1. Introduction
Glass is an artificial (or even natural) material obtained by melting and cooling a mixture of inorganic components or natural rocks at a certain speed. From an industrial standpoint, the melting process is performed using different types of furnaces and various moulding methods. This makes it possible to produce a wide variety of materials with numerous uses in daily life, construction, industry, technology, research, etc. [
1]. Regarding ‘natural glasses’ (such as obsidians), not only have they had various practical uses as tools for ancient peoples, but they are also a very interesting field of study in geochemistry.
Although nature has provided the essential components with which to produce glasses (an abundance of easily extractable raw materials) for centuries, nowadays, we also use synthetic chemical products and a wide range of wastes. Glass formulations are created by using different proportions of certain components expressed in oxides and adjusting their nature or role in the molten structure. Therefore, from a structural standpoint, glass is composed of (a) oxides that form the glass structure (vitrifying materials), such as SiO
2, B
2O
3 or P
2O
5, for the more general or traditional glassy products; (b) oxides that modify the glass structure (fluxing materials), which provide bonds for the so-called non-bridging oxygen, such as alkaline metal oxides (Na
2O, K
2O…) or alkaline earth metal oxides (CaO, MgO…) and (c) amphoteric oxides (stabilisers), which are in between, providing the so-called bridging oxygen [
1,
2]. Amphoteric oxides usually exist in different structural forms rather than different valence states. For example, there are three kinds of coordinated Al
3+: four-fold coordinated Al
3+ (AlO
4 or Al
IV), five-fold coordinated Al
3+ (AlO
5 or Al
V) and six-fold coordinated Al
3+ (AlO
6 or Al
VI). The former act as network formers and the latter two as network modifiers. Fe
2O
3 can act as an amphoteric oxide, but FeO cannot. In addition, Al
2O
3 usually has only one valence state [
3].
As well as these basic components, glassy products usually include other oxides that fulfil several secondary functions: refining, colouring, discolouring, opacifying, thinning, nucleating or catalysts of the crystallisation in the case of glass-ceramics, etc. The process of creating the most marketed glasses, both flat glass (windows, façades, etc.) and hollow glass (bottles, containers, tubes, laboratory materials, etc.), has been sufficiently detailed in the book of Fernández-Navarro [
1], which is why we will not explain it here.
Nowadays, the concept of ‘glass’ has been greatly expanded compared to the traditional understanding that people had in previous centuries. This is because a wide range of materials have appeared on the market and in laboratories that range from 100% glass content or glassy phase, per se, to materials that, through melting and cooling processes of different speeds (and even through nucleation and crystal growth), can lead to a wide range of products that have varying amounts of glassy phase or glass in their final microstructure. These types of products have a broad range of household and technological uses and are referred to using the generic term ‘glass-ceramic or glass crystalline materials’ [
4,
5,
6]. Therefore, we will generally use the term ‘glassy products’ (a summary of which is shown in
Table 1), while taking into consideration the raw materials needed to obtain these types of materials, which range from conventional glasses based on the general systems of composition (Na
2O-CaO-SiO
2 and Na
2O-B
2O
3-SiO
2) to the glass-ceramic ones that are mainly formulated in systems such as Li
2O-Al
2O
3-SiO
2, CaO-MgO-Al
2O
3-SiO
2, etc. Among these products, there is a wide range of glassy materials, such as enamels (glassy layers on metal surfaces) and glazes (glassy layers on ceramic surfaces), which are obtained by cooling glasses rapidly in water through a process known as quenching. In turn, this creates powdered glasses that are generically called frits. Glass is a ‘metastable solid’ type of material at room temperature. It is solid, fragile and amorphous.
Ceramic glaze is a product that covers ceramic tiles (tiles, flagstones, roof tiles, etc.). It is created by using a combination of powdered minerals that, in suspension (water, alcohol, etc.), is thermally transformed [
7,
8] on the ceramic surface in the same firing process (single firing) or in a subsequent thermal process (double firing, triple firing, etc.).
Several types of glazes can be obtained when using glassy frits:
Opal and/or spandrel glazing of a glassy nature.
