

Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
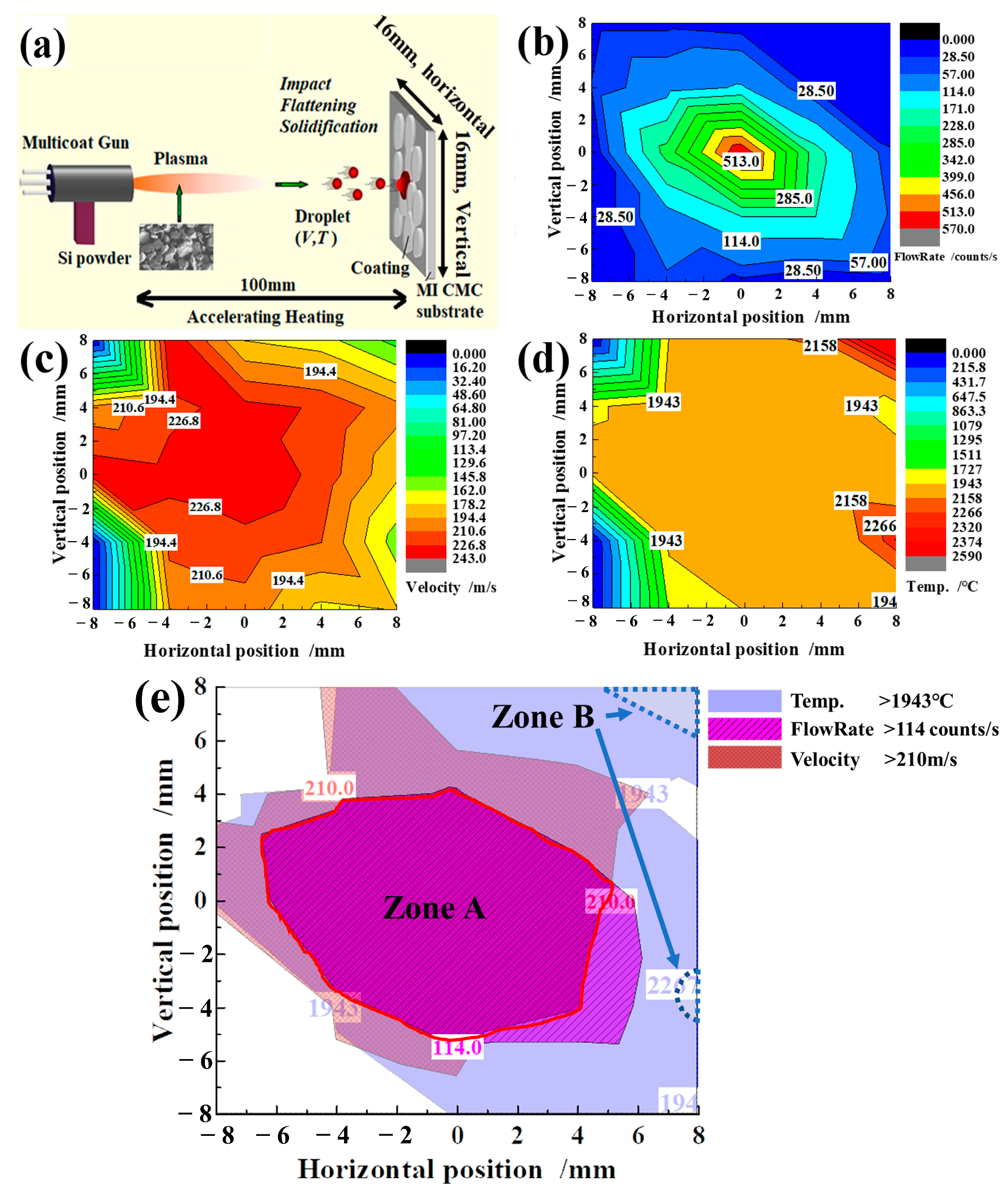
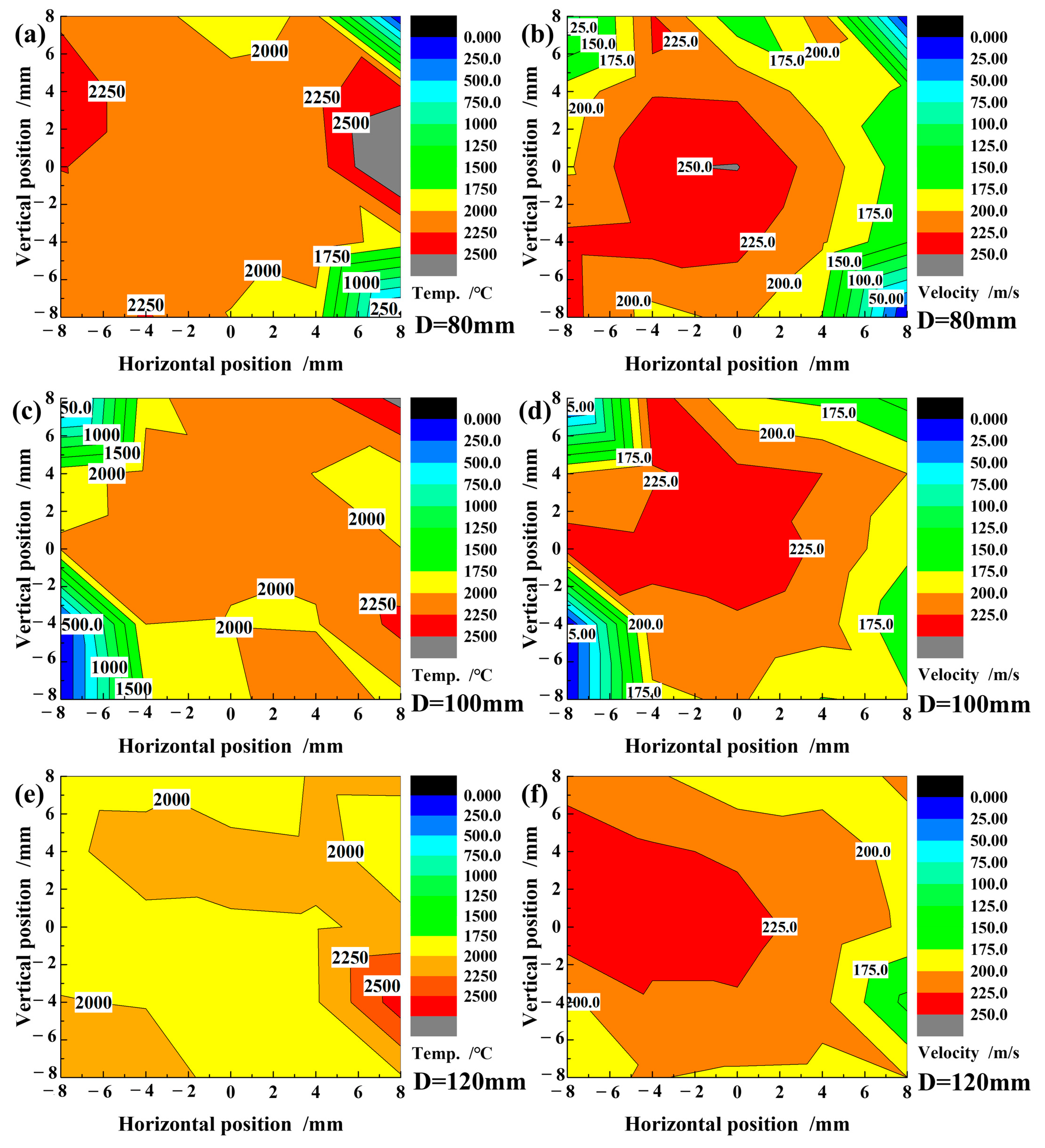
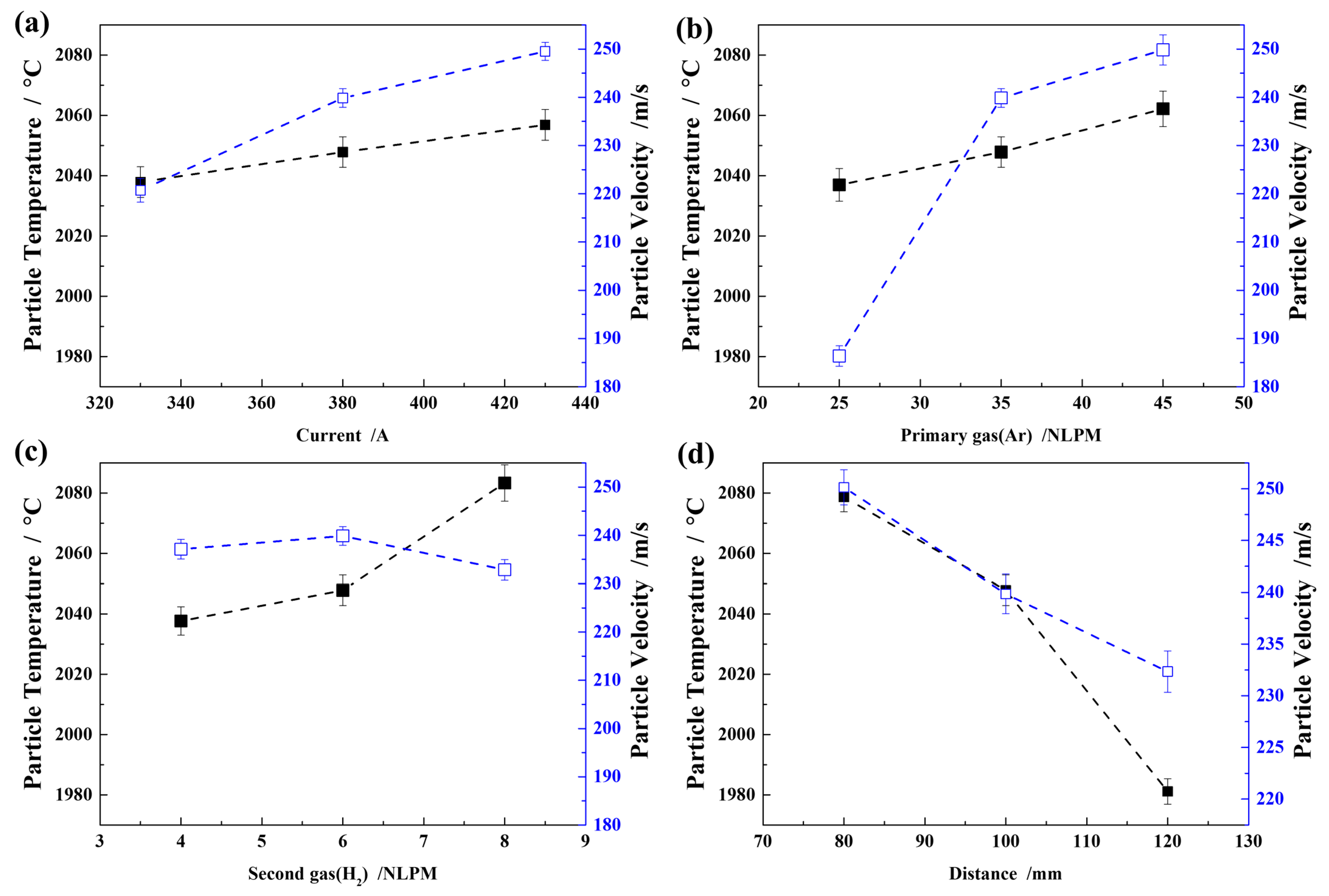
2.2. Inflight Particle Measurement
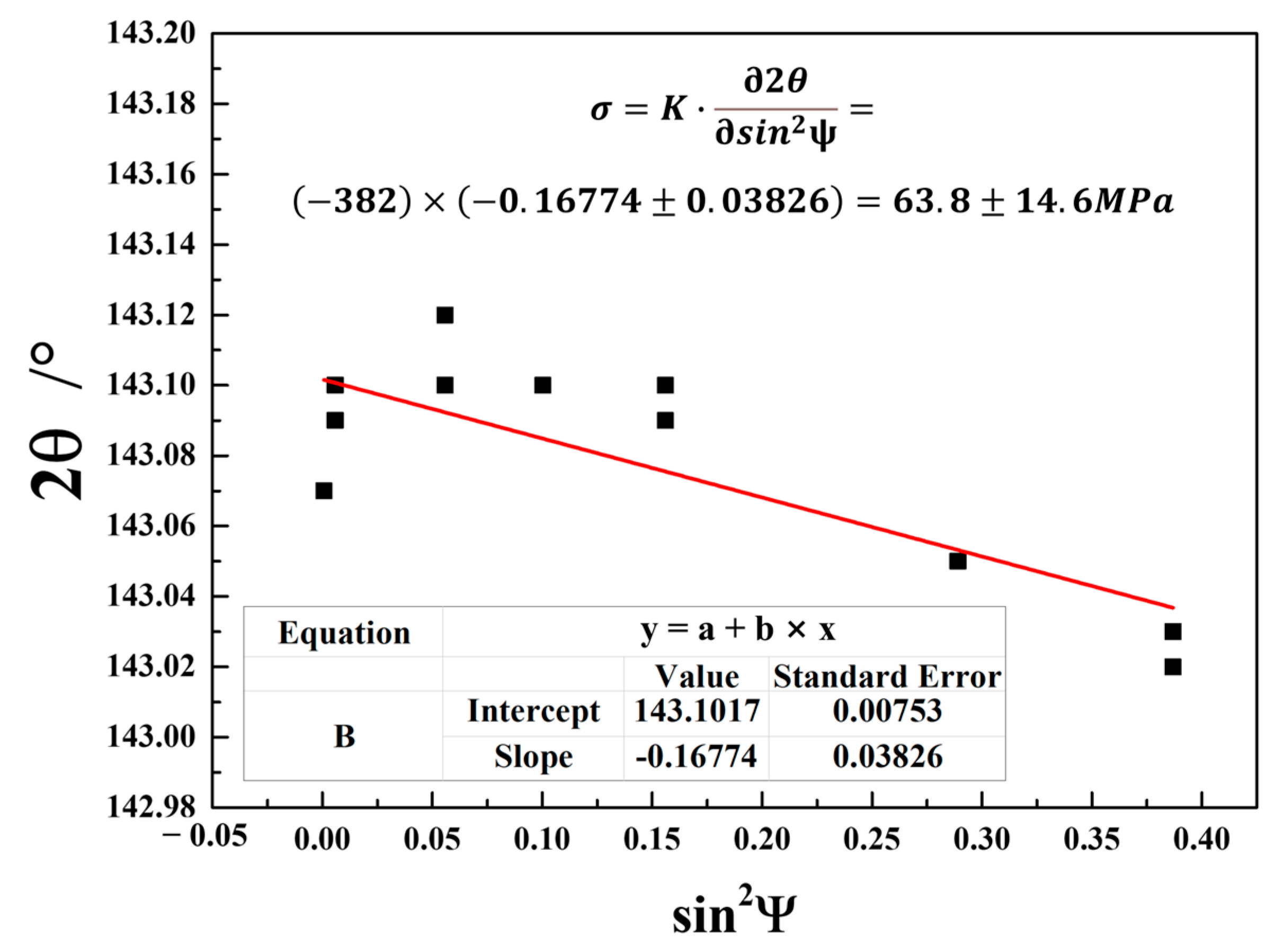
2.3. Analysis Methods
3. Results and Discussion
