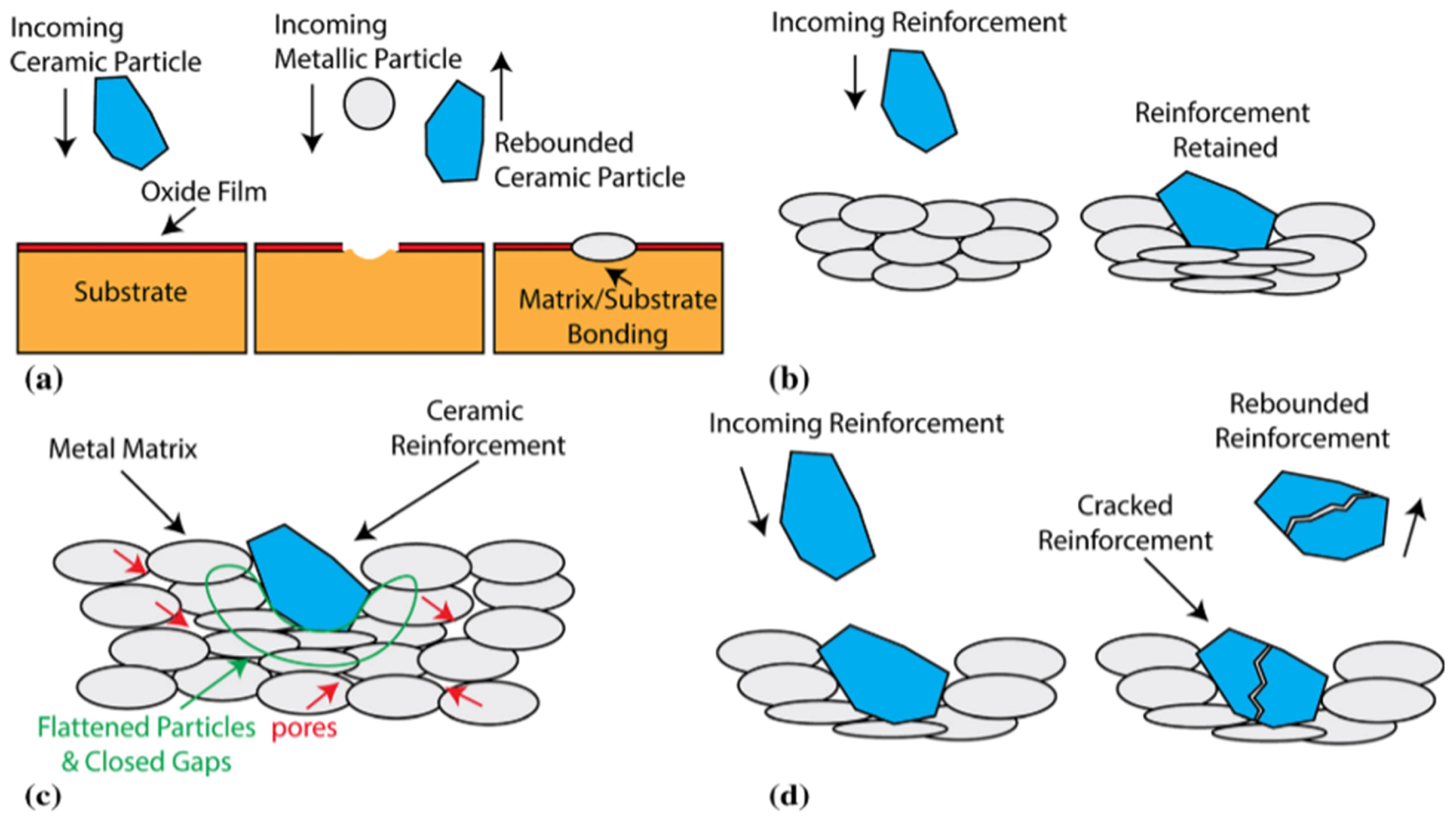
2.3.2. Deposition Mechanism of Cu-Based Ceramic Composite Coatings
3. Effects of CS Parameters on the Coating Quality
3.1. Effect of the Particle Velocity on the Coating Deposition Efficiency
3.2. Effect of Particle Morphology on the Properties of Coatings
3.3. Effect of the Substrate Condition on the Bonding Strength of Coatings
4. Research Status of Cold-Sprayed Cu-Based Composite Coatings
4.1. Cold-Sprayed Cu-Based Wear-Resistant Coatings
4.2. Cold-Sprayed Cu-Based Self-Lubricating Coatings
4.3. Cold-Sprayed Cu-Based Corrosion-Resistant Coatings
4.4. Cold-Sprayed Cu-Based Electrically Conductive Coating
5. Post-Process Treatments of Cold-Sprayed Cu-Based Composite Coatings
5.1. Cold-Sprayed Cu-Based Composite Coatings Treated by HT
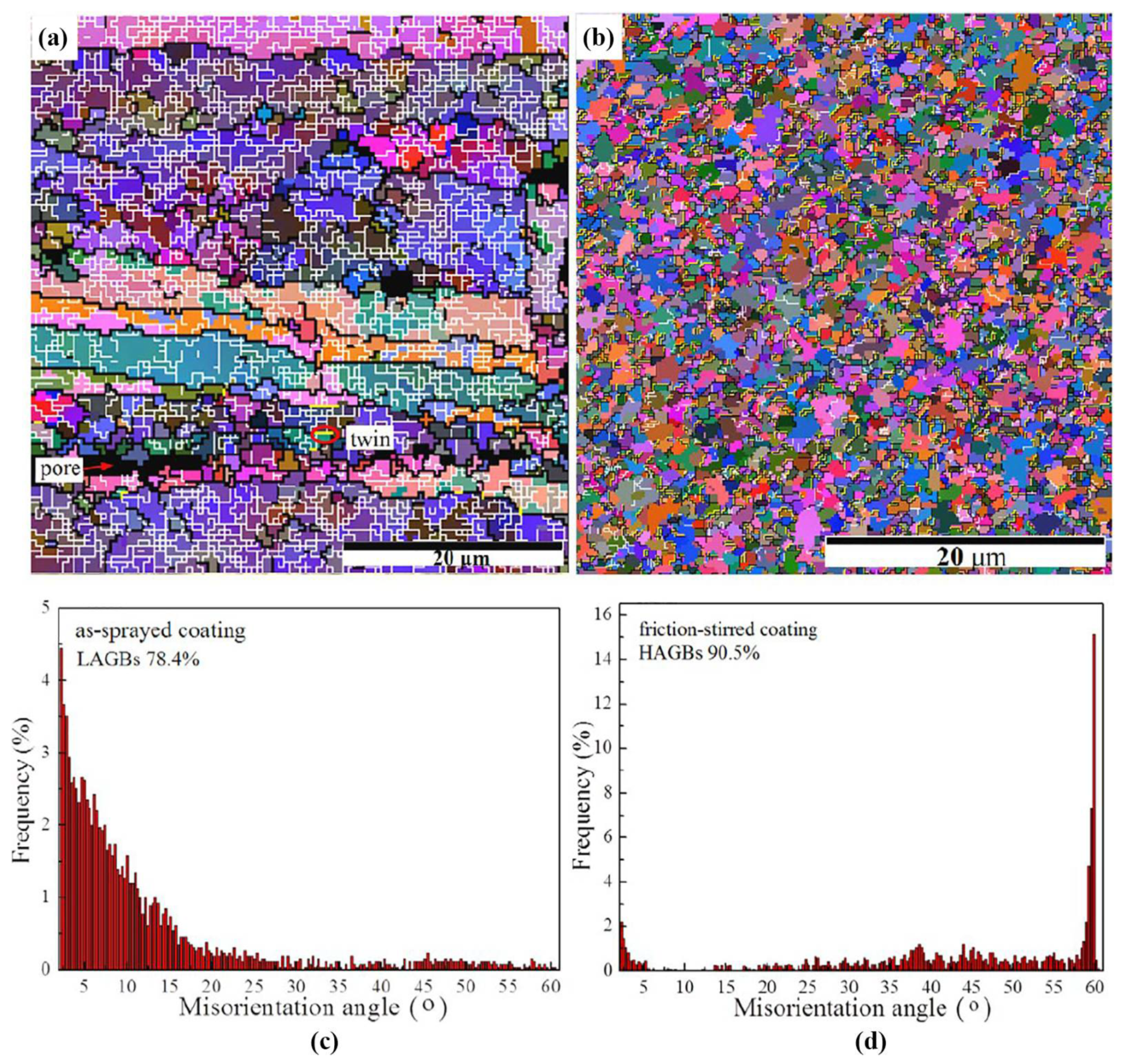
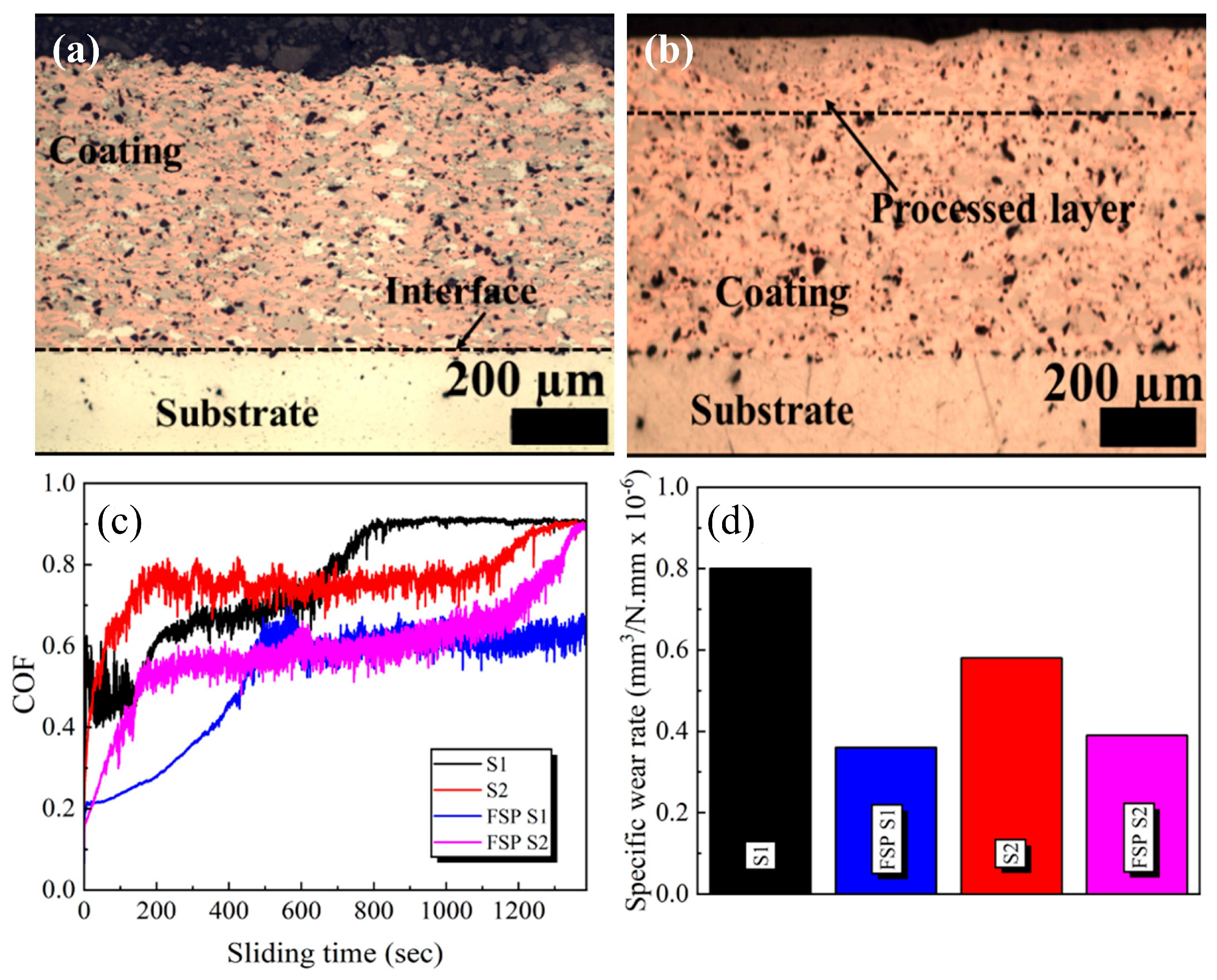
5.2. Cold-Sprayed Cu-Based Composite Coatings Treated by FSP
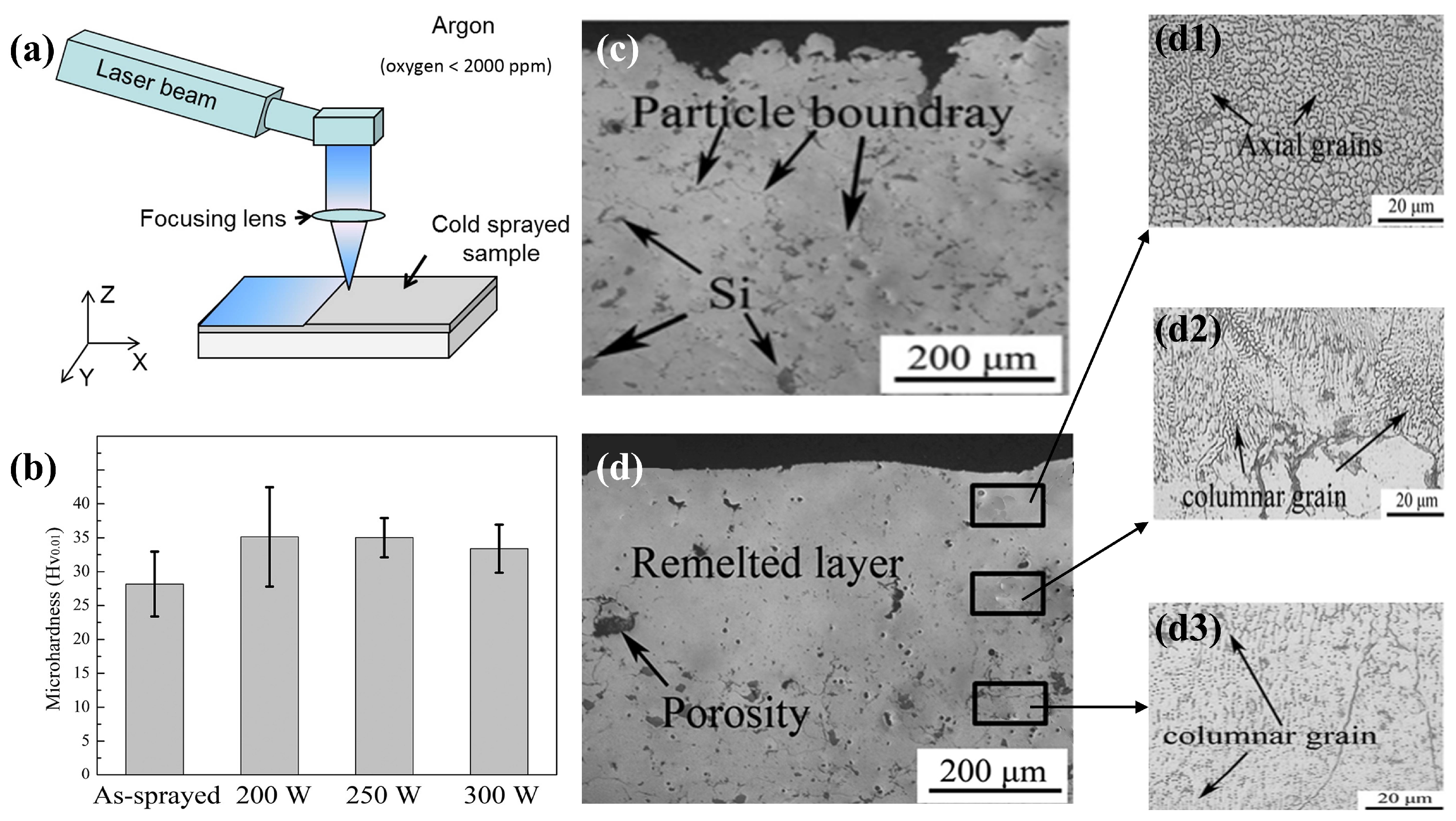
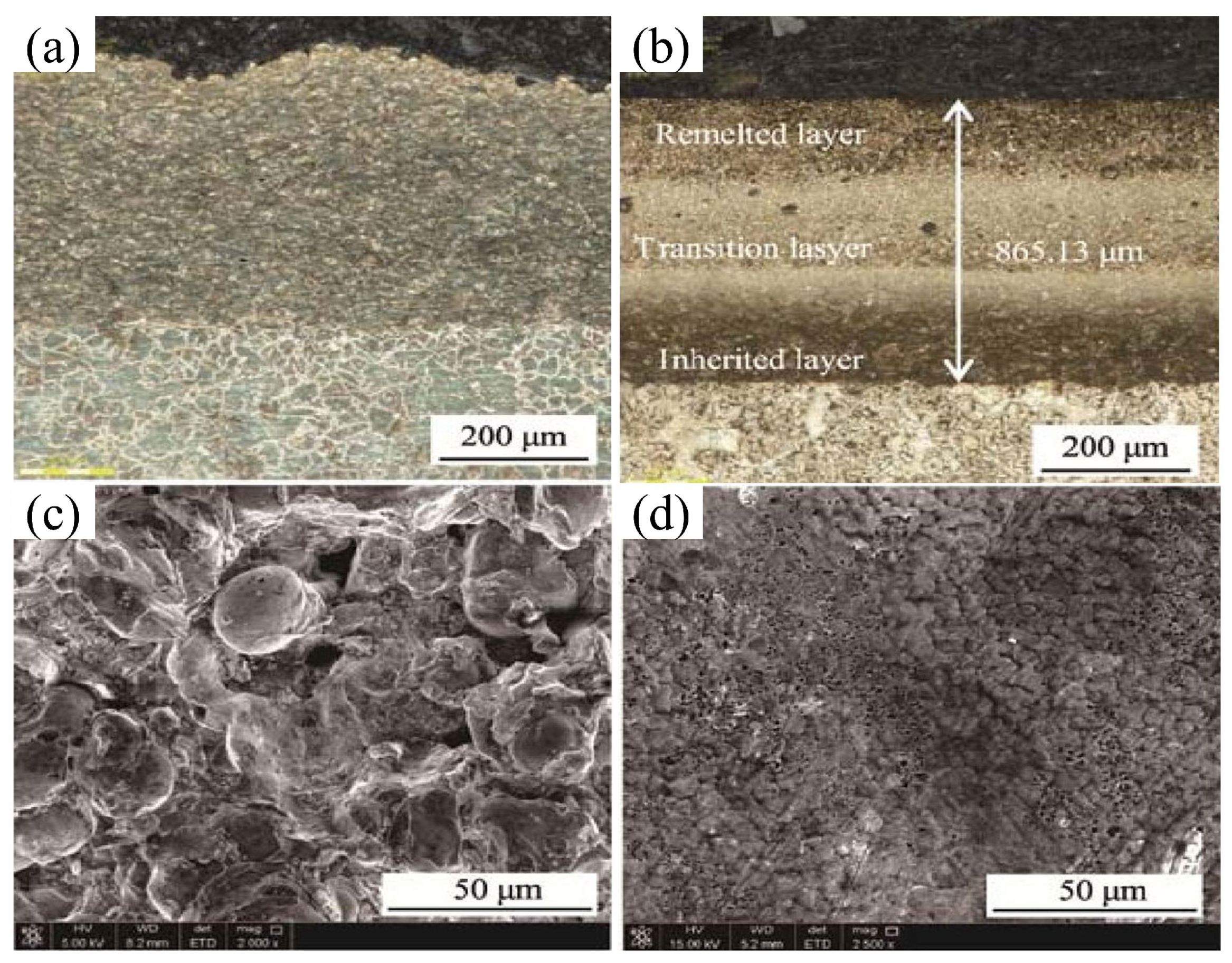
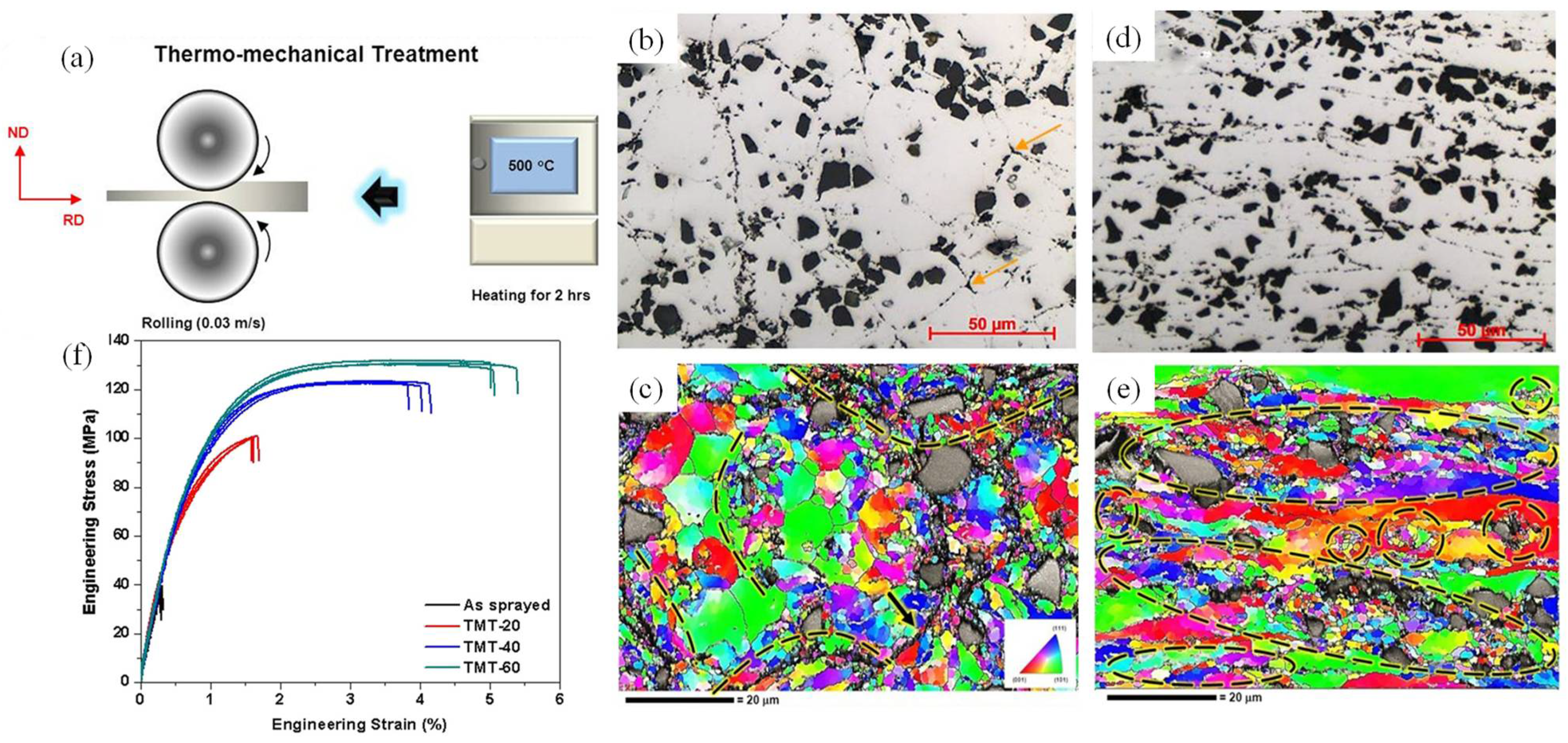
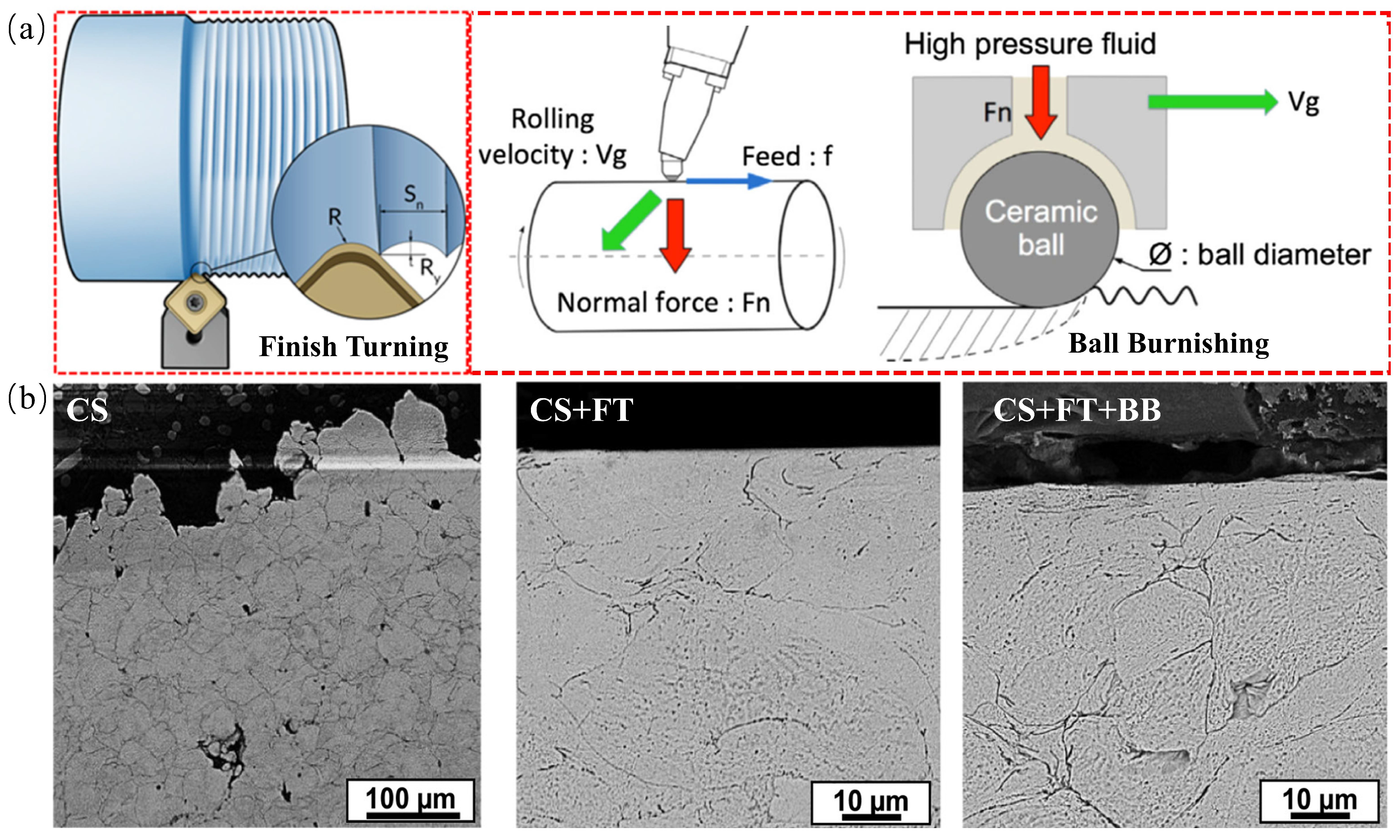
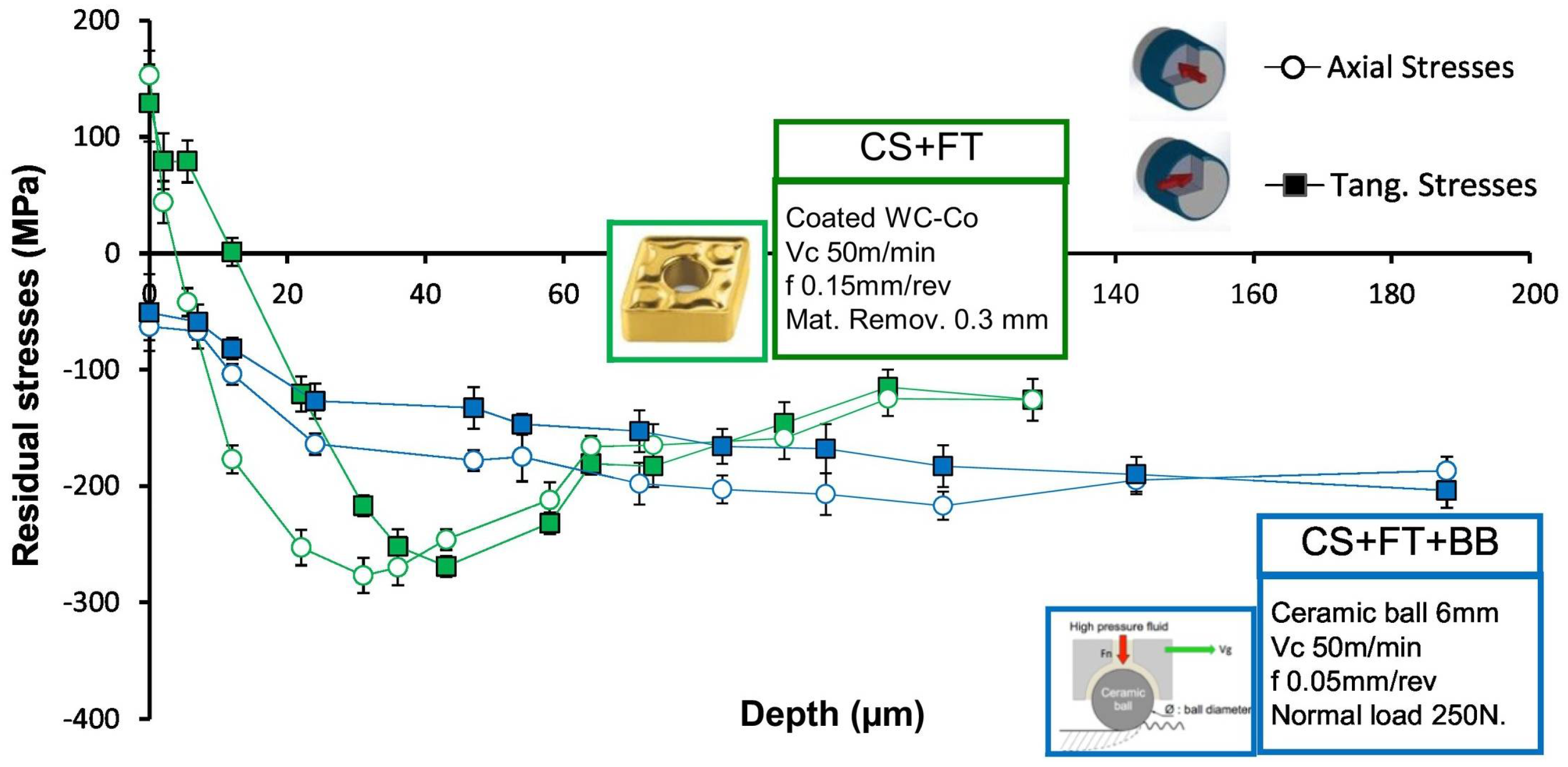