Matt glazing that barely reflects the incident light due to the crystallisation. The ones made of willemite (ZnO.SiO2) are very common in ceramic art, for example, although this effect is often achieved with the crystallisation of calcium and magnesium silicates. It has been known for some time that the crystallisation of calcium or magnesium salt sulphates, cryolites and even phosphates can create a matt effect.
Satin glazing, which is in between the two previous types, can be obtained by devitrifying the initial glass. It is usually obtained by saturating the crystalline phases caused by the cooling process or by mixing two incompatible frits, like the ones that produce titanium biphosphate crystallisations. In turn, this produces glazes and enamels that are highly resistant to acid and alkaline attacks.
Ceramic frits are insoluble in water and are obtained by merging and then quickly cooling a controlled combination of inorganic chemical substances. The fritting process involves making the components that are soluble in water insoluble by way of thermal treatment, usually at high temperatures (around 1500 °C). The goal is to achieve the complete merging of the raw materials and obtain glass that, once the whole process is over, is shaped as flakes or granules, which facilitates its subsequent milling.
Glazes (the more suitable word when used on ceramic surfaces, whereas ‘enamel’ is used with metallic surfaces) are composed of some fritted materials, some non-fritted raw materials, additives and dyes or pigments. On the one hand, raw materials soluble in water that are rich in alkaline components, like carbonates, nitrates and alkaline borates, cannot be used as such to prepare enamel in wet processes because they are soluble and can even crystallise when drying. This leads to unevenness on the glazed surface, altering the rheological parameters of the barbotine and its behaviour in the firing process.
With raw enamels, this issue is caused by the differences in the specific weight or size of the particles of their components. Fritted enamels melt and mature (when their composition is the same as enamels that are not fritted) with shorter firing processes, which also produce smooth and shiny superficial textures. This is why frits enable the use of formulations with higher SiO2 and Al2O3 content and make it possible to obtain enamels with improved technical features.
They also decrease the appearance of superficial defects, as well as chemical attacks on the surfaces and colours under the coating. This is because, with frits, the thermal decomposition and dissociation processes have already been completed. Frits also enable the use of raw materials with larger grain sizes (cheaper), which cannot fully blend into the molten enamel at its firing temperature but can in the fritting process at temperatures of around 1500 °C.
Regarding the raw materials used, they must guarantee a homogenous composition and an absence of fireproof particles, which could become defects or degasification hubs. In addition, the raw materials must not have contaminated metal oxides, which can add unwanted colouring to the frits. Not all raw materials melt at the same time, as they have different melting points. However, those that have lower melting points (such as borates or carbonates) generate more of a glassy phase, which speeds up the melting process of the feldspar materials. This, in turn, gradually dissolves the other components, such as the alkaline earth metals and the more fireproof chemical elements [
9,
10].
A frit can be made in a continuous manner or through a batch process (intermittently). The selection of one process or another is closely linked to the type of frit to be produced. If the desired frit is a specific one and large amounts are to be produced, the continuous process should be used. If it is a frit with fewer requirements, the batch or intermittent process is more suitable.
Regarding the characteristics of the furnace, most industrial furnaces for manufacturing frits deliver heat through lighters or burners that use natural gas as fuel, which means that the combustion air can be enriched with oxygen. The inside of the furnace is inclined, which helps the melted material descend. An overflow and a burner are placed where the resulting material emerges. This prevents the sudden cooling of the viscous liquid that the frit has become when exiting the furnace, which would happen upon contact with the air [
11,
12].
The batch process for manufacturing frits is used when smaller amounts of the frit are required, in other words, for frits with a lower demand. It is very difficult to keep the properties of the frits produced constant due to the nature of the process. Therefore, it is advisable, when selling them, to mix different batches of the same frit, which mitigates the variance of its properties and maintains continuity in its characteristics. The main difference between this process and the continuous process is the type of furnace used. This type of process uses a rotary furnace. The off-gases produced throughout the fritting process are collected by the extractor fan and sent to the chimney. The molten substance is cooled by pouring it on water (water cooling), as has been explained in the continuous process.
