
Preparation of Conductive Asphalt Concrete Based on the Action Mechanism of Conductive Phase Materials

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Test Methods
2.3. Molecular Modeling of Asphalt
3. Results and Discussion
3.1. Carbon Fiber Powder Action Mechanism Study
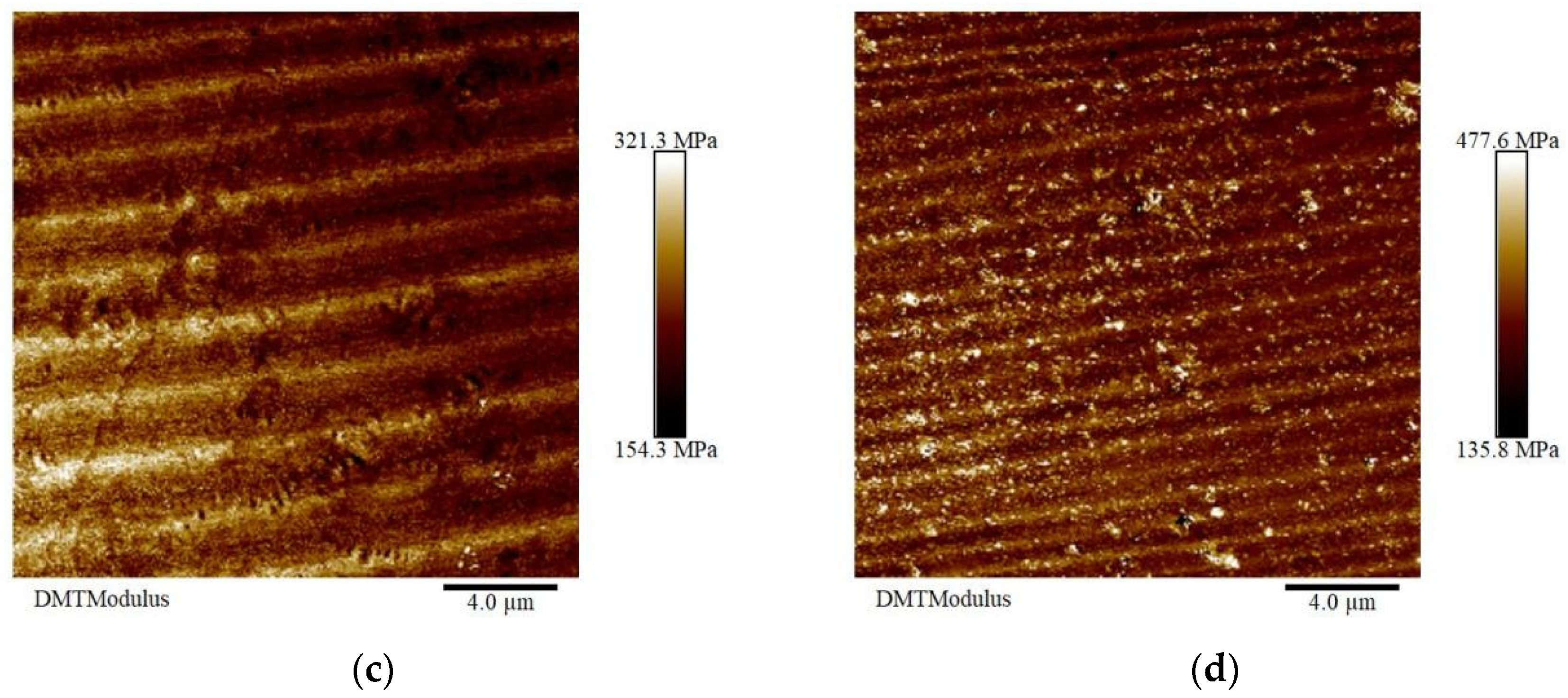
3.1.1. Carbon Fiber Powder Asphalt Mastic Microscopic Test Analysis
3.1.2. Molecular Interlayer Interaction
3.2. Preparation of Carbon Fiber–Carbon Fiber Powder Conductive Asphalt Concrete
3.2.1. Mixing Process
3.2.2. Grading Selection
3.2.3. Optimal Content of Carbon Fiber
3.2.4. Optimal Content of Carbon Fiber Powder
3.2.5. Optimal Oil–Stone Ratio
3.3. The Study of Electrothermal Performance
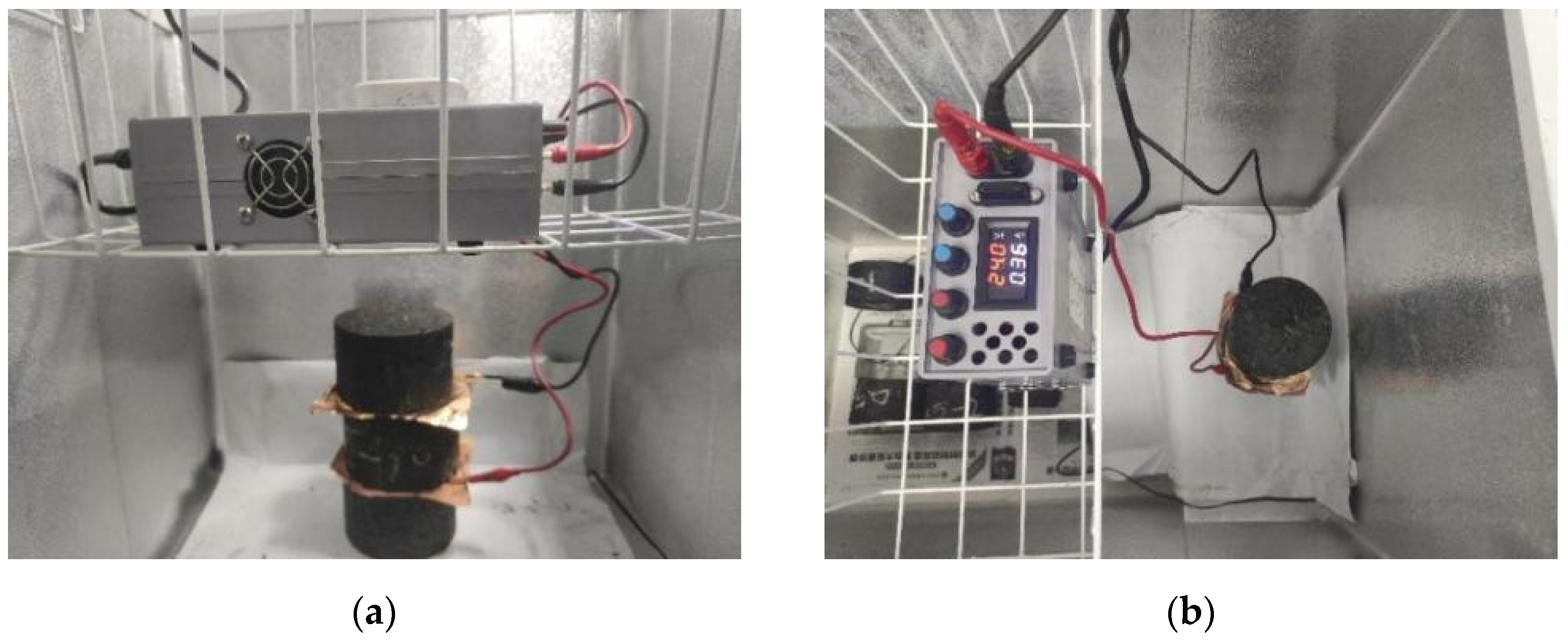
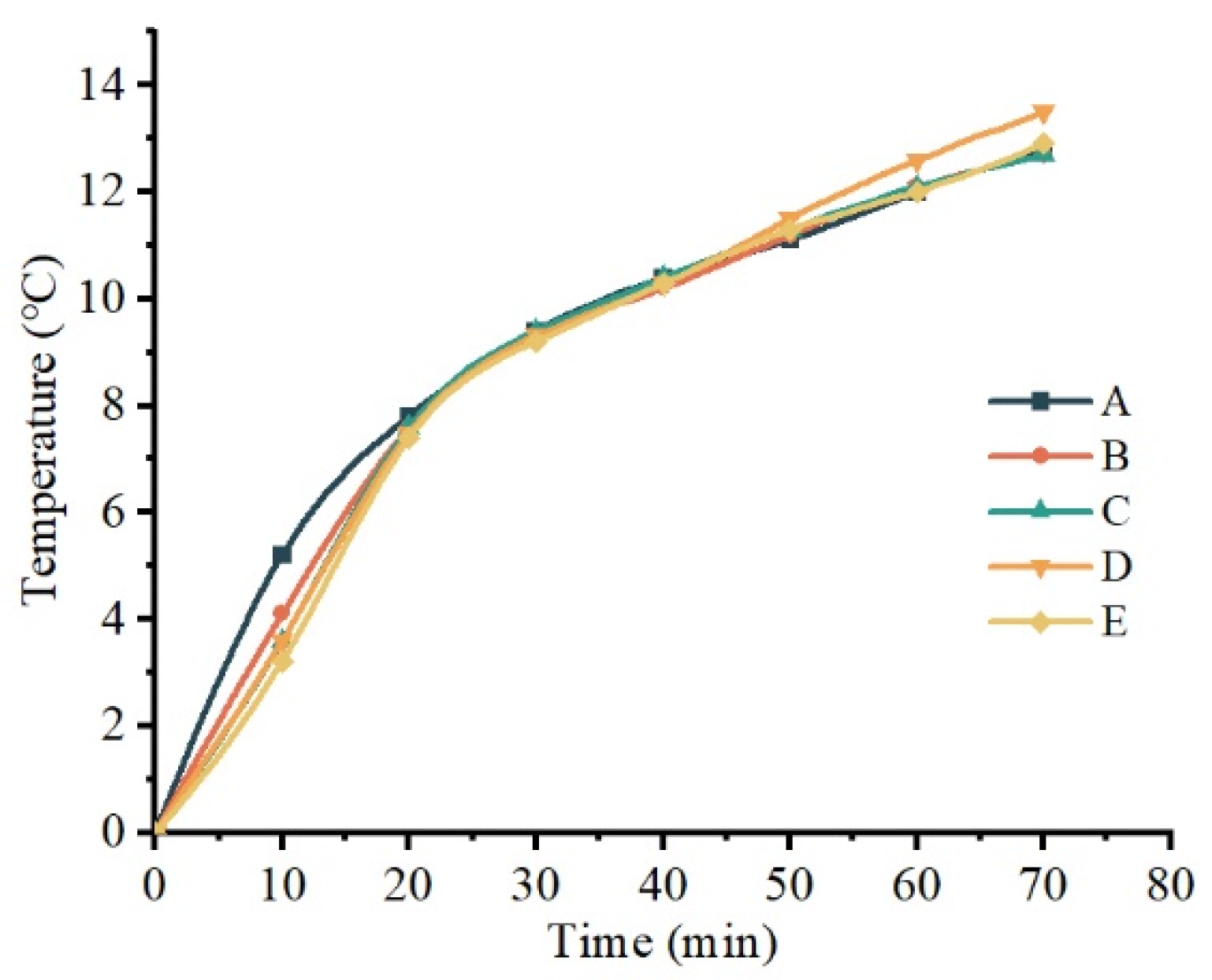
3.3.1. Temperature Rise Test of Marshall Specimens
3.3.2. Temperature Rise Test of Rutting Slab
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fang, Y.; Li, Z.Y.; Yue, Z.P.; Guo, Z.Y. Dynamic Speed Limit and Warning Program on Horizontal Curve Section of Mountain Highway. Highw. Eng. 2012, 37, 19. [Google Scholar]
- Wan, Y.J. Research on The Freeway Traffic Accidents and Countermeasures under Snow and Ice Conditions. Master’s Thesis, Southeast University, Nanjing, China, 2015. [Google Scholar]
