Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness


Abstract
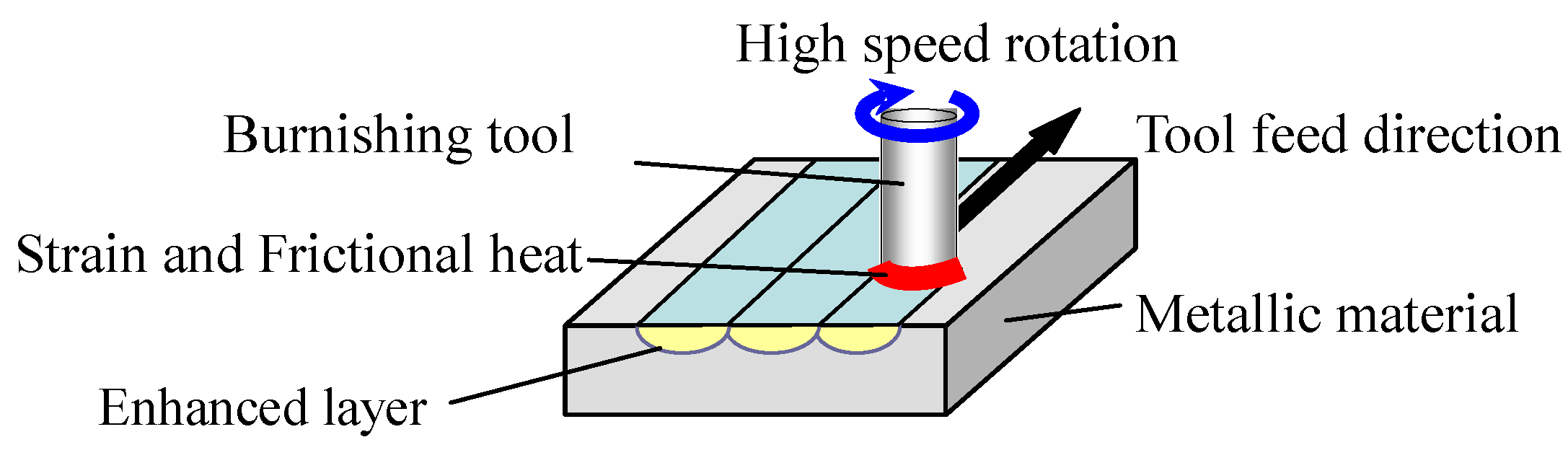
:1. Introduction
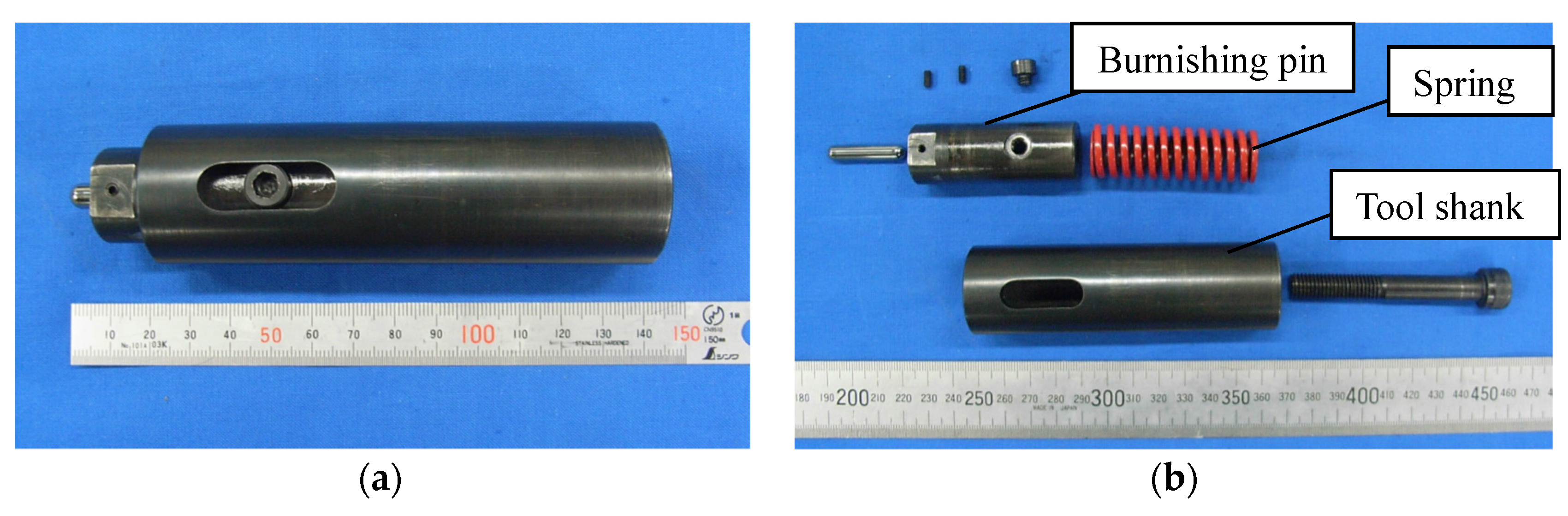