The glassy coatings obtained from frits have traditionally been used in several types of products [
13], such as (a) ceramics for art and household uses (crockery, craft and ornamental ceramics); (b) tiles (tiles and flagstones); (c) metal substrates and/or alloys (enamels) and (d) non-porous coatings in all types of inorganic products, with both technological and conventional uses. Due to the high level of competition in these fields to conquer and expand the market, some decades ago (specifically in the 1980s), there was an increased interest in developing glazes that were not completely amorphous (like those generally produced using borates or lead compounds). There was also a need to remove the toxic components, as in the case of compounds that included lead, in both enamels and glazes for tiles. This prompted numerous investigations starting in the 1980s and 1990s that led to new glazes with crystalline phases inside of them and which were resistant to wear, impacts from items falling on them and slipping (the most recent requirement of the CTE, or Technical Building Code, in Spain). The production of frits that create thin layers of glazing for single-firing surfaces (for both red body products and porcelain stoneware) has become widespread, with Italian company Marazzi
® being the first to innovate with this type of glazing in the sector. Companies from Castellón would later develop several of these types of glazing (e.g., Enduro). Spanish research groups developed some of these glass-ceramic glazes with traditional formulations, such as cordierite, celsian and willemite. They then performed a historical review of the technique for manufacturing this type of glazing [
14,
15].
2. Glass-Ceramic Materials
Glass-ceramic products or materials are composed, like any ceramic material, of one or several crystalline phases embedded in an amorphous or glass matrix. However, their manufacturing process involves controlled devitrification through a controlled process of nucleation and crystal growth in the glass matrix. This is considered a ‘metastable’ structure or one where the structure of the molten substance ‘freezes’ as a solid. This is achieved thanks to an appropriate formulation design and to subjecting the initial glass (starting glass, also known as ‘mother glass’) to a thermal heating process or thermal cycle [
16]. Throughout the process followed to obtain these materials, the original shape can be preserved when moulding the ‘mother glass’ with conventional glass-making methods (true glass-ceramic processing). Alternatively, the design or shape can be preserved by using a mould or a combination of molten raw materials, crystallising the molten material by cooling it slowly (petrurgical processing). These processes can also be performed using powdered glass or crushed frits thanks to a sintering–crystallisation process (glass-ceramic processing by sintering) [
17]. The petrurgical route is the most commonly used to manufacture glass-ceramic materials from natural raw materials (rocks and minerals) and all types of industrial waste [
18]. Silicates are usually melted with abrupt changes in viscosity in very low temperature ranges. This establishes a strong trend towards devitrification, which is common in glasses that can be slip cast. In general, the process followed is melting and homogenising the molten substance, straining it over preform moulds and using slow cooling cycles suitable for devitrifying the majoritarian crystalline phases [
18].
Each of these processes, which are fully affordable on an industrial scale, makes it possible to obtain transparent and opaque materials (with or without colour) that, with a suitable design of their composition and microstructure, have a wide range of household, industrial and architectural uses. Some of their most suitable uses for large-scale marketing involve using them as floorings, coatings and for decorative purposes. In fact, these uses are widespread in Eastern Europe, Japan, the USA, etc., as well as their architectural uses on façades or in large public areas [
19].
Table 2 shows most types of glass-ceramic materials sold in recent decades. The main benefit of the glass-ceramic process is its versatility, as the vitrification process makes it possible to add to their composition various types of mining and industrial waste, such as slag, fly ash, mud, sludge, etc. [
14]. This way, not only can they be rendered inert but also turned into useful raw materials (with no risk to the environment) to create new products, offering architects and decorators a new range of eco-materials with multiple possibilities for complementing construction systems. Even for technologists who manufacture any type of product, these materials provide all sorts of solutions to challenges that can appear in the industry thanks to their wide range of properties [
14,
20]. As the glasses or glassy substances are ‘frozen’ in a metastable state of subcooling with a higher energy content than the thermodynamic equilibrium [
1], they can evolve in favourable conditions to create stable crystalline substances. This occurrence is known as ‘devitrification’, as it goes against the very nature of the glass, which, regardless of the scientific debate that has been ongoing for years on the nature of its structure, we can say in a very broad sense is ‘amorphous’ (with no far-reaching crystal arrangement).
