
The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
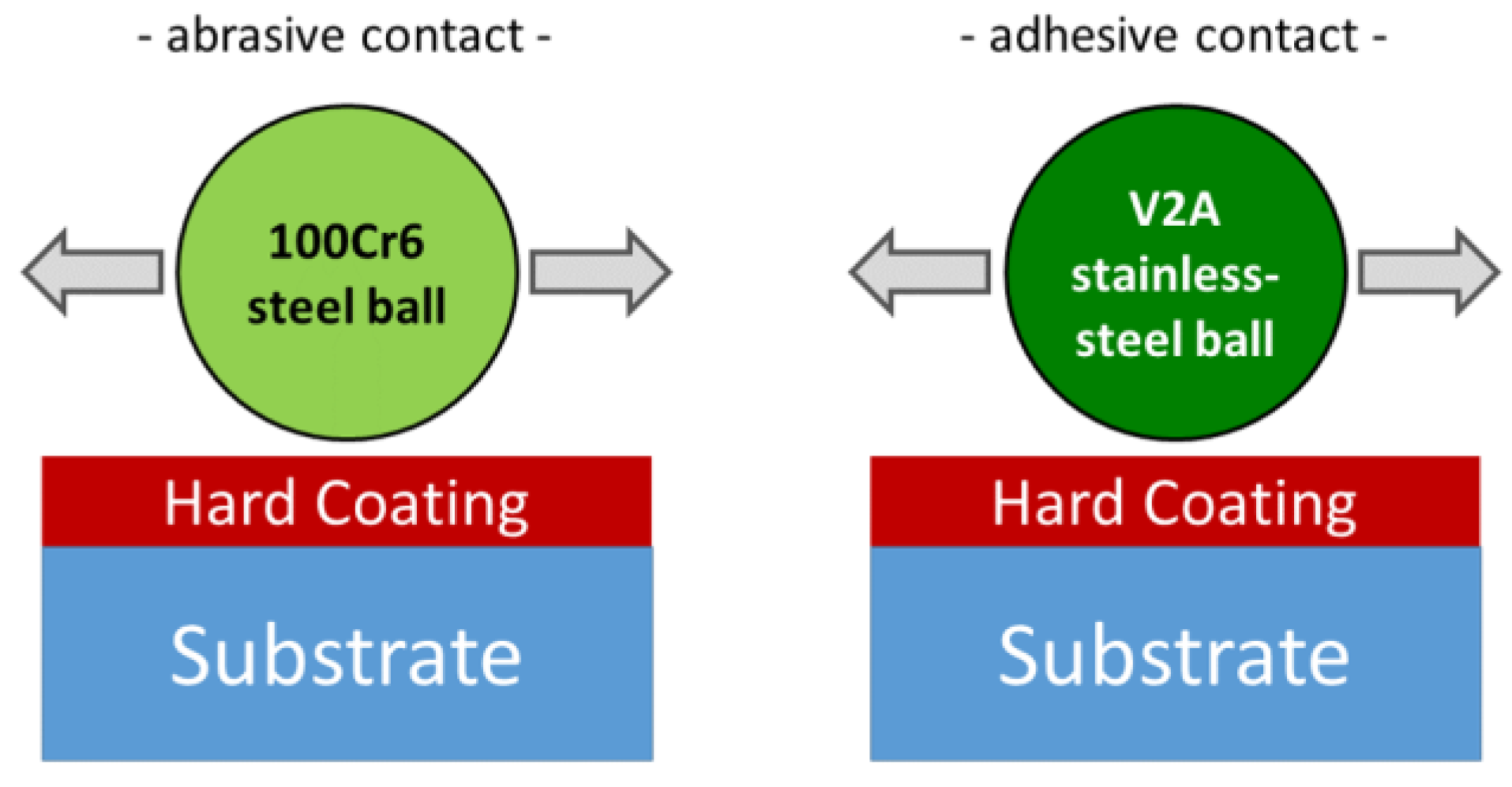
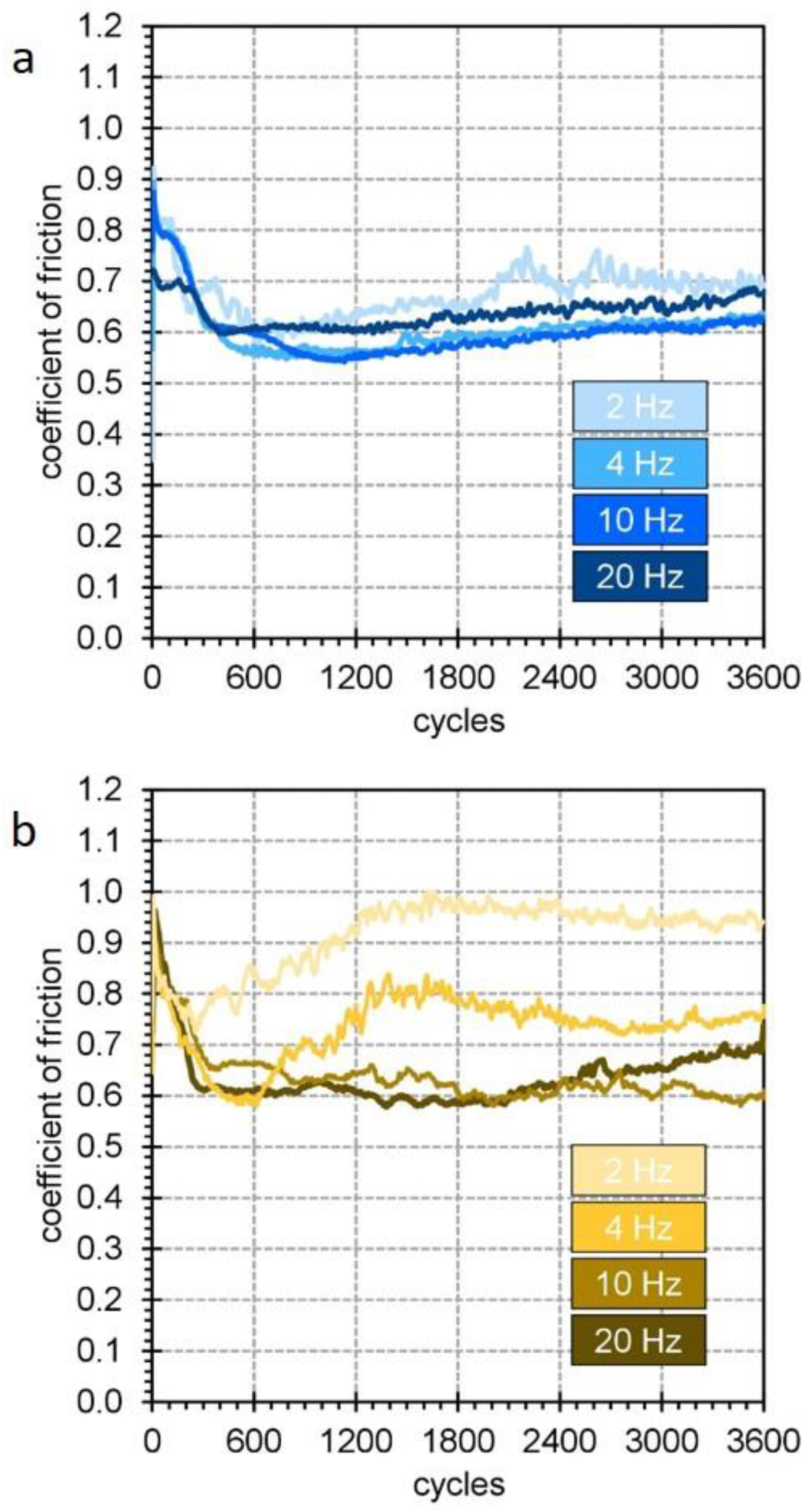
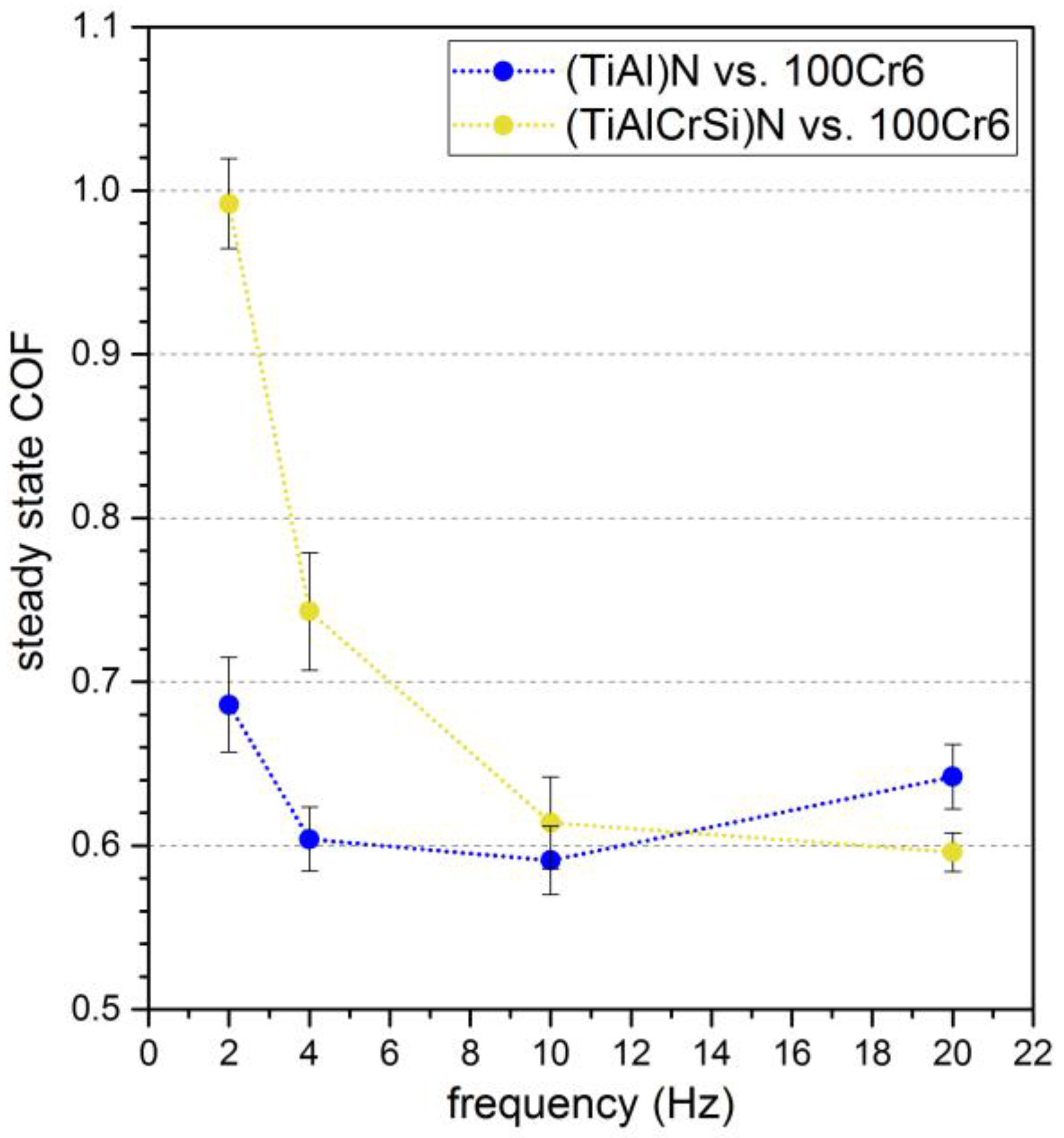
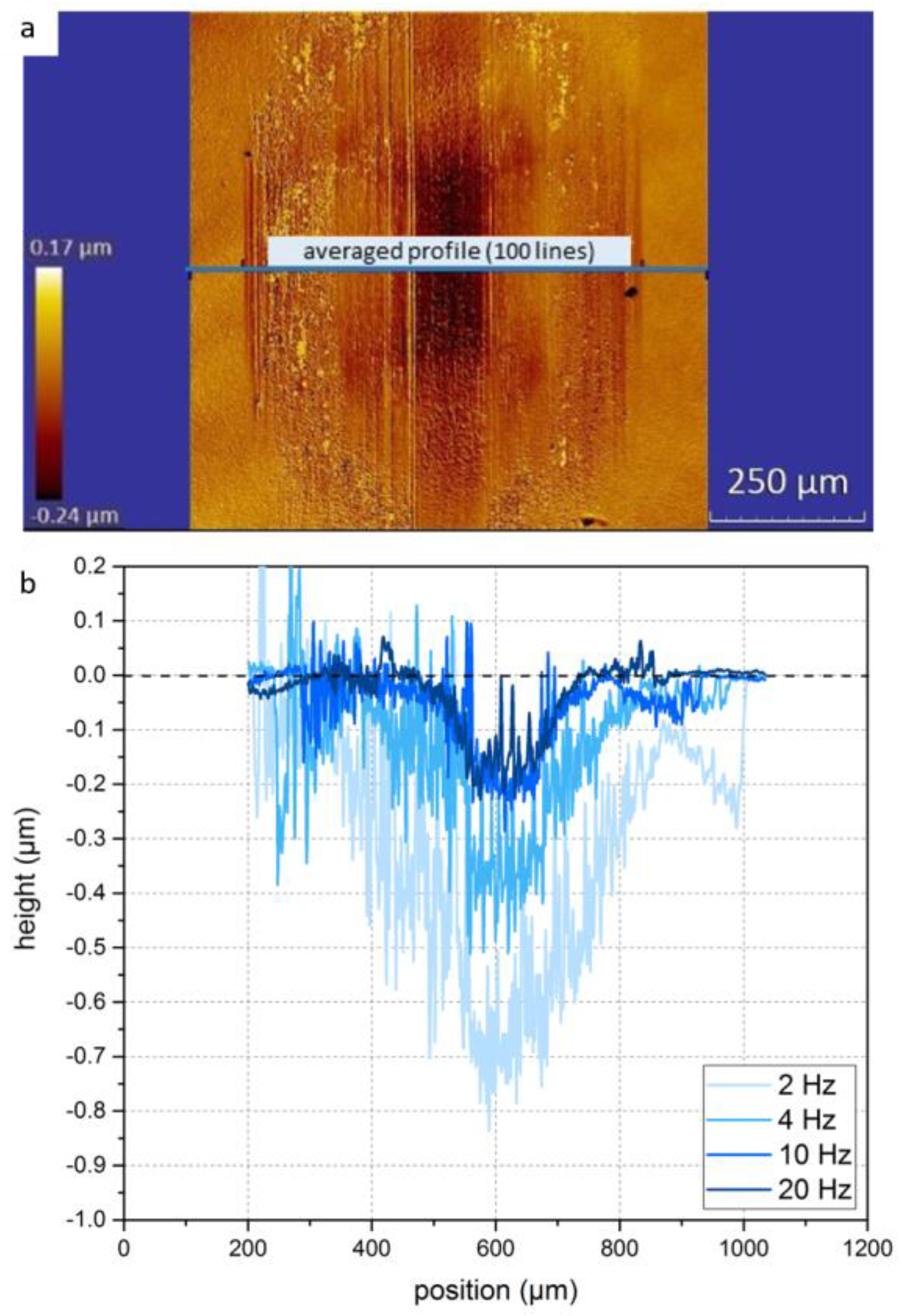
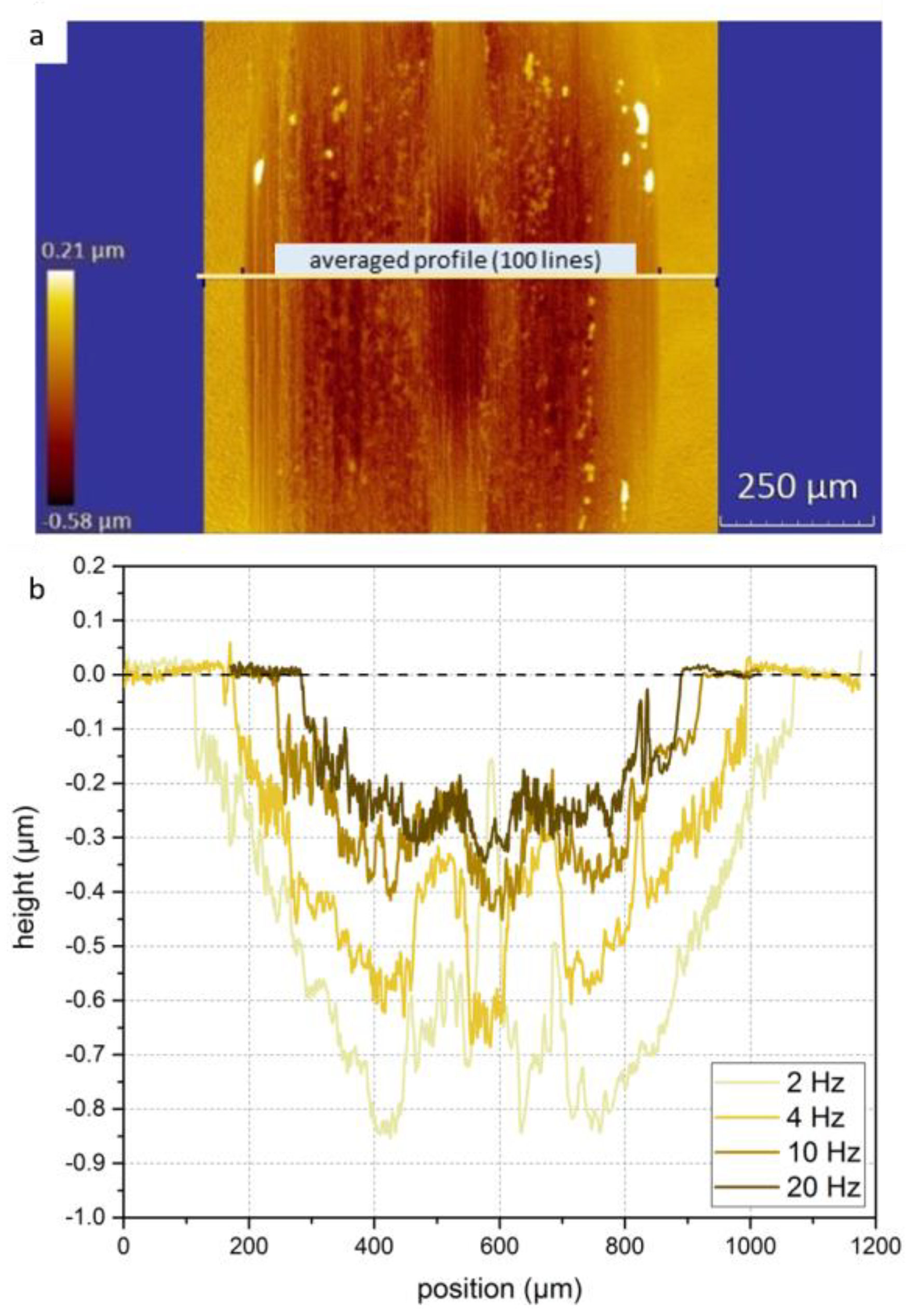
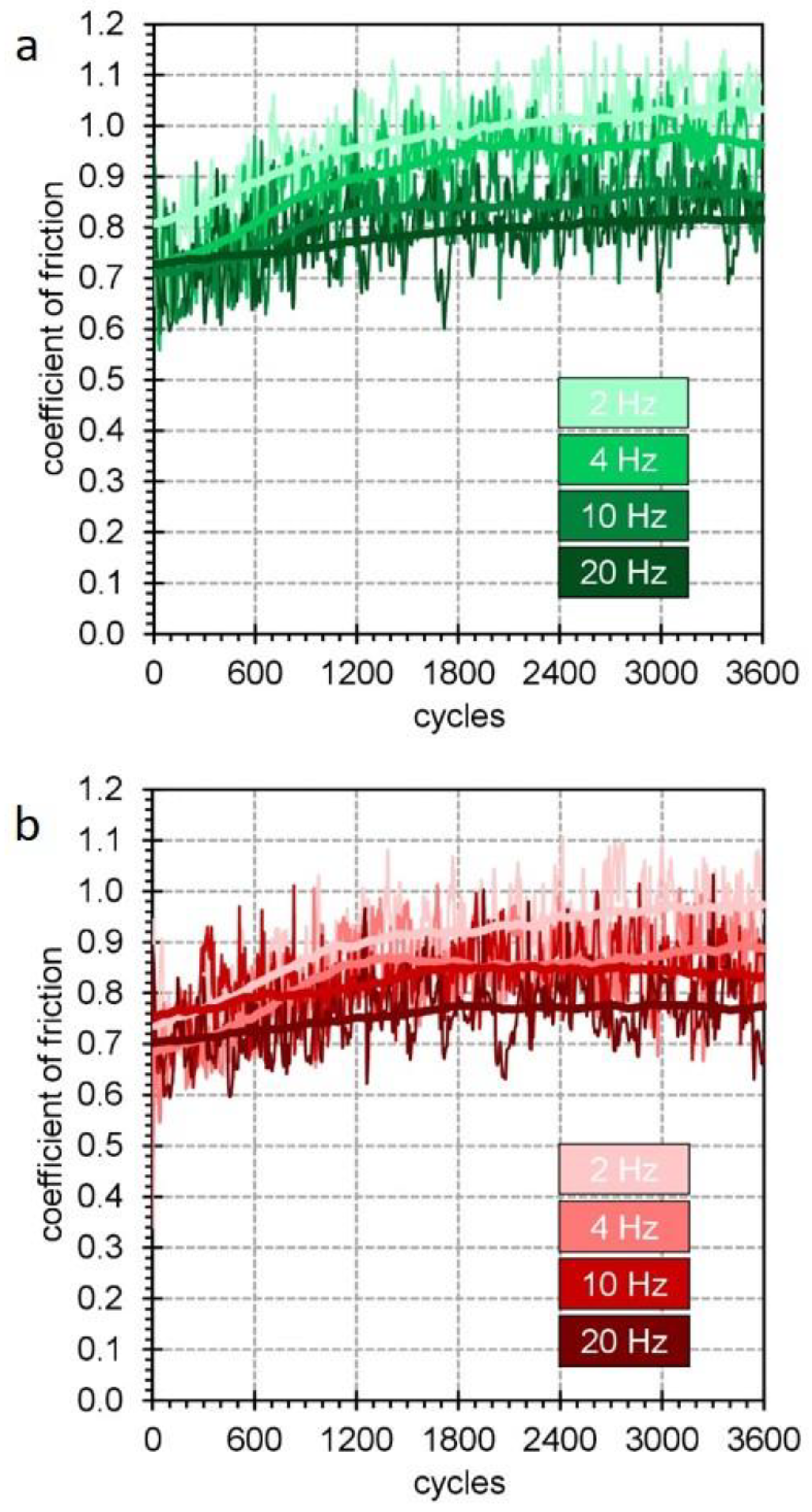
3.1. Abrasive Contacts
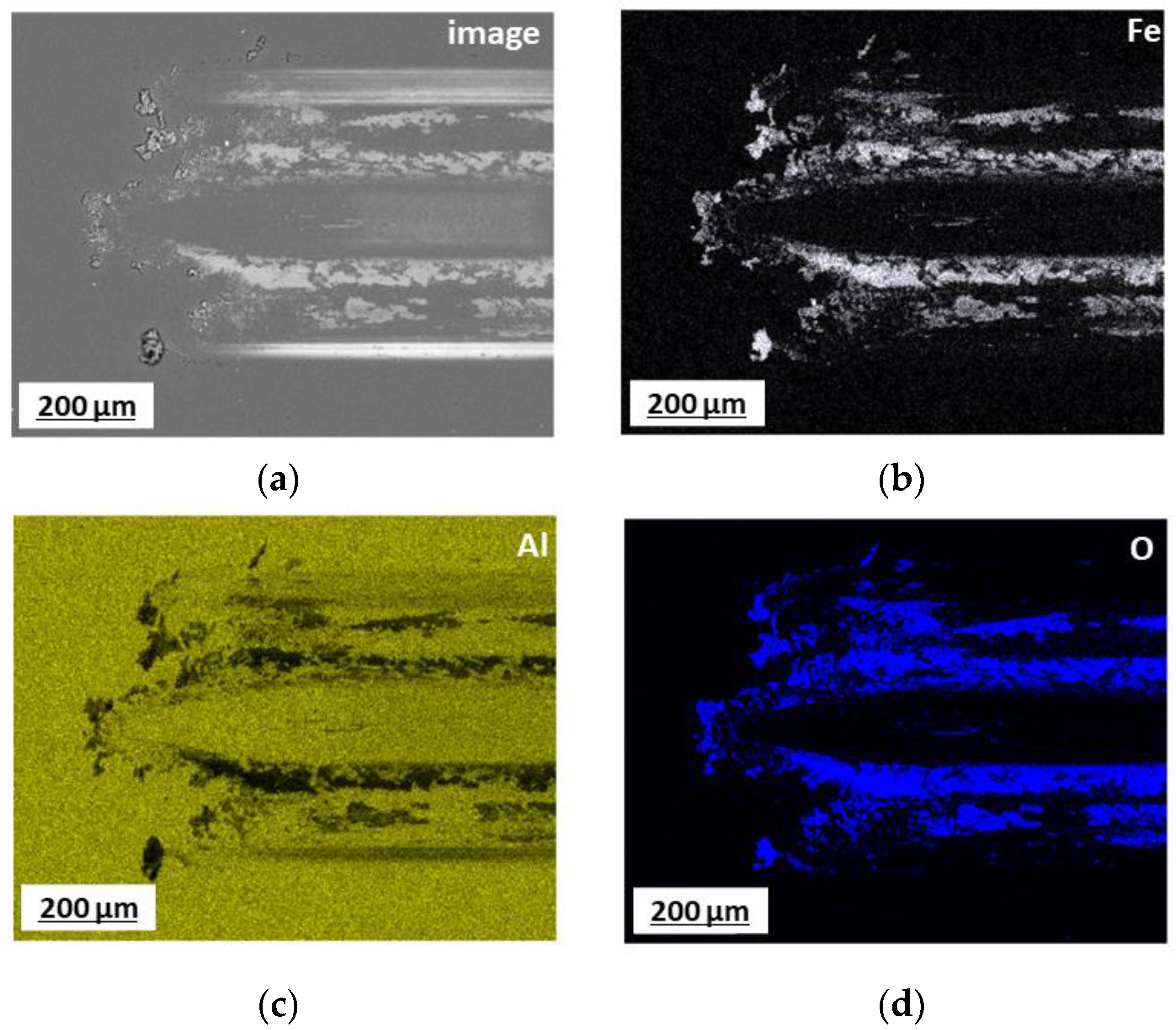
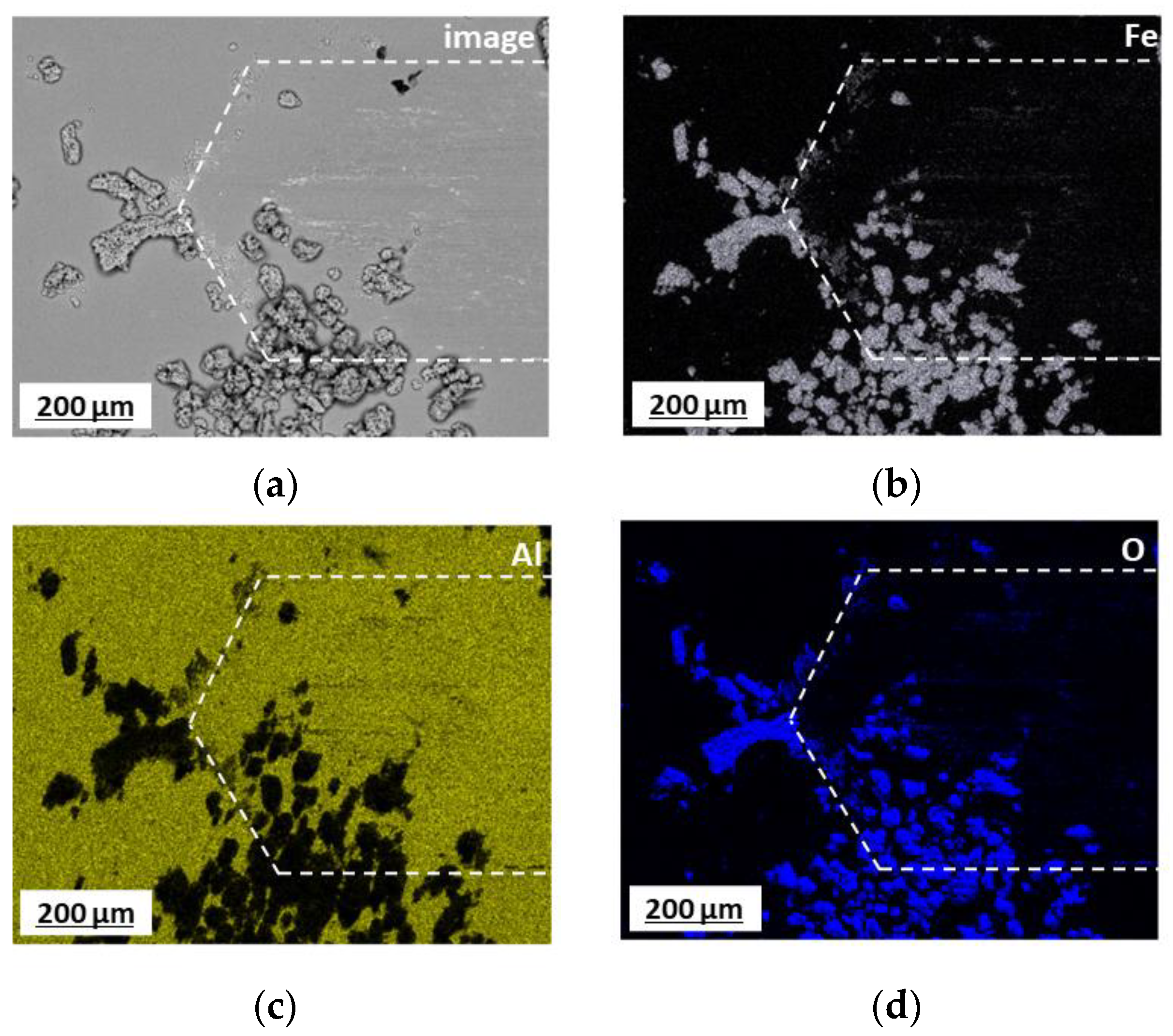
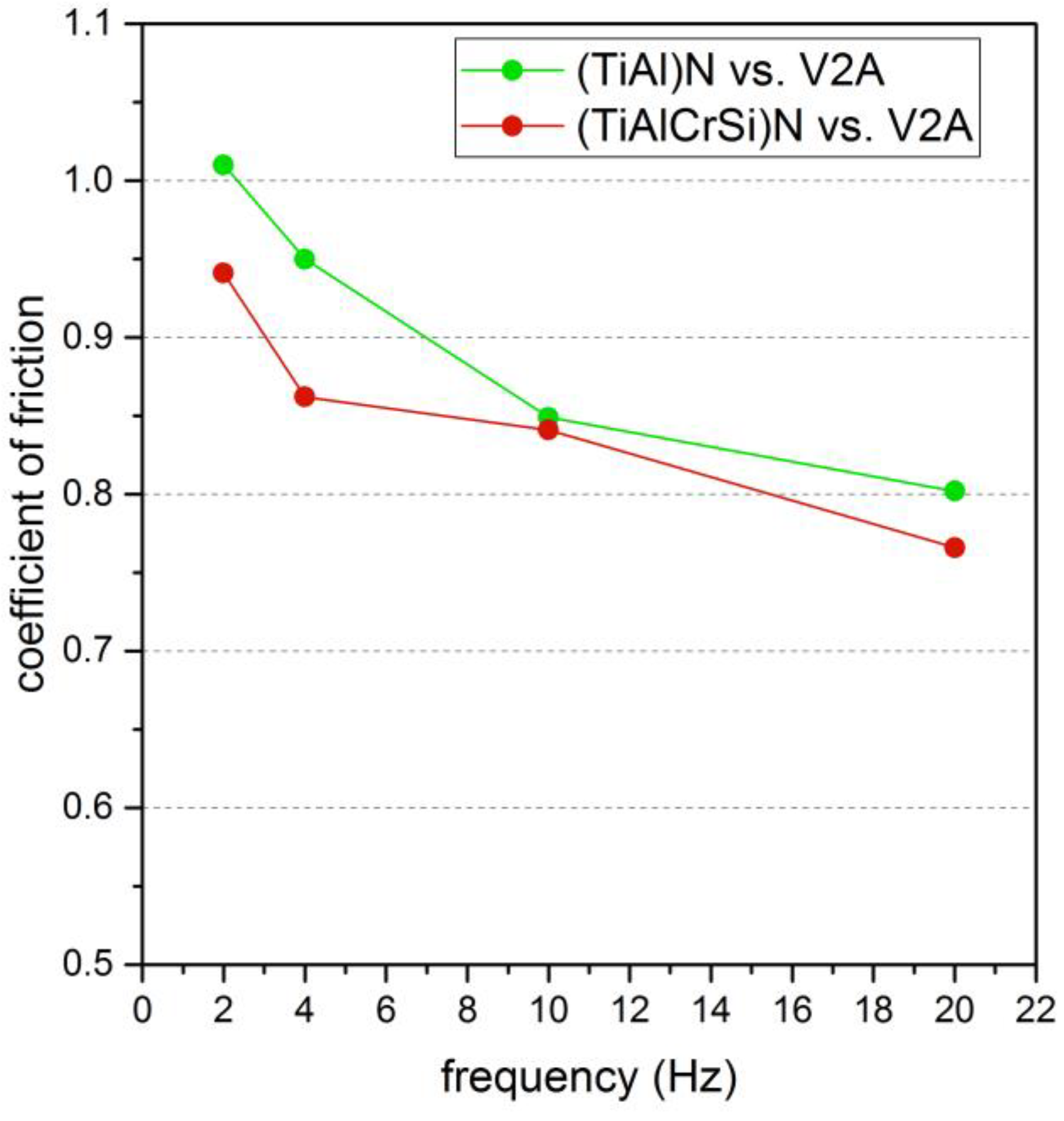
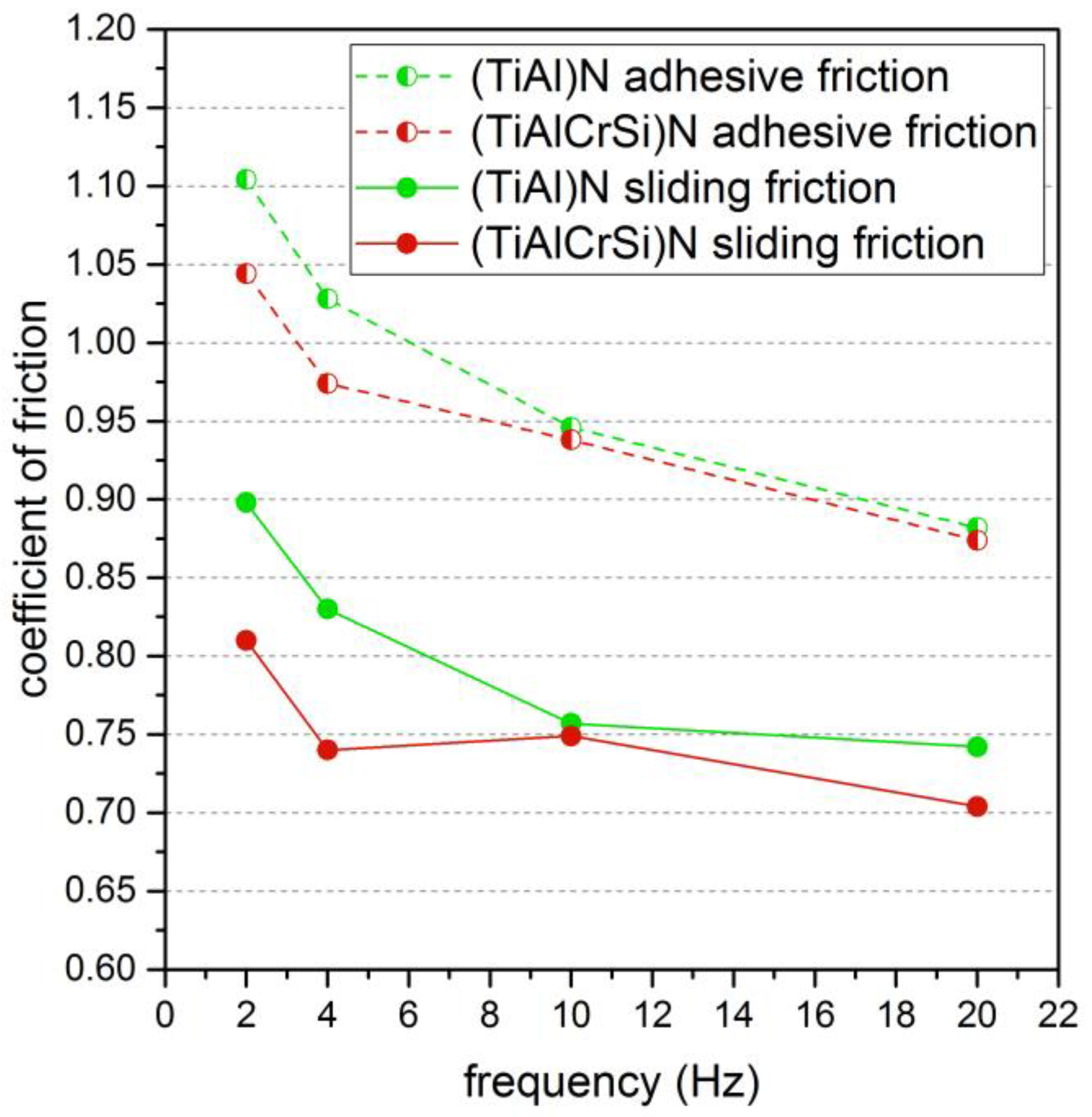
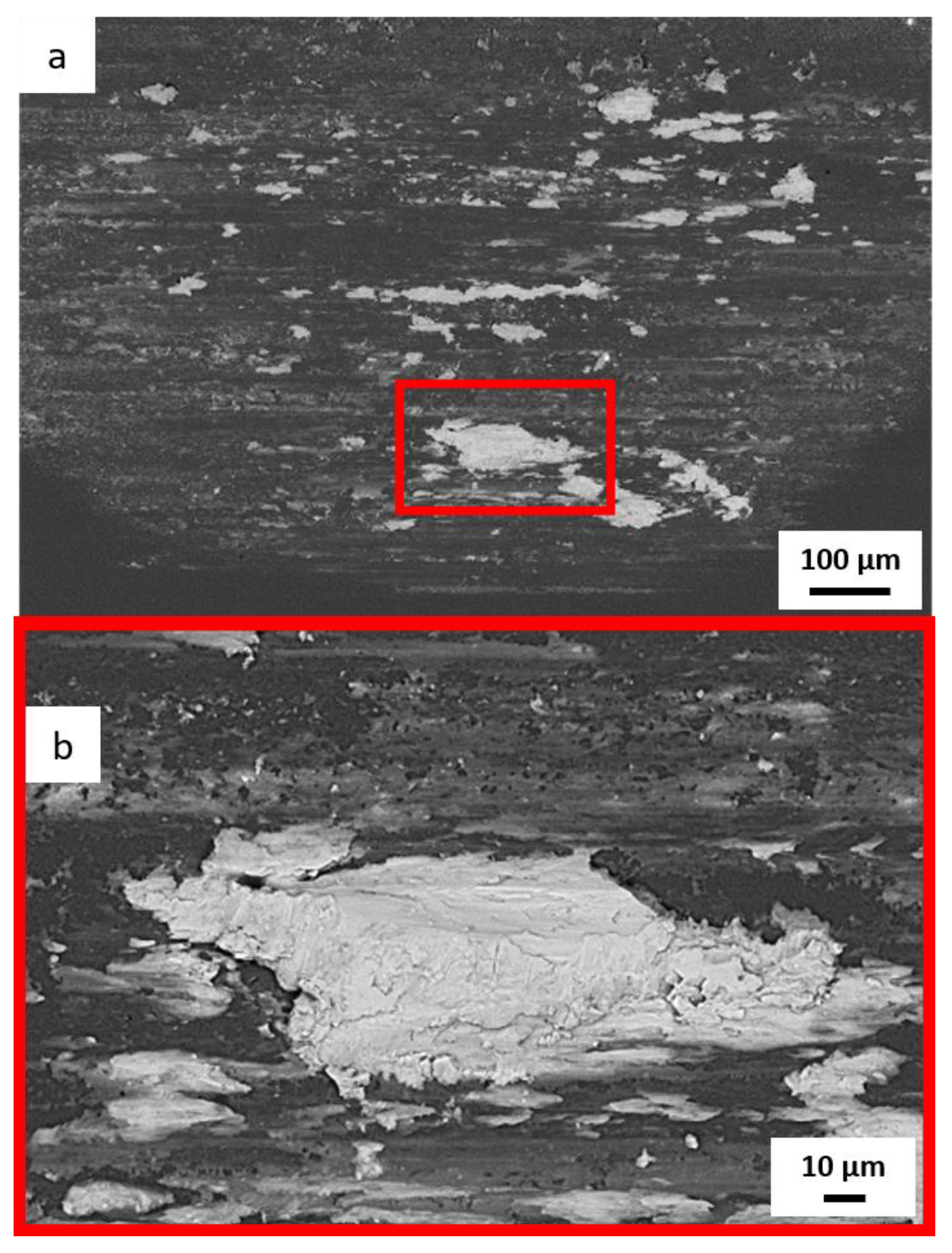
3.2. Adhesive Contacts
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jindal, P.C.; Santhanam, A.T.; Schleinkofer, U.; Shuster, A.F. Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning. Int. J. Refract. Met. Hard Mater. 1999, 17, 163–170. [Google Scholar]
- Min, Z.; Makino, Y.; Nose, M.; Nogi, K. Phase transition and properties of Ti-Al-N thin films prepared by r.f.-plasma assisted magnetron sputtering. Thin Solid Films 1999, 339, 203–208. [Google Scholar]
- Tillmann, W.; Grisales, D.; Stangier, D.; Thomann, C.-A.; Debus, J.; Nienhaus, A.; Apel, D. Residual stresses and tribomechanical behaviour of TiAlN and TiAlCN monolayer and multilayer coatings by DCMS and HiPIMS. Surf. Coat. Technol. 