
Effect of Ball-Milled Feedstock Powder on Microstructure and Mechanical Properties of Cu-Ni-Al-Al2O3 Composite Coatings by Cold Spraying


Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
3.1. Characterization of Spray Powders
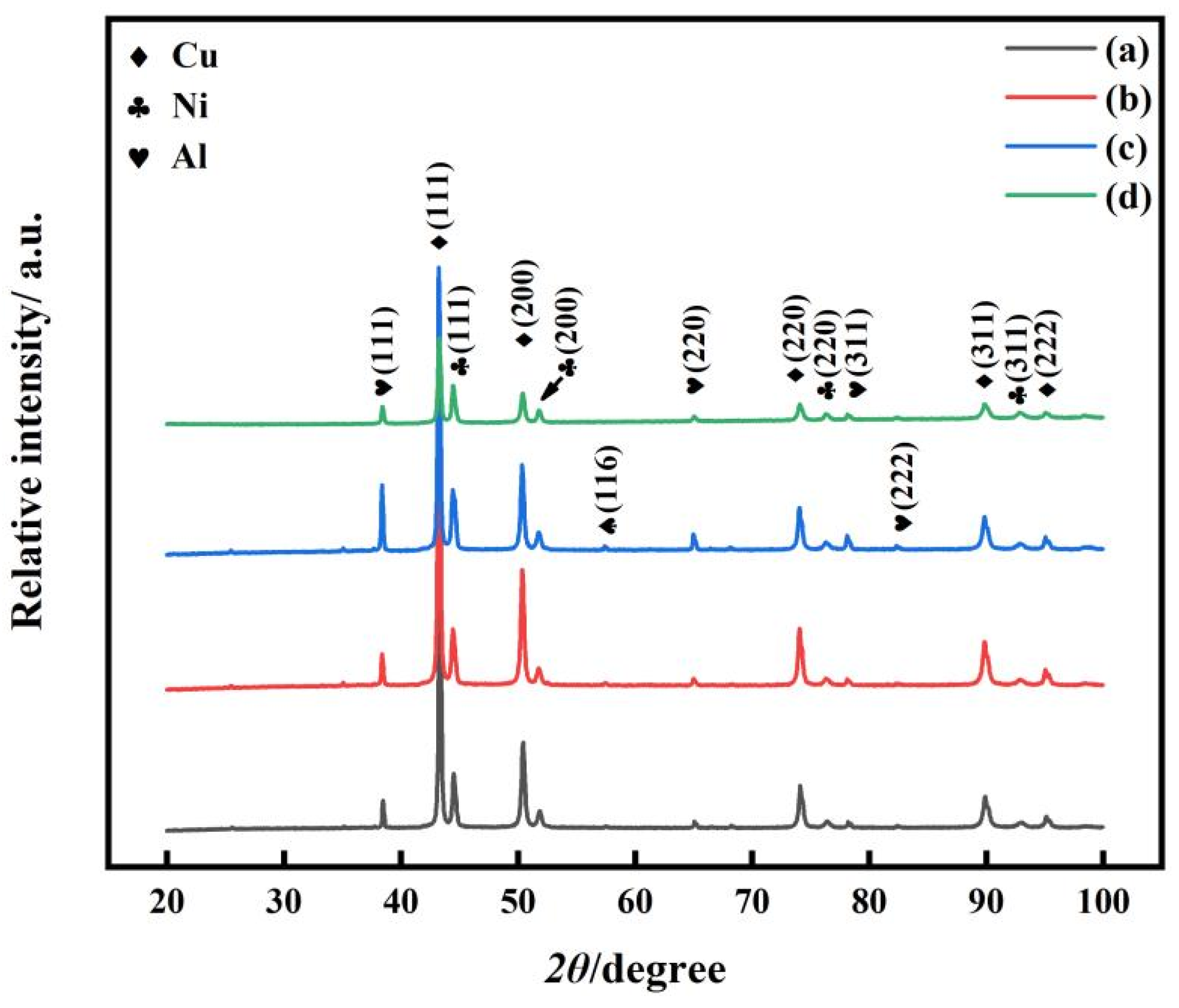
3.2. Microstructures of Coatings
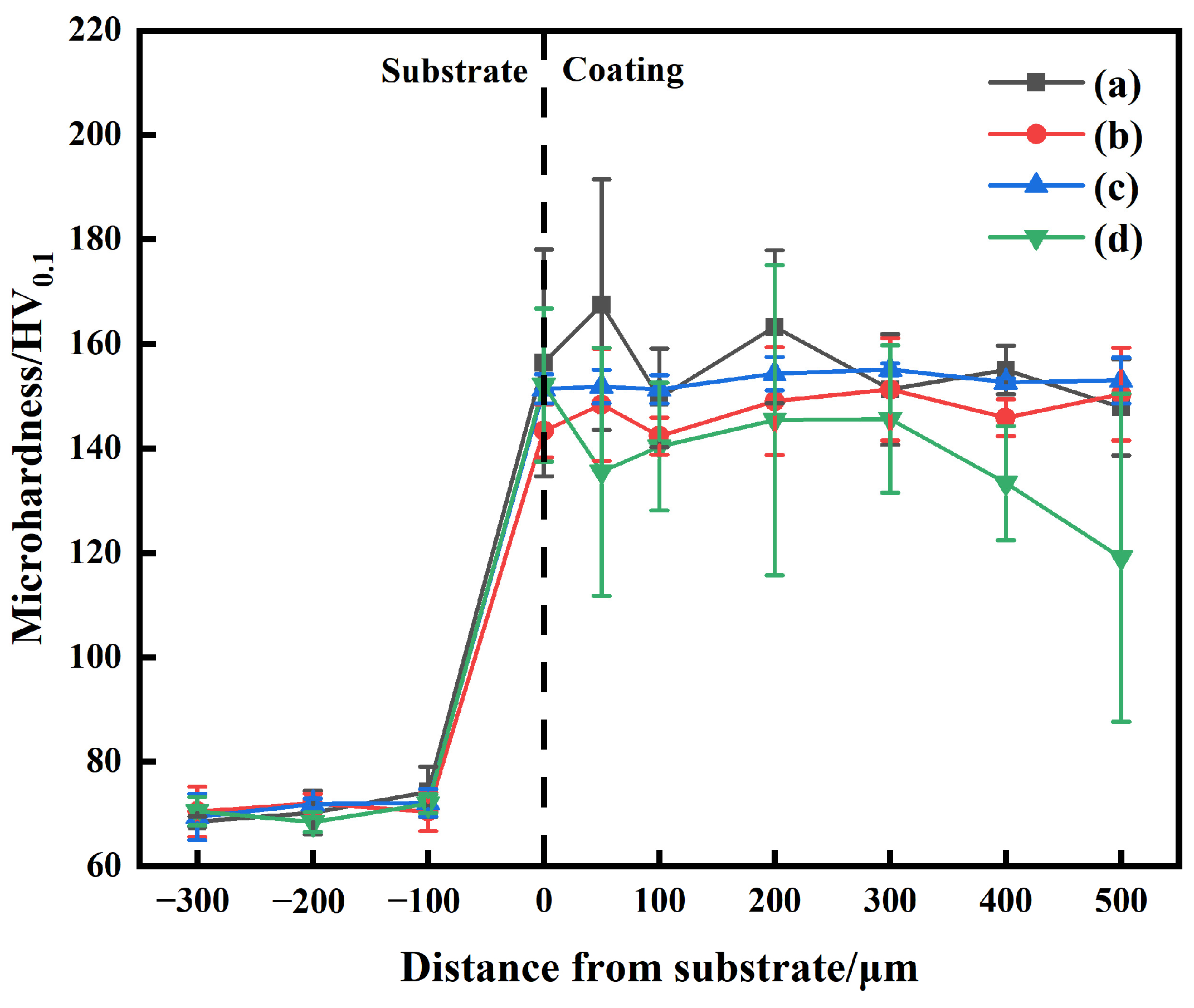
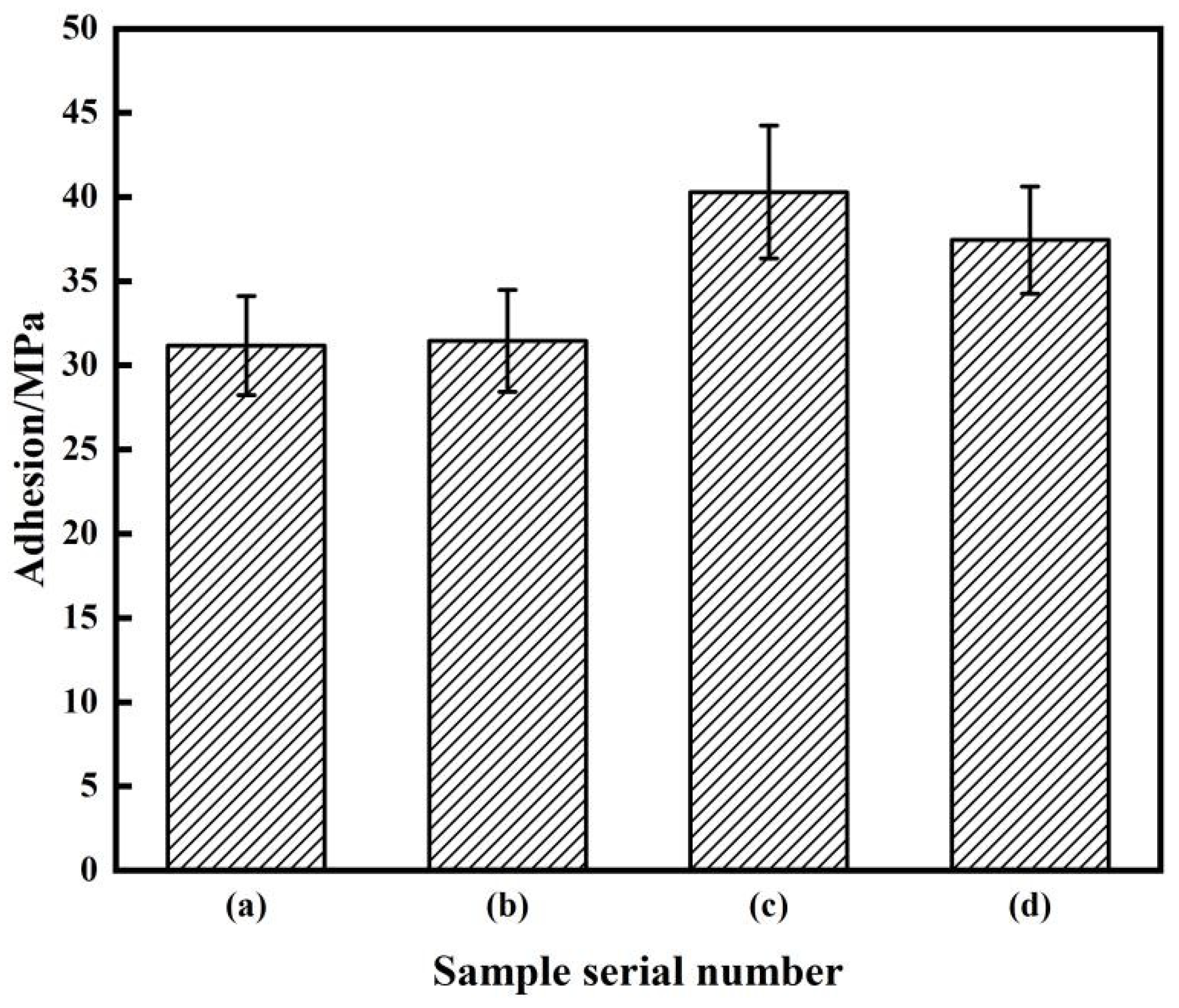
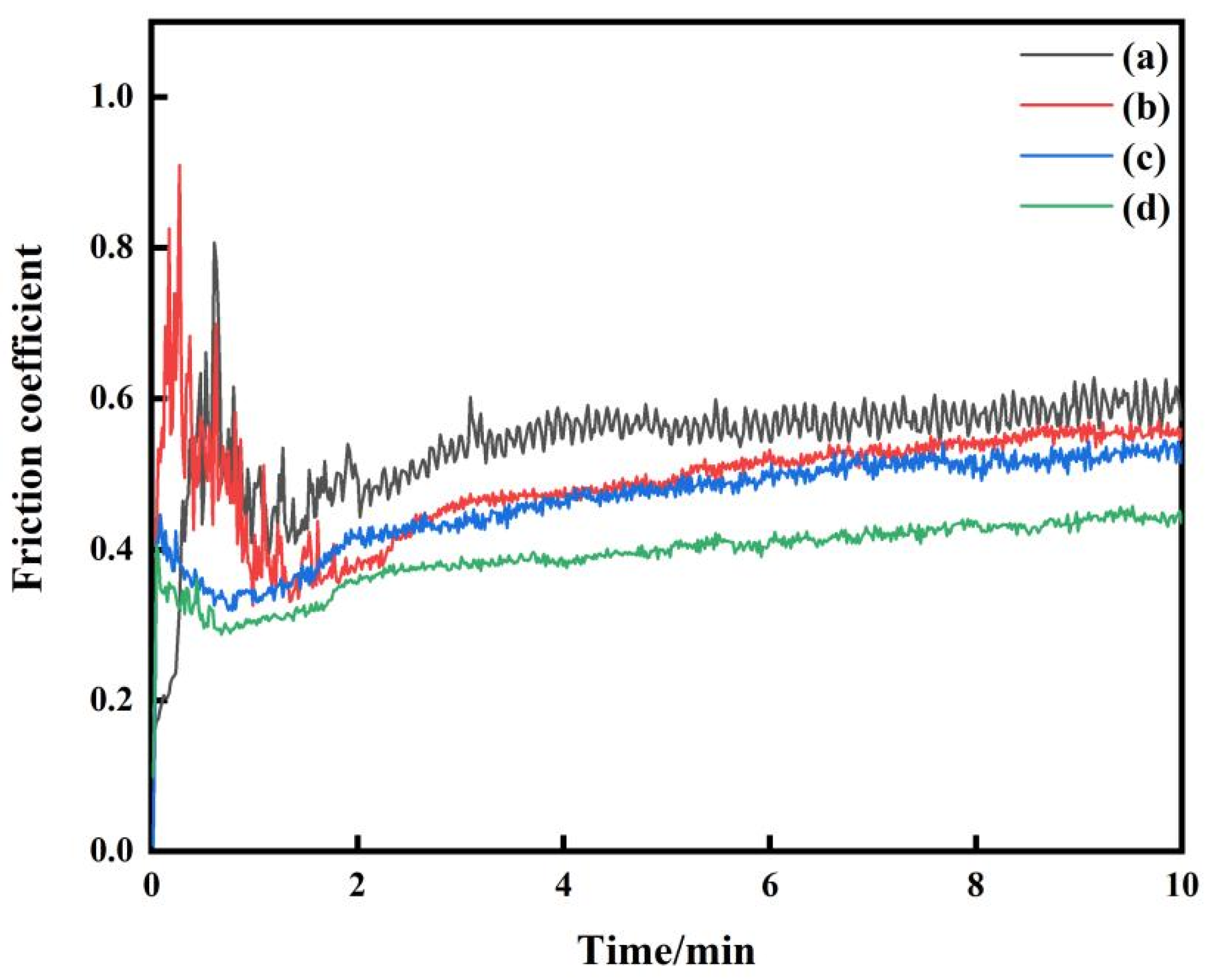
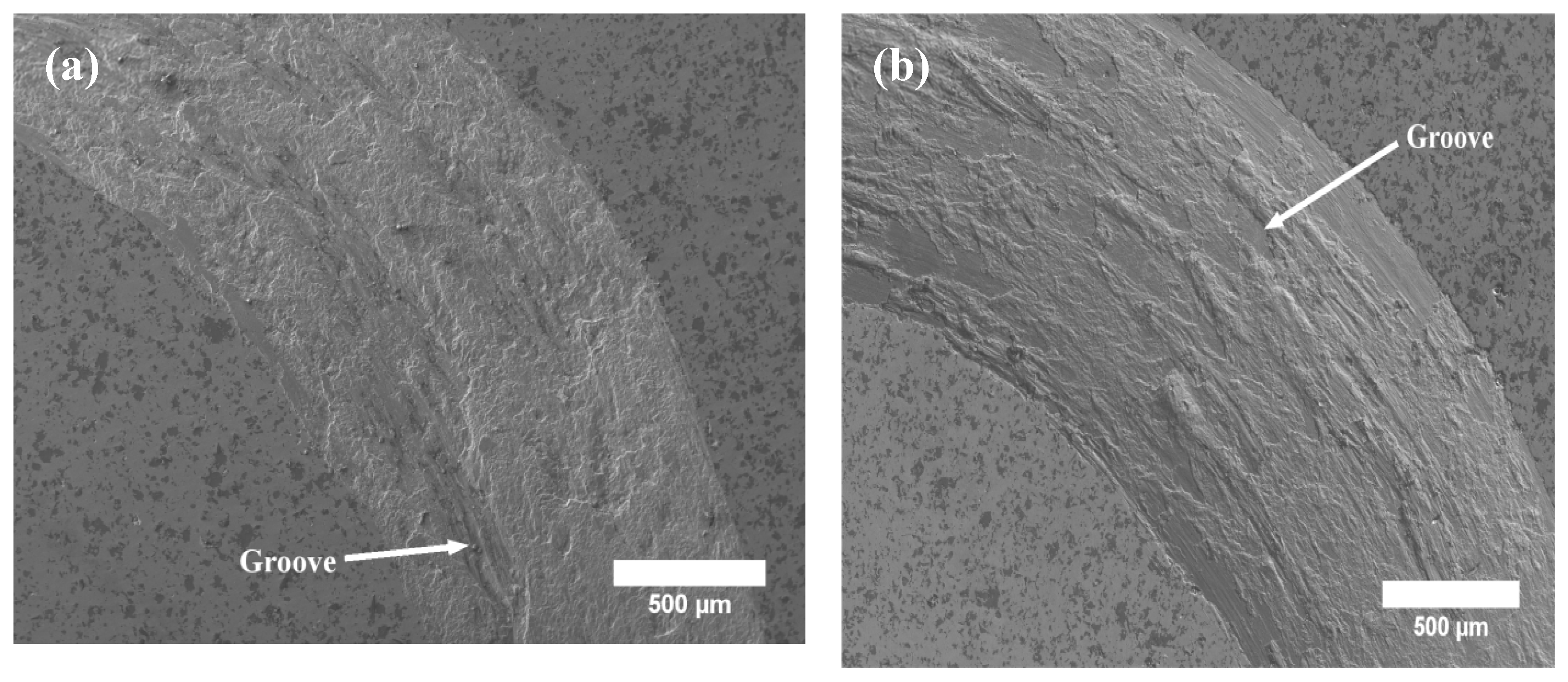
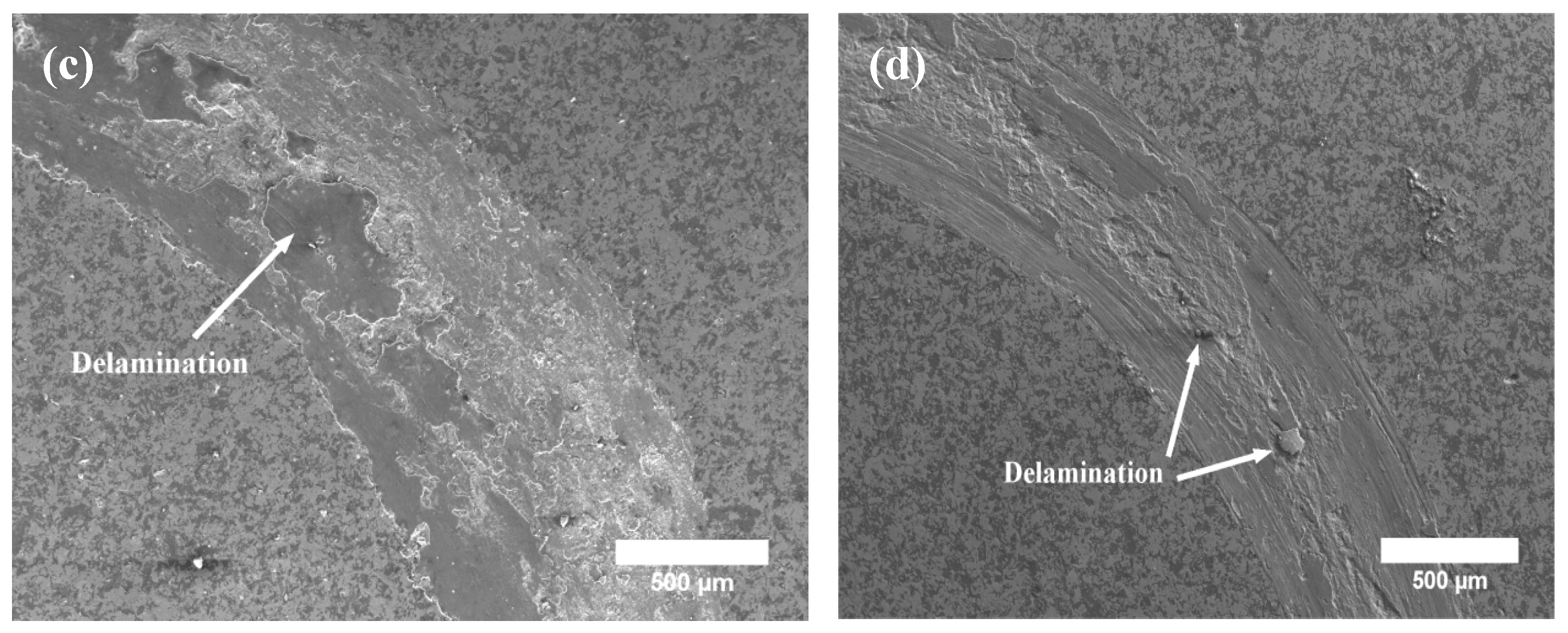
3.3. Mechanical Performance of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, W.; Assadi, H.; Gaertner, F.; Yin, S.A. Review of Advanced Composite and Nanostructured Coatings by Solid-State Cold Spraying Process. Crit. Rev. Solid State Mater. Sci. 2018, 44, 109–156. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y. Deposition characteristics of titanium coating in cold spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Yu, P.; Xie, Y.; Yin, S.; Lupoi, R. Fabrication of Ta-Ag composite deposits via cold spray: Investigation of bonding mechanism and deposition behavior. J. Adv. Join. Process. 2022, 6, 100127. [Google Scholar] [CrossRef]
