
Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites

 ,
,
Abstract
:1. Introduction
2. Materials and Test Procedure
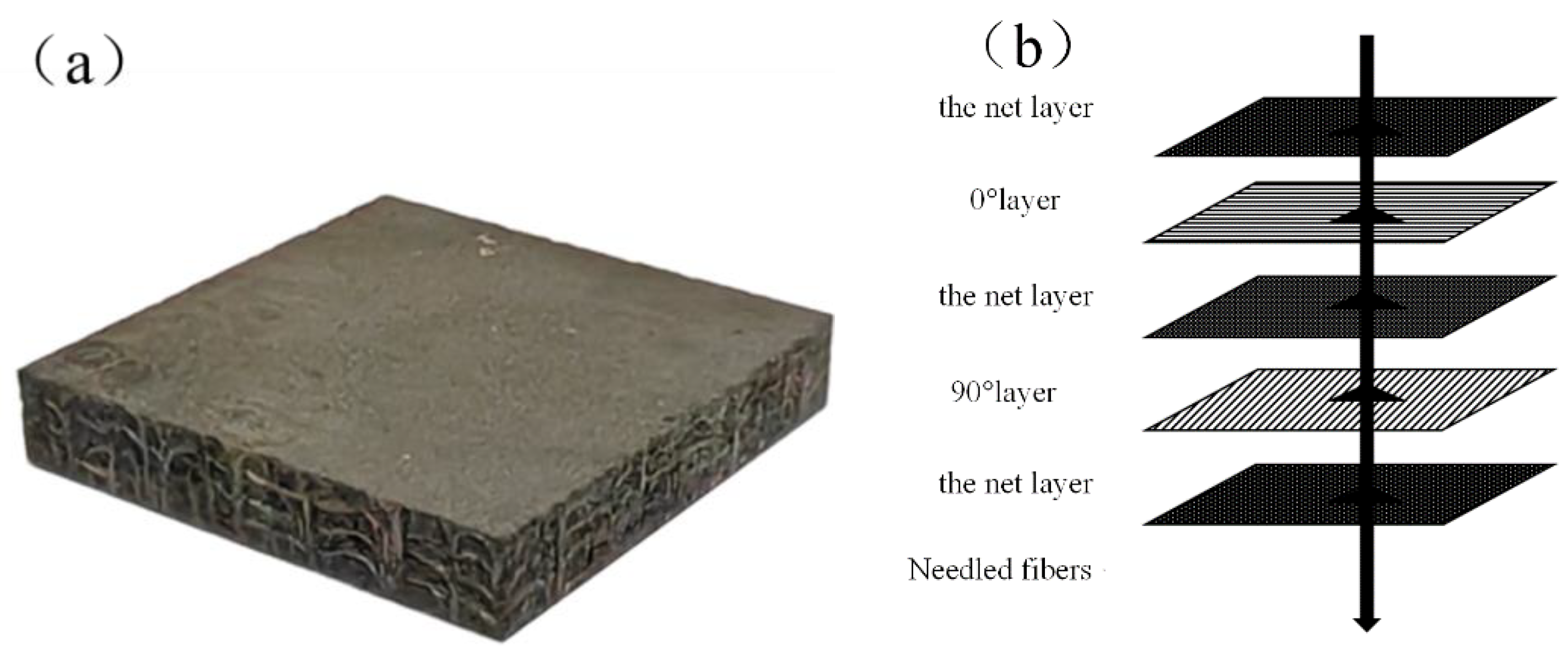
2.1. Materials
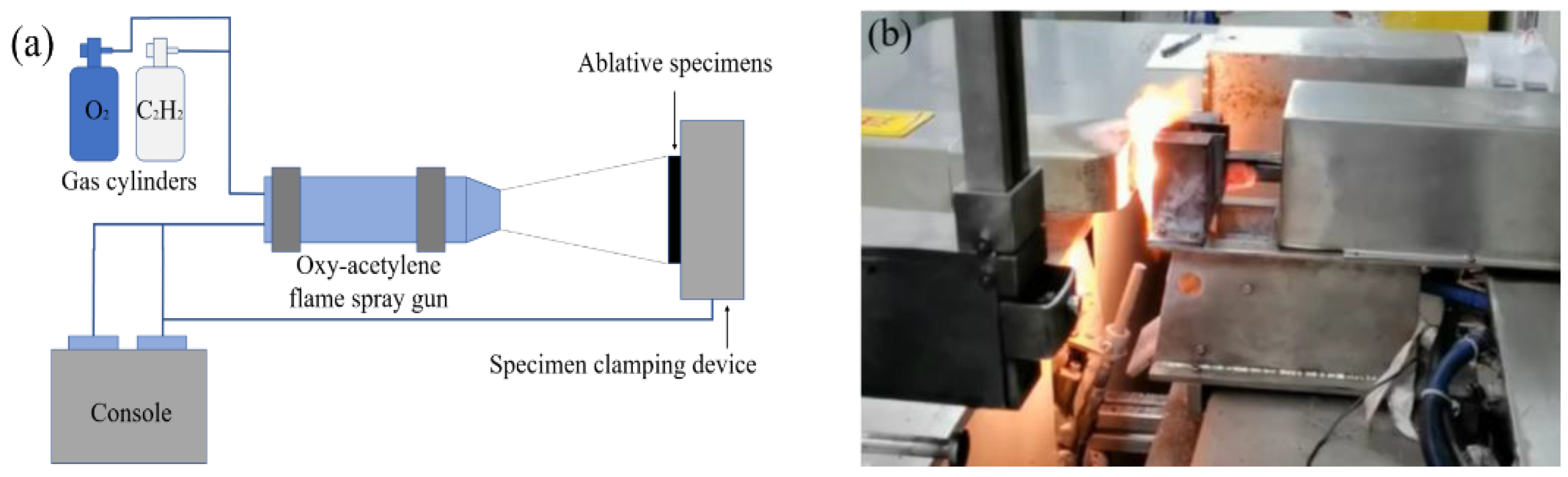
2.2. Ablation Test
3. Results and Analysis
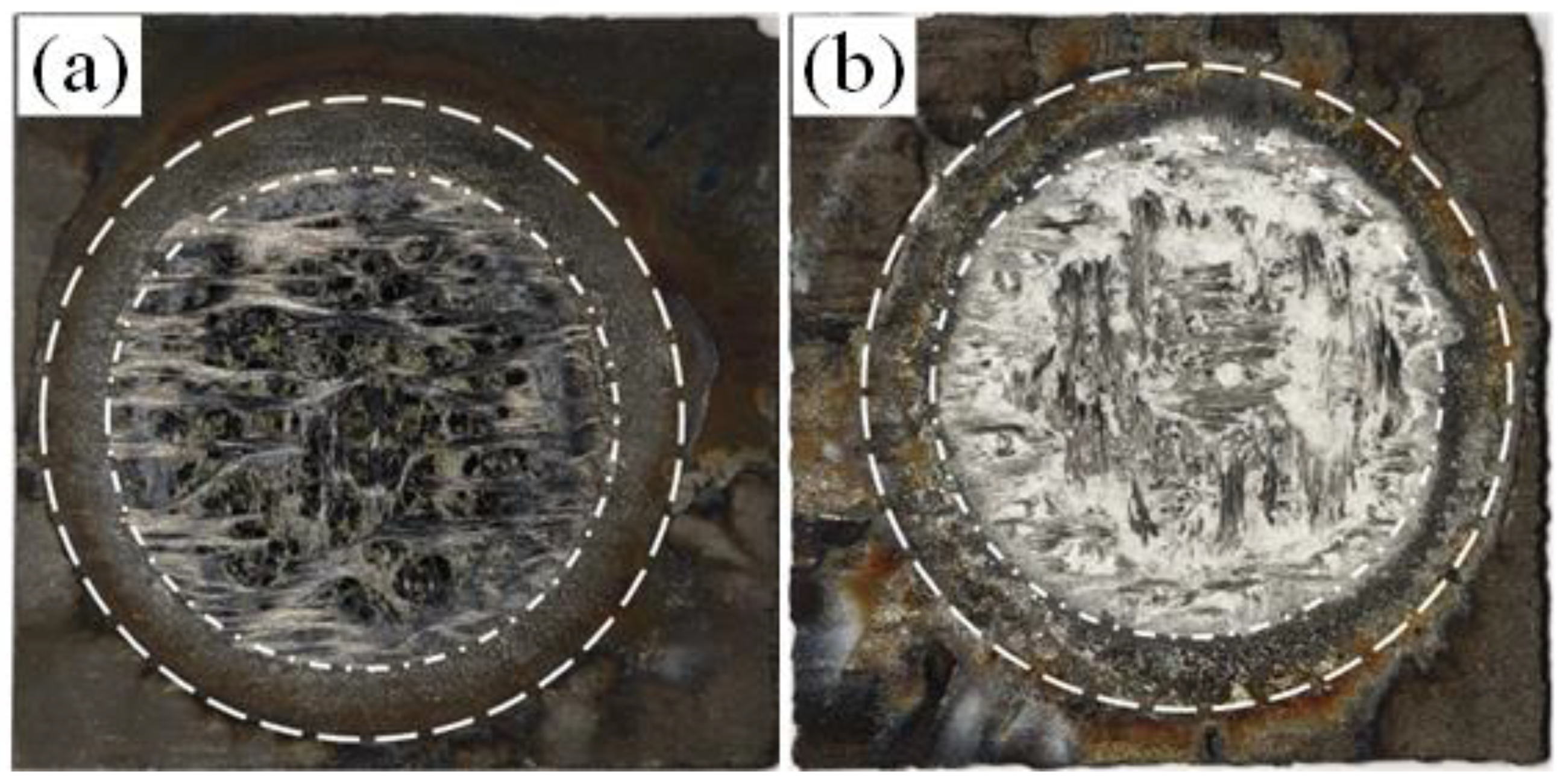
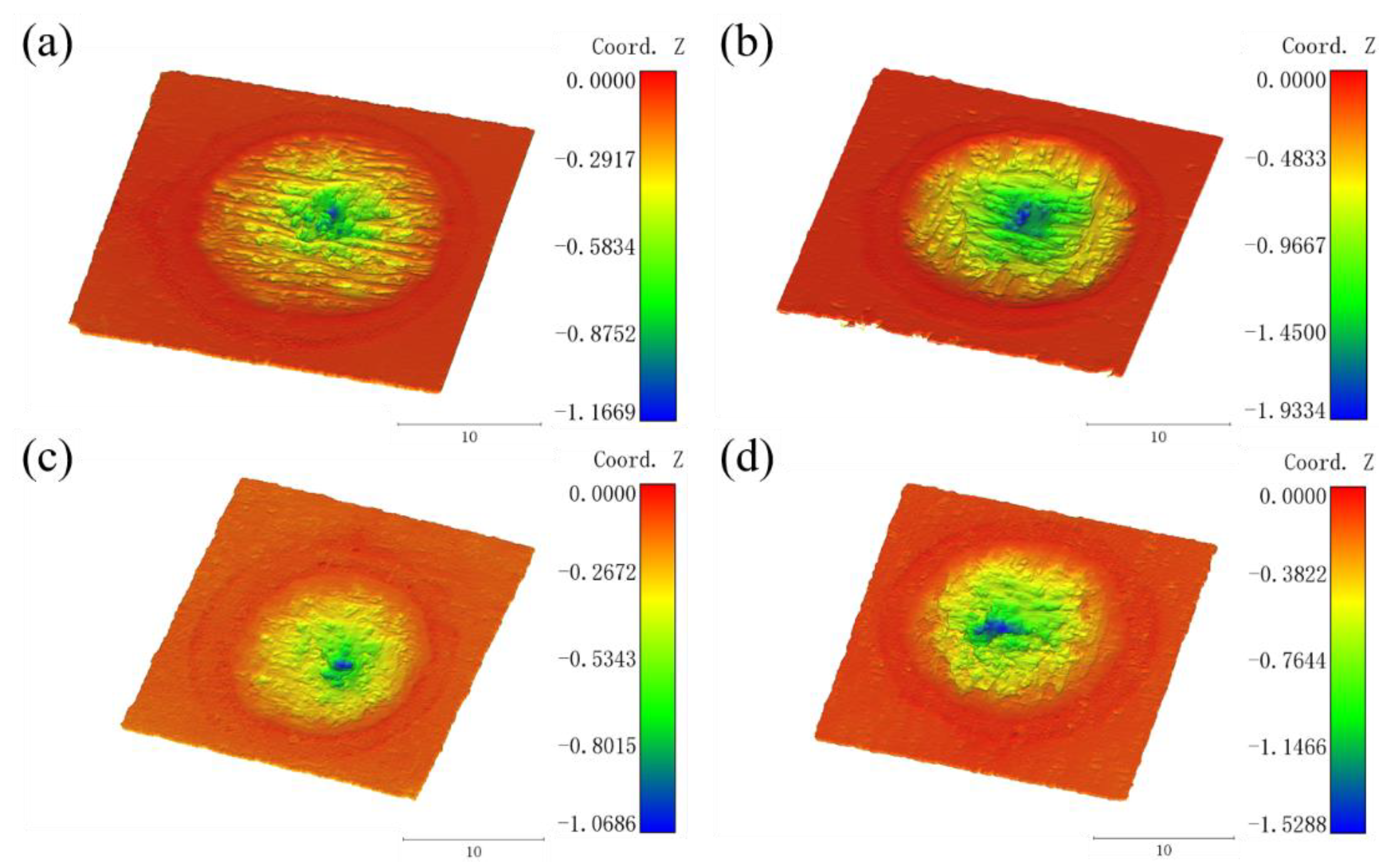
3.1. Macro Morphology
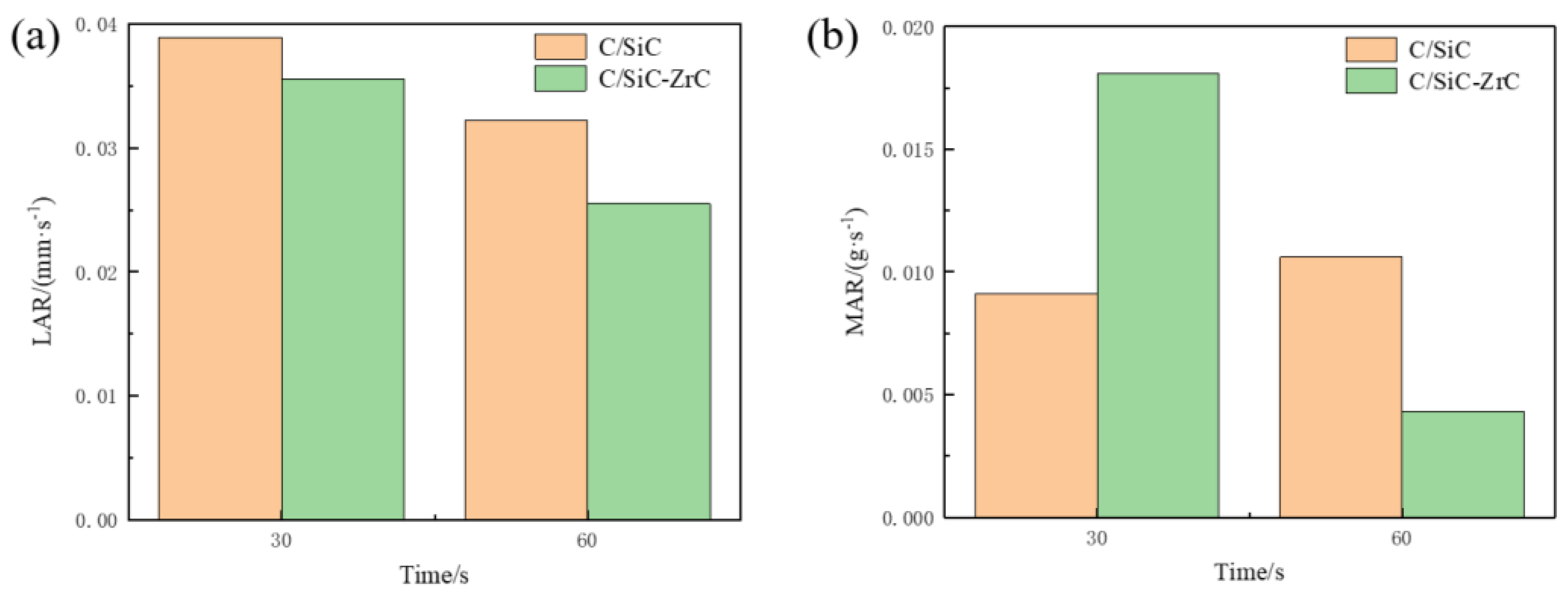
3.2. Ablation Parameters
3.3. Microscopic Morphology
3.4. Ablation Mechanism
4. Conclusions
- (1)
- Both C/SiC material and C/SiC-ZrC material form three regions on their surfaces after ablation at high temperature: the ablation center region, the ablation transition region, and the ablation edge region.
- (2)
- At 30 s and 60 s, the line ablation rate of C/SiC-ZrC was 8.48% and 20.81% lower than that of C/SiC, respectively. At the same ablation time, the depth of the crater caused by the erosion of C/SiC material by high-temperature airflow was shallower than that of C/SiC-ZrC, and the bare area was smaller, which shows that the C/SiC-ZrC material is more ablation-resistant than the C/SiC material. C/SiC-ZrC has better application prospects for hot-end components of hypersonic vehicles.
- (3)
- The mass ablation rate of the C/SiC-ZrC material decreased gradually with the increase in time, while the line ablation rate initially increased rapidly and then decreased continuously. With the increase in ablation time from 30 s to 90 s, the line ablation rate and mass ablation rate decreased by 55.62% and 89.5%, respectively. This indicates that the oxides produced by initial ablation oxidation adhering to the surface of the material had the effect of slowing down the ablation rate.