- Team, E. Review on China’s Pavement Engineering Research·2020. China J. Highw. Transp. 2020, 33, 1–66. [Google Scholar]
- Huang, W.R.; Yang, Y.Z.; Song, P. Study on Properties of Graphene-carbon Fiber Conductive Asphalt Concrete. Highw. Eng. 2021, 46, 144–149. [Google Scholar]
- Chung, D.D.L. Electrical conduction behavior of cement-matrix composites. J. Mater. Eng. Perform. 2002, 11, 194–204. [Google Scholar] [CrossRef]
- Ding, Q.J.; Wu, X.W.; Liu, X.Q.; Shen, F.; Hu, S.G. Electrical Performance of Conductive SMA Containing Graphite. J. Build. Mater. 2009, 12, 121–126. [Google Scholar]
- Qin, F. Study on corrosion performance of manganese slag asphalt mixture. New Build. Mater. 2012, 39, 43–46,56. [Google Scholar]
- Wu, S.P.; Mo, L.T.; Shui, Z.H.; Xuan, D.X.; Yang, W.F.; Xue, Y.J. Preparation of Electrically Conductive Asphalt. J. Wuhan Univ. Technol. (Transp. Sci. Eng.) 2002, 26, 567–570. [Google Scholar]
- Shu, M.Y.; Song, G.Q.; Chen, Y.G. The research on electrothermal and mechanical properties of conductive asphalt concrete. New Build. Mater. 2011, 4, 9–12. [Google Scholar]
- Yang, X.W. Properties of Steel Fiber Asphalt Concrete and Its Application. J. Chongqing Jianzhu Univ. 2008, 30, 136–140. [Google Scholar]
- Yang, Z.H. Research on Preparation and Performance of Conductive Graphite Carbon Fiber Asphalt Concrete. Master’s Thesis, Changsha University of Science & Technology, Changsha, China, 2015. [Google Scholar]