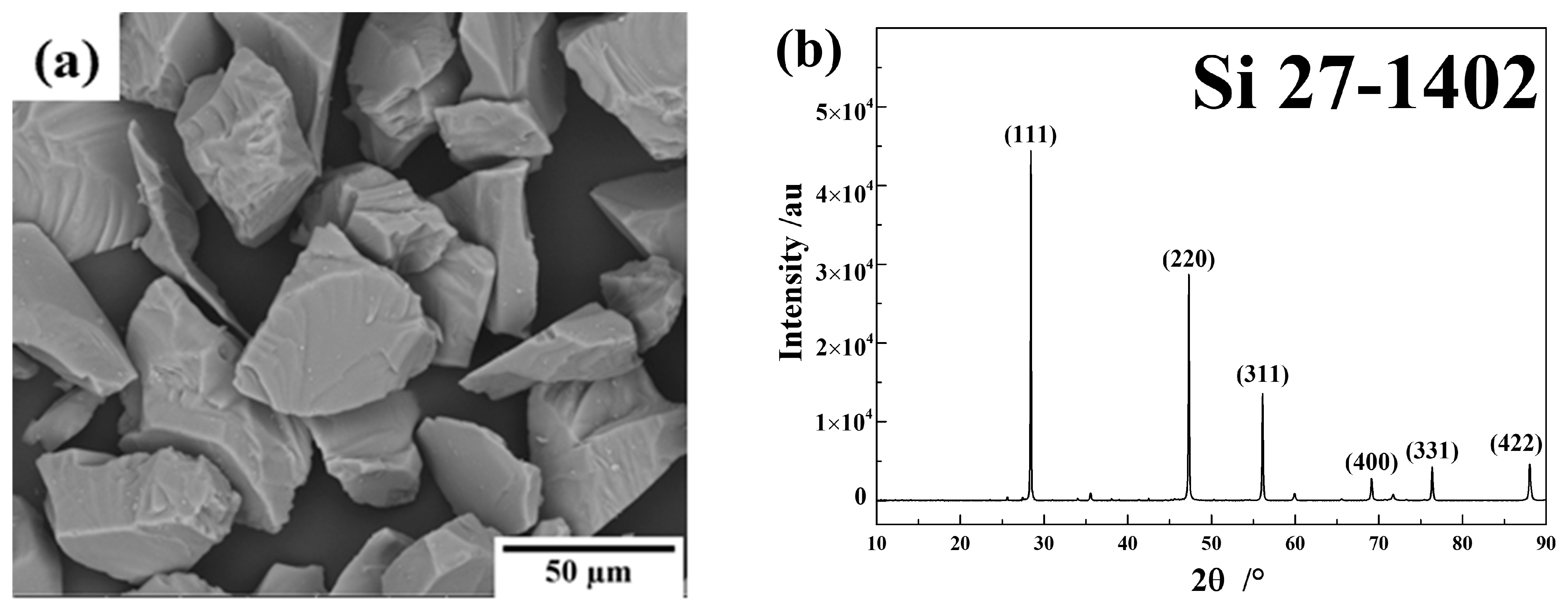
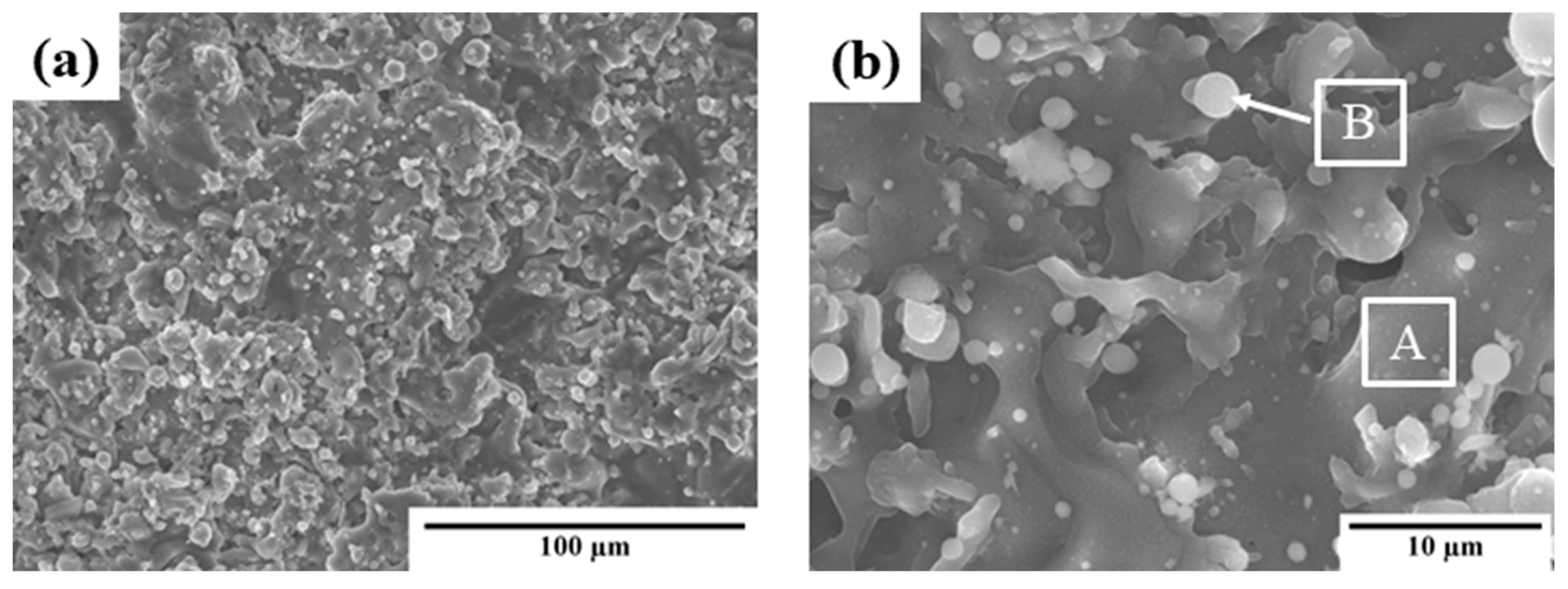
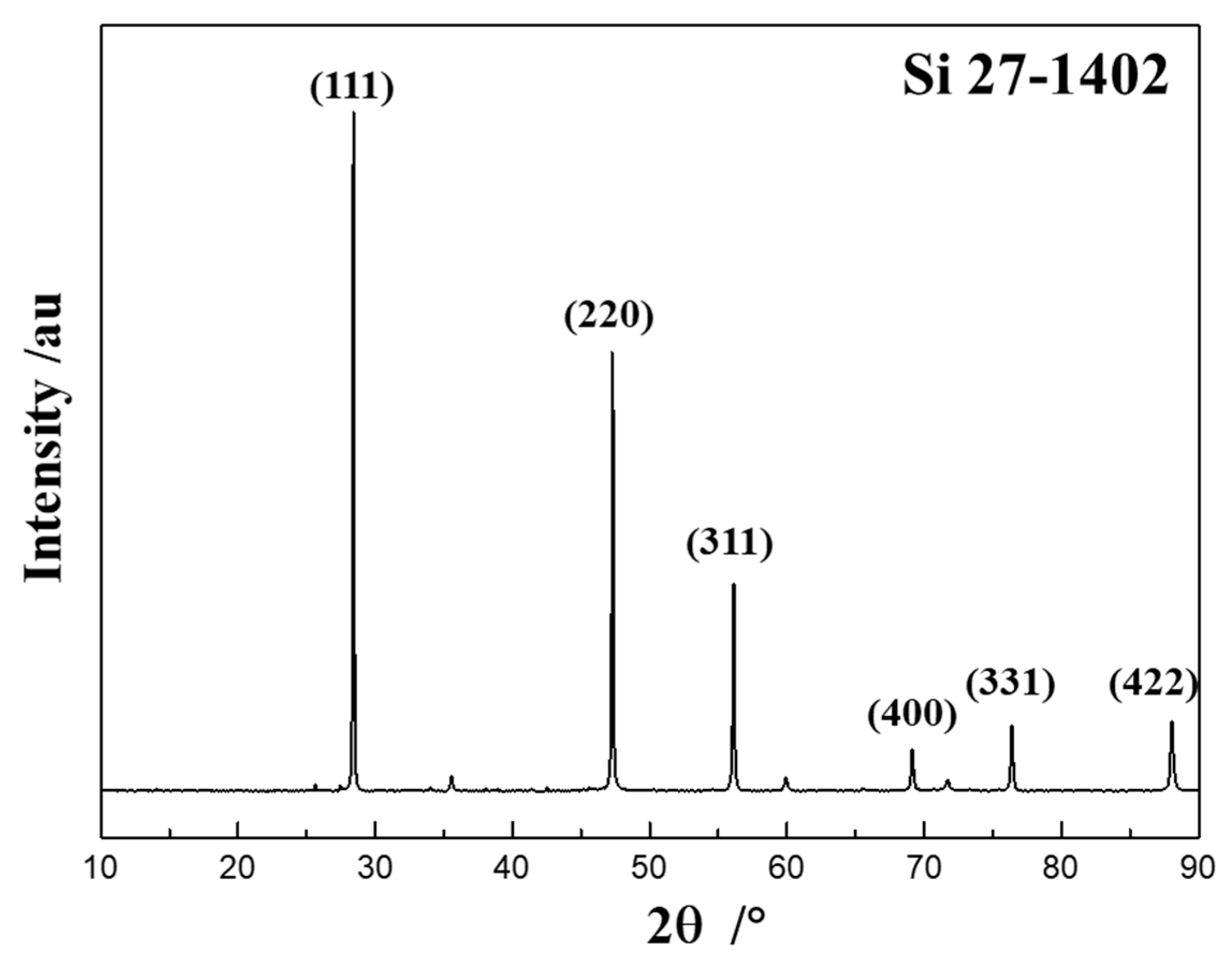
3.1. Coating Microstructure and Phase of As-Sprayed Si Layer
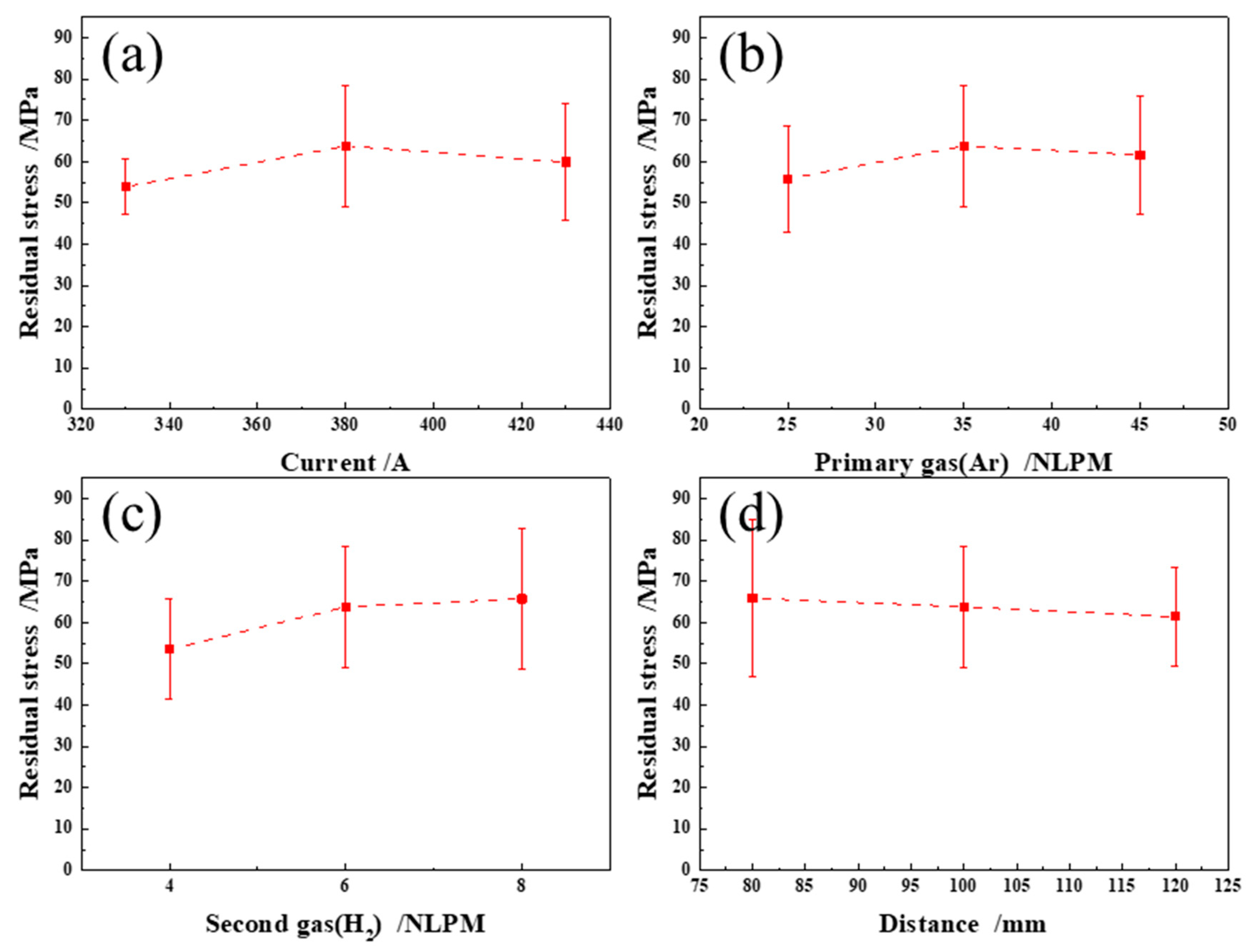
3.2. The Influence of Spraying and Annealing Parameters on the Residual Surface Stress