- (4)
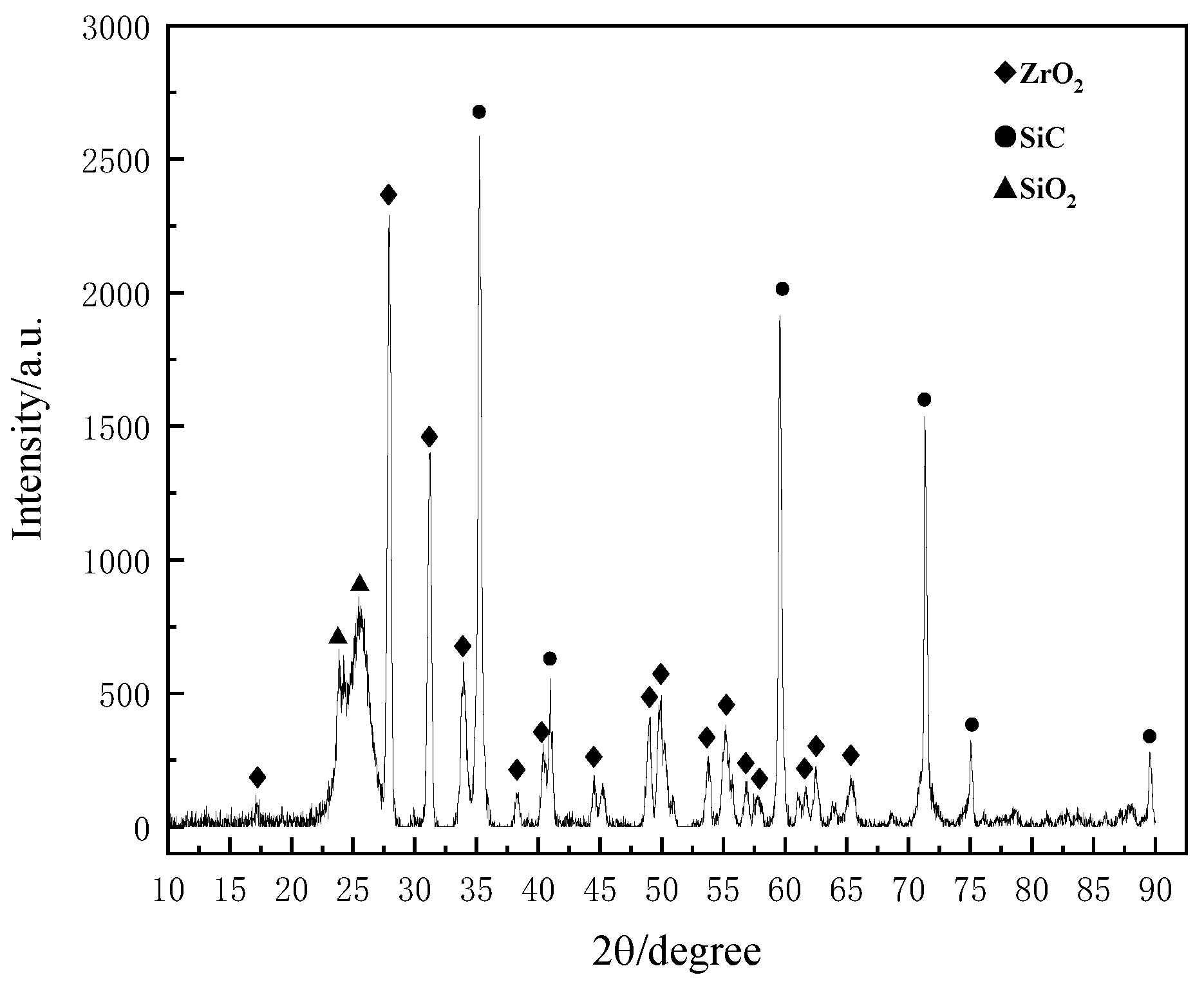
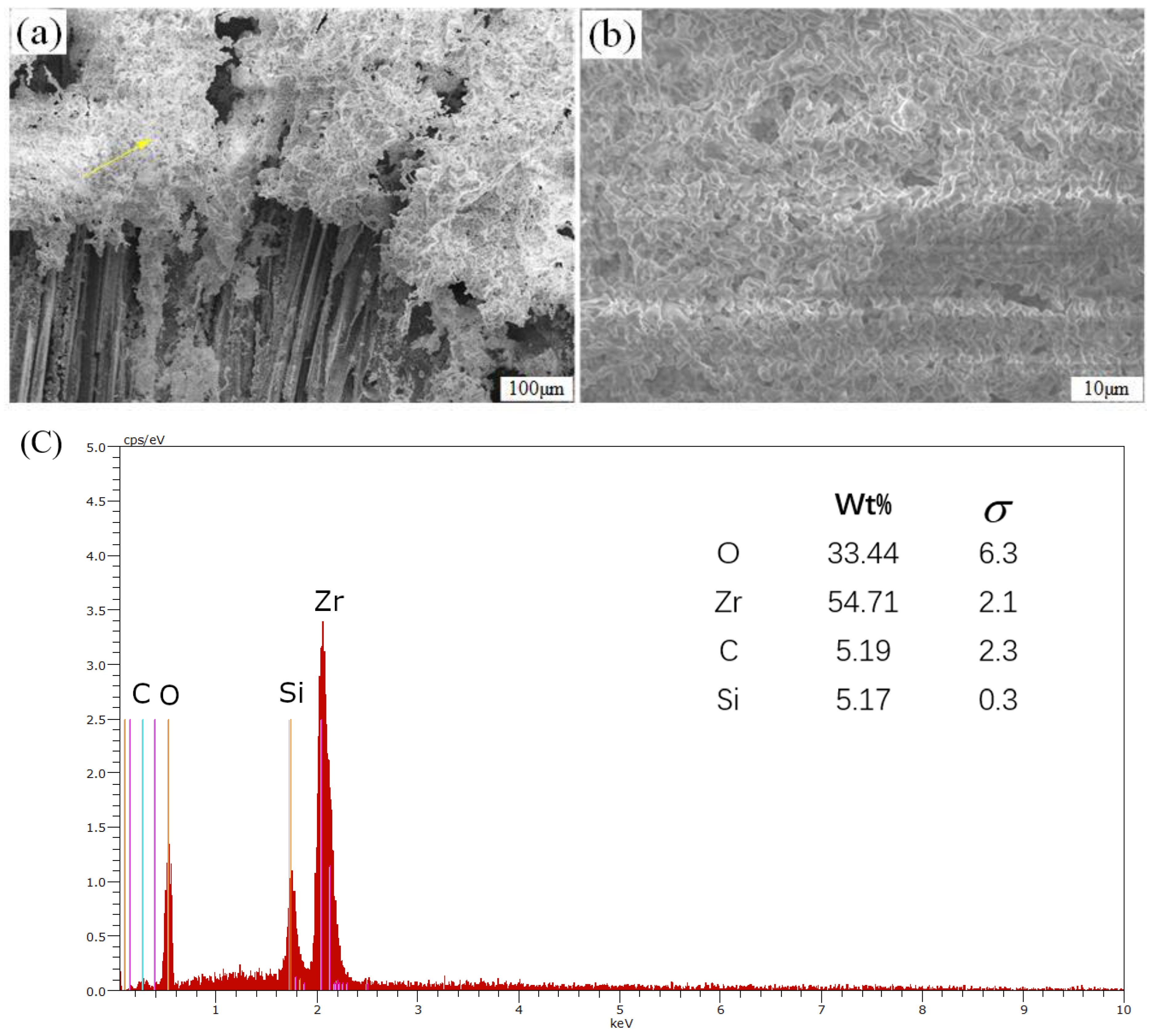
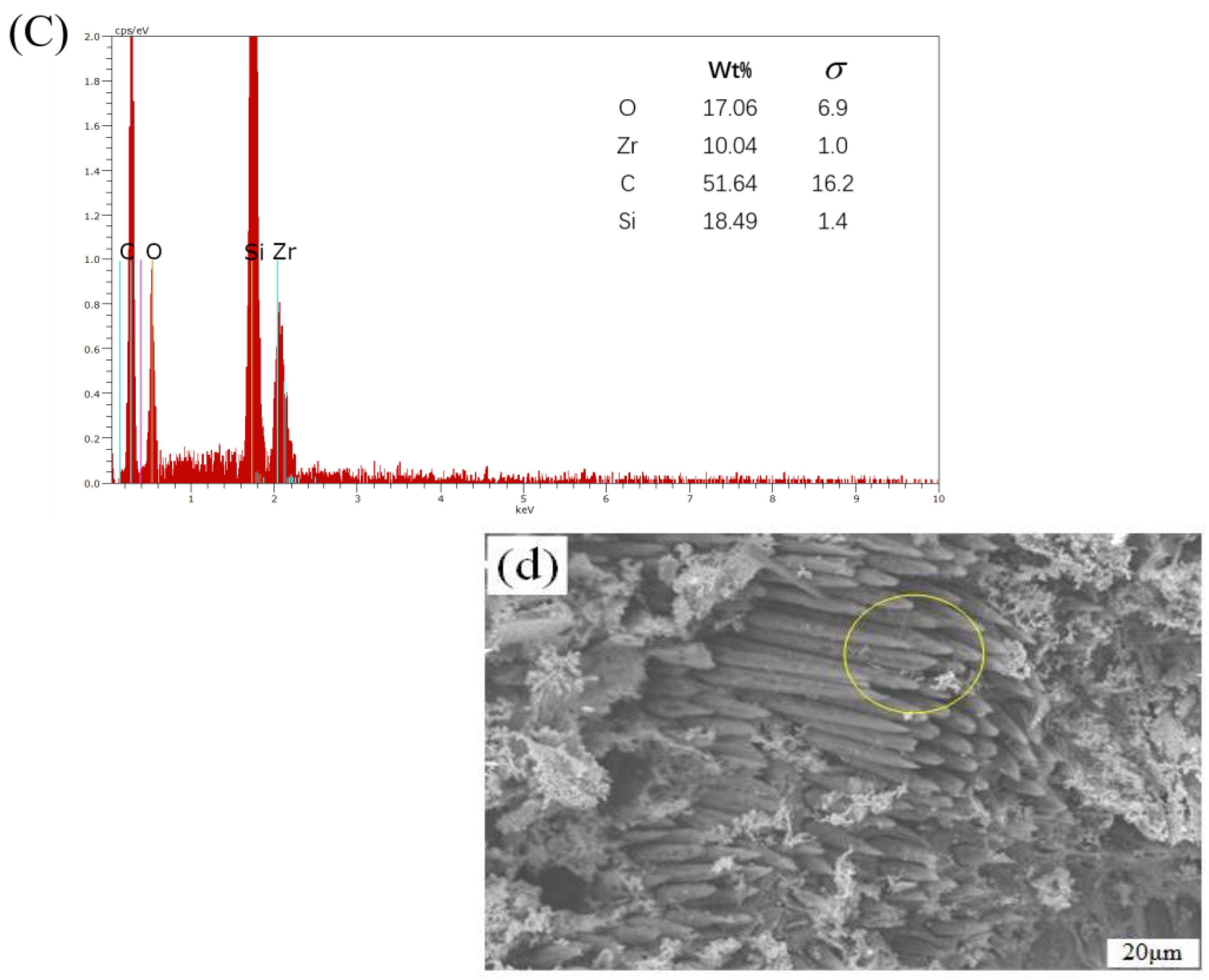
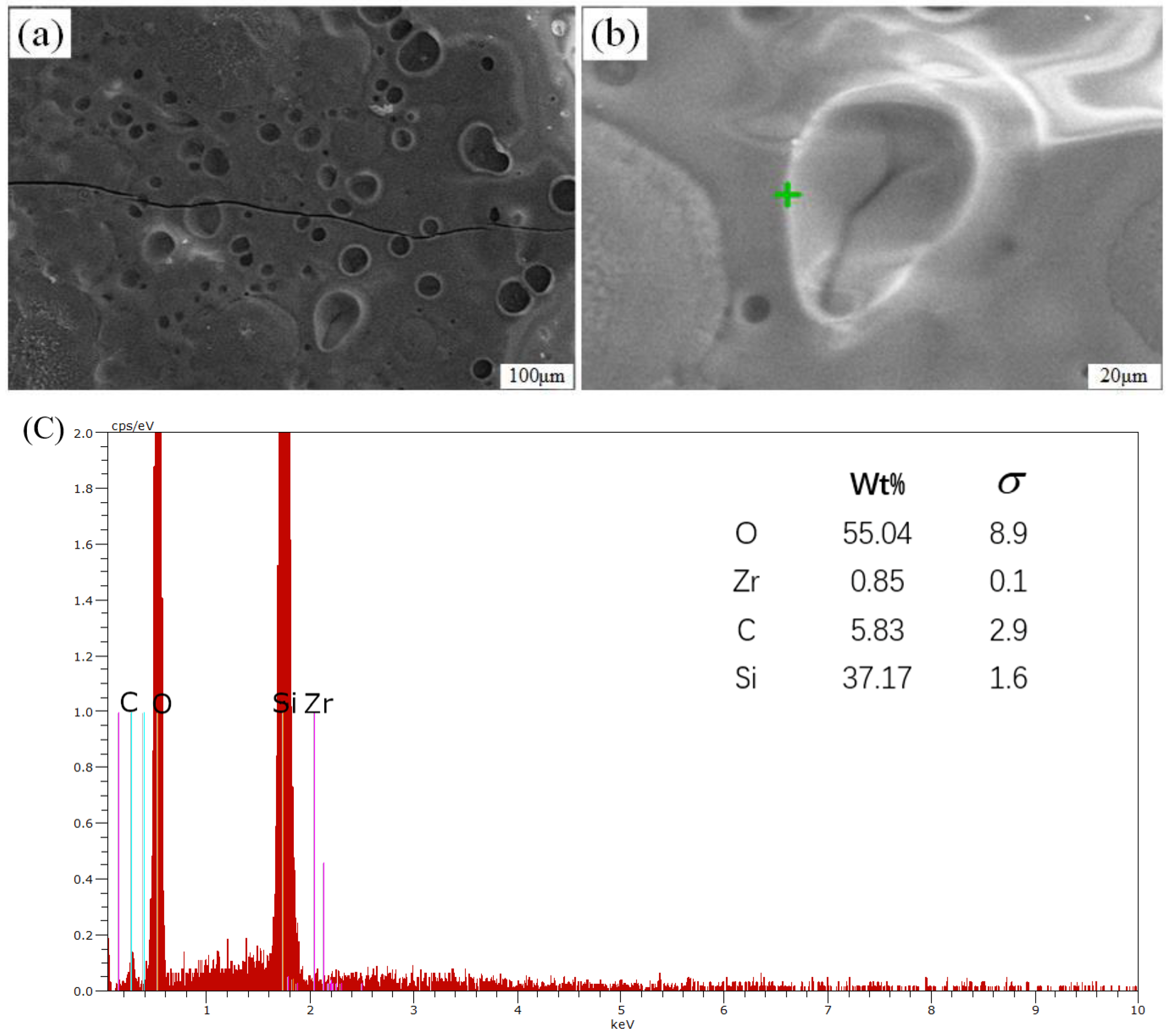
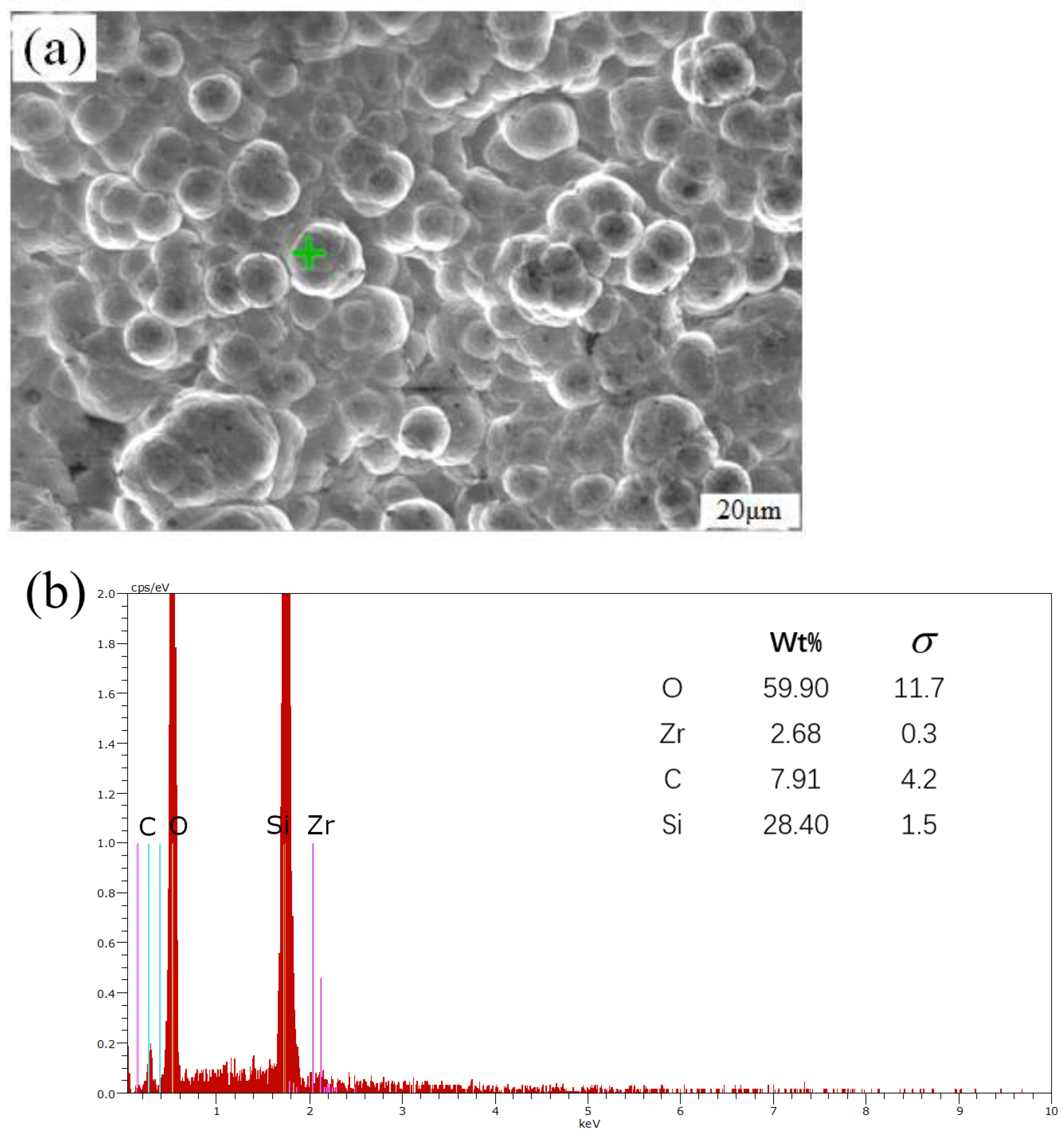
- The SiO2 generated by the ablation of C/SiC material is less viscous and is easily blown away by the high-speed airflow, which limits its ability to protect the material. On the other hand, when C/SiC-ZrC material is exposed to high temperature and high-speed airflow, a ZrO2-SiO2 melt layer, dominated by ZrO2, is formed on the surface of the material. This layer is more viscous and denser, covering the surface of the material and filling in surface pores. This effectively slows down the invasion of oxidizing gases and enhances the material’s ability to resist ablation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, Z. Standing oblique detonation for hypersonic propulsion: A review. Prog. Aerosp. Sci. 2023, 143, 100955. [Google Scholar] [CrossRef]
- Anand, V.; Gutmark, E.J. Rotating Detonations and Spinning Detonations: Similarities and Differences. AIAA J. 2018, 56, 1717–1722. [Google Scholar] [CrossRef]
- Wang, Y.; Cheng, K.; Dang, C.; Wang, C.; Qin, J.; Huang, H. Performance and experimental investigation for a novel heat storage based thermoelectric harvester for hypersonic vehicles. Energy 2023, 263, 125885. [Google Scholar] [CrossRef]
- Lv, C.; Lan, Z.; Ma, T.; Chang, J.; Yu, D. Hypersonic vehicle terminal velocity improvement considering ramjet safety boundary constraint. Aerosp. Sci. Technol. 2024, 144, 108804. [Google Scholar] [CrossRef]
- Jing, T.; Xin, Y.; Zhang, L.; Sun, X.; He, C.; Wang, J.; Qin, F. Application of Carbon Fiber-Reinforced Ceramic Composites in Active Thermal Protection of Advanced Propulsion Systems: A Review. Chem. Rec. 2023, 23, e202300022. [Google Scholar] [CrossRef]
- Diao, Q.; Zou, H.; Ren, X.; Wang, C.; Wang, Y.; Li, H.; Sui, T.; Lin, B.; Yan, S. A focused review on the tribological behavior of C/SiC composites: Present status and future prospects. J. Eur. Ceram. Soc. 2023, 43, 3875–3904. [Google Scholar] [CrossRef]
- Cheng, L.; Xu, Y.; Zhang, L.; Gao, R. Effect of glass sealing on the oxidation behavior of three dimensional C/SiC composites in air. Carbon 2001, 39, 1127–1133. [Google Scholar] [CrossRef]
- Wang, K.; Xu, C.; Gao, B.; Dai, X.; Deng, T.; Meng, S. Effect of oxidation time on fracture behavior of C/SiC composites at 800 °C in air. J. Eur. Ceram. Soc. 2024, 44, 2078–2086. [Google Scholar] [CrossRef]
