.jpg)
Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution

Abstract
:1. Introduction
2. Experiments
2.1. Experimental Materials
2.2. Preparation of OMMT
2.3. Preparation of OMMT/EP Composite Coating
2.4. Electrochemical Tests
2.5. Characterization Methods
3. Results and Discussion
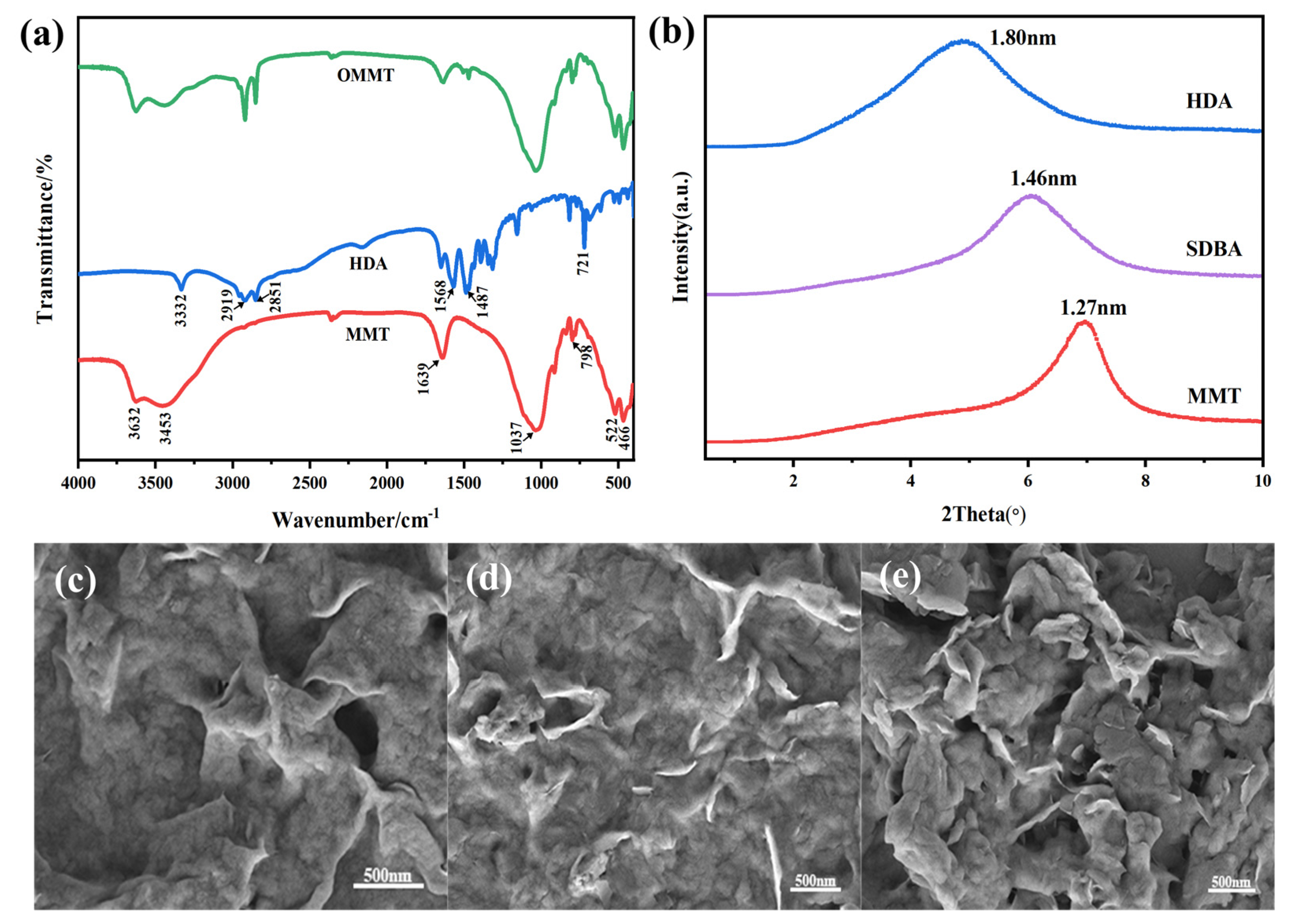
3.1. Study on Properties of Modified MMT
3.2. Influence of HDA Content on MMT
3.3. Study on Properties of Modified OMMT/EP Composite Coating