Tamman established the scientific bases for the crystallisation of subcooled liquids back in 1926, conducting research that revealed the existence of the two main phases that determine the devitrification process: nucleation or creation of crystal seeds and crystallisation or crystal growth, which involves the development of the number and size of crystallites inside the glass. However, the general theories on nucleation and crystallisation in glasses were not fully established until the 1960s, 1970s and 1980s due to the importance of controlling the devitrification process acquired for the production of glass-ceramic or glass-crystal materials [
21]. This way, what were initially undesirable processes when obtaining glasses, as they led to defects, have become essential mechanisms to obtain ceramic materials with useful technological properties.
The controlled devitrification of glass depends, among other structural and compositional factors, on its thermodynamic and kinetic behaviour, which will determine the most suitable thermal cycles to apply in each case to obtain the desired final material. In other words, both the chemical composition and the thermal cycle (temperature and time) applied are essential to successfully manufacture these materials. The mechanism through which glass nucleation takes place can be homogeneous, if it is based on the substances that form the molten matter, or heterogeneous, if the nucleation is based on particles with a different chemical composition or on the interphases determined by the surfaces that confine the molten matter. From a kinetic standpoint, the nucleation and crystallisation speeds have their own maximum development ranges depending on the temperature. The nucleation speed depends, as well as on the probability of the formation of stable nuclei, on the dissemination of the various constituent molecules or ions required for the development of stable nuclei from the crystal seeds. Likewise, crystal growth speed is also affected by the ability to transport the chemical components to the developing crystal. Both types of processes (petrurgical and conventional) involve the formation/non-formation of crystalline phases or nuclei in the crystal matrix depending on the temperature and duration of the treatment. This can be monitored with the so-called TTT (time–temperature–transformation) curves, which make it possible to easily view and programme the crystal nucleation and growth intervals. The experimental study of the viscosity variations in relation to temperature makes it possible to define a series of intervals defined by fixed points of viscosity, which largely condition the controlled devitrification processes. The process is normally improved by adding the so-called nucleating agents to the initial compositions, which favour nucleation in an even way in the glassy substance, especially in systems that will lead to very stable glasses and which, therefore, have a very low tendency towards devitrification.
Table 3 summarises the types of nucleating agents and lists, in detail, the theoretical bases of nucleation and crystal growth in glasses.
Even though they are used generally, in glasses with a high tendency to crystallise (like those composed of compounds created from rocks, minerals and industrial waste), their use is even more justified, as they refine the microstructure and help obtain structural improvements. These additives create discontinuities in the glass structure, which act as nucleation hubs that are better distributed in the glassy substance. They can be classified into two main groups: one with oxides such as TiO
2, ZrO
2, P
2O
5 and V
2O
5 and others that act through different mechanisms (valence change, charge decompensation, etc.), which separate themselves from the glassy matrix and favour the creation of nuclei. This type of nucleant is usually added in proportions of between 1% and 20% of the weight [
21]. The second (less soluble) group includes some sulphurs and certain metals in their elemental form, such as Pt, Ag, Cu and Au. The decreased solubility of these nucleating agents is usually addressed by applying photosensitisation processes (photostimulated controlled devitrification), which are broadly used in the crystallisation of glasses that belong to the Li
2O-Al
2O
3-SiO
2 system [
22]. The effect of the glass–air interphase in porous materials and its effect as an initiator or nucleant of the crystallisation in glasses has not garnered much attention in the past few decades (possibly due to associating it more with causing defects than to the positive impact it can have as a ‘nucleating agent’ or even for the production of porous glass-ceramic materials). It is shown in
Figure 1. In this case, they are groups of pyroxene crystals that grow perpendicular to said interphase.
A new edition of a book published in 2019 [
23] and a new book published in 2021 [
24] explore new glass-ceramic materials and properties and review the expanding fields for applying these materials. These manuals contain current information on glass/glass-ceramic formation in general and study specific systems, crystallisation mechanisms and products such as ion exchange strengthening of glass-ceramics, new glass-ceramics for energy and new glass-ceramics for architectural uses.
Depending on the nature of the raw materials and the type of composition, glass-ceramics can be classified as follows.