- Singh, R.; Kondás, J.; Bauer, C.; Cizek, J.; Medricky, J.; Csaki, S.; Čupera, J.; Procházka, R.; Melzer, D.; Konopík, P. Bulk-like ductility of cold spray additively manufactured copper in the as-sprayed state. Addit. Manuf. Lett. 2022, 3, 100052. [Google Scholar] [CrossRef]
- Luo, X.T.; Li, C.J. Tailoring the composite interface at lower temperature by the nanoscale interfacial active layer formed in cold sprayed cBN/NiCrAl nanocomposite. Mater. Des. 2018, 140, 387–399. [Google Scholar] [CrossRef]
- Prasad, K.; Khalik, M.A.; Hutasoit, N.; Rahman Rashid, R.A.; Rashid, R.; Duguid, A.; Palanisamy, S. Printability of low-cost pre-heat-treated ball milled Al7075 powders using compressed air assisted cold spray additive manufacturing. Addit. Manuf. Lett. 2022, 3, 100046. [Google Scholar] [CrossRef]
- Luo, X.T.; Wei, Y.K.; Wang, Y.; Li, C.J. Microstructure and mechanical property of Ti and Ti6Al4V prepared by an in-situ shot peening assisted cold spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Sun, W.; Chu, X.; Lan, H.; Huang, R.; Huang, J.; Xie, Y.; Huang, J.; Huang, G. Current Implementation Status of Cold Spray Technology: A Short Review. J. Therm. Spray Technol. 2022, 31, 848–865. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Fraser, D.; Jahedi, M. Recrystallization of Cold Spray-Fabricated CP Titanium Structures. J. Therm. Spray Technol. 2008, 18, 16–22. [Google Scholar] [CrossRef]
