

Quality of Zinc Coating Formed on Structural Steel by Hot-Dip Galvanizing after Surface Contamination


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
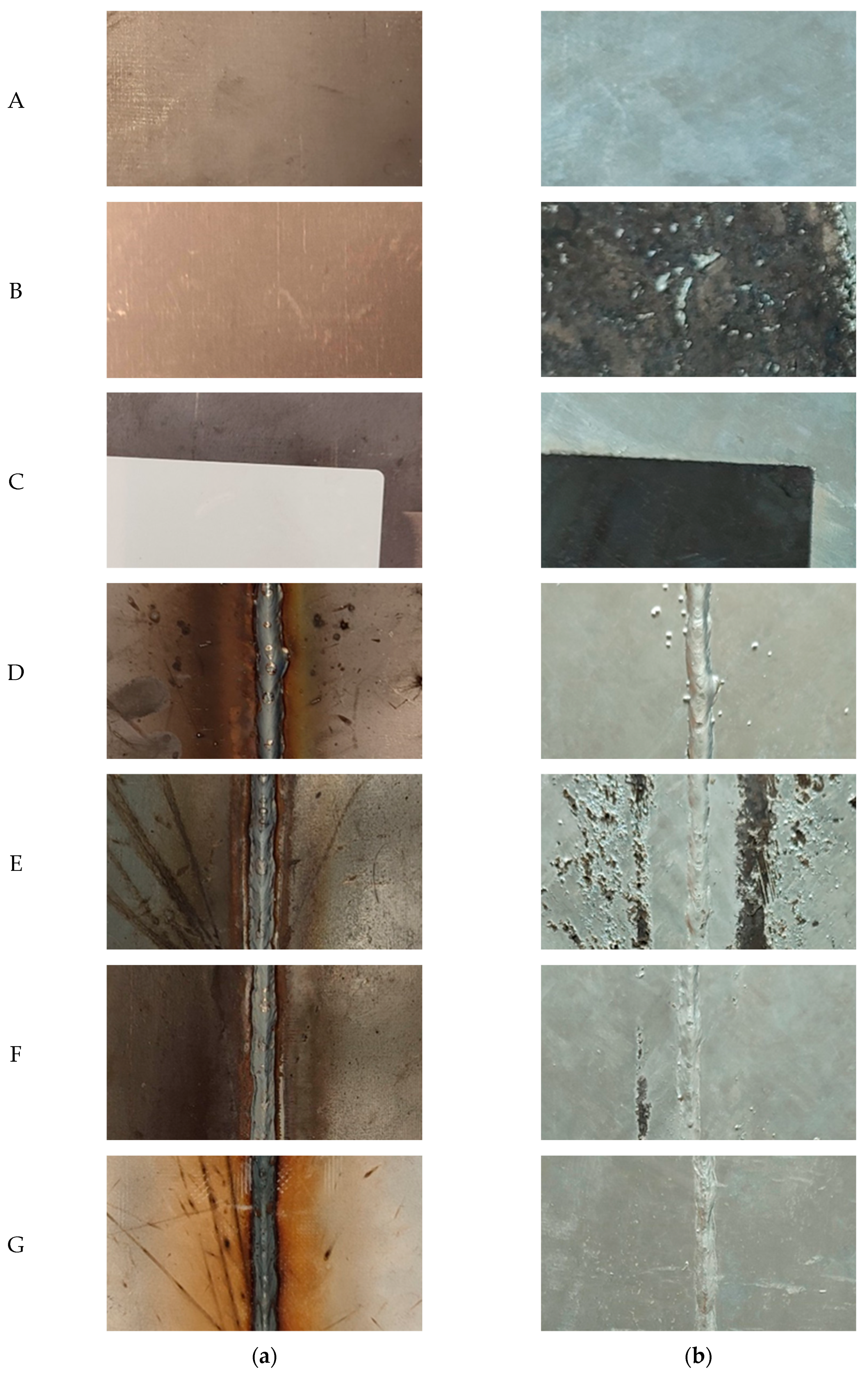
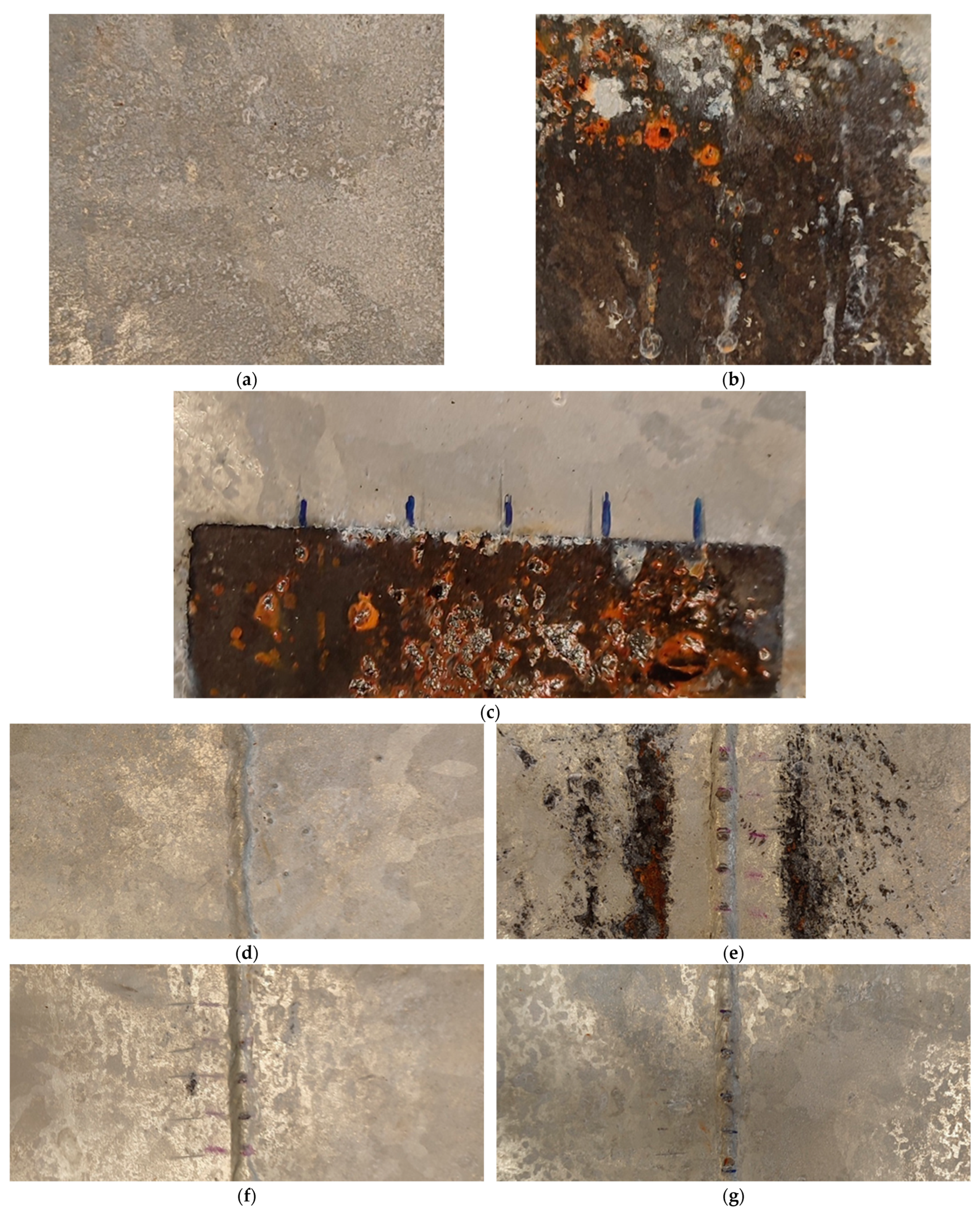
- torch spray (sample E)—causes extensive defects in the zinc coating around the weld,
- anti-spatter spray (sample F)—causes defects in the zinc coating around the weld,
- ceramic torch spray (sample G)—does not cause defects in the zinc coating around the weld.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kania, H. Structure and Corrosion Resistance of Coatings Obtained by the Batch Double Hot Dip Method in Eutectoid ZnAl Bath with the Addition of Mg and Si. Coatings 2022, 12, 1207. [Google Scholar] [CrossRef]
- Kania, H.; Mendala, J.; Kozuba, J.; Saternus, M. Development of Bath Chemical Composition for Batch Hot-Dip Galvanizing—A Review. Materials 2020, 13, 4168. [Google Scholar] [CrossRef] [PubMed]
- Marder, A.R. Metallurgy of Zinc-Coated Steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- ISO 1461; Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles Specifications and Test Methods. ISO: Geneva, Switzerland, 2022.