2021, 406, 126664. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Lin, Y.-T.; Chan, A.; Chang, J.-T. High Temperature Wear Behavior of Titanium Nitride Coating Deposited Using High Power Impulse Magnetron Sputtering. Coatings 2019, 9, 555. [Google Scholar] [CrossRef]
- Azim, S.; Gangopadhyay, S.; Mahapatra, S.S.; Mittal, R.K. Performance evaluation of CrAlN and TiAlN coatings deposited by HiPIMS in micro drilling of a Ni-based superalloy. Surf. Coat. Technol. 2022, 449, 128980. [Google Scholar] [CrossRef]
- Alhafian, M.R.; Chemin, J.B.; Fleming, Y.; Bourgeois, L.; Penoy, M.; Useldinger, R.; Soldera, F.; Mücklich, F.; Choquet, P. Comparison on the structural, mechanical and tribological properties of TiAlN coatings deposited by HiPIMS and Cathodic Arc Evaporation. Surf. Coat. Technol. 2021, 423, 127529. [Google Scholar]
- Chaar, A.; Rogström, L.; Johansson-Jöesaar, M.; Barrirero, J.; Aboulfadl, H.; Schell, N.; Ostach, D.; Mücklich, F.; Odén, M. Microstructural influence of the thermal behavior of arc deposited TiAlN coatings with high aluminum content. J. Alloys Compd. 2021, 854, 157205. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, L.; Yuan, H.; Qiu, M.; Zhang, X.; Liao, B.; Zhang, F.; Ouyang, X. Tribological Behaviors of Super-Hard TiAlN Coatings Deposited by Filtered Cathode Vacuum Arc Deposition. Materials 2022, 15, 2236. [Google Scholar] [CrossRef]