- Gleason, M.A.; Sousa, B.C.; Tsaknopoulos, K.; Grubbs, J.A.; Hay, J.; Nardi, A.; Brown, C.A.; Cote, D.L. Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials 2022, 15, 2054. [Google Scholar] [CrossRef]
- List, A.; Gärtner, F.; Mori, T.; Schulze, M.; Assadi, H.; Kuroda, S.; Klassen, T. Cold Spraying of Amorphous Cu50Zr50 Alloys. J. Therm. Spray Technol. 2014, 24, 108–118. [Google Scholar] [CrossRef]
- Luo, X.T.; Yang, E.J.; Shang, F.L.; Yang, G.J.; Li, C.X.; Li, C.J. Microstructure, Mechanical Properties, and Two-Body Abrasive Wear Behavior of Cold-Sprayed 20 vol.% Cubic BN-NiCrAl Nanocomposite Coating. J. Therm. Spray Technol. 2014, 23, 1181–1190. [Google Scholar] [CrossRef]
- Pitchuka, S.B.; Boesl, B.; Zhang, C.; Lahiri, D.; Nieto, A.; Sundararajan, G.; Agarwal, A. Dry sliding wear behavior of cold sprayed aluminum amorphous/nanocrystalline alloy coatings. Surf. Coat. Technol. 2014, 238, 118–125. [Google Scholar] [CrossRef]
- Tao, Y.; Xiong, T.; Sun, C.; Kong, L.; Cui, X.; Li, T.; Song, G.L. Microstructure and corrosion performance of a cold sprayed aluminium coating on AZ91D magnesium alloy. Corros. Sci. 2010, 52, 3191–3197. [Google Scholar] [CrossRef]