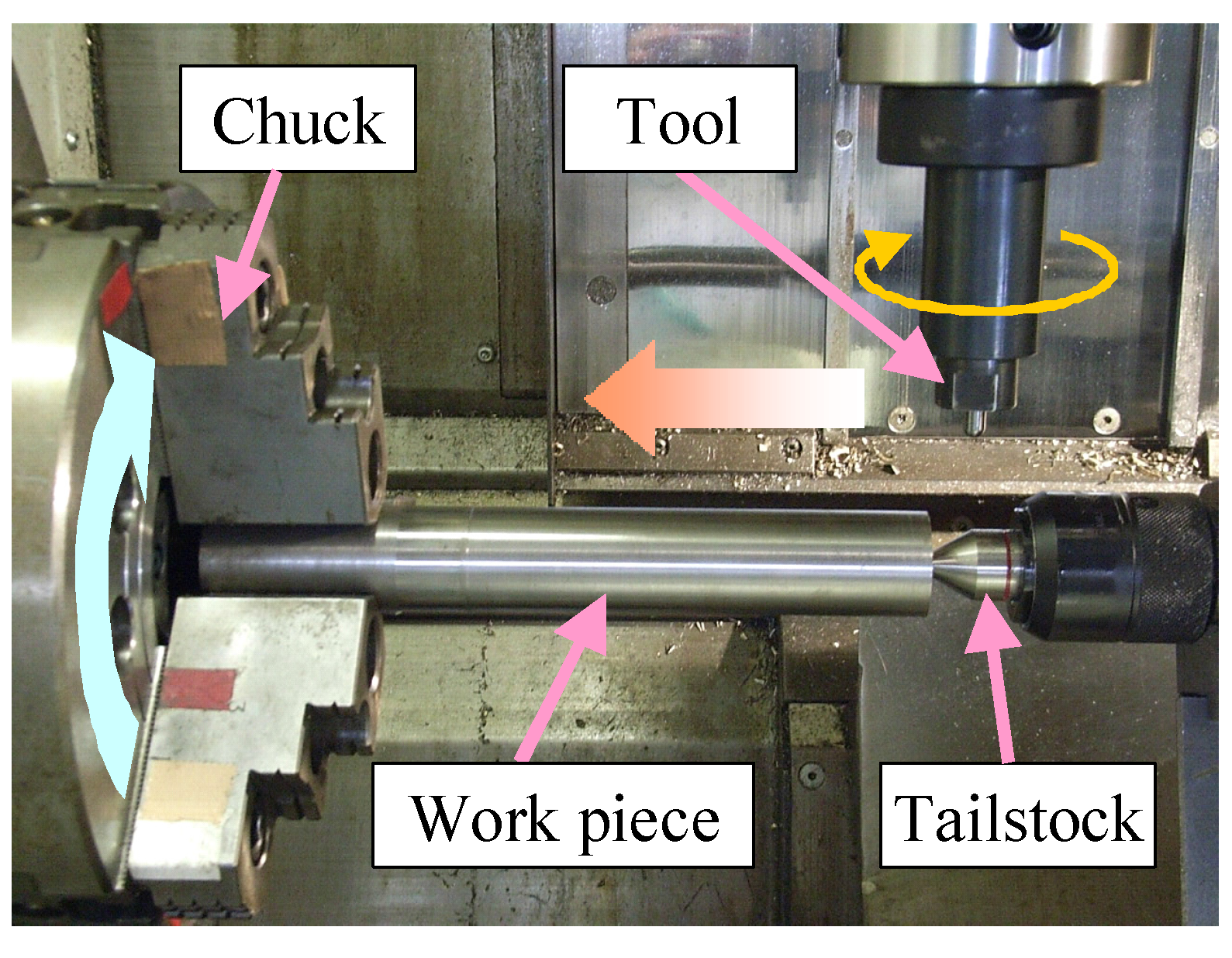
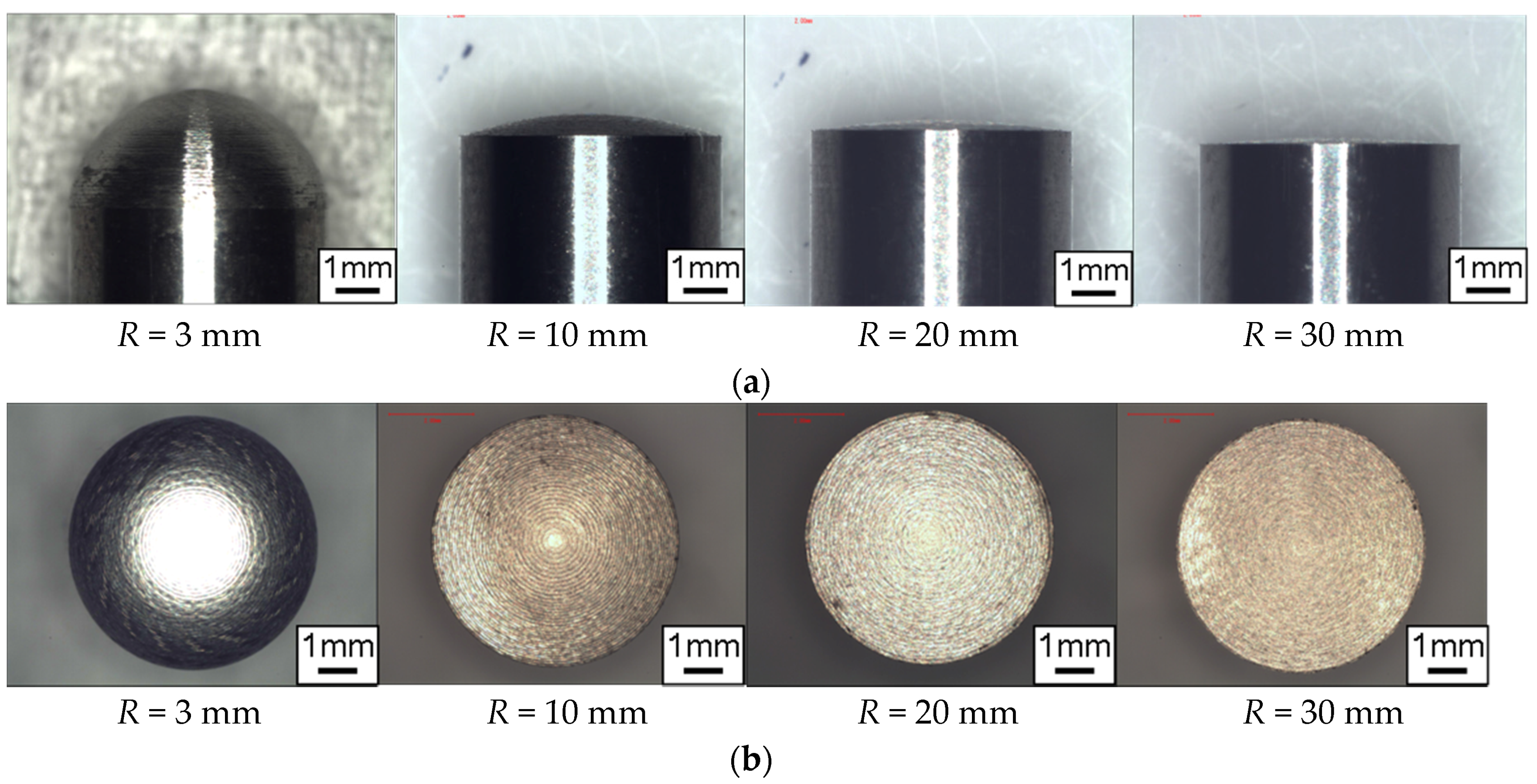
2. Materials and Methods
3. Results and Discussion
4. Conclusions
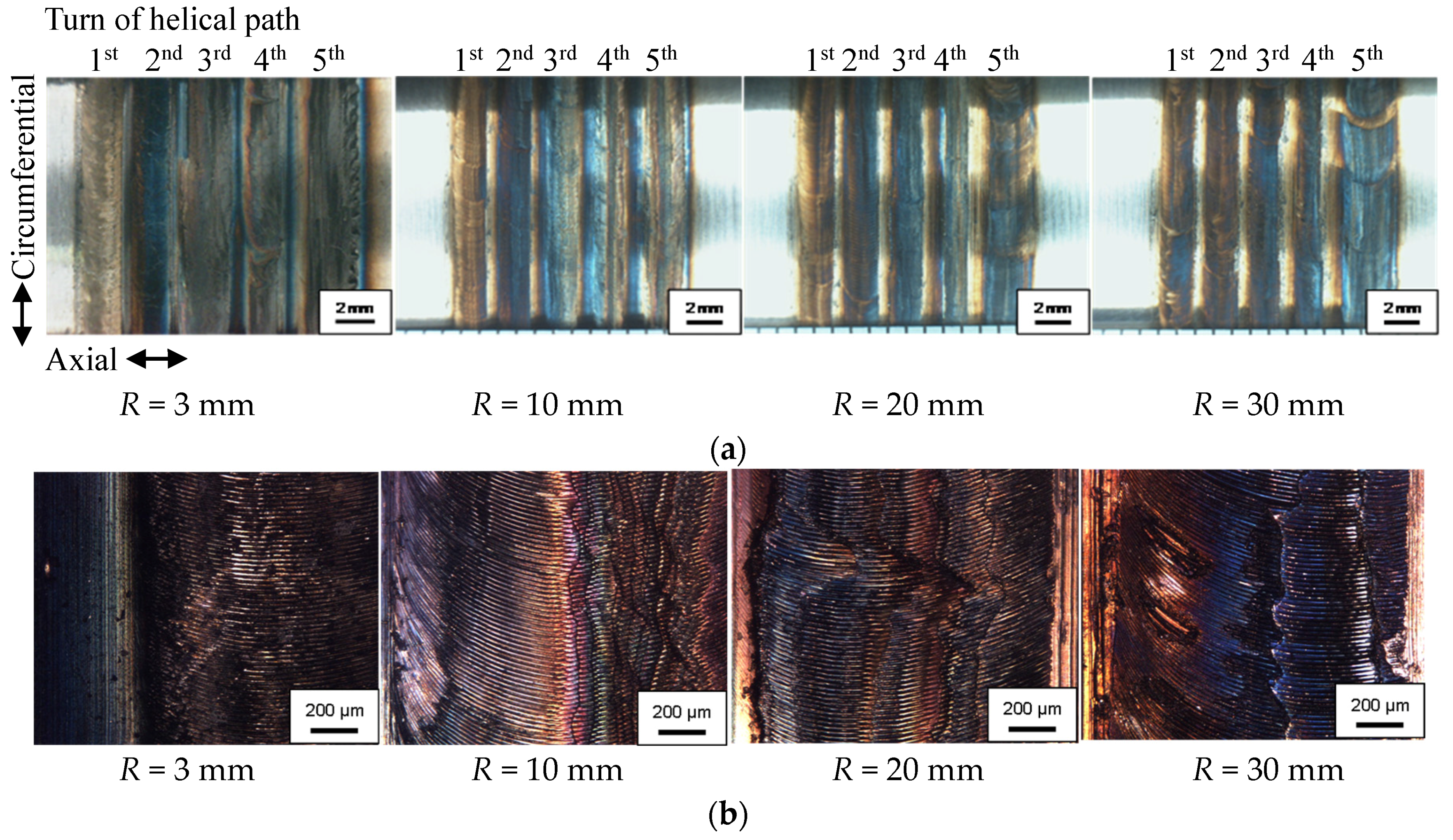