- Qiu, R.; Bäcke, O.; Stiens, D.; Janssen, W.; Kümmel, J.; Manns, T.; Andrén, H.-O.; Halvarsson, M. CVD TiAlN coatings with tunable nanolamella architectures. Surf. Coat. Technol. 2021, 413, 127076. [Google Scholar] [CrossRef]
- Ben Hassine, M.; Andrén, H.-O.; Iyer, A.H.; Lotsari, A.; Bäcke, O.; Stiens, D.; Janssen, W.; Manns, T.; Kümmel, J.; Halvarsson, M. Growth model for high-Al containing CVD TiAlN coatings on cemented carbides using intermediate layers of TiN. Surf. Coat. Technol. 2021, 421, 127361. [Google Scholar] [CrossRef]
- Köhn, F.; Sedlmajer, M.; Albrecht, J.; Merkel, M. Additive Manufacturing of Tungsten Carbide Surfaces with Extreme Wear Resistivity. Coatings 2021, 11, 1240. [Google Scholar] [CrossRef]
- Al-Bukhaiti, M.A.; Al-Hatab, K.A.; Tillmann, W.; Hoffmann, F.; Sprute, T. Tribological and mechanical properties of Ti/TiAlN/TiAlCN nanoscale multilayer PVD coatings deposited on AISI H11 hot work tool steel. Appl. Surf. Sci. 2014, 318, 180–190. [Google Scholar] [CrossRef]