2.1. Glass-Ceramics for Household Use
Glass-ceramic materials were initially best known for those that are sold for household uses, such as the ones used for kitchen worktops. This was the case since the first glass-ceramic material was patented by Corning Glass, Corning, New York, USA (commercial brand Pyroceram
®) in 1957. Many investigations were conducted on these materials due to their positive technological uses, especially in the 1960s and 1970s. Most of the existing commercial glass-ceramics are obtained from lithium silicate glasses [
25,
26].
The high intensity of the Li+ ion field favours crystallisation. The first investigations addressed the nucleation and crystallisation processes in simple systems, with the most commonly used system being Li2O-Al2O3-SiO2, which makes it possible to obtain glass-ceramic materials whose largest phases (spodumene and eucryptite) have very low coefficients of expansion. In fact, the β-spodumene solution’s solid β-quartz phase is used to produce mirrors for telescopes, such as Zerodur® of the company Schott (Mainz, Germany).
On the other hand, using metals of the Pt group makes it possible to obtain materials that are almost entirely crystallised and which are first treated between 580 and 650 °C and then between 700 and 850 °C. These glass-ceramics have good mechanical and electrical properties. Using TiO2 or P2O5 as nucleation catalysts makes it possible to obtain materials with very low coefficients of thermal expansion.
2.2. Glass-Ceramics with Architectural Uses Made from Natural Raw Materials and Industrial Waste
Glass-ceramic coatings (of registered brand Neoparis®) were obtained from natural, purified raw materials of wollastonite and anorthite. This type of construction material that looks like natural stone is produced in Japan by the brand Neoparis®, which belongs to Japan Electric Co. (Tokyo, Japan). Since the 1960s, numerous glass-ceramic-type materials have been produced following the petrurgical route in countries such as Russia, Ukraine, Bulgaria, Poland, Germany (the former GDR), etc., and in the current republics of Czechia and Slovakia. These materials were even developed in the 1970s at the Department of Materials of Imperial College (London, UK) from steel slag and basalt. The material obtained, called Silceram®, is the result of the controlled crystallisation of glass produced with the CaO-MgO-Al2O3-SiO2 system.
2.3. Technical Glass-Ceramics
These are generally glass-ceramics that include as their main components Li, Mg, B, Ba, etc. It is common to add other oxides in order to modify the material’s properties. They are glass-ceramics with electrical and neutron-absorbing uses. The same behaviour has been observed in the Li
2O-ZnO-SiO
2 system, which makes it possible to obtain glass-ceramic materials with increased mechanical capabilities. Other systems studied, and from which glass-ceramic materials with good properties and a wide variety of uses have also been obtained, are those formulated with the following systems: Li
2O-CdO-SiO
2, Li
2O-MgO-Al
2O
3-SiO
2 [
27] and Li
2O-Al
2O
3-SiO
2-TiO
2 [
21,
27,
28]. Several commercial products are made out of glass-ceramic materials including crockery for microwaves [
21], grills, brake pads or dental crowns.
Glass-ceramics even have major use expectations in the nuclear industry. In fact, numerous investigations have shown that both the controlled vitrification and devitrification of radioactive waste (from the fuel used in nuclear power plants, from the waste from processes to enrich said fuel, or from its production or initial mining processes) can help solve the concerning issue of rendering this waste inert and storing it.