- Gardon, M.; Latorre, A.; Torrell, M.; Dosta, S.; Fernández, J.; Guilemany, J.M. Cold gas spray titanium coatings onto a biocompatible polymer. Mater. Lett. 2013, 106, 97–99. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Ekoi, E.J.; Wang, J.J.; Dowling, D.P.; Nicolosi, V.; Lupoi, R. Novel cold spray for fabricating graphene-reinforced metal matrix composites. Mater. Lett. 2017, 196, 172–175. [Google Scholar] [CrossRef]
- Silva, F.S.D.; Bedoya, J.; Dosta, S.; Cinca, N.; Cano, I.G.; Guilemany, J.M.; Benedetti, A.V. Corrosion characteristics of cold gas spray coatings of reinforced aluminum deposited onto carbon steel. Corros. Sci. 2017, 114, 57–71. [Google Scholar] [CrossRef]
- Poirier, D.; Legoux, J.G.; Drew, R.A.L.; Gauvin, R. Consolidation of Al2O3/Al Nanocomposite Powder by Cold Spray. J. Therm. Spray Technol. 2010, 20, 275–284. [Google Scholar] [CrossRef]
- Trautmann, M.; Ahmad, H.; Wagner, G. Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder. Materials 2022, 15, 3022. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Bokhonov, B.B.; Ukhina, A.V.; Esikov, M.A.; Shikalov, V.S.; Kosarev, V.F. Spark plasma sintering treatment of cold sprayed materials for synthesis and structural modification: A case study using TiC-Cu composites. Mater. Lett. X 2022, 14, 100140. [Google Scholar] [CrossRef]
- Chen, J.; An, Y.; Liu, G.; Chen, G.; Zhao, X.; Jia, L. Tribological Performance and Thermal Stability of a Novel Cold Sprayed Nanostructured Ni-based Lubrication Coating. J. Therm. Spray Technol. 2022, 31, 1702–1711. [Google Scholar] [CrossRef]