- Huang, R.-X.; Qi, Z.-B.; Sun, P.; Wang, Z.-C.; Wu, C.-H. Influence of substrate roughness on structure and mechanical property of TiAlN coating fabricated by cathodic arc evaporation. Phys. Procedia 2011, 18, 160–167. [Google Scholar] [CrossRef]
- Zhang, J.; Gu, Y. Effect of Al/Ti ratio on the mechanical properties and tribological behaviours of TiAlN coatings deposited by multi-arc ion plating method. Proc. Inst. Mech. Eng. Part J. 2011, 225, 854–863. [Google Scholar] [CrossRef]
- Leyendecker, T.; Lemmer, O.; Esser, S.; Ebberink, J. The development of the PVD coating TiAlN as a commercial coating for cutting tools. Surf. Coat. Technol. 1991, 48, 175–178. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, G.; Cheng, X.; Xu, R.; Zhao, J.; Zhang, H. Frictional and wear performance of TiAlN/TiN coated tool against high-strength steel. Ceram. Int. 2018, 44, 6878–6885. [Google Scholar] [CrossRef]
- Resendiz-Calderon, C.D.; Farfan-Cabrera, L.I.; Gallardo-Hernandez, E.A. Friction and Wear of Metals under Micro-abrasion, Wet and Dry Sliding Conditions. J. Mater. Eng. Perform. 2020, 29, 6228. [Google Scholar] [CrossRef]
- Haus, L.; Wildfeuer, M.; Grochowski, J.-E.; Wöckel, J.; Müller, M.; Köhn, F.; Schulz, W.; Wüstefeld, C.; Rafaja, D.; Albrecht, J. Wear properties of carbon-rich tungsten carbide films. Wear 2021, 488–489, 204146. [Google Scholar] [CrossRef]