3.4. Study on Corrosion Resistance of OMMT/EP Composite Coating
3.4.1. Results and Analysis of the Polarization Curve
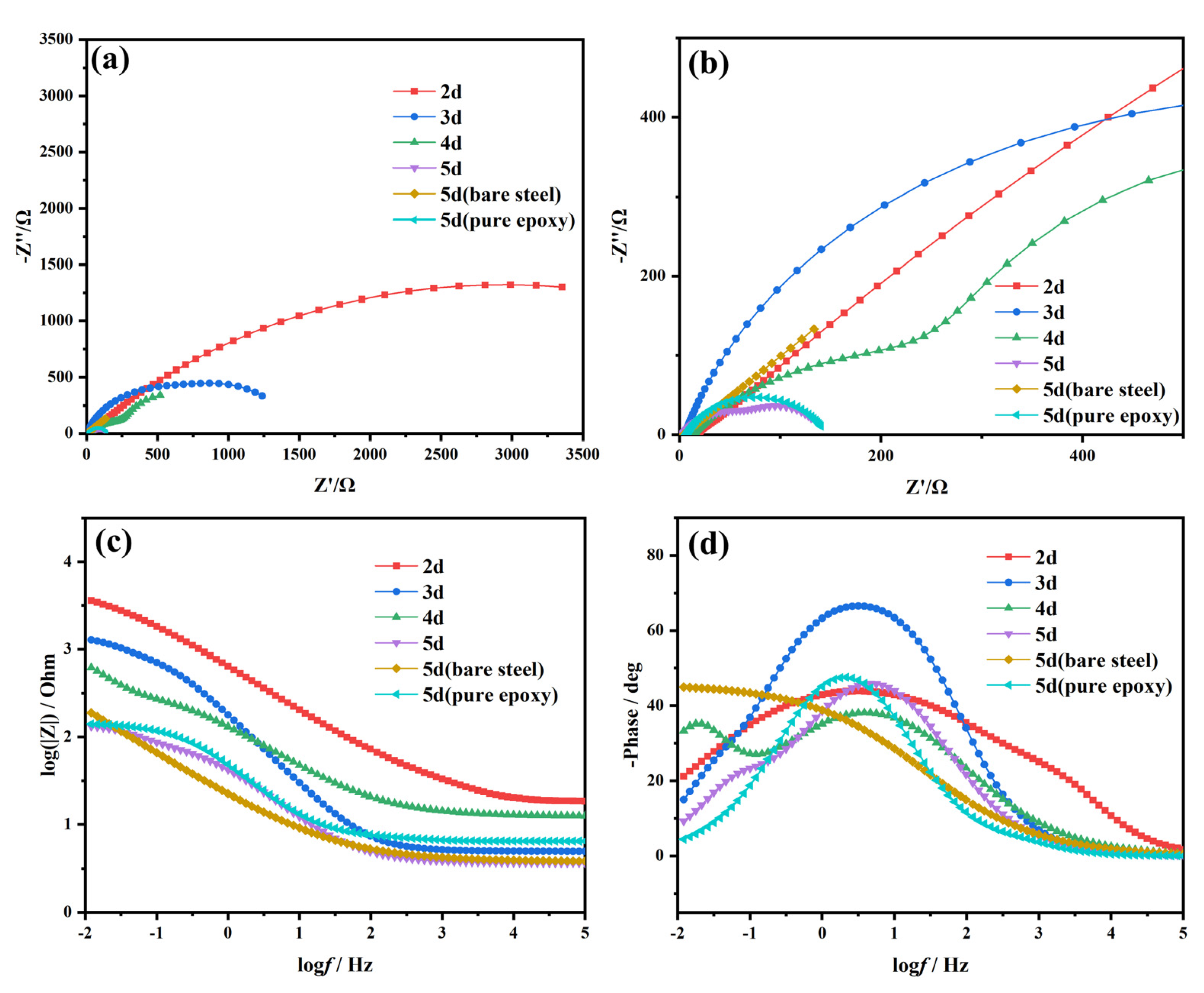
3.4.2. Electrochemical Impedance Spectroscopy Results and Analysis of OMMT/EP Composite Coating
4. Conclusions
- We successfully modified MMT with HDA to prepare OMMT, which reduced the polarity and surface energy of MMT, increased the layer spacing to 2.87 nm, and greatly improved the hydrophobicity, which provided the basis for the preparation of composite coatings.