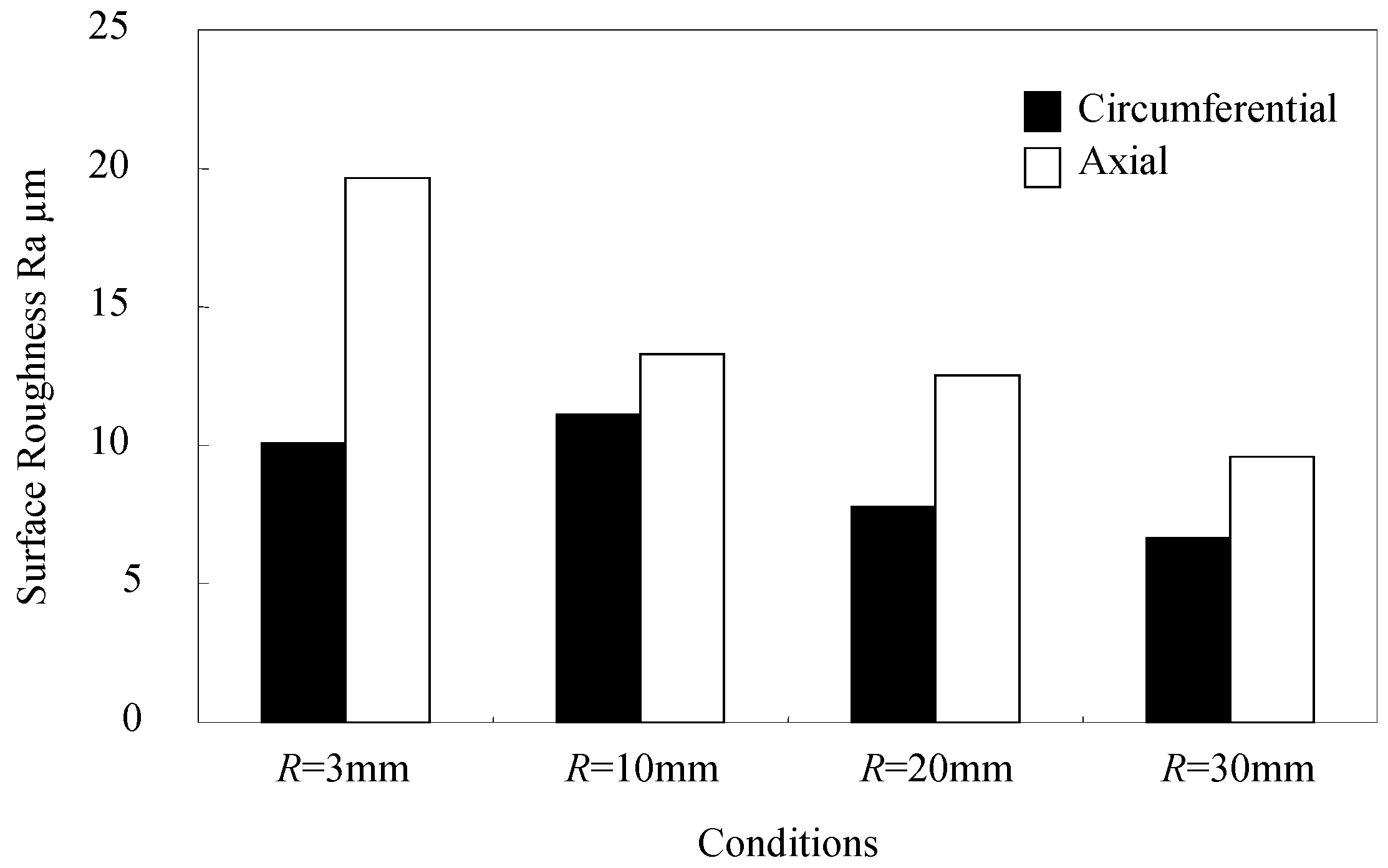
- Surface roughness increased under the condition of a smaller tool tip radius. The largest surface roughness was Ra = 20 µm under the condition of a tool tip radius of R = 3 mm, and the smallest surface roughness was Ra = 10 µm under the condition of tool tip radius R = 30 mm.
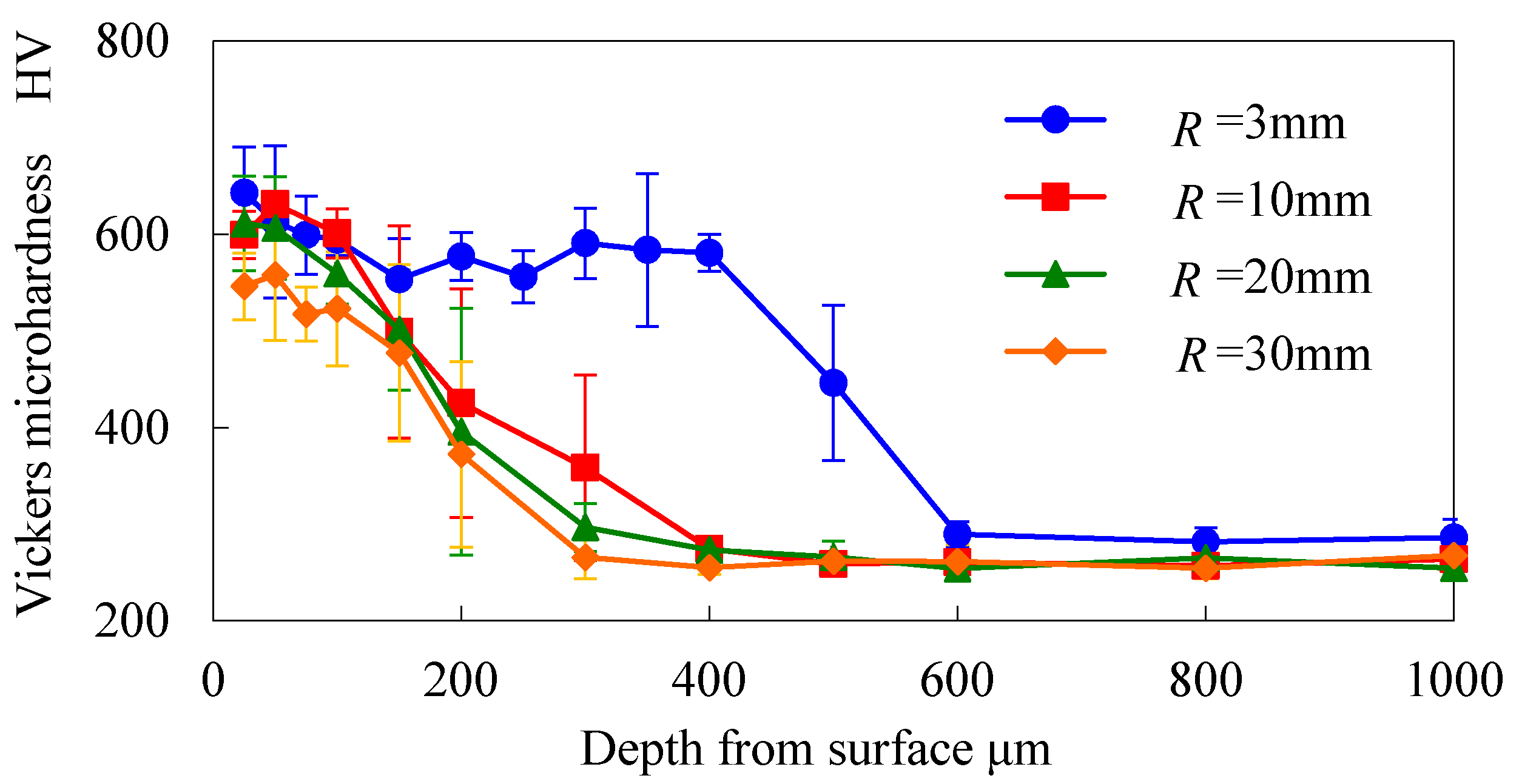
- The thickness of the hardened layer increased as the tool tip radius decreased. The hardness value of the processed layer reached 600 HV.