3.3. Quantification and Distribution of Cross-Section Residual Stress
4. Conclusions
- (1)
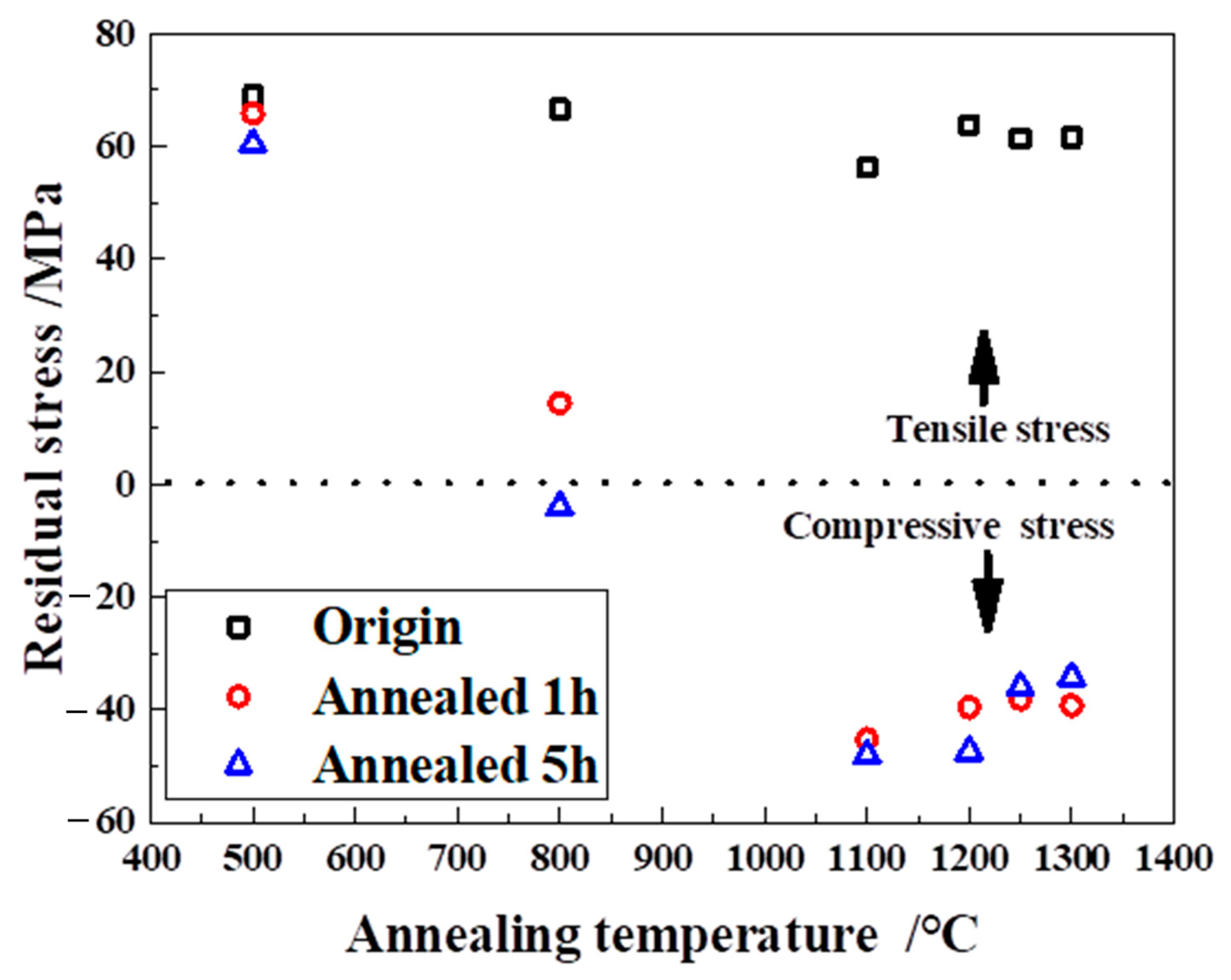
- The as-sprayed Si coatings prepared in this work exhibited tensile surface stress, ranging from 53.5 to 65.9 MPa. The spraying distance and the second gas (H2) flow rate could be considered the most important