- Adding filler into the OMMT/EP composite coating results in a smoother surface than pure EP coating, reducing surface defects. This smooth and flat surface is beneficial for preventing the infiltration of corrosive ions in the corrosion solution. The best performance of the 7% OMMT/EP composite coating was verified by surface morphology and roughness tests.
- The corrosion resistance of the OMMT/EP composite coating demonstrates a decrease in Icorr and an increase in impedance value with increasing thickness of the composite coating. However, with increasing soaking time, minimal change is observed in both the Icorr and impedance values. Notably, after 5 days of soaking, the EP coating exhibited a protection rate of 31.27%, whereas the composite coating showed an enhanced protection efficiency of 77.90%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, M.; Gai, J.X.; Chen, C.Y.; Li, J.Q. Corrosion evolution of 15CrMn steel in sulfur-containing sodium aluminate solution. Mater. Lett. 2022, 310, 131464. [Google Scholar] [CrossRef]
- Fu, H.; Chen, C.Y.; Li, J.Q.; Lan, Y.P.; Wang, L.Z.; Yuan, J.J. Influence of Na2S on the corrosion behavior of Q345 steel in sodium aluminate solution. Mater. Res. Express 2019, 6, 1065a9. [Google Scholar] [CrossRef]
- Hu, X.L.; Chen, W.M. Study of sulfur removal from sodium aluminate solution using wet oxidation method. J. Cent. South Univ. Nat. Sci. Ed. 2011, 42, 2911–2916. [Google Scholar]
- Yang, X.-Q.; Chen, C.-Y.; Li, J.-Q.; Quan, B.-L. A review of research on alkal-ine corrosion of steel by sulfur. Surf. Technol. 2015, 44, 89–95. [Google Scholar]
- Du, X.-Y.; Yin, Y.-Y.; Liu, C.-M.; Dong, Y.-H.; Zhang, H.-B.; Qiu, P. Preparation of MXene@PAIN composites and their application in epoxy coatings. Coat. Ind. 2023, 53, 16–22+26. [Google Scholar]
- Zhang, X.L.; Li, B.; Chen, T.T.; Xiang, K.; Xiao, R.G. Study on CePO4 modified PANI/RGO composites to enhance the anti-corrosion property of epoxy resin. Prog. Org. Coat. 2023, 178, 107472. [Google Scholar] [CrossRef]
- Liu, W.L.; Li, J.S. Sodium Lignosulfonate-Loaded Halloysite Nanotubes/Epoxy Composi-tes for Corrosion Resistance Coating. ACS Omega 2023, 8, 18425–18434. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.Y.; Wu, S.Z.; Shen, Z.; Gao, J.; Hu, X.Q.; Li, G.H. Enhanced anticorrosion property of epoxy resin membrane by nano-organic montmorillonite. J. Coat. Technol. Res. 2022, 19, 1087–1100. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.R.; Shi, J.; Chen, G.K.; Zhang, Q.; Weng, Z.S.; Wu, K.; Lu, M. Green s-ynthesis of graphene with the assistance of modified lignin and its application in antic-orrosive waterborne epoxy coatings. Appl. Surf. Sci. 2019, 484, 759–770. [Google Scholar] [CrossRef]