- Zhang, D.L. Processing of advanced materials using high-energy mechanical milling. Prog. Mater. Sci. 2004, 49, 537–560. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Bai, X.; Liu, H.; Xu, S.; Hu, Y. Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment. Coatings 2021, 11, 1034. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S.; Ali, N.; Banyan, M.; Al-Ajmi, F. Cold Gas-Dynamic Spray for Catalyzation of Plastically Deformed Mg-Strips with Ni Powder. Nanomaterials 2021, 11, 1169. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, C.J.; Wang, X.R.; Ren, Z.L.; Li, C.X.; Yang, G.J. Formation of NiAl Intermetallic Compound by Cold Spraying of Ball-Milled Ni/Al Alloy Powder Through Postannealing Treatment. J. Therm. Spray Technol. 2008, 17, 715–720. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, C.J. Characterization of cold-sprayed nanostructured Fe-based alloy. Appl. Surf. Sci. 2010, 256, 2193–2198. [Google Scholar] [CrossRef]
- Ghelichi, R.; Bagherifard, S.; Mac Donald, D.; Brochu, M.; Jahed, H.; Jodoin, B.; Guagliano, M. Fatigue strength of Al alloy cold sprayed with nanocrystalline powders. Int. J. Fatigue 2014, 65, 51–57. [Google Scholar] [CrossRef]