parameters for controlling residual stress on the coating surface.
- (2)
- When the annealing temperature reached 800 °C, the surface tensile stress of the as-sprayed Si coating level rapidly decreased and transformed into compressive stress after 5 hrs. This phenomenon occurred more quickly when the annealing temperature was higher than 1100 °C.
- (3)
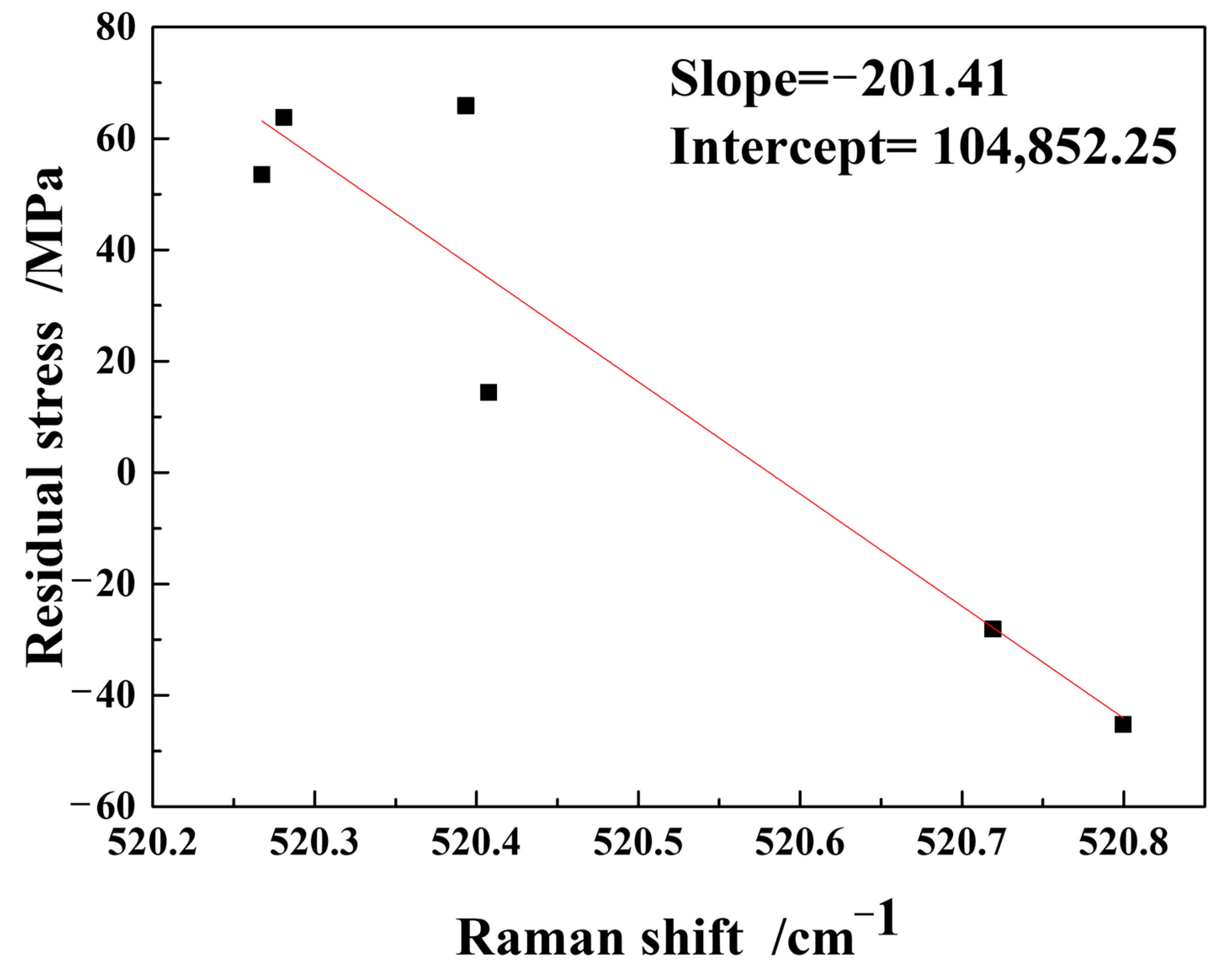
- Using a combination of X-ray diffraction and Raman spectroscopy, the Raman shift–stress coefficient () and the Raman shift with free stress () were calculated as −201.41 MPa/cm−1 and 520.591 cm−1, respectively, for the APS Si layer.