2.4. Glass-Ceramics from Basalt Rocks
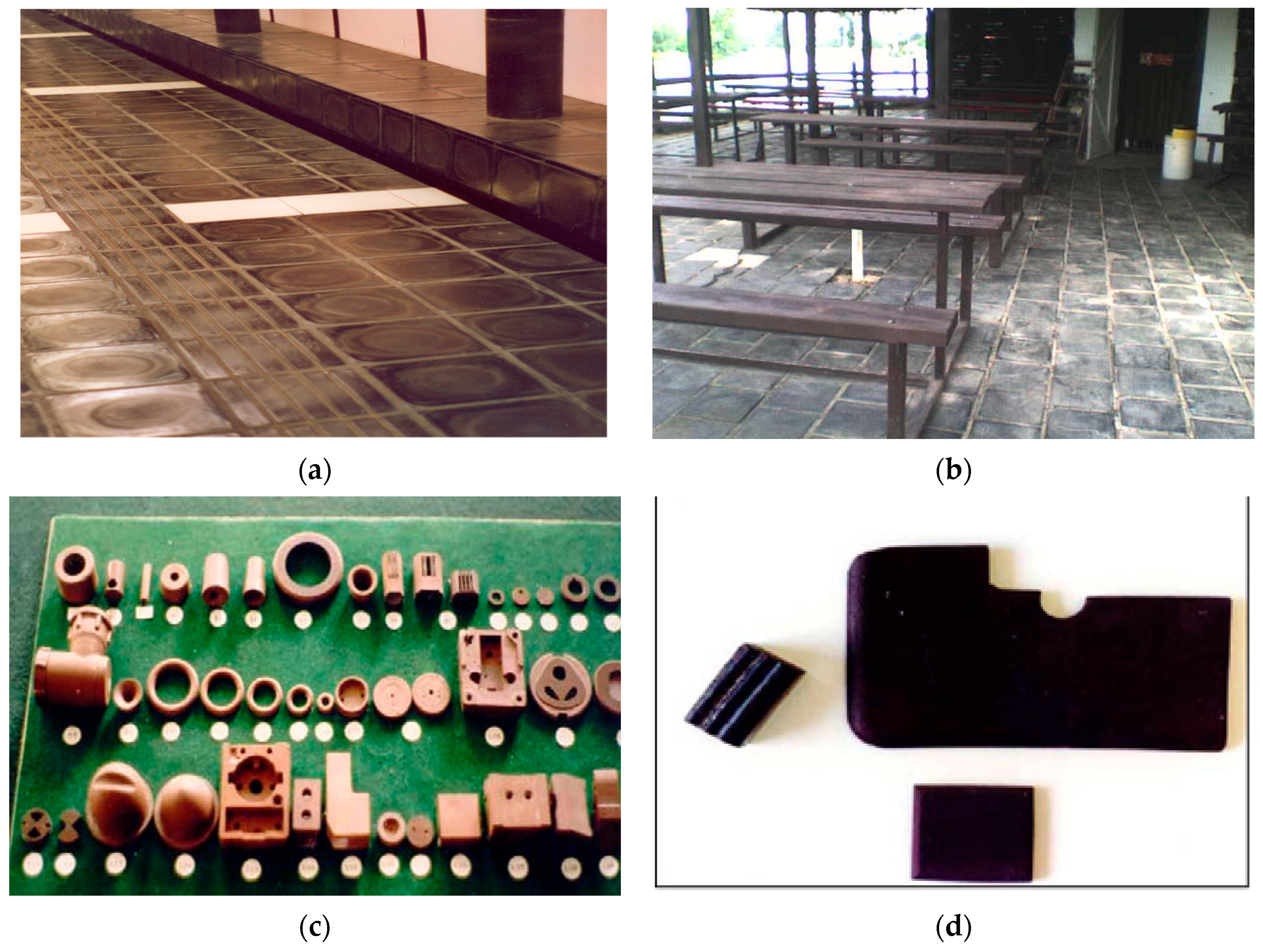
They represent a special group due to their compositional and processing characteristics and, especially, due to the wide range of uses that they can have (from tiles for construction or floors that are highly resistant to deterioration in industries to pipes, coating for hydrocyclones and even small pieces for use in the clothing or electrical industries, as plumbing components, fishing floats, etc.). Glass-ceramic materials obtained from basalt rocks are characterised by their high chemical inertness, slow leaching, electrical conductivity (mainly electronic), high resistance to abrasion and good mechanical resistance. Due to the positive properties that can be obtained, glass-ceramic materials from basalt rocks have numerous industrial uses, representing a valuable alternative to many materials and metals (
Figure 2). Researchers have also investigated the production of glass-ceramic materials using the, strictly speaking, ‘glass-ceramic route’ from rocks from the Canary Islands, Campo de Calatrava (Ciudad Real, Spain) and Bulgaria [
29]. The choice of basalt rocks is determined by their lower melting temperature and greater fluidity once melted, which, a priori, make them highly suitable to be processed as glass-ceramics. A rock can have eight or nine normative minerals. However, no more tend to emerge after the melting and recrystallisation process. In general, the main crystalline phases are diopside-type pyroxenes, sometimes plagioclase (labradorite–anorthite) and, rarely, olivine. The melting points of these minerals range from 1118 °C (albite) to 1686 °C (leucite), although most of them surpass 1500 °C. Naturally, melting its components decreases the temperatures at which the rock melts (1100–1300 °C).