5.3. Cold-Sprayed Cu-Based Composite Coatings Post-Treated by Other Processes
6. Conclusions and Prospects
- (1)
- Strengthening the research of the basic theory of cold spraying Cu-based composite coatings. The physical properties of the metal phase Cu and enhanced phase ceramic particles in the Cu-based composite coating differ greatly, therefore, the bonding mechanism of the metal composite coating cannot fully explain the role of ceramic particles, and the deposition characteristics of the cold sprayed Cu-based ceramic composite coating need to be studied in-depth. By optimizing the spraying process parameters and exploring the bonding process between metal and ceramic particles in the cold sprayed Cu-based composite coating, we can reveal the influence mechanism of the interfacial microstructure between ceramic particles on the performance of the Cu-based composite coating.
- (2)
- The addition of ceramic reinforcement can indeed tremendously and comprehensively improve the wear resistance, mechanical properties, and other properties of Cu-based composite coatings. However, the interfacial bonding between cold-sprayed metal and ceramics is chiefly mechanical bonding, which has low bonding strength, fragile deposited layers, and other problems. This is because, during the deposition of cold-sprayed Cu-based ceramic composite coatings, ceramic particles will not deform during impacts as the temperature of the metal particles at the moment of impact cannot reach the melting point of the ceramics. For this reason, the focus of current research and the direction of future research remain to probe into the essence of the bonding mechanism of the coating, or to enhance the bonding strength of the metallization of cold-sprayed ceramics from the perspective of thermodynamics and dynamics based on existing technological means, including the combination of experimental and numerical simulations.
- (3)
- Pores and cracks appear on the coating prepared only by CS technology due to poor plastic deformation and the high hardness of ceramic particles. However, surface-strengthening technologies, such as LR and ultrasonic rolling, can effectively rectify these defects. Therefore, developing appropriate “CS+” technologies for the different application directions of Cu-based composite coatings remains a hot research topic at present.