- (4)
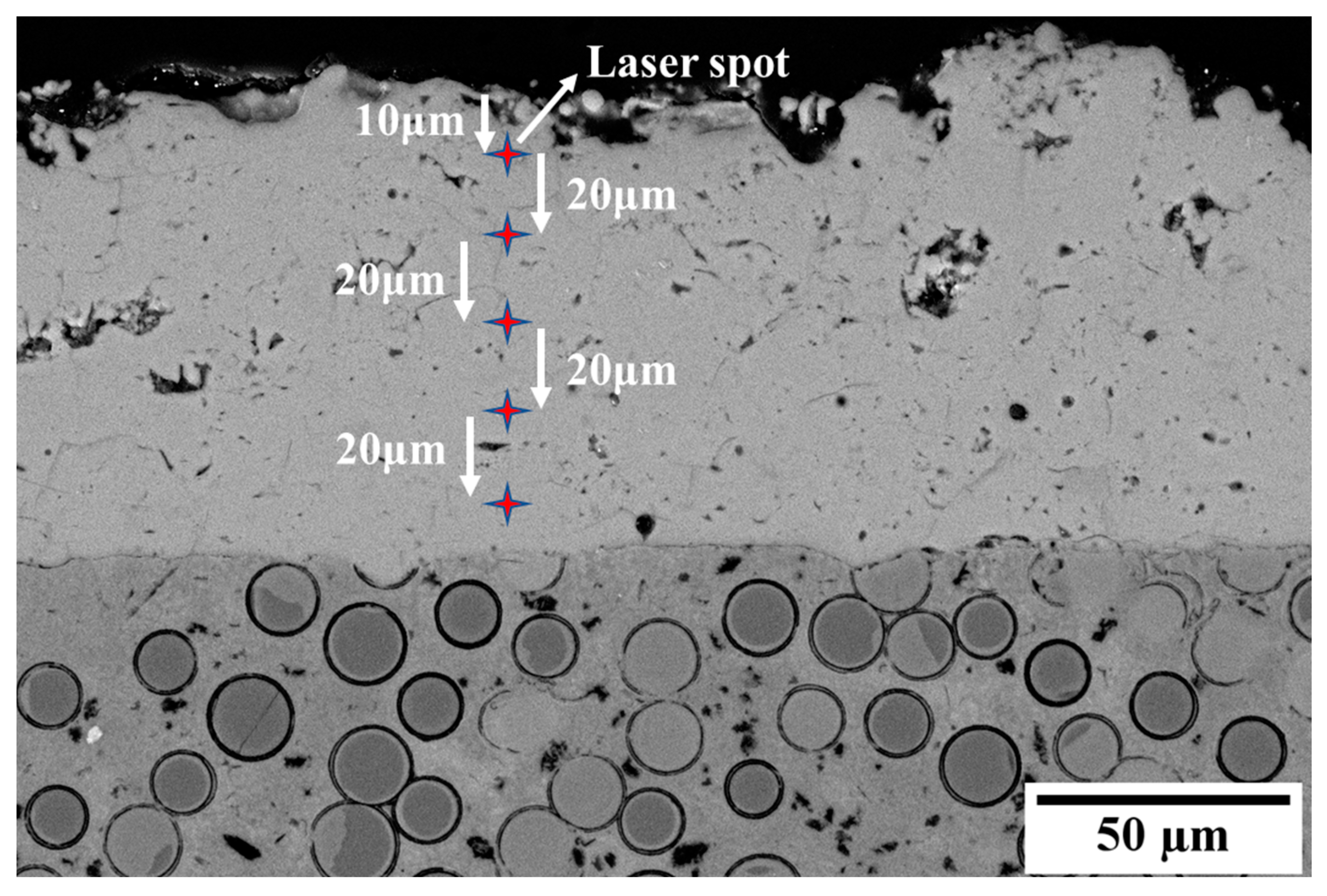
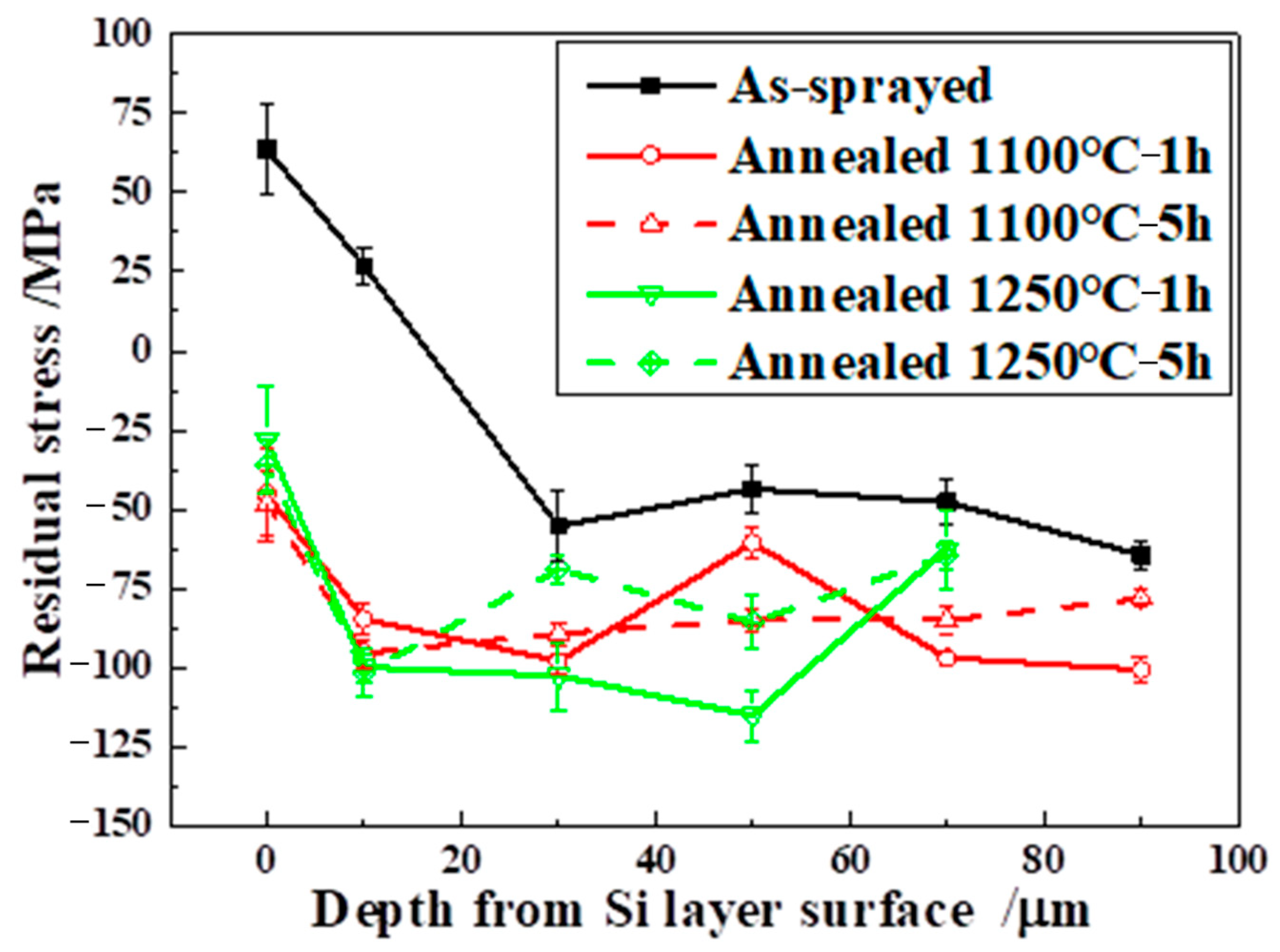
- Based on the calculated and values, the residual stress distribution in the cross-section of the Si layers was analyzed. Compared with the as-sprayed Si layer, the surface and interior of the coating both showed compressive stress after heat treatment at 1100 and 1250 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.; Zhang, L.; Liu, Q.; Cheng, L.; Wang, Y. Calcium–magnesium–aluminosilicate corrosion behaviors of rare-earth disilicates at 1400 °C. J. Eur. Ceram. Soc. 2013, 33, 3419–3428. [Google Scholar] [CrossRef]
- Glass, D. Ceramic Matrix Composite (CMC) Thermal Protection Systems (TPS) and Hot Structures for Hypersonic Vehicles. In Proceedings of the 15th AIAA International Space Planes and Hypersonic Systems and Technologies Conference, Dayton, OH, USA, 28 April–1 May 2008. [Google Scholar]
- Katoh, Y.; Snead, L.; Henager, C.; Nozawa, T.; Hinoki, T.; Iveković, A.; Novak, S.; de Vicente, S.G. Current status and recent research achievements in SiC/SiC composites. J. Nucl. Mater. 2014, 455, 387–397. [Google Scholar] [CrossRef] [Green Version]
- Christin, F. Design, Fabrication, and Application of Thermostructural Composites (TSC) like C/C, C/SiC, and SiC/SiC Composites. Adv. Eng. Mater. 2002, 4, 903–912. [Google Scholar] [CrossRef]
- Beesley, C. The Application of CMCs in High Integrity Gas Turbine Engines. Key Eng. Mater. 1996, 127–131, 165–176. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Bennett, C.; Hussain, T. A review on environmental barrier coatings: History, current state of the art and future developments. J. Eur. Ceram. Soc. 2021, 41, 1747–1768. [Google Scholar] [CrossRef]
- Padture, N.P. Environmental degradation of high-temperature protective coatings for ceramic-matrix composites in gas-turbine engines. Npj Mater. Degrad. 2019, 3, 11. [Google Scholar] [CrossRef] [Green Version]
- Jian, Y.; Wang, Y.; Liu, R.; Wan, F.; Zhang, J. Property evolutions of Si/mixed Yb2Si2O7 and Yb2SiO5 environmental barrier coatings completely wrapping up SiCf/SiC composites under 1300 °C water vapor corrosion. Ceram. Int. 2021, 47, 22373–22381. [Google Scholar] [CrossRef]
- Chen, H.-F.; Zhang, C.; Liu, Y.-C.; Song, P.; Li, W.-X.; Yang, G.; Liu, B. Recent progress in thermal/environmental barrier coatings and their corrosion resistance. Rare Met. 2020, 39, 498–512. [Google Scholar] [CrossRef]
- Jang, B.-K.; Feng, F.-J.; Lee, K.-S.; García, E.; Nistal, A.; Nagashima, N.; Kim, S.; Oh, Y.-S.; Kim, H.-T. Thermal behavior and mechanical properties of Y2SiO5 environmental barrier coatings after isothermal heat treatment. Surf. Coat. Technol. 2016, 308, 24–30. [Google Scholar] [CrossRef]
- Cojocaru, C.V.; Kruger, S.E.; Moreau, C.; Lima, R.S. Elastic Modulus Evolution and Behavior of Si/Mullite/BSAS-Based Environmental Barrier Coatings Exposed to High Temperature in Water Vapor Environment. J. Therm. Spray Technol. 2011, 20, 92–99. [Google Scholar] [CrossRef] [Green Version]
- Cojocaru, C.; Lévesque, D.; Moreau, C.; Lima, R.S. Performance of thermally sprayed Si/mullite/BSAS environmental barrier coatings exposed to thermal cycling in water vapor environment. Surf. Coat. Technol. 2013, 216, 215–223. [Google Scholar] [CrossRef]
- Lee, K.N.; Eldridge, J.I.; Robinson, R.C. Residual Stresses and Their Effects on the Durability of Environmental Barrier Coatings for SiC Ceramics. J. Am. Ceram. Soc. 2005, 88, 3483–3488. [Google Scholar] [CrossRef]
- Samal, S.; Molnárová, O.; Pruša, F.; Kopecek, J.; Heller, L.; Šittner, P.; Škodová, M.; Abate, L.; Blanco, I. Net-Shape NiTi Shape Memory Alloy by Spark Plasma Sintering Method. Appl. Sci. 2021, 11, 1802. [Google Scholar] [CrossRef]