- Alisir, S.H.; Evrensel, D. Investigation into Coating Structure and Wear Environment Effects on Tribological Properties of Piston Ring Coated with Monolayer TiAlN and Multilayer TiN/TiAlN. J. Mater. Eng. Perform. 2022, 31, 1654–1666. [Google Scholar] [CrossRef]
- Kumar, D.D.; Hazra, S.; Panda, K.; Kuppusami, P.; Stimpel-Lindner, T.; Duesberg, G.S. Probing the Impact of Tribolayers on Enhanced Wear Resistance Behavior of Carbon-Rich Molybdenum-Based Coatings. ACS Appl. Mater. Interfaces 2022, 14, 26148–26161. [Google Scholar] [CrossRef]
- Ren, M.; Yu, H.-L.; Zhu, L.-N.; Li, H.-Q.; Xu, B.-S. Microstructure, mechanical properties and tribological behaviors of TiAlN-Ag composite coatings by pulsed magnetron sputtering method. Surf. Coat. Technol. 2022, 436, 128286. [Google Scholar] [CrossRef]
- Fenker, M.; Balzer, M.; Kellner, S.; Polcar, T.; Richter, A.; Schmidl, F.; Vitu, T. Formation of Solid Lubricants during High Temperature Tribology of Silver-Doped Molybdenum Nitride Coatings Deposited by dcMS and HIPIMS. Coatings 2021, 11, 1415. [Google Scholar] [CrossRef]