- Fang, G.; Ren, J.; Shi, J.; Gao, X.; Song, Y. Thermal Stress Analysis of Environmental Barrier Coatings Considering Interfacial Roughness. Coatings 2020, 10, 947. [Google Scholar] [CrossRef]
- Krenkel, W. C/C-SIC composites for hot structures and advanced friction systems. In Ceramic Engineering and Science Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; Volume 24. [Google Scholar]
- Kumar, S.; Chandra, R.; Kumar, A.; Prasad, N.E.; Manocha, L.M. C/SiC composites for propulsion application. Compos. Nanostructures 2015, 7, 225–230. [Google Scholar]
- Breede, F.; Hofmann, S.; Jain, N.; Jemmali, R. Design, manufacture, and characterization of a carbon fiber-reinforced silicon carbide nozzle extension. Int. J. Appl. Ceram. Technol. 2016, 13, 3–16. [Google Scholar] [CrossRef]
- Sun, G.; Li, H.; Yao, D.; Li, H.; Yu, P.; Xie, J.; Pan, X.; Fan, J.; Wang, W. A Multilayer SiC/ZrB2/SiC Ablation Resistance Coating for Carbon/Carbon Composites. Adv. Eng. Mater. 2019, 21, 1800774. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, L.; Feng, W.; Guo, Y.; Han, Q.; Tang, C.; Wang, X.; Xie, Y. Effect of Al addition on the single and cyclic ablation properties of C/C–SiC composites. Ceram. Int. 2023, 49, 6262–6269. [Google Scholar] [CrossRef]
- Du, J.; Yu, G.; Zhang, H.; Jia, Y.; Chen, R.; Liu, C.; Gao, X.; Wang, F.; Song, Y. Microstructural evolution mechanism of plain-woven SiC/SiC during thermal ablation. Corros. Sci. 2022, 208, 110679. [Google Scholar] [CrossRef]
- Fan, X.; Dang, X.; Ma, Y.; Yin, X.; Zhang, L.; Cheng, L. Microstructure, mechanical and ablation behaviour of C/SiC–Si with different preforms. Ceram. Int. 2019, 45, 23104–23110. [Google Scholar] [CrossRef]
- Guo, M.; Cui, Y.; Wang, C.; Jiao, J.; Bi, X.; Tao, C. Characterization and Control of Residual Stress in Plasma-Sprayed Silicon Coatings on SiC/SiC Composites. Coatings 2023, 13, 674. [Google Scholar] [CrossRef]
- Chen, Z.; Fang, D.; Miao, Y.; Yan, B. Comparison of morphology and microstructure of ablation center of C/SiC composites by oxy-acetylene torch at 2900 and 3550 °C. Corros. Sci. 2008, 50, 3378–3381. [Google Scholar] [CrossRef]
- Lee, Y.J.; Joo, H.J. Ablation characteristics of carbon fiber reinforced carbon (CFRC) composites in the presence of silicon carbide (SiC) coating. Surf. Coat. Technol. 2004, 180–181, 286–289. [Google Scholar] [CrossRef]
- Xiang, Y.; Li, W.; Wang, S.; Chen, Z.H. Oxidation behavior of oxidation protective coatings for PIP–C/SiC composites at 1500 °C. Ceram. Int. 2012, 38, 9–13. [Google Scholar] [CrossRef]