- (4)
- Since cold-sprayed Cu-based composite coatings have low bonding strength, post-process treatment is needed to improve the microstructure and comprehensive properties of Cu-based composite coatings. As there are many types of post-process treatments of coatings, one or more composite post-process treatments can be employed, based on specific working conditions and the characteristics of coatings and post-process treatments, to improve the comprehensive performance of cold-sprayed Cu-based composite coatings, such as the strength of bonding with the substrate, ductility, cohesive strength, plasticity, anti-friction, wear resistance, and corrosion resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, B. Remanufacturing Engineering Basis and Its Application; Harbin Institute of Technology Press: Harbin, China, 2005. [Google Scholar]
- Guo, M.X.; Wang, M.P.; Cao, L.F.; Lei, R.S. Work softening characterization of alumina dispersion strengthened copper alloys. Mater. Charact. 2007, 58, 928–935. [Google Scholar] [CrossRef]
- Guo, M.X.; Wang, M.P.; Shen, K.; Cao, L.F.; Lei, R.S.; Li, S.M. Effect of cold rolling on properties and microstructures of dispersion strengthened copper alloys. Trans. Nonferrous Met. Soc. China 2008, 18, 333–339. [Google Scholar] [CrossRef]
- Wei, F.-J.; Chou, B.-Y.; Fung, K.-Z.; Tsai, S.-Y.; Yang, C.-W. Influence of Powder Plasticity on Bonding Strength of Cold-Sprayed Copper Coating. Coatings 2022, 12, 1197. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Dudzik, G.; Rutkowska-Gorczyca, M.; Marciniak, M.; Abramski, K.; Ambroziak, A.; Pawłowski, L. Numerical and experimental analysis of copper particles velocity in low-pressure cold spraying process. Surf. Coat. Technol. 2015, 268, 230–240. [Google Scholar] [CrossRef]
- Assadi, H.; Schmidt, T.; Richter, H.; Kliemann, J.O.; Binder, K.; Gärtner, F.; Klassen, T.; Kreye, H. On Parameter Selection in Cold Spraying. J. Therm. Spray Technol. 2011, 20, 1161–1176. [Google Scholar] [CrossRef]
- Wang, J.Q.; Cui, X.Y.; Xiong, T.Y. Research Progress of Cold Sprayed Metal Matrix Composite Coatings and Materials. China Surf. Eng. 2020, 33, 51–67. [Google Scholar] [CrossRef]
- Winnicki, M. Advanced Functional Metal-Ceramic and Ceramic Coatings Deposited by Low-Pressure Cold Spraying: A Review. Coatings 2021, 11, 1044. [Google Scholar] [CrossRef]
- Chen, Y.; Yu, M.; Cao, K.; Chen, H. Advance on Copper-based Self-lubricating Coatings. Surf. Technol. 2021, 50, 91–100+220. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Koçak, M. Mechanical properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- Li, B.; Cao, Z. Metal-based Solid Self-lubricating Composite Coating and Its Preparation Technology. Surf. Technol. 2017, 46, 32–38. [Google Scholar] [CrossRef]
- Poza, P.; Garrido-Maneiro, M.Á. Cold-sprayed coatings: Microstructure, mechanical properties, and wear behaviour. Prog. Mater. Sci. 2022, 123, 100839. [Google Scholar] [CrossRef]
- Kumar, S. Influence of processing conditions on the mechanical, tribological and fatigue performance of cold spray coating: A review. Surf. Eng. 2022, 38, 324–365. [Google Scholar] [CrossRef]
- Dykhuizen, R.C.; Smith, M.F. Gas Dynamic Principles of Cold Spray. J. Therm. Spray Technol. 1998, 7, 205–212. [Google Scholar] [CrossRef]
- Sun, W.; Chu, X.; Lan, H.; Huang, R.; Huang, J.; Xie, Y.; Huang, J.; Huang, G. Current Implementation Status of Cold Spray Technology: A Short Review. J. Therm. Spray Technol. 2022, 31, 848–865. [Google Scholar] [CrossRef]
- Karthikeyan, J. The advantages and disadvantages of the cold spray coating process. In The Cold Spray Materials Deposition Process; Elsevier: Cambridge, MA, USA, 2007; pp. 62–71. [Google Scholar]
- Silvello, A.; Cavaliere, P.; Rizzo, A.; Valerini, D.; Dosta Parras, S.; Garcia Cano, I. Fatigue Bending Behavior of Cold-Sprayed Nickel-Based Superalloy Coatings. J. Therm. Spray Technol. 2019, 28, 930–938. [Google Scholar] [CrossRef] [Green Version]
- Guerreiro, B.; Vo, P.; Poirier, D.; Legoux, J.-G.; Zhang, X.; Giallonardo, J.D. Factors Affecting the Ductility of Cold-Sprayed Copper Coatings. J. Therm. Spray Technol. 2020, 29, 630–641. [Google Scholar] [CrossRef]
- Winnicki, M.; Baszczuk, A.; Gibas, A.; Jasiorski, M. Experimental study on aluminium bronze coatings fabricated by low pressure cold spraying and subsequent heat treatment. Surf. Coat. Technol. 2023, 456, 129260. [Google Scholar] [CrossRef]
- Zhang, M.; Qiao, Y.; Zhang, Z.; Zhang, W.; Yu, H. Deposition Behavior and Corrosion Resistance of Cold Sprayed Cu-based Composite Coatings. Mod. Salt. Chem. Ind. 2019, 46, 35–36. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Wang, G.; Wang, F.; Xu, Y.; Yang, X. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review. Sci. Technol. Weld. Join. 2019, 24, 420–445. [Google Scholar] [CrossRef]
- Li, F.; Li, D.; Chang, J.; An, G.; Li, W. Properties of Copper-Based Bulks Materials Produced by Low Pressure Cold Spray Additives. Rare Met. Mater. Eng. 2020, 49, 1729–1735. (In Chinese) [Google Scholar]
- Alkhimov, A.P.; Kosarev, V.F.; Papyrin, A.N. A method of cold gas-dynamic deposition. Sov. Phys. Dokl. 1990, 35, 1047–1049. [Google Scholar]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Suo, X.; Yin, S.; Planche, M.-P.; Liu, T.; Liao, H. Strong effect of carrier gas species on particle velocity during cold spray processes. Surf. Coat. Technol. 2015, 268, 90–93. [Google Scholar] [CrossRef]
- Huang, C.; Yin, S.; Li, W.; Guo, X. Cold Spray Technology and Its System: Research Status and Prospect. Surf. Technol. 2021, 50, 1–23. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Grujicic, M.; Zhao, C.L.; DeRosset, W.S.; Helfritch, D. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Li, W.-Y.; Li, C.-J.; Liao, H. Significant influence of particle surface oxidation on deposition efficiency, interface microstructure and adhesive strength of cold-sprayed copper coatings. Appl. Surf. Sci. 2010, 256, 4953–4958. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic shear instability is not necessary for adhesion in cold spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Fardan, A.; Berndt, C.C.; Ahmed, R. Numerical modelling of particle impact and residual stresses in cold sprayed coatings: A review. Surf. Coat. Technol. 2021, 409, 126835. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Response to Comment on “Adiabatic shear instability is not necessary for adhesion in cold spray”. Scr. Mater. 2019, 162, 515–519. [Google Scholar] [CrossRef]
- Lienhard, J.; Crook, C.; Azar, M.Z.; Hassani, M.; Mumm, D.R.; Veysset, D.; Apelian, D.; Nelson, K.A.; Champagne, V.; Nardi, A.; et al. Surface oxide and hydroxide effects on aluminum microparticle impact bonding. Acta Mater. 2020, 197, 28–39. [Google Scholar] [CrossRef]
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Zhang, D. Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components. J. Therm. Spray Technol. 2009, 18, 364–379. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Xie, Y.; Yin, S.; Chen, C.; Planche, M.-P.; Liao, H.; Lupoi, R. New insights into the coating/substrate interfacial bonding mechanism in cold spray. Scr. Mater. 2016, 125, 1–4. [Google Scholar] [CrossRef]
- Grujicic, M.; Saylor, J.R.; Beasley, D.E.; DeRosset, W.S.; Helfritch, D. Computational analysis of the interfacial bonding between feed-powder particles and the substrate in the cold-gas dynamic-spray process. Appl. Surf. Sci. 2003, 219, 211–227. [Google Scholar] [CrossRef]
- Li, W.; Yang, K.; Yin, S.; Yang, X.; Xu, Y.; Lupoi, R. Solid-state additive manufacturing and repairing by cold spraying: A review. J. Mater. Sci. Technol. 2018, 34, 440–457. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.X. The use of Al–Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf. Coat. Technol. 2009, 204, 336–344. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Morphology. J. Therm. Spray Technol. 2019, 28, 737–755. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Content. J. Therm. Spray Technol. 2018, 27, 603–623. [Google Scholar] [CrossRef]
- He, L.; Hassani, M. A Review of the Mechanical and Tribological Behavior of Cold Spray Metal Matrix Composites. J. Therm. Spray Technol. 2020, 29, 1565–1608. [Google Scholar] [CrossRef]
- Chen, W.; Tan, H.; Cheng, J.; Zhu, S.; Yang, J. Research Progress and Prospect of Tribological Properties of Cold Sprayed Copper-based Composite Coatings. Mater. Rep. 2022, 36, 58–64. [Google Scholar] [CrossRef]