Another possible use of ‘basalt glass-ceramics’ is that they have proven to be very good materials as matrixes to immobilise and isolate toxic and radioactive waste due to their slow leaching and long-term chemical stability.
Figure 3 shows several materials obtained from basalts, as well as glass-ceramic tiles obtained from industrial waste from jarosite (ammonium and iron sulphate from the hydrometallurgy industry to produce metallic zinc).
2.5. Glass-Ceramic Materials in Thin Layers as Coatings: Glazes
Although there are other types of glass-ceramic materials, such as those with uses as biomaterials [
30], we must mention those that, in thin layers and as glazes, are used to cover tiles in construction. This type of glass-ceramic in thin layers between 0.5 and 3 mm is obtained by applying a frit or powdered glass via immersion or spreading on ceramic tile surfaces. These ‘glass-ceramic glazes’ are usually applied by way of a slip created by mixing certain additives like tripolyphosphate and carboxymethyl cellulose (CMC) to facilitate its application [
15]. Lots of research has been conducted in recent decades in Spain, starting in 1996 and drawing from previous investigations performed at the University of Modena [
31,
32,
33].
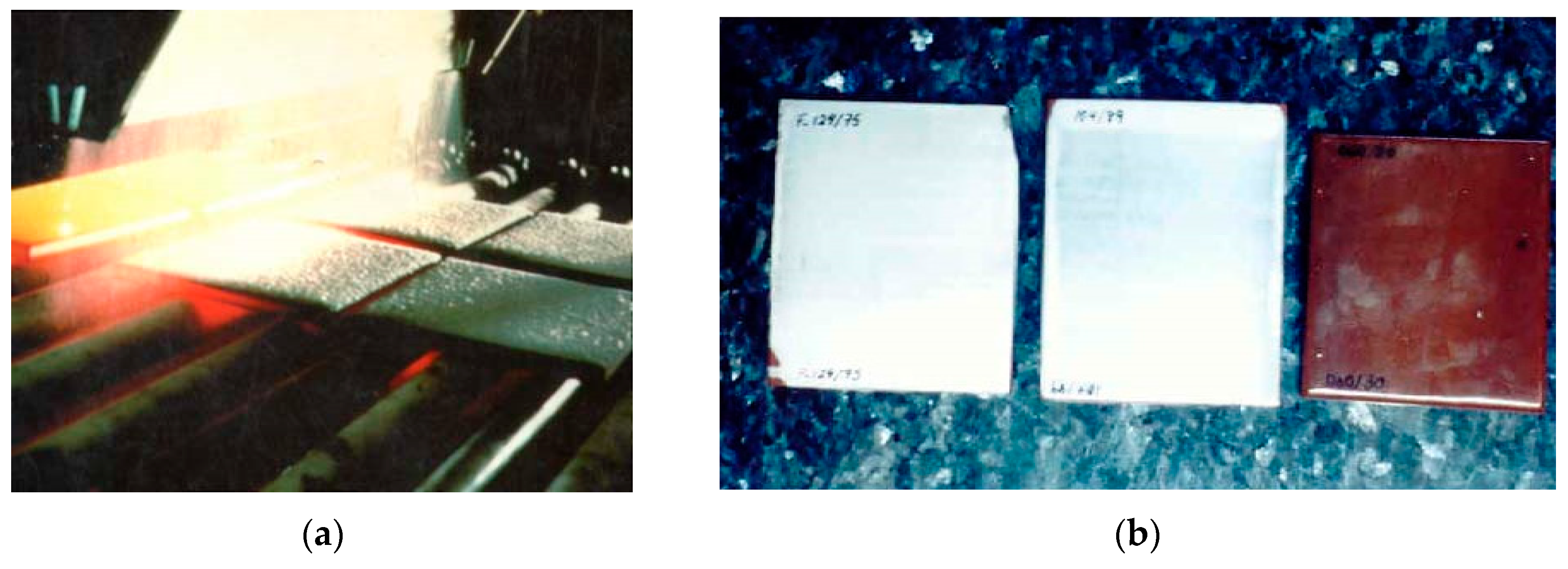
The goal was to obtain frits that could be used as glass-ceramic glazes for the manufacturing of flooring and coatings for ceramic tiles following traditional processes of fast single firing. To this end, in prior decades, experts developed numerous compositions that adapt perfectly to these types of cooking cycles of around 30 min and temperatures between 1120 and 1230 °C, including glazes that can also be used in the production of porcelain stoneware tiles, which give this type of materials even better capabilities (
Figure 4). The first commercial glass-ceramic glazing in recent years was developed by the company Marazzi.