- Tang, Y.; Yue, M.; Zhang, J.; Li, Y.; Fang, X.; Feng, X. Revealing thermal ablation mechanisms of C/SiC with in situ optical observation and numerical simulation. J. Eur. Ceram. Soc. 2020, 40, 3897–3905. [Google Scholar] [CrossRef]
- Tang, Y.; Yue, M.; Fang, X.; Feng, X. Evolution of surface droplets and flow patterns on C/SiC during thermal ablation. J. Eur. Ceram. Soc. 2019, 39, 3566–3574. [Google Scholar] [CrossRef]
- Yu, G.; Du, J.; Zhao, X.; Xie, C.; Gao, X.; Song, Y.; Wang, F. Morphology and microstructure of SiC/SiC composites ablated by oxyacetylene torch at 1800 °C. J. Eur. Ceram. Soc. 2021, 41, 6894–6904. [Google Scholar] [CrossRef]
- Fang, X.; Liu, F.; Xia, B.; Ou, D.; Feng, X. Formation mechanisms of characteristic structures on the surface of C/SiC composites subjected to thermal ablation. J. Eur. Ceram. Soc. 2016, 36, 451–456. [Google Scholar] [CrossRef]
- Sevastyanov, V.G.; Simonenko, E.P.; Gordeev, A.N.; Simonenko, N.P.; Kolesnikov, A.F.; Papynov, E.K.; Shichalin, O.O.; Avramenko, V.A.; Kuznetsov, N.T. HfB2-SiC (45 vol %) ceramic material: Manufacture and behavior under long-term exposure to dissociated air jet flow. Russ. J. Inorg. Chem. 2014, 59, 1298–1311. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Gordeev, A.N.; Kolesnikov, A.F.; Papynov, E.K.; Shichalin, O.O.; Tal’skikh, K.Y.; Gridasova, E.A.; Avramenko, V.A.; Sevastyanov, V.G.; et al. Impact of a supersonic dissociated air flow on the surface of HfB 2–30 vol% SiC UHTC produced by the Sol–Gel method. Russ. J. Inorg. Chem. 2018, 63, 1484–1493. [Google Scholar] [CrossRef]
- Balat, M.J. Determination of the active-to-passive transition in the oxidation of silicon carbide in standard and microwave-excited air. J. Eur. Ceram. Soc. 1996, 16, 55–62. [Google Scholar] [CrossRef]
- Commission of Science, Technology and Industry for National Defense. Ablation Test Method for Ablative Materials: GJB323A—96; Military Standard Publishing House, Commission of Science, Technology and Industry for National Defense: Beijing, China, 1997. (In Chinese) [Google Scholar]
- Du, J.; Yu, G.; Jia, Y.; Ni, Z.; Gao, X.; Song, Y.; Wang, F. Ultra-high temperature ablation behaviour of 2.5D SiC/SiC under an oxy-acetylene torch. Corros. Sci. 2022, 201, 110263. [Google Scholar] [CrossRef]
- Jiao, X.; Tan, Q.; He, Q.; Qing, M.; Wang, Y.; Yin, X. Cyclic ablation behavior of mullite-modified C/C-HfC-SiC composites under an oxyacetylene flame at about 2400 °C. J. Eur. Ceram. Soc. 2023, 43, 4309–4321. [Google Scholar] [CrossRef]