- Song, P. Study on Preparation and Properties of Graphene Conductive Asphalt Concrete. Master’s Thesis, Chongqing Jiaotong University, Chongqing, China, 2019. [Google Scholar]
- Liu, K. Preparation Technology and Electro-Thermal Characteristics of Carbon Fiber/Graphene Conductive Asphalt Concrete. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2018. [Google Scholar]
- Hu, T.W.; Huo, H.F.; Zhang, P.H.; Wang, J.B.; Huang, G.T. Conductive Characteristic Research of Carbon Fiber Asphalt Concrete. New Build. Mater. 2017, 44, 58–61, 80. [Google Scholar]
- Zha, X.D.; Cai, L.; Cao, Y.X. Performance Experiments of Carbon Fiber-reinforced Conductive SBS Modified Asphalt Mixture. J. Chang. Univ. Sci. Technol. (Nat. Sci.) 2014, 1, 10–15, 23. [Google Scholar]
- Zhang, Y.; Liu, X.F.; Yan, S.T.; Li, X. Study on mechanical properties of glass fiber composites based on carbon fiber powder modified epoxy resin. J. Funct. Mater. 2020, 51, 11103–11109. [Google Scholar]
- Jin, T.Y.; Tian, X.S.; Cui, J.; Lu, Y.; Kong, L.J. Mechanical and Electrical Properties of Carbon Fiber Powder-Steel Slag Cement Based Composites. Bull. Chin. Ceram. Soc. 2015, 34, 3601–3605. [Google Scholar]