- ISO 14713-2; Zinc Coatings—Guidelines and Recommendations for the Protection against Corrosion of Iron and Steel in Structures—Part 2: Hot Dip Galvanizing. ISO: Geneva, Switzerland, 2019.
- Kreislova, K.; Knotkova, D. The Results of 45 Years of Atmospheric Corrosion Study in the Czech Republic. Materials 2017, 10, 394. [Google Scholar] [CrossRef]
- Halama, M.; Kreislova, K.; Van Lysebettens, J. Prediction of Atmospheric Corrosion of Carbon Steel Using Artificial Neural Network Model in Local Geographical Regions. Corrosion 2011, 67, 065004-1. [Google Scholar] [CrossRef]
- Bhat, R.S.; Balakrishna, M.K.; Parthasarathy, P.; Hegde, A.C. Structural Properties of Zn-Fe Alloy Coatings and Their Corrosion Resistance. Coatings 2023, 13, 772. [Google Scholar] [CrossRef]
- Boshkov, N.S.; Petrov, K.P.; Kovacheva, D.; Vitkova, S.D.; Nemska, S. Influence of the Alloying Component on the Protective Ability of Some Zinc Galvanic Coatings. Electrochim. Acta 2005, 51, 77–84. [Google Scholar] [CrossRef]
- Panagopoulos, C.N.; Lagaris, D.A.; Vatista, P.C. Adhesion and Corrosion Behaviour of Zn-Co Electrodeposits on Mild Steel. Mater. Chem. Phys. 2011, 126, 398–403. [Google Scholar] [CrossRef]
- Kuklík, V. AČSZ–Drsnost Povlaků Žárového Zinku Nanášených Podle ČSN EN ISO 1461 (Roughness of Hot Dipped Zinc Coatings Applied According to EN ISO 1461). Konstrukce 2012. [Google Scholar]
- Kuklík, V.; Kudláček, J. Hot-Dip Galvanizing of Steel Structures; Elsevier: Amsterdam, The Netherlands; Butterworth-Heinemann: Oxford, UK, 2016; ISBN 9780081007532. [Google Scholar]
- Housecroft, C.E.; Sharpe, A.G. Inorganic Chemistry, 4th ed.; Pearson Education Limited: Harlow, UK, 2012; ISBN 978-0-273-74275-3. [Google Scholar]
- Yeomans, S.R. Galvanized Steel Reinforcement in Concrete; Elsevier: Amsterdam, The Netherlands, 2004; ISBN 978-0080445113. [Google Scholar]
- Hu, X.; Watanabe, T. Relationship between the Crystallographic Structure of Electrodeposited Fe-Zn Alloy Film and Its Thermal Equilibrium Diagram. Mater. Trans. 2001, 42, 1969–1976. [Google Scholar] [CrossRef]
- Yu, J.; Liu, J.; Zhou, W.; Zhang, J.; Wu, J. Cross-Sectional TEM Observation of Iron–Zinc Intermetallic Γ and Γ1 Phases in Commercial Galvannealed IF Steel Sheets. Mater. Des. 2007, 28, 249–253. [Google Scholar] [CrossRef]
- Hu, X.; Zhou, X. Effects of Steel Coatings Microstructure on Weldability in Resistance Spot Welding of Galvannealed Steel Sheets. Adv. Mater. Res. 2010, 139–141, 610–613. [Google Scholar] [CrossRef]
- Okamoto, N.L.; Inomoto, M.; Adachi, H.; Takebayashi, H.; Inui, H. Micropillar Compression Deformation of Single Crystals of the Intermetallic Compound ς-FeZn13. Acta Mater. 2014, 65, 229–239. [Google Scholar] [CrossRef]
- Okamoto, N.L.; Kashioka, D.; Inomoto, M.; Inui, H.; Takebayashi, H.; Yamaguchi, S. Compression Deformability of Γ and ζ Fe–Zn Intermetallics to Mitigate Detachment of Brittle Intermetallic Coating of Galvannealed Steels. Scr. Mater. 2013, 69, 307–310. [Google Scholar] [CrossRef]