- Shi, X.; Nguyen, T.A.; Suo, Z.; Liu, Y.; Avci, R. Effect of nanoparticles on the anticorrosion and mechanical properties of epoxy coating. Surf. Coat. Technol. 2009, 204, 237–245. [Google Scholar] [CrossRef]
- Park, J.; Jane, S.C. Effect of plasticization of epoxy networks by organic modifier on exfoliation of nanoclay. Macromolecules 2003, 36, 8391–8397. [Google Scholar] [CrossRef]
- Park, S.J.; Kim, B.J.; Seo, D.I.; Rhee, K.Y.; Lyu, Y.Y. Effects of a silane treatment on the mechanical interf-acial properties of montmorillonite/epoxy nanocomposites. Mater. Sci. Eng. A 2009, 526, 74–78. [Google Scholar] [CrossRef]
- Rodlert, M.; Plummer, C.J.G.; Leterrier, Y.; Månson, J.-A.E.; Grünbauer, H.J.M. Rheological behavior of hyperbranchedpolymer/montmorillonite clay nanocomposites. J. Rheol. 2004, 48, 1049–1065. [Google Scholar] [CrossRef]
- Sari, M.G.; Ramezanzadeh, B.; Shahbazi, M.; Pakdel, A. Influence of nanoclay particlesmodification by polyester-amide hyperbranched polymer on the corrosion protective pe-rformance of the epoxy nanocomposite. Corros. Sci. 2015, 92, 162–172. [Google Scholar] [CrossRef]
- Li, J.; Ecco, L.; Fedel, M.; Ermini, V.; Delmas, G.; Pan, J. In-Situ AFM and EIS study of a solventborne alkyd coating with nanoclay for corrosion protection of carbon steel. Prog. Org. Coat. 2015, 87, 179–188. [Google Scholar] [CrossRef]
- Jiang, F.W.; Zhao, W.J.; Wu, Y.M.; Wu, Y.H.; Liu, G.; Dong, J.D.; Zhou, K.H. A polyethyleneimine-grafted graphene oxide hybrid nanomaterial: Synthesis and anti-corrosion ap-plications. Appl. Surf. Sci. 2019, 479, 963–973. [Google Scholar] [CrossRef]
- Hua, Q.X.; Jing, B.; He, M.Y.; Sun, P.F.; Zhao, Q.; Su, S.L.; Hu, G.J.; Ping, D.H.; Li, S.J. Preparation of modified montmorillonite/graphene oxide composites to enhance the ant-icorrosive performance of epoxy coatings. J. Coat. Technol. Res. 2023, 20, 1111–1119. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Taleghani, H.G.; Lashkenari, M.S. Preparation and comparative st-udy of anticorrosion nanocomposites of polyaniline/graphene oxide/clay coating. J. Mater. Res. Technol. 2021, 13, 2325–2335. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, H.R.; Zhang, C.; Zhou, Q.X.; Rodrigues, D.F. Graphene Oxide-Hybridized Waterborne Epoxy Coating for Simultaneous Anticorrosive and Antibiofilm Fu-nctions. Front. Mater. 2022, 9, 910152. [Google Scholar] [CrossRef]
- Merachtsaki, D.; Xidas, P.; Giannakoudakis, P.; Triantafyllidis, K.; Spathis, P. Corrosion Protection of Steel by Epoxy-Organoclay Nanocomposite Coatings. Coatings 2017, 7, 84. [Google Scholar] [CrossRef]