- Shan, L.Y.; Zhang, E.H.; Liu, S.; Xu, H.L.; Tan, Y.Q. Analysis of Microscopic Damage Mechanism of Asphalt Binder through Atomic Force Microscopy (AFM). China J. Highw. Transp. 2020, 33, 171–177. [Google Scholar]
- Gao, R.; Zhao, L. Using Atomic Force Microscopy to Evaluate the Moisture Stabitlity of Warm Rubber Modified Asphalt. Bull. Chin. Ceram. Soc. 2018, 37, 4045–4049+4055. [Google Scholar]
- Gao, Y.M.; Zhang, Y.Q.; Yang, Y.; Zhang, J.H.; Gu, F. Molecular dynamics investigation of interfacial adhesion between oxidised bitumen and mineral surfaces. Appl. Surf. Sci. 2019, 479, 449–462. [Google Scholar] [CrossRef]
- Xu, J.Y.; Ma, B.; Mao, W.J.; Si, W.; Wang, X.Q. Review of Interfacial Adhesion Between Asphalt and Aggregate Based on Molecular Dynamics. Constr. Build. Mater. 2023, 362, 129642. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Tan, Y.Q.; Liu, K.; Xu, H.N. Preparation and Electrical Properties of Conductive Asphalt Concretes Containing Graphene and Carbon Fibers. Constr. Build. Mater. 2022, 318, 125875. [Google Scholar] [CrossRef]
- Pei, Z.S. Analysis of Surface Microoscopic Characteristics and Influenceing Factors of Aged Asphalt Materials Based on the Principle of AFM. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. [Google Scholar]
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Research Institute of Highway Ministry of Transport: Beijing, China, 2011; 373p.