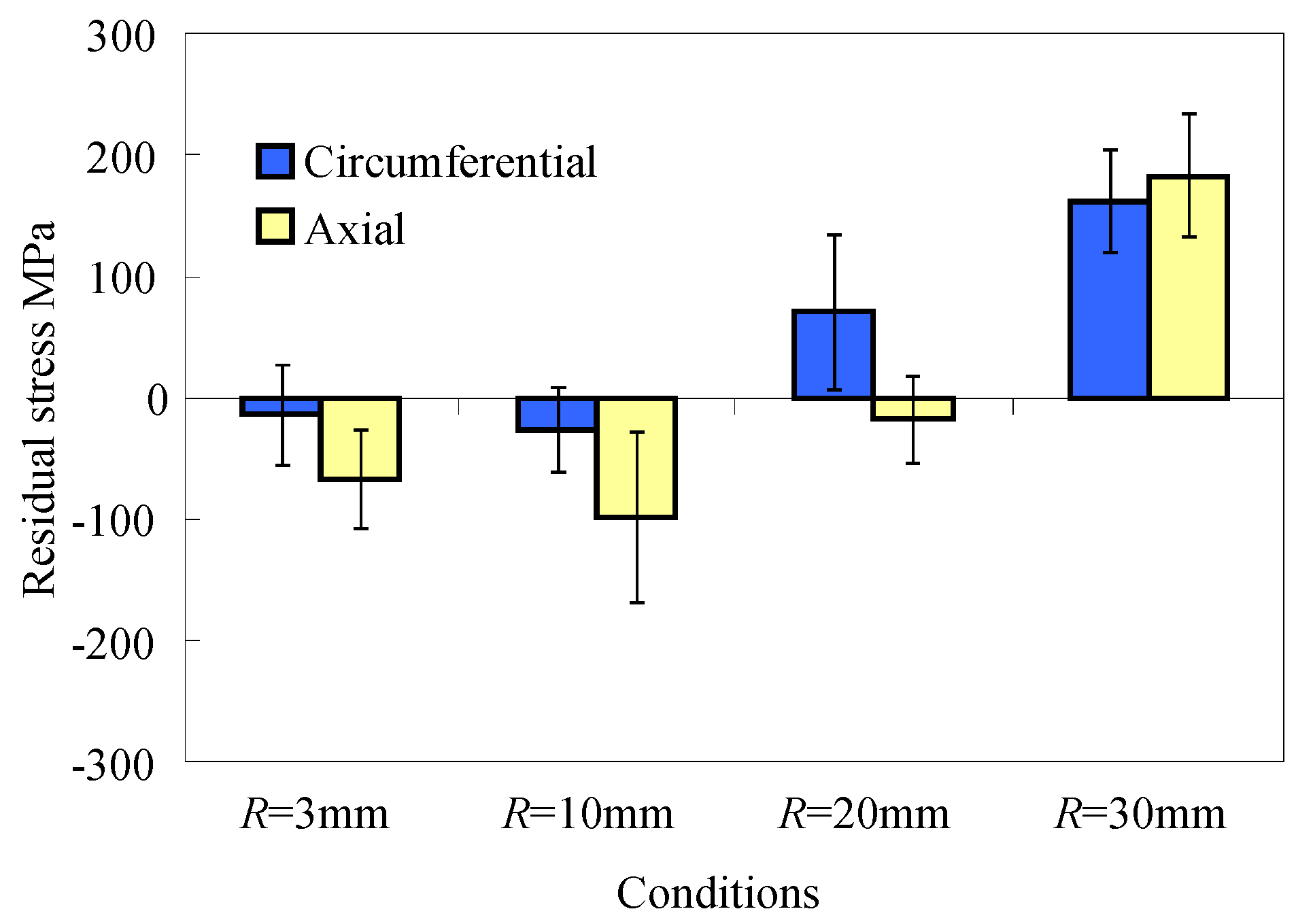
- The residual stress on the processed surface was compressive when a smaller tip radius tool was used, and the residual stress turned tensile when a larger tip radius tool was used.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kristoffersen, H.; Vomacka, P. Influence of process parameters for induction hardening on residual stresses. Mater. Des. 2001, 22, 637–644. [Google Scholar] [CrossRef]
- Coupard, D.; Palin-luc, T.; Bristiel, P.; Ji, V.; Dumas, C. Residual stress in surface induction hardening of steel: Comparison between experiment and simulation. Mater. Sci. Eng. A 2008, 487, 328–339. [Google Scholar] [CrossRef]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening, residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernández-Pariente, I.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Tosha, K. History and Future of Shot Peening. Mater. Jpn. 2008, 47, 134–139. [Google Scholar] [CrossRef]
- Ding, H.; Shin, Y.C. Laser-assisted machining of hardened steel parts with surface integrity analysis. Int. J. Mach. Tool. Manuf. 2010, 50, 106–114. [Google Scholar] [CrossRef]
- Klocke, F.; Schulz, M.; Gräfe, S. Optimization of the laser hardening process by adapting the intensity distribution to generate a top-hat temperature distribution using freeform optics. Coatings 2017, 7, 77. [Google Scholar] [CrossRef]
- Zhang, G.; Li, D.; Zhang, N.; Zhang, N.; Duan, S. Thermal-sprayed coatings on bushing and sleeve-pipe surfaces in continuous galvanizing sinking roller production line applications. Coatings 2017, 7, 113. [Google Scholar] [CrossRef]
- O’Sullivan, C.; O’Hare, P.; Byrne, G.; O’Neill, L.; Ryan, K.B.; Crean, A.M. A modified surface on titanium deposited by a blasting process. Coatings 2011, 1, 53–71. [Google Scholar] [CrossRef]
- Sasahara, H. The effect on fatigue life of residual stress and surface hardness resulting from different cutting conditions of 0.45%C steel. Int. J. Mach. Tool. Manuf. 2005, 45, 131–136. [Google Scholar] [CrossRef]