- Samal, S.; Tyc, O.; Cizek, J.; Klecka, J.; Luká, F.; Molnárová, O.; de Prado, E.; Weiss, Z.; Kopecek, J.; Heller, L.; et al. Fabrication of Thermal Plasma Sprayed NiTi Coatings Possessing Functional Properties. Coatings 2021, 11, 610. [Google Scholar] [CrossRef]
- Samal, S.; Kopecek, J.; Šittner, P. Interfacial Adhesion of Thick NiTi Coating on Substrate Stainless Steel. Materials 2022, 15, 8598. [Google Scholar] [CrossRef]
- Harder, B.J.; Almer, J.D.; Weyant, C.M.; Lee, K.N.; Faber, K.T. Residual Stress Analysis of Multilayer Environmental Barrier Coatings. J. Am. Ceram. Soc. 2009, 92, 452–459. [Google Scholar] [CrossRef]
- Du, J.; Liu, R.; Wan, F.; Li, D.; Li, J.; Wang, Y. Failure mechanism of ytterbium silicate/silicon bi-layer environmental barrier coatings on SiCf/SiC composites upon long-time water vapor and oxygen corrosion test. Surf. Coat. Technol. 2022, 447, 128871. [Google Scholar] [CrossRef]
- Du, J.; Yu, G.; Jia, Y.; Liu, C.; Sui, Z.; Gao, X.; Wang, F.; Song, Y. Numerical study of residual stresses in environmental barrier coatings with random rough geometry interfaces. Ceram. Int. 2023, 49, 5748–5759. [Google Scholar] [CrossRef]
- Talaat, H.; Negm, S.; Schaffer, H.; Kaltsas, G.; Nassiopoulou, A. Micro-Raman analysis of polysilicon membranes deposited on porous silicon channels. J. Non-Crystalline Solids 2000, 266–269, 1345–1349. [Google Scholar] [CrossRef]
- Nguyen, T.N.; Nguyen, V.D.; Jung, S.; Yi, J. Raman scattering analysis of the residual stress in metal-induced crystallized amorphous silicon thin films using nickel. Appl. Surf. Sci. 2009, 255, 8252–8256. [Google Scholar] [CrossRef]
- Zheng, L.; Zhao, G.; Yan, C.; Xu, X.; Su, L.; Dong, Y.; Xu, J. Raman spectroscopic investigation of pure and ytterbium-doped rare earth silicate crystals. J. Raman Spectrosc. 2007, 38, 1421–1428. [Google Scholar] [CrossRef]
- Li, X.; Jin, S.; Zhang, R.; Gao, Y.; Liu, Z.; Yao, Y.; Wang, Y.; Wang, X.; Zhang, Y.; Tao, X. The resolution and repeatability of stress measurement by Raman and EBSD in silicon. Vacuum 2022, 203, 111276. [Google Scholar] [CrossRef]
- Cui, Y.; Guo, M.; Wang, C.; Tang, Z.; Cheng, L. Evolution of the residual stress in porous ceramic abradable coatings under thermal exposure. Surf. Coat. Technol. 2020, 394, 125915. [Google Scholar] [CrossRef]
- Cui, Y.; Guo, M.; Wang, C.; Jiao, J.; Cheng, L. Zirconia-based Abradable Coatings Fabricated on Single-crystal Superalloy: Microstructure, Residual Stress and Mechanical Properties. J. Alloys Compd. 2022, 907, 164537. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, T.-Y.; Wong, M.; Zohar, Y. Residual-stress relaxation in polysilicon thin films by high-temperature rapid thermal annealing. Sensors Actuators A Phys. 1998, 64, 109–115. [Google Scholar] [CrossRef]
- Teixeira, R.; Doi, I.; Zakia, M.; Diniz, J.; Swart, J. Micro-Raman stress characterization of polycrystalline silicon films grown at high temperature. Mater. Sci. Eng. B 2004, 112, 160–164. [Google Scholar] [CrossRef]
- Kang, Y.; Qiu, Y.; Lei, Z.; Hu, M. An application of Raman spectroscopy on the measurement of residual stress in porous silicon. Opt. Lasers Eng. 2005, 43, 847–855. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, W.; Tan, H.; Guo, J.; Kang, Y. Micro-Raman spectroscopy stress measurement method for porous silicon film. Opt. Lasers Eng. 2010, 48, 1119–1125. [Google Scholar] [CrossRef]
- Mauer, G.; Vaßen, R.; Zimmermann, S.; Biermordt, T.; Heinrich, M.; Marques, J.-L.; Landes, K.; Schein, J. Investigation and Comparison of In-Flight Particle Velocity During the Plasma-Spray Process as Measured by Laser Doppler Anemometry and DPV-2000. J. Therm. Spray Technol. 2013, 22, 892–900. [Google Scholar] [CrossRef]