- De Paula, A.S.; Aroeira, B.M.; Souza, L.H.d.O.; da Cruz, A.C.; Fedel, M.; Da Silva, B.P.; Cotting, F. Influence of Organic Coating Thickness on Electrochemical Impedance Spectroscopy Response. Coatings 2024, 14, 285. [Google Scholar] [CrossRef]
- Chen, Y.; Bai, W.; Chen, J.; Chen, X.; Zhao, J.; Wei, F.; Jian, R.; Zheng, X.; Xu, Y. In-Situ intercalation of montmorillonite/urushiol titanium polymer nanocomposite for anti-corrosion and anti-aging of epoxy coatings. Prog. Org. Coat. 2022, 165, 106738. [Google Scholar] [CrossRef]
- Sadawy, M.M.; Fayed, S.M.; Tayea, M.; El-Batanony, I.G. Microstructure, Corrosion and Electroche-mical Properties of Cu/SiC Composites in 3.5 wt% NaCl Solution. Met. Mater. Int. 2023, 30, 568–584. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, P.; Qing, Y.; Wen, K.; Su, X.; Ma, L.; Wei, J.; Liu, H.; He, H.; Xi, Y. Novel intercalation mechanism of zwitterionic surfactant modified montmorillonites. Appl. Clay Sci. 2017, 141, 265–271. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, W.; Han, C.; Guo, J.; Zhang, Q.; Xie, H.; Shao, Q.; Sun, Z.; Guo, Z. Large Scaled Synthesis of Heterostructured Electrosp-un TiO2/SnO2 Nanofibers with an Enhanced Photocatalytic Activity. J. Electrochem. Soc. 2017, 164, H651–H656. [Google Scholar] [CrossRef]
- Ledwig, P.; Ratajski, T.; Indyka, P.; Kalemba-Rec, I.; Kopia, A.; Kąc, M.; Dubiel, B. Microstructure and Properties of Electrodepos-ited nc-TiO2/Ni–Fe and Ni–Fe Coatings. Met. Mater. Int. 2020, 26, 812–826. [Google Scholar] [CrossRef]
- Zhang, L.; Qin, M.; Yu, W.; Zhang, Q.; Xie, H.; Sun, Z.; Shao, Q.; Guo, X.; Hao, L.; Zheng, Y.; et al. Heterostructured TiO2/WO3 nano cempositesfo-r photocatalytic degradation of toluene under visible light. J. Electrochem. Soc. 2017, 164, 1086–1090. [Google Scholar] [CrossRef]
- Sou, W.-F.; Fan, Y.-H.; Fu, J.-W. PPy/rGO composite coatings on aluminum alloys for aircraft structures and their anti-corrosion properties. China Surf. Eng. 2019, 32, 103–110. [Google Scholar]
- Nie, M.; Huang, F.; Wang, Z.-G. Electrochemical synthesis of polypyrrole/poly-dopamine and its effect on the corrosion resistance of aluminum alloys. J. Compos. Mater. 2019, 36, 2364–2370. [Google Scholar]
- Masumi, S.; Mahdavi, S.; Etminanfar, M.R. Electrochemical deposition of bilayer PPy/PPy-HA coating on AZ31 Mg alloy: Effect of HA content on characteristics and corrosion protection. Mater. Today Commun. 2023, 37, 107034. [Google Scholar] [CrossRef]
- Wu, L.K.; Zhang, X.F.; Hu, J.M. Corrosion protection of mild steel by one-step electrodeposition of superhydrophobic silica film. Corros. Sci. 2014, 85, 77–482. [Google Scholar] [CrossRef]