- Mahajan, D.; Tajane, R. A review on ball burnishing process. Int. J. Sci. Res. Publ. 2013, 3, 1–8. [Google Scholar]
- Salmi, M.; Huuki, J.; Ituarte, I.F. The ultrasonic burnishing of cobalt-chrome and stainless steel surface made by additive manufacturing. Prog. Addit. Manuf. 2017, 31–41. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Grewal, H.S.; Arora, H.S.; Agrawal, A. Surface modification of hydroturbine steel using friction stir processing. Appl. Surf. Sci. 2013, 268, 547–555. [Google Scholar] [CrossRef]
- Nia, A.A.; Omidvar, H.; Nourbakhsh, S.H. Effects of an overlapping multi-pass friction stir process and rapid cooling on the mechanical properties and microstructure of AZ31 magnesium alloy. Mater. Des. 2014, 58, 298–304. [Google Scholar] [CrossRef]
- Lorenzo-Martin, C.; Ajayi, O.O. Rapid surface hardening and enhanced tribological performance of 4140 steel by friction stir processing. Wear 2015, 332–333, 962–970. [Google Scholar] [CrossRef]
- Saito, N.; Shigematsu, I. Friction stir processing—A new technique for microstructure control of metallic materials. J. Jpn. Inst. Light Met. 2007, 57, 492–498. [Google Scholar] [CrossRef]
- Fujii, H.; Yamaguchi, Y.; Kikuchi, T.; Kiguchi, S.; Nogi, K. Surface hardening of two cast irons by friction stir processing. J. Phys. Conf. Ser. 2009, 165, 012013. [Google Scholar] [CrossRef]
- Sasahara, H.; Kiuchi, S.; Yata, T.; Murase, H.; Tominaga, K. Generation of surface hardened layer on 0.45%C steel by frictional stir burnishing. In Proceedings of the 9th Global Congress on Manufacturing and Management, Gold Coast, Australia, 12–14 November 2008. [Google Scholar]
- Kiuchi, S.; Sasahara, H. Temperature history and metallographic structure of 0.45%C steel processed by friction stir burnishing. In Proceedings of the 5th Leading Edge Manufacturing 21st Century, Omiya, Japan, 2–4 December 2009; pp. 359–364. [Google Scholar]