- Yan, J.F. The Application of Asphalt Four Component Determination in Asphalt Products Development. Pet. Asph. 2017, 31, 48–52. [Google Scholar]
- Li, D.D.; Greenfield, M.L. Chemical compositions of improved model asphalt systems for molecular simulations. Fuel 2014, 115, 347–356. [Google Scholar] [CrossRef]
- Li, X.J.; Ouyang, H.; Zhang, H.; Zhao, L.H. Research on Performance of Modified Foamed Asphalt Based on AFM and Molecular Dynamics. Highway 2023, 68, 253–259. [Google Scholar]
- Guo, S.Y. Overview of the Characteristics of Asphalt Bee Structure in AFM Images under Atomic Force Microscope. Subgrade Eng. 2019, 2, 32–38. [Google Scholar]
- Wang, Z.H.; Xu, Y.F.; Qi, X.D.; Liu, X.Y.; Hong, J.J. Research Progress on Influencing Factors of Emulsion Stability with Molecular Dynamics Simulation. Oilfield Chem. 2021, 38, 360–367. [Google Scholar]
- Cao, Y.X. Experimental Researeh on Performances of Conductive Modified Asphalt Mixture with Carbon Fiber. Master’s Thesis, Changsha University of Science & Technology, Changsha, China, 2013. [Google Scholar]
- TU, H.; Chen, H.; Wu, S.P.; Mo, L.T.; Wang, H. Calculating Method for Heat Output Power Based on Removing Snow and Ice of Conductive Asphalt Concrete. J. Wuhan Univ. Technol. 2009, 31, 37–40. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Test Value | Test Method | Specification |
|---|---|---|---|
| Penetration at 25 °C/(0.1 mm) | 69.5 | T0604 | 60∼80 |
| Softening point/°C | 46.3 | T0606 | ≥43 |
| Ductility at 15 °C/mm | 134.4 | T0605 | ≥100 |
| Dynamic viscosity at 60 °C/(Pa·s) | 456.0 | T0620 | ≥160 |
| Density at 15 °C/(g/cm3) | 1.02 | T0603 | Test |
| Test Item | Unit | Standard Requirement | Coarse Aggregate Test Result | Assess | Testing Method | ||
|---|---|---|---|---|---|---|---|
| 10~16 mm | 5~10 mm | 3~5 mm | |||||
| Apparent Density | g/cm3 | — | 2.742 | 2.732 | 2.726 | Measured | T0304 |
| Apparent Relative Density | g/cm3 | ≥2.60 | 2.751 | 2.740 | 2.734 | Qualified | T0304 |
| Bulk Relative Density | g/cm3 | Measured | 2.713 | 2.719 | 2.710 | Qualified | T0304 |
| Water Absorption Rate | % | ≤2.0 | 0.5 | 0.4 | 0.3 | Qualified | T0304 |
| Adhesion to Asphalt | Stage | ≥5 | 5 | — | — | Qualified | T0616 |
| Sturdiness | % | ≤12 | 7 | Qualified | T0314 | ||
| Water Washing Method <0.075 mm Granule Content | % | ≤1 | 0.1 | 0.3 | 0.4 | Qualified | T0310 |
| Test Item | Unit | Standard Requirement | Test Result | Assess | Testing Method |
|---|---|---|---|---|---|
| Apparent Density | g/cm3 | Measured | 2.701 | Qualified | T0328 |