- Luo, X.T.; Li, C.X.; Shang, F.L.; Yang, G.J.; Wang, Y.Y.; Li, C.J. WC-Co Composite Coating Deposited by Cold Spraying of a Core-Shell-Structured WC-Co Powder. J. Therm. Spray Technol. 2014, 24, 100–107. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, G.; Zhang, C.; Elkedim, O.; Liao, H.; Coddet, C. Effect of Ball Milling of Feedstock Powder on Microstructure and Properties of TiN Particle-Reinforced Al Alloy-Based Composites Fabricated by Cold Spraying. J. Therm. Spray Technol. 2008, 17, 316–322. [Google Scholar] [CrossRef]
- Lee, Y.T.R.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.X. The use of Al–Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf. Coat. Technol. 2009, 204, 336–344. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Improving the wear resistance of AZ91D magnesium alloys by laser cladding with Al–Si powders. Mater. Lett. 2009, 63, 19–21. [Google Scholar] [CrossRef]
- Li, W.Y.; Yang, K.; Zhang, D.D.; Zhou, X.L.; Guo, X.P. Interface behavior of particles upon impacting during cold spraying of Cu/Ni/Al mixture. Mater. Des. 2016, 95, 237–246. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Yang, S.M.; Lv, X.; Jie, X.H. Wear and Corrosion Resistance of Cold-Sprayed Cu-Based Composite Coatings on Magnesium Substrate. J. Therm. Spray Technol. 2019, 28, 1212–1224. [Google Scholar] [CrossRef]