- Okamoto, N.L.; Tanaka, K.; Yasuhara, A.; Inui, H. Structure Refinement of the Δ1p Phase in the Fe-Zn System by Single-Crystal X-Ray Diffraction Combined with Scanning Transmission Electron Microscopy. Acta Crystallogr. Sect. B Struct. Sci. Cryst. Eng. Mater. 2014, 70, 275–282. [Google Scholar] [CrossRef]
- Okamoto, N.L.; Yasuhara, A.; Inui, H. Order–Disorder Structure of the Δ1k Phase in the Fe–Zn System Determined by Scanning Transmission Electron Microscopy. Acta Mater. 2014, 81, 345–357. [Google Scholar] [CrossRef]
- Gellings, P.J.; Gierman, G.; Koster, D.; Kuit, J. Synthesis and Characterization of Homogeneous Intermetallic Fe-Zn Compounds. Int. J. Mater. Res. 1980, 71, 70–75. [Google Scholar] [CrossRef]
- Belin, R.; Tillard, M.; Monconduit, L. Redetermination of the Iron-Zinc Phase FeZn13. Acta Crystallogr. Sect. C Cryst. Struct. Commun. 2000, 56, 267–268. [Google Scholar] [CrossRef]
- Kuklík, V. Povlaky Žárového Zinku Na Pálených Plochách (Hot Dipped Zinc Coatings On Thermal Cut Surfaces). Konstrukce 2011. [Google Scholar]
- Vontorová, J.; Mohyla, P. Use of GDOES Method for Evaluation of the Quality and Thickness of Hot Dip Galvanised Coating. Trans. IMF 2018, 96, 313–318. [Google Scholar] [CrossRef]
- Pokorný, P.; Kolisko, J.; Balík, L.; Novak, P. Effect of Chemical Composition of Steel on the Structure of Hot-Dip Galvanized Coating. Metalurgija 2016, 55, 115–118. [Google Scholar]
- Weiss, Z. Emission Yields and the Standard Model in Glow Discharge Optical Emission Spectroscopy: Links to the Underlying Physics and Analytical Interpretation of the Experimental Data. Spectrochim. Acta Part B At. Spectrosc. 2006, 61, 121–133. [Google Scholar] [CrossRef]
- Vontorová, J.; Váňová, P. Determination of Carburized Layer Thickness by GDOES Method. AIMS Mater. Sci. 2018, 5, 34–43. [Google Scholar] [CrossRef]
- Priamushko, T.S.; Mikhaylov, A.A.; Babikhina, M.N.; Kudiiarov, V.N.; Laptev, R.S. Glow Discharge Optical Emission Spectrometer Calibration Using Hydrogenated Zr-2.5Nb Alloy Standard Samples. Metals 2018, 8, 372. [Google Scholar] [CrossRef]
- Veverka, J.; Vilémová, M.; Chlup, Z.; Hadraba, H.; Lukáč, F.; Csáki, Š.; Matějíček, J.; Vontorová, J.; Chráska, T. Evolution of Carbon and Oxygen Concentration in Tungsten Prepared by Field Assisted Sintering and Its Effect on Ductility. Int. J. Refract. Met. Hard Mater. 2021, 97, 105499. [Google Scholar] [CrossRef]
- Čegan, T.; Cagala, M.; Kursa, M.; Kawulok, P.; Rusz, S.; Juřica, J.; Vontorová, J. Effect of Ti2AlC Particles on the Microstructure and Elevated-Temperature-Deformation Properties of γ-TiAl Alloys. Mater. Tehnol. 2014, 48, 831–835. [Google Scholar]
- ISO 14175; Welding Consumables—Gases and Gas Mixtures for Fusion Welding and Allied Processes. ISO: Geneva, Switzerland, 2008.