| Apparent Relative Density | — | ≥2.50 | 2.705 | — | T0328 |
| Robustness (>0.3 mm) | % | ≤12 | 9 | Qualified | T0340 |
| Sand Equivalent | % | ≥60 | 65 | Qualified | T0334 |
| Categories | Tensile Strength | Density | Resistivity | Fiber Diameter | Carbon Content | Fineness |
|---|---|---|---|---|---|---|
| CF | 4900 MPa | 1.75 g/cm3 | 1.5 × 10−3 | 7 µm | 97% | / |
| CFP | 4900 MPa | 1.75 g/cm3 | 1.5 × 10−3 | 7 µm | 97% | 1200 mesh |
| Categories | No. | Molecular Formula | Number of Molecules | Calculate Four-Component Ratio | Actual Four-Component Ratio |
|---|---|---|---|---|---|
| Saturate | A | C30H62 | 16 | 5.793% | 5.534% |
| B | C35H62 | 8 | |||
| Aromatic | A | C35H44 | 72 | 42.055% | 42.176% |
| B | C30H46 | 80 | |||
| Resin | A | C36H57N | 16 | 21.249% | 21.836% |
| B | C40H59N | 8 | |||
| C | C29H50O | 8 | |||
| D | C18H10S2 | 64 | |||
| E | C40H60S | 8 | |||
| Asphaltene | A | C42H54O | 32 | 30.902% | 30.454% |
| B | C66H81N | 24 | |||
| C | C51H62S | 24 |
| Categories | Asphalt | CFP | H2O | Asphalt–H2O | Asphalt–CFP | Asphalt–H2O–CFP |
|---|---|---|---|---|---|---|
| 86,573.935 | 837,933.686 | −6831.201 | 85,578.532 | 1,087,144.564 | 1,283,874.079 |
| Categories | |||||
|---|---|---|---|---|---|
| Asphalt–CFP | 86,573.935 | 837,933.686 | 1,087,144.564 | 162,636.943 | −162,636.943 |
| Asphalt–H2O–CFP | 85,578.532 | 837,933.686 | 1,283,874.079 | 360,361.861 | −360,361.861 |
| Mixing Process | Number | Resistivity (Ω·m) | Average Resistivity (Ω·m) | Coefficient of Variation |
|---|---|---|---|---|
| Process I | 1 | 2.72 | 2.75 | 0.168 |
| 2 | 2.17 | |||
| 3 | 2.77 | |||
| 4 | 3.33 | |||
| Process II | 1 | 2.39 | 2.68 | 0.083 |
| 2 | 2.95 | |||
| 3 | 2.99 | |||
| 4 | 2.40 |
| Mixture Type | Sieve Size/mm | 19.0 | 16.0 | 13.2 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | 0.075 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AC-16 | Passing Rate/% | 100.0 | 99.0 | 90.6 | 65.1 | 38.3 | 27.8 | 22.6 | 17.6 | 10.5 | 5.2 | 2.9 |
| AC-13 | Passing Rate/% | 100.0 | 99.7 | 96.8 | 82.8 | 56.2 | 31.4 | 24.0 | 16.4 | 10.0 | 6.0 | 4.0 |
| Grading | Number | Carbon Fiber Content (%) | Carbon Fiber Powder Content (%) | Resistance (Ω) | Resistivity (Ω·m) | Average Resistivity (Ω·m) |
|---|---|---|---|---|---|---|
| AC-13 | 1 | 0.4% | 2.0% | 15.4 | 2.39 | 2.68 |
| 2 | 18.1 | 2.95 | ||||
| 3 | 17.7 | 2.99 | ||||
| 4 | 15.5 | 2.40 | ||||
| AC-16 | 1 | 0.4% | 2.0% | 11.8 | 1.52 | 1.49 |
| 2 | 10.7 | 1.37 | ||||
| 3 | 12.6 | 1.60 | ||||
| 4 | 11.4 | 1.46 |
| Testing Program | Unit | Test Results | Evaluate | Test Methods |