- Zhang, H.; Shan, A.; Wei, L.; Wu, J.; Zhang, J.; Liang, Y.; Song, H. Developments of the Bonding Mechanism and Process in Cold Gas Dynamic Spray. Mater. Rep. 2007, 21, 80–91. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Fukumoto, M.; Wada, H.; Tanabe, K.; Yamada, M.; Yamaguchi, E.; Niwa, A.; Sugimoto, M.; Izawa, M. Effect of Substrate Temperature on Deposition Behavior of Copper Particles on Substrate Surfaces in the Cold Spray Process. J. Therm. Spray Technol. 2007, 16, 643–650. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Coleman, A.; Murray, K.; Kearns, M.; Vuoristo, P. High Pressure Cold Sprayed (HPCS) and Low Pressure Cold Sprayed (LPCS) Coatings Prepared from OFHC Cu Feedstock: Overview from Powder Characteristics to Coating Properties. J. Therm. Spray Technol. 2012, 21, 1065–1075. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, Y.; Wu, H.; Yang, S.; Jie, X. Structure and corrosion behavior of cold-sprayed Cu/Ni composite coating post-treated by ultrasonic shot peening. SN Appl. Sci. 2020, 2, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Deng, N.; Tang, J.; Xiong, T.; Li, J.; Zhou, Z. Fabrication and characterization of W Cu composite coatings with different W contents by cold spraying. Surf. Coat. Technol. 2019, 368, 8–14. [Google Scholar] [CrossRef]
- Huang, C.J.; Wu, H.J.; Xie, Y.C.; Li, W.Y.; Verdy, C.; Planche, M.P.; Liao, H.L.; Montavon, G. Advanced brass-based composites via cold-spray additive-manufacturing and its potential in component repairing. Surf. Coat. Technol. 2019, 371, 211–223. [Google Scholar] [CrossRef]
- Yu, T.; Ma, G.; Guo, W.; He, P.; Huang, Y.; Liu, M.; Wang, H. Microstructure and Properties of Cold Sprayed Cu-Ti3SiC2 Composite Coatings withDifferent Ceramic Contents. Mater. Rep. 2022, 36, 109–114. [Google Scholar] [CrossRef]
- Zhang, Y.; Michael Shockley, J.; Vo, P.; Chromik, R.R. Tribological Behavior of a Cold-Sprayed Cu–MoS2 Composite Coating During Dry Sliding Wear. Tribol. Lett. 2016, 62, 1–12. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Epshteyn, Y.; Chromik, R.R. Dry sliding wear behaviour of cold-sprayed Cu-MoS2 and Cu-MoS2-WC composite coatings: The influence of WC. Tribol. Int. 2018, 123, 296–306. [Google Scholar] [CrossRef]
- Zhang, Y.; Descartes, S.; Chromik, R.R. Influence of WC on third body behaviour during fretting of cold-sprayed Cu MoS2WC composites. Tribol. Int. 2019, 134, 15–25. [Google Scholar] [CrossRef]
- Tazegul, O.; Dylmishi, V.; Cimenoglu, H. Copper matrix composite coatings produced by cold spraying process for electrical applications. Arch. Civ. Mech. Eng. 2016, 16, 344–350. [Google Scholar] [CrossRef]
- Rokni, M.R.; Nutt, S.R.; Widener, C.A.; Champagne, V.K.; Hrabe, R.H. Review of Relationship Between Particle Deformation, Coating Microstructure, and Properties in High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1308–1355. [Google Scholar] [CrossRef]
- Yang, S.; Wang, J.; Guo, Q. The Progress and Application Status of Cold Spraying Technology. New Technol. New Process. 2011, 2, 52–56. [Google Scholar] [CrossRef]
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An overview of the aerosol deposition method: Process fundamentals and new trends in materials applications. J. Ceram. Sci. Technol. 2015, 6, 147–182. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.J.; Dinavahi, S.P.G.; Leyman, P.F. Theoretical and Experimental Particle Velocity in Cold Spray. J. Therm. Spray Technol. 2010, 20, 425–431. [Google Scholar] [CrossRef]
- Gu, S.; Kamnis, S. Numerical modelling of in-flight particle dynamics of non-spherical powder. Surf. Coat. Technol. 2009, 203, 3485–3490. [Google Scholar] [CrossRef]
- Fukanuma, H.; Ohno, N.; Sun, B.; Huang, R. In-flight particle velocity measurements with DPV-2000 in cold spray. Surf. Coat. Technol. 2006, 201, 1935–1941. [Google Scholar] [CrossRef]
- Venkatesh, L.; Chavan, N.M.; Sundararajan, G. The Influence of Powder Particle Velocity and Microstructure on the Properties of Cold Sprayed Copper Coatings. J. Therm. Spray Technol. 2011, 20, 1009–1021. [Google Scholar] [CrossRef]
- Ma, W.; Xie, Y.; Chen, C.; Fukanuma, H.; Wang, J.; Ren, Z.; Huang, R. Microstructural and mechanical properties of high-performance Inconel 718 alloy by cold spraying. J. Alloys Compd. 2019, 792, 456–467. [Google Scholar] [CrossRef]
- Luo, X.T.; Xie, T.; Li, C.J.; Li, C.X. Microstructure and Properties Tailoring of Cold Sprayed Metals. China Surf. Eng. 2020, 33, 68–81. [Google Scholar] [CrossRef]
- Li, Y.-J.; Luo, X.-T.; Rashid, H.; Li, C.-J. A new approach to prepare fully dense Cu with high conductivities and anti-corrosion performance by cold spray. J. Alloys Compd. 2018, 740, 406–413. [Google Scholar] [CrossRef]
- Li, Y.-J.; Luo, X.-T.; Li, C.-J. Dependency of deposition behavior, microstructure and properties of cold sprayed Cu on morphology and porosity of the powder. Surf. Coat. Technol. 2017, 328, 304–312. [Google Scholar] [CrossRef]
- Ning, X.-J.; Jang, J.-H.; Kim, H.-J. The effects of powder properties on in-flight particle velocity and deposition process during low pressure cold spray process. Appl. Surf. Sci. 2007, 253, 7449–7455. [Google Scholar] [CrossRef]
- Jodoin, B.; Ajdelsztajn, L.; Sansoucy, E.; Zúñiga, A.; Richer, P.; Lavernia, E.J. Effect of particle size, morphology, and hardness on cold gas dynamic sprayed aluminum alloy coatings. Surf. Coat. Technol. 2006, 201, 3422–3429. [Google Scholar] [CrossRef]
- Zhou, H.X.; Li, C.X.; Li, C.J. Research Progress of Cold Sprayed Ti and Ti Alloy Coatings. China Surf. Eng. 2020, 33, 1–14. [Google Scholar] [CrossRef]
- Klinkov, S.V.; Kosarev, V.F.; Rein, M. Cold spray deposition: Significance of particle impact phenomena. Aerosp. Sci. Technol. 2005, 9, 582–591. [Google Scholar] [CrossRef]
- Song, X.; Ng, K.L.; Chea, J.M.-K.; Sun, W.; Tan, A.W.-Y.; Zhai, W.; Li, F.; Marinescu, I.; Liu, E. Coupled Eulerian-Lagrangian (CEL) simulation of multiple particle impact during Metal Cold Spray process for coating porosity prediction. Surf. Coat. Technol. 2020, 385, 125433. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Xie, Y.; Li, W.; Lupoi, R.; Liao, H. Effect of substrate temperature on interfacial bonding for cold spray of Ni onto Cu. J. Mater. Sci. 2015, 50, 7448–7457. [Google Scholar] [CrossRef]
- Go, T.; Sohn, Y.J.; Mauer, G.; Vaßen, R.; Gonzalez-Julian, J. Cold spray deposition of Cr2AlC MAX phase for coatings and bond-coat layers. J. Eur. Ceram. Soc. 2019, 39, 860–867. [Google Scholar] [CrossRef]
- Liu, H.; Ren, Y.; Li, T.; Cui, X.; Wang, J.; Xiong, T. Pores in Cold Sprayed Deposits and Their Control Methods. Mater. Prot. 2022, 55, 1–21. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.; Li, W.; Liao, H.; Jie, H. Deformation behavior of the oxide film on the surface of cold sprayed powder particle. Appl. Surf. Sci. 2012, 259, 294–300. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.-f.; Li, W.Y.; Jie, H.-e. Effect of substrate hardness on the deformation behavior of subsequently incident particles in cold spraying. Appl. Surf. Sci. 2011, 257, 7560–7565. [Google Scholar] [CrossRef]
- Cao, C.; Li, W.; Yang, K.; Li, C.; Ji, G. Influence of Substrate Hardness and Thermal Characteristics on Microstructure and Mechanical Properties of Cold Sprayed TC4 Titanium Alloy Coatings. Mater. Rep. 2019, 33, 277–282. (In Chinese) [Google Scholar] [CrossRef]
- Cetin, O.; Tazegul, O.; Kayali, E.S. Effect of Parameters to the Coating Formation during Cold Spray Process. In Proceedings of the 2nd World Congress on Mechanical, Chemical, and Material Engineering, Budapest, Hungary, 22–23 August 2016; pp. 1401–1407. [Google Scholar]
- Marrocco, T.; McCartney, D.G.; Shipway, P.H.; Sturgeon, A.J. Production of Titanium Deposits by Cold-Gas Dynamic Spray: Numerical Modeling and Experimental Characterization. J. Therm. Spray Technol. 2006, 15, 263–272. [Google Scholar] [CrossRef]
- Kumar, S.; Bae, G.; Lee, C. Influence of substrate roughness on bonding mechanism in cold spray. Surf. Coat. Technol. 2016, 304, 592–605. [Google Scholar] [CrossRef]
- Singh, S.; Singh, H.; Chaudhary, S.; Buddu, R.K. Effect of substrate surface roughness on properties of cold-sprayed copper coatings on SS316L steel. Surf. Coat. Technol. 2020, 389, 125619. [Google Scholar] [CrossRef]
- Singh, S.; Singh, H.; Buddu, R.K. Microstructural investigations on bonding mechanisms of cold-sprayed copper with SS316L steel. Surf. Eng. 2019, 36, 1067–1080. [Google Scholar] [CrossRef]
- Chang, J. Study on Corrosion Resistance of Low Pressure Cold Sprayed Copper Matrix Composite Coatings Alloy. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2019. [Google Scholar]
- Jiang, Y.; Zhu, H. Research Status of Friction and Wear Properties of Copper Matrix Composites. Mater. Rep. 2014, 28, 33–36+65. [Google Scholar] [CrossRef]