- Guo, X.; Planche, M.-P.; Chen, J.; Liao, H. Relationships between in-flight particle characteristics and properties of HVOF sprayed WC-CoCr coatings. J. Mater. Process. Technol. 2014, 214, 456–461. [Google Scholar] [CrossRef]
- Ye, C.; Jiang, P. Accurate residual stress measurement as a function of depth in environmental barrier coatings via a combination of X-ray diffraction and Raman spectroscopy. Ceram. Int. 2020, 46, 12613–12617. [Google Scholar] [CrossRef]
- Kouteva-Arguirova, S.; Seifert, W.; Kittler, M.; Reif, J. Raman measurement of stress distribution in multicrystalline silicon materials. Mater. Sci. Eng. B 2003, 102, 37–42. [Google Scholar] [CrossRef]
- Niu, Y.; Zheng, X.; Liu, X.; Ji, H.; Ding, C. Influence of powder size on characteristics of air plasma sprayed silicon coatings. Ceram. Int. 2012, 38, 5897–5905. [Google Scholar] [CrossRef]
- Hopcroft, M.A.; Nix, W.D.; Kenny, T.W. What is the Young’s Modulus of Silicon? J. Microelectromech. Syst. 2010, 19, 229–238. [Google Scholar] [CrossRef] [Green Version]
- Ghara, T.; Bandyopadhyay, P. Understanding the role of in-flight particle temperature and velocity on the residual stress depth profile and other mechanical properties of atmospheric plasma sprayed Al2O3 coating. J. Eur. Ceram. Soc. 2022, 42, 4353–4368. [Google Scholar] [CrossRef]
- Richards, B.T.; Begley, M.R.; Wadley, H.N. Mechanisms of Ytterbium Monosilicate/Mullite/Silicon Coating Failure During Thermal Cycling in Water Vapor. J. Am. Ceram. Soc. 2015, 98, 4066–4075. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Items | Current, A | Primary Gas (Ar), nlpm | Second Gas (H2), nlpm | Feed Rate, g/min | Spraying Distance, mm |
|---|---|---|---|---|---|
| PA-1 | 330 | 35 | 6 | 25 | 100 |
| PB-1 | 380 | 25 | 6 | 25 | 100 |
| PC-1 | 380 | 35 | 4 | 25 | 100 |
| PD-1 | 380 | 35 | 6 | 25 | 80 |
| P0 | 380 | 35 | 6 | 25 | 100 |
| PD-2 | 380 | 35 | 6 | 25 | 120 |
| PC-2 | 380 | 35 | 8 | 25 | 100 |
| PB-2 | 380 | 45 | 6 | 25 | 100 |
| PA-2 | 430 | 35 | 6 | 25 | 100 |
| Position | At% of Oxygen | At% of Silicon |
|---|---|---|
| A | 4.96 ± 15.83 | 95.04 ± 1.31 |
| B | 8.40 ± 12.82 | 91.60 ± 1.39 |
| Parameter Items | Residual Stress/MPa |
|---|---|
| PA-1 | 53.9 ± 6.7 |
| PB-1 | 55.8 ± 12.8 |
| PC-1 | 53.5 ± 12.1 |
| PD-1 | 65.9 ± 18.9 |
| P0 | 63.8 ± 14.6 |
| PD-2 | 61.4 ± 12.0 |
| PC-2 | 65.7 ± 16.9 |
| PB-2 | 61.6 ± 14.4 |
| PA-2 | 59.9 ± 14.2 |
| Annealing Temperature/°C | Annealing Time/h |
|---|---|
| 500 | 1, 5 |
| 800 | 1, 5 |
| 1100 | 1, 5 |
| 1200 | 1, 5 |
| 1250 | 1, 5 |
| 1300 | 1, 5 |
| Condition | Residual Stress/MPa | Raman Shift/cm−1 |
|---|---|---|
| P0 | 63.8 ± 14.6 | 520.28 ± 0.16 |
| PC-1 | 53.5 ± 12.1 | 520.27 ± 0.61 |
| PD-1 | 65.9 ± 18.9 | 520.39 ± 0.81 |
| 800 °C-1 h | 14.42 ± 10.0 | 520.41 ± 0.14 |
| 1100 °C-1 h | −45.21 ± 14.9 | 520.80 ± 0.19 |
| 1250 °C-1 h | −28.09 ± 8.2 | 520.72 ± 0.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M.; Cui, Y.; Wang, C.; Jiao, J.; Bi, X.; Tao, C. Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites. Coatings 2023, 13, 674. https://doi.org/10.3390/coatings13040674
Guo M, Cui Y, Wang C, Jiao J, Bi X, Tao C. Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites. Coatings. 2023; 13(4):674. https://doi.org/10.3390/coatings13040674
Chicago/Turabian StyleGuo, Mengqiu, Yongjing Cui, Changliang Wang, Jian Jiao, Xiaofang Bi, and Chunhu Tao. 2023. "Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites" Coatings 13, no. 4: 674. https://doi.org/10.3390/coatings13040674
APA StyleGuo, M., Cui, Y., Wang, C., Jiao, J., Bi, X., & Tao, C. (2023). Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites. Coatings, 13(4), 674. https://doi.org/10.3390/coatings13040674