- Voevodin, A.; Zabinski, J. Laser surface texturing for adaptive solid lubrication. Wear 2006, 261, 1285–1292. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Reinert, L.; Ramos-Moore, E.; Souza, N.; Müser, M.H.; Mücklich, F. Dry Friction between Laser-Patterned Surfaces: Role of Alignment, Structural Wavelength and Surface Chemistry. Tribol. Lett. 2013, 49, 193–202. [Google Scholar] [CrossRef]
- Da Silva, M.; Suarez, M.P.; Machado, A.R.; Costa, H.L. Effect of laser surface modification on the micro-abrasive wear resistance of coated cemented carbide tools. Wear 2013, 302, 1230. [Google Scholar] [CrossRef]
- Kümmel, J.; Braun, D.; Gibmeier, J.; Schneider, J.; Greiner, C.; Schulze, V.; Wanner, A. Study on micro texturing of uncoated cemented carbide cutting tools for wear improvement and built-up edge stabilization. J. Mater. Process. Technol. 2015, 215, 62–70. [Google Scholar] [CrossRef]
- Li, N.; Xu, E.; Liu, Z.; Wang, X.; Liu, L. Tuning apparent friction coefficient by controlled patterning bulk metallic glasses surfaces. Sci. Rep. 2016, 6, 39388. [Google Scholar] [CrossRef]
- Kommer, M.; Sube, T.; Richter, A.; Fenker, M.; Schulz, W.; Hader, B.; Albrecht, J. Enhanced wear resistance of molybdenum nitride coatings deposited by high power impulse magnetron sputtering by using micropatterned surfaces. Surf. Coat. Technol. 