- Kiuchi, S.; Sasahara, H. Temperature History and Metallographic Structure of 0.45%C Steel Processed by Frictional Stir Burnishing. J. Adv. Mech. Des. Syst. 2010, 4, 838–848. [Google Scholar] [CrossRef]
- Takada, Y.; Sasahara, H. Frictional stir burnishing on double helical path to satisfy both high hardness and compressive residual stress. Trans. Jpn. Soc. Mech. Eng. 2015, 81, 15-00350. [Google Scholar] [CrossRef]
- Tanaka, R.; Okada, R.; Nakagawa, T.; Furumoto, T.; Hosokawa, A.; Ueda, T. Creation of modified surface layer with superior roughness by combination machining. Trans. Jpn. Soc. Mech. Eng. Ser. C 2012, 3605–3614. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Tip Shape | Tool Radius R (mm) | Tool Material | Tool Dimension (mm) | |||
|---|---|---|---|---|---|---|
| Sphere | 3 | 10 | 20 | 30 | Cemented carbide | φ6 × 30 |
| Tool Thrust Force P (N) | Tool Spindle Speed S (min−1) | Helical Pitch p (mm) | Feed Rate F (mm/min) | Tool Material | Workpiece Material |
|---|---|---|---|---|---|
| 750 | 10,000 | 2.5 | 200 | Cemented carbide | 0.45% C steel |
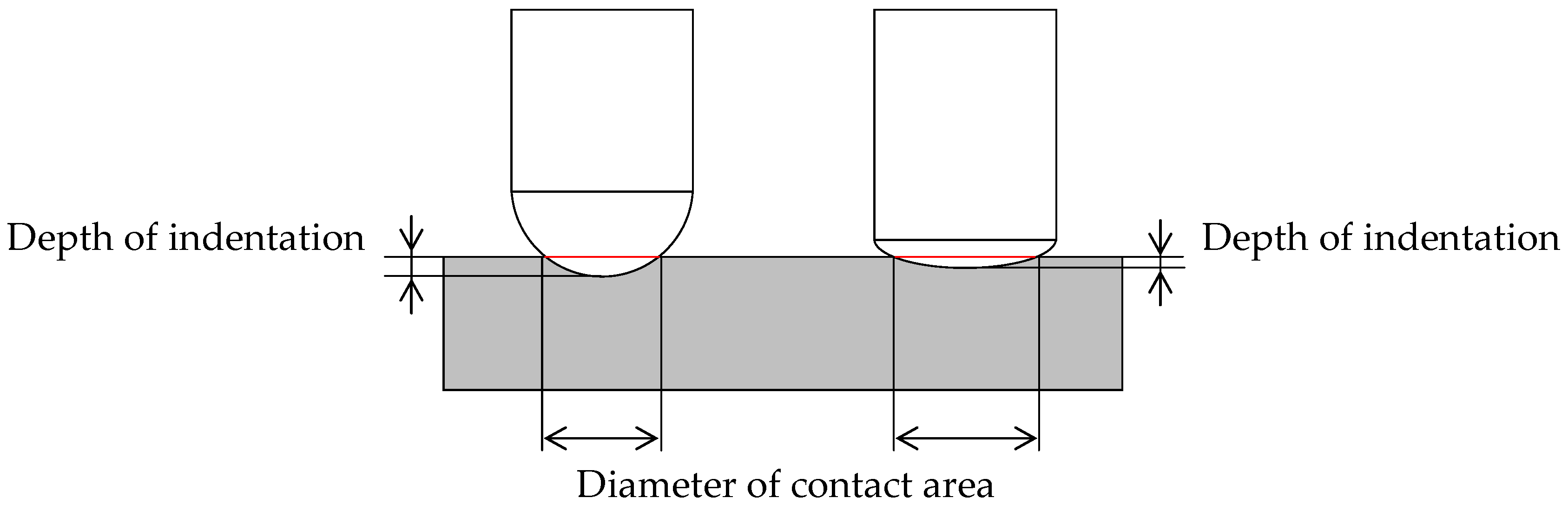
| Tool Radius R (mm) | Diameter of Contact Area (mm) | Depth of Indentation (mm) |
|---|---|---|
| 3 | 2.4 | 0.24 |
| 10 | 2.9 | 0.10 |
| 20 | 3.4 | 0.07 |
| 30 | 3.8 | 0.06 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takada, Y.; Sasahara, H. Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness. Coatings 2018, 8, 32. https://doi.org/10.3390/coatings8010032
Takada Y, Sasahara H. Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness. Coatings. 2018; 8(1):32. https://doi.org/10.3390/coatings8010032
Chicago/Turabian StyleTakada, Yoshimasa, and Hiroyuki Sasahara. 2018. "Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness" Coatings 8, no. 1: 32. https://doi.org/10.3390/coatings8010032
APA StyleTakada, Y., & Sasahara, H. (2018). Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness. Coatings, 8(1), 32. https://doi.org/10.3390/coatings8010032