- Monteiro, R.D.; van de Wetering, J.; Krawczyk, B.; Engelberg, D.L. Corrosion Behaviour of Type 316L Stainless Steel in Hot Caustic Aqueous Environments. Met. Mater. Int. 2020, 26, 630–640. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Thickness/μm | Corrosion Current (A.cm−2) | Corrosion Potential (V) | βa | βb | RP (Ω/cm−2) |
|---|---|---|---|---|---|
| 100 | 2.356 × 10−4 | −1.215 | 8.350 | 9.527 | 103.2 |
| 150 | 2.342 × 10−4 | −1.198 | 7.472 | 7.995 | 104.6 |
| 200 | 2.334 × 10−4 | −1.199 | 7.997 | 9.359 | 107.3 |
| Soak Time/d | Corrosion Current (A.cm−2) | Corrosion Potential (V) | βa | βb | RP (Ω/cm−2) | PE% |
|---|---|---|---|---|---|---|
| 2 | 6.695 × 10−4 | −1.212 | 7.690 | 10.475 | 357.5 | - |
| 3 | 1.198 × 10−3 | −1.171 | 6.467 | 7.626 | 168.7 | - |
| 4 | 5.791 × 10−4 | −1.187 | 7.209 | 8.347 | 130.3 | - |
| 5 | 1.551 × 10−4 | −1.262 | 7.203 | 7.641 | 120.5 | 77.90 |
| 5 (bare steel) | 7.017 × 10−4 | −1.287 | 7.274 | 7.722 | 41.3 | - |
| 5 (pure epoxy) | 4.823 × 10−4 | −1.271 | 7.870 | 8.286 | 55.8 | 31.27 |
| Thickness | 100 μm | 150 μm | 200 μm |
|---|---|---|---|
| Rs/Ω·cm−2 | 5.6160 | 5.5 | 8.1110 |
| CPEf(Y0)/Ω−1·cm−2·s−n | 0.0029 | 0.0081 | 0.0061 |
| n1 | 0.6297 | 0.7635 | 0.4988 |
| Rf/Ω·cm−2 | 79.650 | 100.140 | 116.50 |
| CPEct(Y0)/Ω−1·cm−2·s−n | 0.0201 | 0.2241 | 0.0064 |
| n2 | 0.4942 | 0.5152 | 0.4956 |
| Rct/Ω·cm−2 | 4.46 × 1015 | 1.039 × 1014 | 1.176 × 1012 |
| Sample | OMMT/EP | Bare Steel | Pure Epoxy | |||
|---|---|---|---|---|---|---|
| Time | 2 | 3 | 4 | 5 | 5 | 5 |
| Rs/Ω·cm−2 | 18.42 | 4.956 | 12.45 | 3.638 | 3.791 | 6.498 |
| CPEf(Y0)/Ω−1·cm−2·s−n | 1.51 × 10−5 | 0.0012 | 0.0022 | 0.0049 | 0.0199 | 0.0003 |
| n1 | 0.8695 | 0.8210 | 0.5804 | 0.7144 | 0.5084 | 0.5124 |
| Rf/Ω·cm−2 | 580.05 | 520.77 | 401.8 | 389.76 | 1.133 | 1.0540 |
| CPEct(Y0)/Ω−1·cm−2·s−n | 0.0005 | 0.0141 | 0.0183 | 0.0592 | 1.057 × 10−10 | 0.0044 |
| n2 | 0.5366 | 0.6235 | 0.7356 | 0.9564 | 0.8202 | 0.7461 |
| Rct/Ω·cm−2 | 5846 | 376.3 | 755.5 | 48.12 | 8.433 × 106 | 138.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Li, D.; Wang, H.; Quan, B. Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution. Coatings 2024, 14, 546. https://doi.org/10.3390/coatings14050546
Xu J, Li D, Wang H, Quan B. Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution. Coatings. 2024; 14(5):546. https://doi.org/10.3390/coatings14050546
Chicago/Turabian StyleXu, Jun, Dongyu Li, Hanli Wang, and Bianli Quan. 2024. "Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution" Coatings 14, no. 5: 546. https://doi.org/10.3390/coatings14050546
APA StyleXu, J., Li, D., Wang, H., & Quan, B. (2024). Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution. Coatings, 14(5), 546. https://doi.org/10.3390/coatings14050546