2018, 333, 1–12. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Reddy, R.P.K.; Sankar, M.R. Tribo-mechanical and surface morphological comparison of untextured, mechanical micro-textured (MμT), and coated-MμT cutting tools during machining. Proc. Inst. Mech. Eng. Part J 2019, 233, 95–111. [Google Scholar] [CrossRef]
- Schulz, W.; Köhn, F.; Balzer, M.; Fenker, M.; Albrecht, J. Properties of Wear-Resistant MoN Films on Microengineered Substrates. Coatings 2022, 12, 1232. [Google Scholar] [CrossRef]
- Engelhart, W.; Schier, V. A coated cutting tool. EP 3 757 252 A1, 30 December 2020. [Google Scholar]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Lei, X.; Wang, L.; Shen, B.; Sun, F.; Zhang, Z. Comparison of chemical vapor deposition diamond-, diamond-like carbon- and TiAlN-coated microdrills in graphite machining. Proc. Inst. Mech. Eng. Part B 2013, 227, 1299. [Google Scholar] [CrossRef]
- Blau, P.J. The significance and use of the friction coefficient. Tribol. Int. 2001, 34, 585–591. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti0.4Al0.6N Layer | Ti0.4Al0.6Cr0.1Si0.15N Layer | Unit | |
|---|---|---|---|
| Process gas | Ar/N2 | Ar/N2 | - |