- Lei, Q.; Yang, Y.; Zhu, X.; Jiang, Y.; Gong, S.; Li, Z. Research Progress and Prospect on High Strength, High Conductivity, and High Heat Resistance Copper Alloys. Mater. Rep. 2021, 35, 15153–15161. [Google Scholar] [CrossRef]
- Shikalov, V.S.; Filippov, A.A.; Vidyuk, T.M. Cold Spray Deposition of Composite Copper-Tungsten Coatings. Mater. Phys. Mech. 2021, 47, 787–795. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, J.; Diao, P.; Li, D.; Huang, R.; Zhang, N.; Xie, Y. Structure and wear behavior of CuZn35 coating prepared by cold spraying. Surf. Technol. 2022, 1–13. Available online: http://kns.cnki.net/kcms/detail/50.1083.tg.20220512.20221722.20220031.html (accessed on 6 February 2023).
- Triantou, K.I.; Pantelis, D.I.; Guipont, V.; Jeandin, M. Microstructure and tribological behavior of copper and composite copper+alumina cold sprayed coatings for various alumina contents. Wear 2015, 336–337, 96–107. [Google Scholar] [CrossRef]
- Chen, Q.; Yu, M.; Cao, K.; Chen, H. Thermal conductivity and wear resistance of cold sprayed Cu-ceramic phase composite coating. Surf. Coat. Technol. 2022, 434, 128135. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Ekoi, E.J.; Wang, J.J.; Dowling, D.P.; Nicolosi, V.; Lupoi, R. Novel cold spray for fabricating graphene-reinforced metal matrix composites. Mater. Lett. 2017, 196, 172–175. [Google Scholar] [CrossRef]
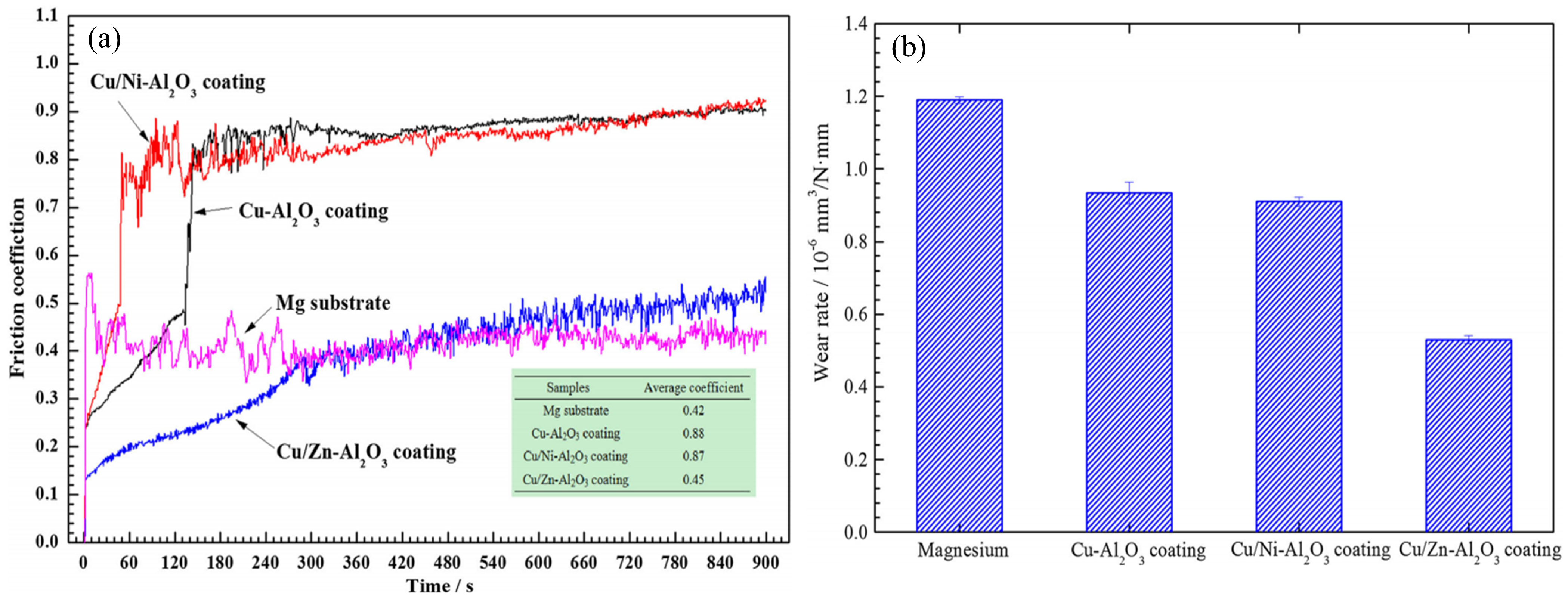
- Zhang, L.; Yang, S.; Lv, X.; Jie, X. Wear and Corrosion Resistance of Cold-Sprayed Cu-Based Composite Coatings on Magnesium Substrate. J. Therm. Spray Technol. 2019, 28, 1212–1224. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, Y.J.; Zhao, X.Q.; An, Y.L.; Zhou, H.D.; Chen, J.M.; Hou, G.L. Tribological behaviors of plasma sprayed CuAl/Ni-graphite composite coating. Tribol. Int. 2015, 90, 96–103. [Google Scholar] [CrossRef]
- Zhen, W.; Liang, B. Tribological Behavior of Plasma Sprayed MoS2/CuComposite Coating Under Vacuum Atmosphere. J. Mater. Eng. 2013, 3, 16–22. [Google Scholar] [CrossRef]
- Chen, S.; Bi, Y.; Zhang, H.; Liang, J.; Wellburn, D.; Chang-sheng, L.I.U. Effect of BN fraction on the mechanical and tribological properties of Cu alloy/BN self-lubricating sleeves. J. Compos. Mater. 2015, 49, 3715–3725. [Google Scholar] [CrossRef]
- Shahar, C.; Zbaida, D.; Rapoport, L.; Cohen, H.; Bendikov, T.; Tannous, J.; Dassenoy, F.; Tenne, R. Surface functionalization of WS2 fullerene-like nanoparticles. Langmuir 2010, 26, 4409–4414. [Google Scholar] [CrossRef] [PubMed]
- Ling, H.J.; Mai, Y.J.; Li, S.L.; Zhang, L.Y.; Liu, C.S.; Jie, X.H. Microstructure and improved tribological performance of graphite/copper-zinc composite coatings fabricated by low pressure cold spraying. Surf. Coat. Technol. 2019, 364, 256–264. [Google Scholar] [CrossRef]
- Chen, W.; Yu, Y.; Cheng, J.; Wang, S.; Zhu, S.; Liu, W.; Yang, J. Microstructure, Mechanical Properties and Dry Sliding Wear Behavior of Cu-Al2O3-Graphite Solid-Lubricating Coatings Deposited by Low-Pressure Cold Spraying. J. Therm. Spray Technol. 2018, 27, 1652–1663. [Google Scholar] [CrossRef]
- Ling, H. Preparation and Tribological Properties of Cold Sprayed Copper-Based Self-lubricating Composite Coatings. Master’s Thesis, Guangdong University of Technology, Guangzhou, China, 2019. [Google Scholar]
- Smid, I.; Segall, A.E.; Walia, P.; Aggarwal, G.; Eden, T.J.; Potter, J.K. Cold-Sprayed Ni-hBN Self-Lubricating Coatings. Tribol. Trans. 2012, 55, 599–605. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Li, R.; Wang, H.; Tian, L.; Li, H. Microstructure and Wear Behavior of Cold-Sprayed Cu-BNNSs Composite Coating. J. Therm. Spray Technol. 2021, 30, 1482–1492. [Google Scholar] [CrossRef]
- Zhu, Y. Microstructure and Wear Behavior of Cold-Sprayed Cu-BNNSs Composite Coating. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2021. (In Chinese). [Google Scholar]
- Koivuluoto, H.; Vuoristo, P. Structural Analysis of Cold-Sprayed Nickel-Based Metallic and Metallic-Ceramic Coatings. J. Therm. Spray Technol. 2010, 19, 975–989. [Google Scholar] [CrossRef]
- Winnicki, M.; Baszczuk, A.; Jasiorski, M.; Małachowska, A. Corrosion Resistance of Copper Coatings Deposited by Cold Spraying. J. Therm. Spray Technol. 2017, 26, 1935–1946. [Google Scholar] [CrossRef]
- Ding, R. Study on Preparation, Anticorrosion and Antifouling Properties of Copper Composite Coatings Prepared by Cold Spray Technology. Ph.D. Thesis, Ocean University of China, OUC, Qingdao, China, 2014. [Google Scholar]
- Sun, X.; Chen, Z.; Li, Z.; Huang, Y.; Shi, Y. Tribocorrosion properties of nickel aluminum bronze coating prepared by cold spraying in different pH environment. Chin. J. Eng. 2017, 39, 1055–1061. [Google Scholar] [CrossRef]
- Sun, X.F.; Chen, Z.H.; Li, Z.M.; Huang, Y.L.; Song, W. Cold Sprayed Cu402F Coating for Large Marine Propeller Remanufacturing. China Surf. Eng. 2017, 30, 159–166. [Google Scholar] [CrossRef]
- Calli, C.; Tazegul, O.; Kayali, E.S. Wear and corrosion characteristics of copper-based composite coatings. Ind. Lubr. Tribol. 2017, 69, 300–305. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.; Coddet, C. Cold gas dynamic spraying of a novel micro-alloyed copper: Microstructure, mechanical properties. J. Alloys Compd. 2016, 686, 399–406. [Google Scholar] [CrossRef]
- Stoltenhoff, T.; Kreye, H.; Richter, H.J. An Analysis of the Cold Spray Process and Its Coatings. J. Therm. Spray Technol. 2002, 11, 542–550. [Google Scholar] [CrossRef]
- Grigoriev, S.; Gershman, E.; Gershman, I.; Mironov, A. Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires. Coatings 2021, 11, 626. [Google Scholar] [CrossRef]
- Jiang, S.; Li, B. Microstructure and Property of Cold Sprayed Copper Coatings on 2A12 Aluminium Alloy. Plat. Finish. 2017, 39, 9–12. (In Chinese) [Google Scholar]
- Coddet, P.; Verdy, C.; Coddet, C.; Debray, F. On the mechanical and electrical properties of copper-silver and copper-silver-zirconium alloys deposits manufactured by cold spray. Mater. Sci. Eng. A 2016, 662, 72–79. [Google Scholar] [CrossRef]
- Yang, S.; Kang, Z.; Guo, T. Preparation and conductive property of Cu coatings and Cu-graphene composite coatings on ABS substrate. Nanotechnology 2020, 31, 195710. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Cao, C.; Yang, X.; Xu, Y. Cold spraying hybrid processing technologyand its application. J. Mater. Eng. 2019, 47, 53–63. [Google Scholar] [CrossRef]
- Ge, W.; Li, X.; Cheng, X.; Zhang, Q. Research Progress of Preparation and Surface-treatment Technology of Metal-Ceramic Composite Coatings. Dev. Appl. Mater. 2011, 26, 95–99. [Google Scholar] [CrossRef]
- Deng, N.; Dong, H.; Che, H.; Li, S.; Zhou, Z. The Research Progress on Preparation of Metal Coatings by Cold Spraying and Its Application in Additive Manufacturing. Surf. Technol. 2020, 49, 57–66. [Google Scholar] [CrossRef]
- Ren, y.; Qiu, X.; Liu, H.; Li, T.; Cui, X.; Wang, J.; Xiong, T. Application of Heat Treatment in Cold Spraying Additive Manufacturing. Therm. Spray Technol. 2020, 12, 1–17+29. [Google Scholar] [CrossRef]
- Guo, Z.; Zhang, D.; He, W.; Yang, G.; Li, J.; Fu, L. Research Status and Prospect of Metal Multi-Material Additive Manufacturing. J. Netshape Form. Eng. 2022, 14, 129–137. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Price, T.S.; Shipway, P.H.; McCartney, D.G.; Calla, E.; Zhang, D. A Method for Characterizing the Degree of Inter-particle Bond Formation in Cold Sprayed Coatings. J. Therm. Spray Technol. 2007, 16, 566–570. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.; Coddet, C. The effect of heat treatment on microstructure and tensile properties of cold spray Zr base metal glass/Cu composite. Surf. Coat. Technol. 2015, 280, 64–71. [Google Scholar] [CrossRef]
- Xu, L.; Zhou, X.; Sun, C.; Xie, C. Preparation and Study of Copper Coating by Cold Spray Technology on Electric Conduction and Thermal Conductivity. Therm. Spray Technol. 2017, 9, 7–12. (In Chinese) [Google Scholar]
- Stoltenhoff, T.; Borchers, C.; Gärtner, F.; Kreye, H. Microstructures and key properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 4947–4960. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, G.; Li, W.-Y.; Dembinski, L.; Gao, Y.; Liao, H.; Coddet, C. Microstructure, microhardness and dry friction behavior of cold-sprayed tin bronze coatings. Appl. Surf. Sci. 2007, 254, 1482–1488. [Google Scholar] [CrossRef]
- Sudharshan Phani, P.; Vishnukanthan, V.; Sundararajan, G. Effect of heat treatment on properties of cold sprayed nanocrystalline copper alumina coatings. Acta Mater. 2007, 55, 4741–4751. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, J.; Li, D.; Deng, C.; Huang, R.; Zhang, N.; Xie, Y. Preparation and Properties of Cold Sprayed Copper Coating on Stainless Steel Surface. Surf. Technol. 2022, 1–11. Available online: http://kns.cnki.net/kcms/detail/50.1083.TG.20220817.20220927.20220006.html (accessed on 6 February 2023). (In Chinese).