|---|---|---|---|---|
| Penetration (25 °C, 5 s, 100 g) | 0.1 mm | 70.3 | eligible | T0604 |
| Softening Point (R&B) (the ring-and-ball method) | °C | 43.8 | eligible | T0606 |
| Ductility (5 °C, 1 cm/min) | cm | 9.3 | eligible | T0605 |
| Oil–Stone Ratio | Gross Bulk Density (g/cm3) | Air Voids (VVs) (%) | Asphalt Saturation (VFA) (%) | Voids in Mineral Aggregate (VMA) (%) | Marshall Stability (KN) | Flow Value (mm) | Resistivity (Ω·m) |
|---|---|---|---|---|---|---|---|
| 4.0% | 2.379 | 6.91 | 52.446 | 14.701 | 12.54 | 3.02 | 2.54 |
| 4.5% | 2.400 | 5.043 | 63.763 | 13.917 | 13.76 | 3.54 | 1.44 |
| 5.0% | 2.396 | 4.304 | 69.387 | 14.059 | 11.89 | 4.08 | 1.50 |
| 5.5% | 2.398 | 3.264 | 76.685 | 14.000 | 9.42 | 4.41 | 1.55 |
| 6.0% | 2.399 | 2.342 | 83.217 | 13.956 | 8.84 | 5.10 | 1.35 |
| Oil–Stone Ratio (%) | Carbon Fiber Content (%) | Carbon Fiber Powder Content (%) | Resistance (Ω) | Resistivity (Ω·m) | Marshall Stability (KN) | Flow Value (mm) | Gross Bulk Density (g/cm3) |
|---|---|---|---|---|---|---|---|
| 4.9 | 0.4 | 2.0 | 7.7 | 0.98 | 12.10 | 3.95 | 2.400 |
| Resistance Ω | Power Input (ω) | Total Heat (kJ) | Specific Heat Capacity (J/(kg·K)) | Intensify (°C) | Heat Storage (kJ) | Heat Transformation Rate (%) |
|---|---|---|---|---|---|---|
| 4.93 | 262.88 | 47.32 | 948.66 | 33.7 | 39.32 | 83.09 |
| Resistance Ω | Power Input (ω) | Total Heat (kJ) | Specific Heat Capacity (J/(kg·K)) | Intensify (°C) | Heat Storage (kJ) | Heat Transformation Rate (%) |
|---|---|---|---|---|---|---|
| 32.1 | 40.37 | 169.56 | 948.66 | 13 | 133.19 | 78.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, Z.; Zhang, H.; Ma, H.; Shi, F. Preparation of Conductive Asphalt Concrete Based on the Action Mechanism of Conductive Phase Materials. Coatings 2024, 14, 512. https://doi.org/10.3390/coatings14040512
Li X, Zhang Z, Zhang H, Ma H, Shi F. Preparation of Conductive Asphalt Concrete Based on the Action Mechanism of Conductive Phase Materials. Coatings. 2024; 14(4):512. https://doi.org/10.3390/coatings14040512
Chicago/Turabian StyleLi, Xiujun, Zhipeng Zhang, Heng Zhang, Huaiyu Ma, and Fangzhi Shi. 2024. "Preparation of Conductive Asphalt Concrete Based on the Action Mechanism of Conductive Phase Materials" Coatings 14, no. 4: 512. https://doi.org/10.3390/coatings14040512
APA StyleLi, X., Zhang, Z., Zhang, H., Ma, H., & Shi, F. (2024). Preparation of Conductive Asphalt Concrete Based on the Action Mechanism of Conductive Phase Materials. Coatings, 14(4), 512. https://doi.org/10.3390/coatings14040512