Lastly, the process of obtaining glass-ceramics has made it possible to synthesise countless mineral phases that exist in nature and even produce pieces and products that have uses in the jewellery and costume jewellery industries, achieving colours and appearances that, in many cases, mimic those of the natural gems [
34]. It is even possible to obtain glass-ceramics that look like aventurine or with metallic effects without having to add noble metals, as proven in the doctoral thesis of Callejas [
35] (
Figure 5).
2.6. Use of Wastes: Development/Production of Ceramic and Glass-Ceramic Eco-Materials
After conducting a review of the state of the art of raw materials, processes, procurement techniques and uses of glassy and glass-ceramic materials, we can analyse different types of waste (some of which are toxic and dangerous) that can be used to manufacture said materials in order to render them inert or immobilise them. For example, in the Iberian Peninsula, there are several industrial ‘clusters’, such as the natural stone sector, whose territory includes deposited waste that is rich in calcium, from the use of marble and limestone. In nearby urban areas, there is waste from the sludge that comes from wastewater treatment processes. Likewise, both the thermoelectric and metal industries, which are highly scattered around the peninsula, produce a wide range of waste in the form of slag, sludge and powder. One of these types of waste with high contents of manganese oxide has been found and identified deposited on a beach on the coast of Galicia (Spain). Lastly, in this investigation, we also considered an enriched waste such as hexavalent chromium, which is well known for its toxicity [
36]. The presence of lithium in pegmatitic mines in the bordering strip between Spain and Portugal also gives way to waste that contains this chemical element, which has uses in the production of glazes or enamels and glass-ceramic materials. Simultaneously, the industry’s presence has a prominent role due to the ‘ceramic cluster’ of Castellon in Spain, whose flooring and coating industries can provide knowledge on the type of process commonly used (sintering or vitrification) not only to render this type of waste inert but to use it as a secondary raw material. Consequently, new horizons emerge for conducting research with the mentioned industrial waste to learn the conditions in which they can be rendered inert or used in the composition of traditional materials as a secondary raw material or in the production of new materials [
37,
38,
39]. Following the general increase in population and industrial development, the management of resources by using secondary sources of raw materials, recycling and energy recovery from waste products is growing in importance [
24,
40]. There are many challenges associated with each approach, with waste treatment and handling its by-products being among the most environmentally concerning matters [
24]. A chapter of one publication [
40] studies the types of waste management: municipal solid waste management and wastewater management. In the first part, management of municipal solid waste, incineration is presented as a tool for energy recovery, and its hazardous by-products (fly ash and bottom ash) are defined. The second part of this chapter [
40] is dedicated to the potential use of rice husks. The resulting heavy-metal-containing rice husk can be vitrified, and it is possible to prepare foam glass-ceramics after its vitrification [
40]. Many articles have been published recently on the problem of managing different types of waste that, after proper treatment, can become raw materials for the construction industry and other sectors. Experiments and solutions have been provided for waste contaminated by heavy metals [
41,
42], urban waste [
43,
44], biomass waste [
45], fly ashes [
46], solid waste bottom ashes [
47] and other potentially toxic and hazardous types of waste [
48].










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}