- Tazegul, O.; Meydanoglu, O.; Kayali, E.S. Surface modification of electrical contacts by cold gas dynamic spraying process. Surf. Coat. Technol. 2013, 236, 159–165. [Google Scholar] [CrossRef]
- Li, W.-Y.; Yang, C.; Liao, H. Effect of vacuum heat treatment on microstructure and microhardness of cold-sprayed TiN particle-reinforced Al alloy-based composites. Mater. Des. 2011, 32, 388–394. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Feng, A.H.; Chen, D.L.; Shen, J. Recent Advances in Friction Stir Welding/Processing of Aluminum Alloys: Microstructural Evolution and Mechanical Properties. Crit. Rev. Solid State Mater. Sci. 2017, 43, 269–333. [Google Scholar] [CrossRef]
- Hodder, K.J.; Izadi, H.; McDonald, A.G.; Gerlich, A.P. Fabrication of aluminum–alumina metal matrix composites via cold gas dynamic spraying at low pressure followed by friction stir processing. Mater. Sci. Eng. A 2012, 556, 114–121. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Xu, Y.; Yang, X. Using friction stir processing to augment corrosion resistance of cold sprayed AA2024/Al2O3 composite coatings. J. Alloys Compd. 2019, 774, 1223–1232. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Wu, K.Q.; Yin, S.; Yang, X.W.; Marinescu, I.; Liu, E.J. Post-Process Treatments on Supersonic Cold Sprayed Coatings: A Review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Li, K.; Liu, X.; Zhao, Y. Research Status and Prospect of Friction Stir Processing Technology. Coatings 2019, 9, 129. [Google Scholar] [CrossRef] [Green Version]
- Khodabakhshi, F.; Marzbanrad, B.; Yazdanmehr, A.; Jahed, H.; Gerlich, A.P. Tailoring the residual stress during two-step cold gas spraying and friction-stir surface integration of titanium coating. Surf. Coat. Technol. 2019, 380, 125008. [Google Scholar] [CrossRef]
- Huang, C.J.; Li, W.Y.; Zhang, Z.H.; Fu, M.S.; Planche, M.P.; Liao, H.L.; Montavon, G. Modification of a cold sprayed SiCp/Al5056 composite coating by friction stir processing. Surf. Coat. Technol. 2016, 296, 69–75. [Google Scholar] [CrossRef]
- Huang, C.; Li, W.; Feng, Y.; Xie, Y.; Planche, M.-P.; Liao, H.; Montavon, G. Microstructural evolution and mechanical properties enhancement of a cold-sprayed Cu Zn alloy coating with friction stir processing. Mater. Charact. 2017, 125, 76–82. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Wang, Y.; Zhang, T.; Peng, P.; Qiao, K.; Wang, Z.; Liu, Z.; Wang, K. High-performance bulk pure Al prepared through cold spray-friction stir processing composite additive manufacturing. J. Mater. Res. Technol. 2020, 9, 9073–9079. [Google Scholar] [CrossRef]
- Dzhurinskiy, D.; Babu, A.; Dautov, S.; Lama, A.; Mangrulkar, M. Modification of Cold-Sprayed Cu-Al-Ni-Al2O3 Composite Coatings by Friction Stir Technique to Enhance Wear Resistance Performance. Coatings 2022, 12, 1113. [Google Scholar] [CrossRef]
- Li, W.Y.; Wu, D.; Hu, K.W.; Xu, Y.X.; Yang, X.W.; Zhang, Y. A comparative study on the employment of heat treatment, electric pulse processing and friction stir processing to enhance mechanical properties of cold-spray-additive-manufactured copper. Surf. Coat. Technol. 2021, 409, 126887. [Google Scholar] [CrossRef]
- Wang, Z.; Han, C.; Huang, G.; Han, B.; Han, B. Cold spray micro-defects and post-treatment technologies: A review. Rapid Prototyp. J. 2021, 28, 330–357. [Google Scholar] [CrossRef]
- Kang, N.; Verdy, C.; Coddet, P.; Xie, Y.; Fu, Y.; Liao, H.; Coddet, C. Effects of laser remelting process on the microstructure, roughness and microhardness of in-situ cold sprayed hypoeutectic Al-Si coating. Surf. Coat. Technol. 2017, 318, 355–359. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, X.; Li, Z.; Shi, Y.; Liu, X. Tribological Behavior of Cold Sprayed Cu402F Coating after Laser Remelting. Surf. Technol. 2017, 46, 161–167. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, X.; LI, Z.; Shi, Y.; Song, W.; Shuai, G. Corrosion Resistance of Ni-Al Bronze Based Coatings Prepared by Laser Remelting and Cold Spraying. Surf. Eng. Remanuf. 2017, 17, 23–27. (In Chinese) [Google Scholar]
- Chen, Z.; Sun, X.; Li, Z.; Liu, X.; Shi, Y. Effect of laser remelting on microstructure and properties of nickel aluminum bronze coating prepared by cold spraying. Trans. Mater. Heat Treat. 2017, 38, 116–122. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, X.; Li, Z.; Shi, Y. Mechanical Properties of Cold Sprayed Cu402F and Cu Coating Deposited on Nickel Aluminum Bronze. Mater. Rep. 2018, 32, 1618–1622. [Google Scholar] [CrossRef]
- Luo, X.-T.; Wei, Y.-K.; Wang, Y.; Li, C.-J. Microstructure and mechanical property of Ti and Ti6Al4V prepared by an in-situ shot peening assisted cold spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Lu, F.F.; Ma, K.; Li, C.X.; Yasir, M.; Luo, X.T.; Li, C.J. Enhanced corrosion resistance of cold-sprayed and shot-peened aluminum coatings on LA43M magnesium alloy. Surf. Coat. Technol. 2020, 394, 125865. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Li, Y.-J.; Zhang, Y.; Luo, X.-T.; Li, C.-J. Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 2018, 138, 105–115. [Google Scholar] [CrossRef]
- Zhang, W.; Luo, X.; Liu, Q.; Li, C. Research Progress in Metallic Coatings Prepared with the In -Situ Micro-Forging Assisted Cold Spraying. Mater. Prot. 2022, 55, 34–43. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue behavior of cold spray coatings: The effect of conventional and severe shot peening as pre-/post-treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Brown, R.F.; Smith, G.M.; Hehr, A.; Eden, T.J. Ultrasonic Consolidation Post-Treatment of CuNi:Cr3C2-NiCr Composite Cold Spray Coatings: A Mechanical and Microstructure Assessment. J. Therm. Spray Technol. 2021, 30, 2069–2082. [Google Scholar] [CrossRef]
- Maharjan, N.; Bhowmik, A.; Kum, C.W.; Hu, J.K.; Yang, Y.J.; Zhou, W. Post-Processing of Cold Sprayed Ti-6Al-4V Coatings by Mechanical Peening. Metals 2021, 11, 1038. [Google Scholar] [CrossRef]
- Yang, J.; Li, W.; Xing, C.; Yin, S. Research Progress in Cold Spraying of Copper Coating. Mater. Prot. 2022, 55, 58–70+85. [Google Scholar] [CrossRef]
- Hu, K. Research on Microstructure and Strong Plasticity Improvement of Cold Sprayed Cu Deposits. Master’s Thesis, Northwestern Polytechnical University, Xi’an, China, 2019. [Google Scholar]
- Qiu, X.; Tariq, N.U.H.; Qi, L.; Wang, J.Q.; Xiong, T.Y. A hybrid approach to improve microstructure and mechanical properties of cold spray additively manufactured A380 aluminum composites. Mater. Sci. Eng. A-Struct. 2020, 772, 138828. [Google Scholar] [CrossRef]
- Tariq, N.H.; Gyansah, L.; Qiu, X.; Du, H.; Wang, J.Q.; Feng, B.; Yan, D.S.; Xiong, T.Y. Thermo-mechanical post-treatment: A strategic approach to improve microstructure and mechanical properties of cold spray additively manufactured composites. Mater. Des. 2018, 156, 287–299. [Google Scholar] [CrossRef]
- Huang, Q. Effect of Post-Treatment Process on Microstructure and Mechanical Properties of Cold Sprayed Pure Copper Coating. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2021. [Google Scholar]
- Sova, A.; Courbon, C.; Valiorgue, F.; Rech, J.; Bertrand, P. Effect of Turning and Ball Burnishing on the Microstructure and Residual Stress Distribution in Stainless Steel Cold Spray Deposits. J. Therm. Spray Technol. 2017, 26, 1922–1934. [Google Scholar] [CrossRef]
- Courbon, C.; Sova, A.; Valiorgue, F.; Pascal, H.; Sijobert, J.; Kermouche, G.; Bertrand, P.; Rech, J. Near surface transformations of stainless steel cold spray and laser cladding deposits after turning and ball-burnishing. Surf. Coat. Technol. 2019, 371, 235–244. [Google Scholar] [CrossRef]




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Composition | Particle Diameter | Gas | Pressure | Temperature | Hardness | Coating Properties | Application Field | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| Cu/Al2O3 | Cu/Al2O3 (50 wt%) | Cu/Al2O3 (−22 + 5 μm) | Air | 6 bar | 540 °C | 127 ± 8.9 HV0.3 | High hardness, low porosity, high density | Conductive, anti-corrosion, wear-resistant | [48] |
| Cu/Ni | Cu/Ni (0/6/16/33/48 wt%) | Cu (20 μm) | Air | 0.6 MPa | 600 °C | 190 HV100g | Low porosity, compact structure | Corrosion resistance | [49] |
| Ni (10 μm) | |||||||||
| Cu/W | Cu (70/50/30 wt%) | Cu (15–53 μm) | Air | 2 MPa | 500 °C | 260 HV0.05 | Low porosity | Wear-resistant | [50] |
| W (30/50/70 wt%) | W (3 μm) | ||||||||