- ISO 14341; Welding Consumables—Wire Electrodes and Deposits for Gas Shielded Metal Arc Welding of Non Alloy and Fine Grain Steels-Classification. ISO: Geneva, Switzerland, 2020.
- ASTM A123; Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products. ASTM: West Conshohocke, PA, USA, 2017.
- DIN 50978; Prüfung Metallischer Überzüge; Haftvermögen von Durch Feuerverzinken Hergestellten Überzügen. DIN: Berlin, Germany, 1985.
- ČSN 03 8131; Korozní Zkouška v Kondenzační Komoře (Corrosion Test in the Condensing Chamber). ÚNMZ: Praha, Czech Republic, 1973.
- ASTM D4585; Standard Practice for Testing Water Resistance of Coatings Using Controlled Condensation. ASTM: West Conshohocke, PA, USA, 2018.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C* | Mn | Si | P | S* | Cr | Ni | Mo | Cu |
| wt.% | ||||||||
| 0.05 | 0.2 | 0.02 | 0.014 | 0.014 | 0.017 | 0.027 | 0.002 | 0.028 |
| Ti | Co | B | Pb | V | W | Al | Nb | |
| wt.% | ||||||||
| 0.081 | 0.056 | 0.0002 | <0.0001 | 0.006 | <0.001 | 0.06 | <0.001 | |
| Sample Designation | Contamination | Welding Method |
|---|---|---|
| A | - | - |
| B | Transparent spay primer | - |
| C | Adhesive label glue | - |
| D | - | 135 |
| E | Torch spray | 135 |
| F | Anti-spatter spray | 135 |
| G | Ceramic torch spray | 135 |
| Sample | Base Metal | Weld Metal | ||
|---|---|---|---|---|
| Mean | Sample Standard Deviation | Mean | Sample Standard Deviation | |
| µm | ||||
| A | 64 | 3.66 | - | - |
| B | - | - | - | - |
| C | 60 | 4.84 | - | - |
| D | 58 | 4.43 | 168 | 6.42 |
| E | 62 | 3.5 | 171 | 7.67 |
| F | 71 | 4.75 | 160 | 5.98 |
| G | 67 | 2.77 | 162 | 4.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vontorová, J.; Mohyla, P.; Kreislová, K. Quality of Zinc Coating Formed on Structural Steel by Hot-Dip Galvanizing after Surface Contamination. Coatings 2024, 14, 493. https://doi.org/10.3390/coatings14040493
Vontorová J, Mohyla P, Kreislová K. Quality of Zinc Coating Formed on Structural Steel by Hot-Dip Galvanizing after Surface Contamination. Coatings. 2024; 14(4):493. https://doi.org/10.3390/coatings14040493
Chicago/Turabian StyleVontorová, Jiřina, Petr Mohyla, and Kateřina Kreislová. 2024. "Quality of Zinc Coating Formed on Structural Steel by Hot-Dip Galvanizing after Surface Contamination" Coatings 14, no. 4: 493. https://doi.org/10.3390/coatings14040493
APA StyleVontorová, J., Mohyla, P., & Kreislová, K. (2024). Quality of Zinc Coating Formed on Structural Steel by Hot-Dip Galvanizing after Surface Contamination. Coatings, 14(4), 493. https://doi.org/10.3390/coatings14040493