- Chen, W.Y.; Yu, Y.; Cheng, J.; Wang, S.; Zhu, S.Y.; Liu, W.M.; Yang, J. Microstructure, Mechanical Properties and Dry Sliding Wear Behavior of Cu-Al2O3-Graphite Solid-Lubricating Coatings Deposited by Low-Pressure Cold Spraying. J. Therm. Spray Technol. 2018, 27, 1652–1663. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Li, R.; Wang, H.; Tian, L.; Li, H. Microstructure and Wear Behavior of Cold-Sprayed Cu-BNNSs Composite Coating. J. Therm. Spray Technol. 2021, 30, 1482–1492. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposit | Cu (wt.%) | Ni (wt.%) | Al (wt.%) | Al2O3 (wt.%) | Porosity (%) |
|---|---|---|---|---|---|
| MM | 84.2 | 9.34 | 4.82 | 1.65 | 0.58 |
| BM (150 rpm) | 70.54 | 18.46 | 8.72 | 2.28 | 0.41 |
| BM (200 rpm) | 63.17 | 19.70 | 14.39 | 2.74 | 0.29 |
| BM (250 rpm) | 59.45 | 12.01 | 26.30 | 2.24 | 0.76 |
| Deposit | Deposition Efficiency (%) | Hardness (HV0.1) | Adhesion (MPa) | Friction Coefficient | Wear Rate (×10−12 m3/m) |
|---|---|---|---|---|---|
| MM Powder | 30.71 ± 2.13 | 155.76 ± 6.71 | 31.17 ± 2.93 | 0.56 ± 0.051 | 8.43 |
| 150 rpm | 36.23 ± 2.49 | 149.88 ± 3.21 | 31.45 ± 3.03 | 0.51 ± 0.045 | 10.19 |
| 200 rpm | 41.60 ± 3.02 | 153.03 ± 1.34 | 40.29 ± 3.95 | 0.49 ± 0.035 | 4.92 |