- Kou, S.; Fan, S.; Ma, X.; Ma, Y.; Luan, C.; Ma, J.; Liu, C. Ablation performance of C/HfC-SiC composites with in-situ HfSi2/HfC/SiC multi-phase coatings under 3000 °C oxyacetylene torch. Corros. Sci. 2022, 200, 110218. [Google Scholar] [CrossRef]
- Gordon, S.; McBride, B.J. Computer Program for Calculation of Complex Chemical Equilibrium Compositions and Applications I: Analysis. NASA Reference Publication, NASA Lewis Research Center: Cleveland, OH, USA, 1994; pp. 25–32. [Google Scholar]
- Gordon, S.; McBride, B.J. Computer Program for Calculation of Complex Chemical Equilibrium Compositions and Applications II: User’s Manual and Program Description. NASA Reference Publication, NASA Lewis Research Center: Cleveland, OH, USA, 1996; pp. 65–71. [Google Scholar]
- Shen, X.T.; Li, K.Z.; Li, H.J.; Fu, Q.G.; Li, S.P.; Deng, F. The effect of zirconium carbide on ablation of carbon/carbon composites under an oxyacetylene flame. Corros. Sci. 2011, 53, 105–112. [Google Scholar] [CrossRef]
- Cui, Y.; Li, A.; Li, B.; Ma, X.; Bai, R.; Zhang, W.; Ren, M.; Sun, J. Microstructure and ablation mechanism of C/C–SiC composites. J. Eur. Ceram. Soc. 2014, 34, 171–177. [Google Scholar] [CrossRef]
- Weng, Y.; Yang, X.; Chen, F.; Zhang, X.; Shi, A.; Yan, J.; Huang, Q. Effect of CVI SiC content on ablation and mechanism of C/C-SiC-ZrC-Cu composites. Ceram. Int. 2022, 48, 7937–7950. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Z.; Yu, S. Ablation behavior and mechanism analysis of C/SiC composites. J. Mater. Res. Technol. 2016, 5, 170–182. [Google Scholar] [CrossRef]
- Wang, S.L.; Li, K.Z.; Li, H.J.; Zhang, Y.L.; Zhang, W.Y. Ablation behavior of CVD-ZrC coating under oxyacetylene torch environment with different heat fluxes. Int. J. Refract. Met. Hard Mater. 2015, 48, 108–114. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, K.; Kou, G.; Li, W. Comparative research on cyclic ablation behavior of C/C-ZrC-SiC and C/C-ZrC composites at temperatures above 2000 °C. Corros. Sci. 2022, 206, 110496. [Google Scholar] [CrossRef]
- Yang, C.; Zeng, C.; Xu, P.; Song, W.; Xie, X.; Liu, B.; Liu, J.; Su, Z.; Huang, Q.; Cheng, H. Ablation behavior and mechanism of SiCnw modified SiC-ZrC coating for graphite under a plasma ablation flame. Corros. Sci. 2023, 222, 111419. [Google Scholar] [CrossRef]
- Wang, R.; Li, N.; Zhang, J.; Liu, B.; Yan, N.; Fu, Q. Ablation behavior of sharp leading-edge C/C-ZrC-SiC composites using 3000 °C oxyacetylene torch. Corros. Sci. 2022, 206, 110551. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ablation Time/s | 30 | 60 | |