| Cu/SiC/Al2O3 | Cu/SiC (15/35/45 wt%) | SiC (7.7–22.4 μm) | Air | 2.8 MPa | 450 °C | 215 HV | Low porosity, high hardness, low degree of oxidation | Wear-resistant and anti-corrosion | [51] |
| Cu/Al2O3 (15/35/45 wt%) | Al2O3 (9.4–23.8 μm) | ||||||||
| Cu/Ti3SiC2 | Cu/Ti3SiC2 (20/35/50/66.7 wt%) | Cu/Ti3SiC2 (15–45 μm) | N2 | 5 MPa | 650 °C | 2.61 GPa | High bonding strength and uniform density | Wear-resistant | [52] |
| Cu/MoS2 | Cu/MoS2 (1.8 ± 0.99 wt%) | Cu (26 μm) | N2 | 5 MPa | 800 °C | 124 HV0.2 | Low coefficient of friction | Self-lubricating | [53] |
| MoS2 (30 μm) | |||||||||
| Cu/MoS2/WC | Cu/MoS2 (9 wt%) | Cu (26 μm) | N2 | 5 MPa | 800 °C | 130 HV0.2 | Low wear rate | Self-lubricating, high wear resistance | [54] |
| Cu/MoS2 (9 wt%-WC 19 wt%) | MoS2 (68 μm) | ||||||||
| WC (30 μm) | |||||||||
| Cu/MoS2 (5 wt%-WC 19 wt%) | Cu (26 μm) MoS2 (30 μm) WC (30 μm) | N2 | 5 MPa | 800 °C | 3.2 GPa | Significantly lower wear rate of dense coating | [55] | ||
| Cu/Al2Cu | Cu/Al2Cu (0/5/10/15 wt%) | Cu (68 μm) | Air | 6 bar | 550 °C | 132 ± 12 HV0.025 | Low porosity and high hardness | Conductive | [56] |
| Al2Cu (44 μm) |
| Coating | Coating Composition | Test Conditions | Best Ratio | Friction Coefficient | Wear Rate | Conclusion | Ref. |
|---|---|---|---|---|---|---|---|
| Cu/W | Cu (70, 50, 30 wt%)/W (30, 50, 70 wt%) | steel ball, 5 N, 20 min, dry sliding friction | Cu (50 wt%)/W(50 wt%) | 0.15–0.5 | 5.4 × 10−5 (mm3/N·m) | Low porosity of the coating, high hardness, and enhanced wear resistance | [50] |
| Cu/SiC/Al2O3 | WC–Co ball, Φ 6 mm, 5 N, 30 mm/s, dry sliding wear | Cu/Al2O3 (45 wt%) | 0.2–0.5 | (11.29 ± 1.65) × 10−4 (mm3/N·m) | Coatings with low porosity, high hardness, and low oxidation | [51] | |
| Cu/SiC/Al2O3 (15, 35, 45 wt%) | |||||||
| Cu/Ti3SiC2 | Cu/Ti3SiC2 (20, 35, 50, 66.7 wt%) | 7075 aluminum ball, Φ 6 mm, 5 N, 5 min, reciprocating dry friction test | Cu/Ti3SiC2 (50 wt%) | 0.4–0.5 | 6.15 × 10−5 (mm3/N·m) | Mechanical properties and wear resistance of the coating are significantly improved. | [52] |
| Cu/MoS2 | Cu/MoS2 (1.8 ± 0.99 wt%) | Al2O3 ball, 5 N, 2 mm/s, reciprocation | Cu/MoS2 (1.8 ± 0.99 wt%) | 0.14–0.15 | 0.12–0.22 nm/cycle | The tribological properties of the coating in dry air are very good, and the anti-friction effect is very obvious. | [53] |
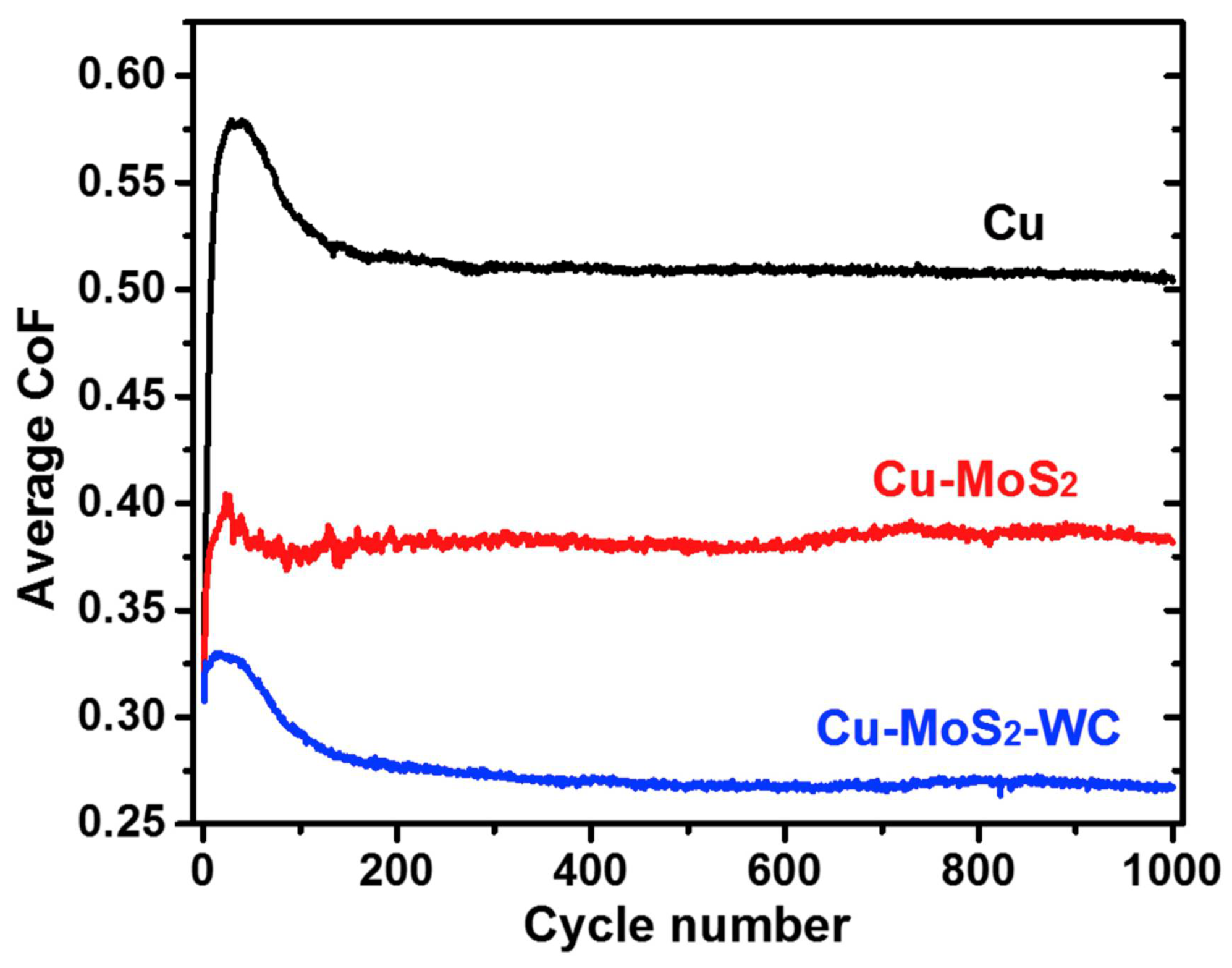
| Cu/MoS2/WC | Cu/MoS2 (9 wt%) | Al2O3 balls, Φ 6 mm | Cu-MoS2 (9 wt%)-WC (19 wt%) | 0.27–0.28 | ~1.9 × 10−5 (mm3/N·m) | During the sliding process, WC particles contribute to the formation of a transfer film, resulting in a lower coefficient of friction and a uniform wear trajectory. | [54] |
| Cu/MoS2 (9 wt%)- | 5 N, 4 mm, 2 mm/s, | ||||||
| WC (19 wt%) | 100/1000 cycle, | ||||||
| Cu/MoS2 (5 wt%) | ball-on-plate tribometer, 150 N, 200 μm, 5 Hz, 3500/10,000/30,000 cycle, (AISI 440C) ball, 50 mm | Cu-MoS2 (5 wt%)-WC (19 wt%) | 0.4–0.55 | ~8 × 10−5 (mm3/N·m) | [55] | ||
| Cu/MoS2 (5 wt%)- | |||||||
| WC (19 wt%) | |||||||
| Cu/Zn/graphite | Cu/Zn/graphite (20/30 wt%) | 52, 100 bearing steel ball, 2–6 N, 0.11 m/s ball on disc | Cu/Zn/graphite (20 wt%) | 0.12–0.30 | 10−6–10−8 (mm3/N·m) | The Cu–Zn–graphite composite coating has excellent wear resistance and self-lubricating properties. | [97] |
| Cu/Al2O3/graphite | Cu/Al2O3/graphite (0–20 wt%) | 304 ball, Φ 6 mm, 5 N, 6 mm/s, dry sliding wear | Cu/Al2O3/graphite (10 wt%) | 0.29–0.55 | ~1.2 × 10−4 (mm3/N·m) | The coating has a high bonding strength, low friction coefficient, and excellent lubricating performance. | [98] |
| Cu/graphite oxide | Cu/(1 wt% graphene oxide dispersion) | steel ball, Φ 10 mm, 0.5–6 N, 200 rmp, dry rub | Cu/(1 wt% graphene oxide dispersion) | 0.1–0.4 | ~1.5 × 10−5 (mm3/N·m) | The graphene/copper composite coating exhibits good wear resistance and antifriction properties. | [99] |
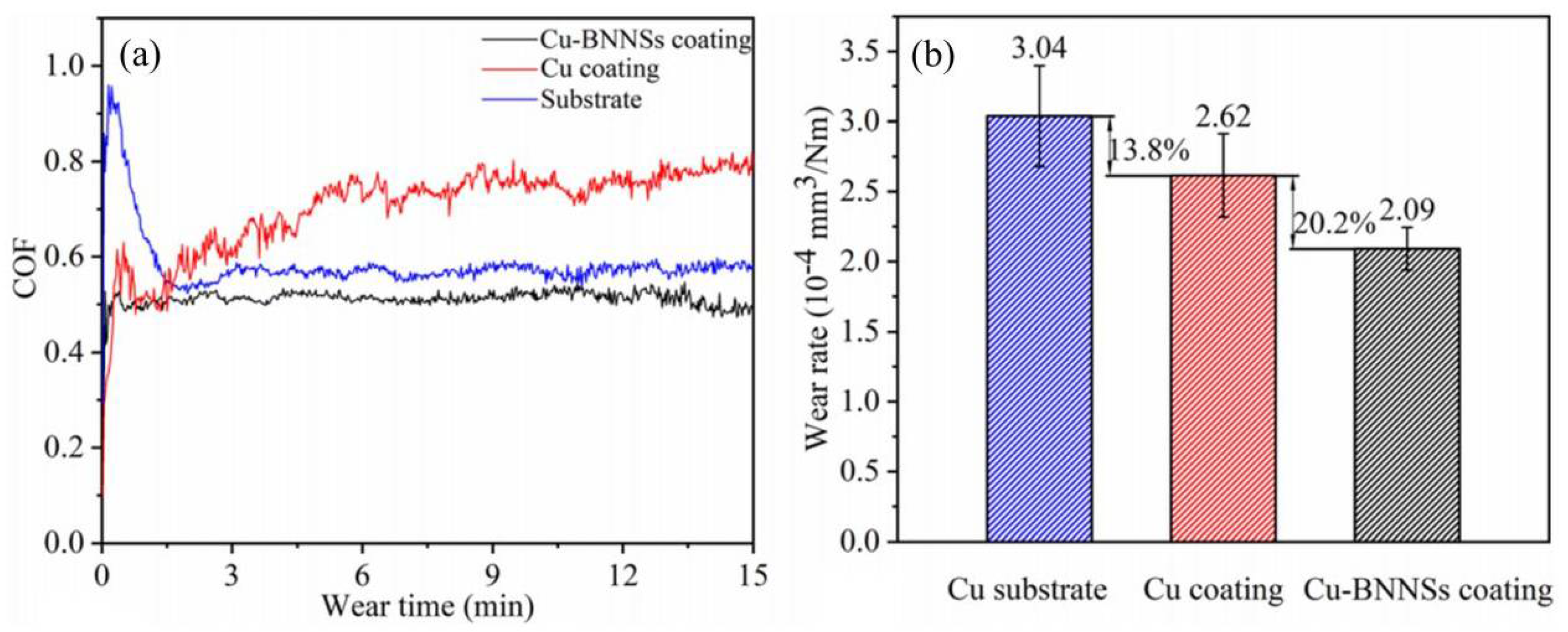
| Cu/BNNSs nanosheets | Cu/BNNSs nanosheets | GCr15 steel ball, Φ 6 mm, 4 N, | Cu/BNNSs nanosheets | ~0.51 | ~2.10 × 10−4 (mm3/N·m) | The presence of BNNSs facilitates the formation of a lubricating film, prevents material shedding, significantly reduces the wear rate of the coating, and plays a good role in lubrication and wear reduction. | [101] |
| 0.18 m/s, ball on disc,15min | |||||||
| Cu/BNNSs (1 wt%) | GCr15 steel ball, Φ 6 mm, 4 N, 0.18 m/s, ball on disc, 3 min | Cu/BNNSs (1 wt%) | ~0.51 | 2.09 × 10−4 (mm3/N·m) | [102] |
| Coating | Coating Composition | Best Ratio | Substrate | Self-Corrosion Potential (Ecorr/V) | Electrical Conductivity | Microhardness | Conclusion | Ref. |
|---|---|---|---|---|---|---|---|---|
| Cu/Al2O3 | Cu/Al2O3 (50 wt%) | Cu/Al2O3 (50 wt%) | Steel Fe52 | −0.48 | 60% IACS | 127 HV0.3 | Coating has the same corrosion resistance as bulk copper | [48] |
| Cu/Ni | Cu/Ni (0/6/16/33/48 wt%) | Cu/Ni (16 wt%) | AZ31D | −0.452 | 150 HV100g | The coating porosity is reduced, and the corrosion resistance is the best. | [49] | |
| Cu/Al2Cu | Cu/Al2Cu (0/5/10/15 wt%) | Cu/Al2Cu (5 wt%) | Copper | 32.7 ± 0.3 (MS/m) | 159 ± 12 HV0.025 | Significantly improved electrical conductivity and wear resistance | [56] | |
| Ni/Cu/Cr/Al2O3 | Ni/CuNiCr/Al2O3 (50 wt%) | NiCu/Al2O3 | Steel (Fe52) | −0.303 | 375 HV0.3 | Increased corrosion resistance of the coating | [103] | |
| (50 wt%) | ||||||||
| Cu/SiC/Al2O3 | Cu | Cu/Al2O3 | Aluminum alloy | 62% IACS | 120 HV0.2 | The coating has no obvious pores and cracks, and has the best corrosion resistance. | [104] | |
| Cu/SiC | ||||||||
| Cu/Al2O3 | ||||||||
| Cu/Cu2O | Cu (90/80/70 wt%) | Cu (70 wt%)/Cu2O (30 wt%) | Q235 Steel | −0.313 | Low coating porosity, best antifouling and corrosion resistance | [105] | ||
| Cu2O (10/20/30 wt%) | ||||||||
| Cu/Al2O3/Zn | Cu (40–70 wt%) | Cu (40 wt%)/Al2O3 (60 wt%) | Copper contact wire | 36 (MS/m) | 143 HB | The coating is the most adhesive and has the best conductivity. | [111] | |
| Al2O3 (30–60 wt%) | ||||||||
| Zn (0–10 wt%) | ||||||||
| Cu/Ag | Cu/Ag (0.1/23.7 wt%) | Cu/Ag (0.1 wt%) | AISI 4130 steel | 95.4 ± 0.5 | Significantly improved conductivity | [113] | ||
| IACS |
| Post-Processing Technology | Mechanism | Used in Additive Manufacturing | Refinement and Dispersion of Ceramic Reinforcement Particles | Reduce Porosity | Corrosion Resistance | Hardness | Wear Resistance | Bond Strength | Ultimate Tensile Strength (UTS) | Advantage | Disadvantage |
|---|---|---|---|---|---|---|---|---|---|---|---|
| HT | Thermal action | 0 | 1 | 0 | 3 | 4 | 3 | 3 | 4 | Convenient operation, low cost, improved mechanical properties, and reduced residual stress | Limited performance improvement, reduced matrix performance, limited sample size |
| LR | Thermal action | 1 | 1 | 0 | 3 | 3 | 3 | 2 | 2 | The surface layer of the coating is densified to improve the wear resistance and corrosion resistance of the coating. | There are large pores at the bonding interface. |
| FSP | Strong thermal–mechanical coupling | 0 | 0 | 0 | 3 | 3 | 3 | 3 | 3 | Convenient operation, low cost, improved tissue performance, and reduced porosity | Coating internal residual stress, limited sample size |
| SP | Compaction | 0 | 1 | 0 | 3 | 3 | 2 | 3 | 3 | Compressive stress is generated, and the density of the coating is improved. | Easy to lose the microscopic topography of the coating surface |
| EPP | Thermal action | 0 | 0 | 0 | 3 | 3 | 2 | 2 | 3 | Local heat treatment, high efficiency | Not suitable for higher resistivity layers |
| HR | Strong thermal–mechanical coupling | 0 | 0 | 0 | 3 | 3 | 2 | 2 | 3 | Improved coating performance and reduced porosity | Complex process, high cost, limited sample size |
| BB | Compaction | 2 | 1 | 0 | 2 | 2 | 2 | 2 | 2 | The residual stress is reduced, and the corrosion resistance and hardness of the coating are enhanced. | There is destruction of the microstructure near the surface of the coating, causing severe deformation. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Li, P.; Guo, W.; Ma, G.; Wang, H. Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review. Coatings 2023, 13, 479. https://doi.org/10.3390/coatings13030479
Wang H, Li P, Guo W, Ma G, Wang H. Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review. Coatings. 2023; 13(3):479. https://doi.org/10.3390/coatings13030479
Chicago/Turabian StyleWang, Huipeng, Peng Li, Weiling Guo, Guozheng Ma, and Haidou Wang. 2023. "Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review" Coatings 13, no. 3: 479. https://doi.org/10.3390/coatings13030479
APA StyleWang, H., Li, P., Guo, W., Ma, G., & Wang, H. (2023). Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review. Coatings, 13(3), 479. https://doi.org/10.3390/coatings13030479