| Process pressure | 6 × 10−3 | 6.2 × 10−3 | mbar |
| Bias | −40 | −50 | V |
| Pulse duration | 7.56 | 2 | ms |
| Mean power | 9.06 | 4.8 | kW |
| Target | Ti40Al60 | Ti40Al35Cr10Si15 | - |
| Temperature | 450 | 450 | °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schulz, W.; Joukov, V.; Köhn, F.; Engelhart, W.; Schier, V.; Schubert, T.; Albrecht, J. The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts. Coatings 2023, 13, 1603. https://doi.org/10.3390/coatings13091603
Schulz W, Joukov V, Köhn F, Engelhart W, Schier V, Schubert T, Albrecht J. The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts. Coatings. 2023; 13(9):1603. https://doi.org/10.3390/coatings13091603
Chicago/Turabian StyleSchulz, Wadim, Vitalij Joukov, Florian Köhn, Wolfgang Engelhart, Veit Schier, Tim Schubert, and Joachim Albrecht. 2023. "The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts" Coatings 13, no. 9: 1603. https://doi.org/10.3390/coatings13091603
APA StyleSchulz, W., Joukov, V., Köhn, F., Engelhart, W., Schier, V., Schubert, T., & Albrecht, J. (2023). The Behavior of TiAlN and TiAlCrSiN Films in Abrasive and Adhesive Tribological Contacts. Coatings, 13(9), 1603. https://doi.org/10.3390/coatings13091603