| 250 rpm | 9.36 ± 1.31 | 136.55 ± 10.00 | 37.44 ± 3.18 | 0.41 ± 0.024 | 2.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Fu, M.; Pang, S.; Zhu, H.; Zhang, C.; Ming, L.; Liu, X.; Ding, M.; Fu, Y. Effect of Ball-Milled Feedstock Powder on Microstructure and Mechanical Properties of Cu-Ni-Al-Al2O3 Composite Coatings by Cold Spraying. Coatings 2023, 13, 948. https://doi.org/10.3390/coatings13050948
Liu H, Fu M, Pang S, Zhu H, Zhang C, Ming L, Liu X, Ding M, Fu Y. Effect of Ball-Milled Feedstock Powder on Microstructure and Mechanical Properties of Cu-Ni-Al-Al2O3 Composite Coatings by Cold Spraying. Coatings. 2023; 13(5):948. https://doi.org/10.3390/coatings13050948
Chicago/Turabian StyleLiu, Hongjin, Mingkun Fu, Shaozhi Pang, Huaiqing Zhu, Chen Zhang, Lijun Ming, Xinyu Liu, Minghui Ding, and Yudong Fu. 2023. "Effect of Ball-Milled Feedstock Powder on Microstructure and Mechanical Properties of Cu-Ni-Al-Al2O3 Composite Coatings by Cold Spraying" Coatings 13, no. 5: 948. https://doi.org/10.3390/coatings13050948
APA StyleLiu, H., Fu, M., Pang, S., Zhu, H., Zhang, C., Ming, L., Liu, X., Ding, M., & Fu, Y. (2023). Effect of Ball-Milled Feedstock Powder on Microstructure and Mechanical Properties of Cu-Ni-Al-Al2O3 Composite Coatings by Cold Spraying. Coatings, 13(5), 948. https://doi.org/10.3390/coatings13050948