|---|---|---|---|
| C/SiC | Thickness before ablation/mm | 3.552 | 3.585 |
| Thickness after ablation/mm | 2.385 | 1.652 | |
| LAR/(mm·s−1) | 0.0389 | 0.0322 | |
| Average LAR/(mm·s−1) | 0.03555 | ||
| Mass before ablation/g | 5.8370 | 6.0313 | |
| Mass after ablation/g | 5.5643 | 5.3952 | |
| MAR/(g·s−1) | 0.0091 | 0.0106 | |
| Average MAR/(g·s−1) | 0.00985 | ||
| Ablation Time/s | 15 | 20 | 30 | 40 | 60 | 90 | |
|---|---|---|---|---|---|---|---|
| C/SiC-ZrC | Thickness before ablation/mm | 5.156 | 5.148 | 5.168 | 5.158 | 5.156 | 5.163 |
| Thickness after ablation/mm | 4.869 | 4.614 | 4.099 | 4.092 | 3.627 | 3.738 | |
| LAR/(mm·s−1) | 0.0191 | 0.0267 | 0.0356 | 0.0267 | 0.0255 | 0.0158 | |
| Average LAR/(mm·s−1) | 0.0249 | ||||||
| Mass before ablation/g | 9.0970 | 8.9590 | 8.9830 | 9.0260 | 9.0794 | 8.9321 | |
| Mass after ablation/g | 8.7191 | 8.5980 | 8.4394 | 8.6714 | 8.8224 | 8.7630 | |
| MAR/(g·s−1) | 0.0252 | 0.0181 | 0.0181 | 0.0089 | 0.0043 | 0.0019 | |
| Average MAR/(g·s−1) | 0.01275 | ||||||
| Gas Composition | Percentage/% |
|---|---|
| 43.02 | |
| 15.38 | |
| 12.04 | |
| 10.75 | |
| 8.45 | |
| 7.83 | |
| 1.77 | |
| 0.76 |
| Oxidation and sublimation of C fibers | Equation |
| (3) | |
| (4) | |
| (5) | |
| (6) | |
| Sublimation, oxidation, and catalytic oxidation of SiC matrix | Equation |
| (7) | |
| (8) | |
| (9) | |
| (10) | |
| (11) | |
| (12) | |
| (13) | |
| (14) | |
| (15) | |
| (16) | |
| (17) | |
| (18) | |
| (19) | |
| Sublimation and catalytic oxidation of SiO2 | Equation |
| (20) | |
| (21) | |
| (22) | |
| (23) |
| Equation | |
| (24) | |
| (25) | |
| (26) | |
| (27) | |
| (28) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, H.; Zhang, L.; Feng, F.; Du, J.; Huan, T.; Gao, X.; Song, Y. Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites. Coatings 2024, 14, 480. https://doi.org/10.3390/coatings14040480
Ge H, Zhang L, Feng F, Du J, Huan T, Gao X, Song Y. Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites. Coatings. 2024; 14(4):480. https://doi.org/10.3390/coatings14040480
Chicago/Turabian StyleGe, Hailang, Lu Zhang, Fanjie Feng, Jinkang Du, Ting Huan, Xiguang Gao, and Yingdong Song. 2024. "Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites" Coatings 14, no. 4: 480. https://doi.org/10.3390/coatings14040480
APA StyleGe, H., Zhang, L., Feng, F., Du, J., Huan, T., Gao, X., & Song, Y. (2024). Comparative Ablation Behaviors of 2D Needled C/SiC and C/SiC-ZrC Composites. Coatings, 14(4), 480. https://doi.org/10.3390/coatings14040480