Efficiently Extracted Cellulose Nanocrystals and Starch Nanoparticles and Techno-Functional Properties of Films Made Thereof

 ,
, 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Materials for Nanoparticle Processing
2.1.2. Substrate Materials
2.1.3. Cast Films
2.1.4. Karl Fischer Titration
2.1.5. Pinhole Testing
2.2. Nanoparticle Preparation
2.3. Coating of PLA and Paper
2.4. Cast Film Preparation
2.5. Instrument Measurements
2.5.1. Particle Size and Viscosity
2.5.2. Dry Mass, Ion Chromatography and Yield
2.5.3. Optical Properties of Dispersions, Coatings, and Cast Films
2.5.4. Physical Properties
Water Content
Surface Tension
Pinhole Testing
Thickness
Oxygen and Water Vapor Permeability
Mechanical Testing
2.6. Experiment Plan
3. Results
3.1. Properties of Dispersions
3.1.1. Product Concentration and Ion Content
3.1.2. Particle Size
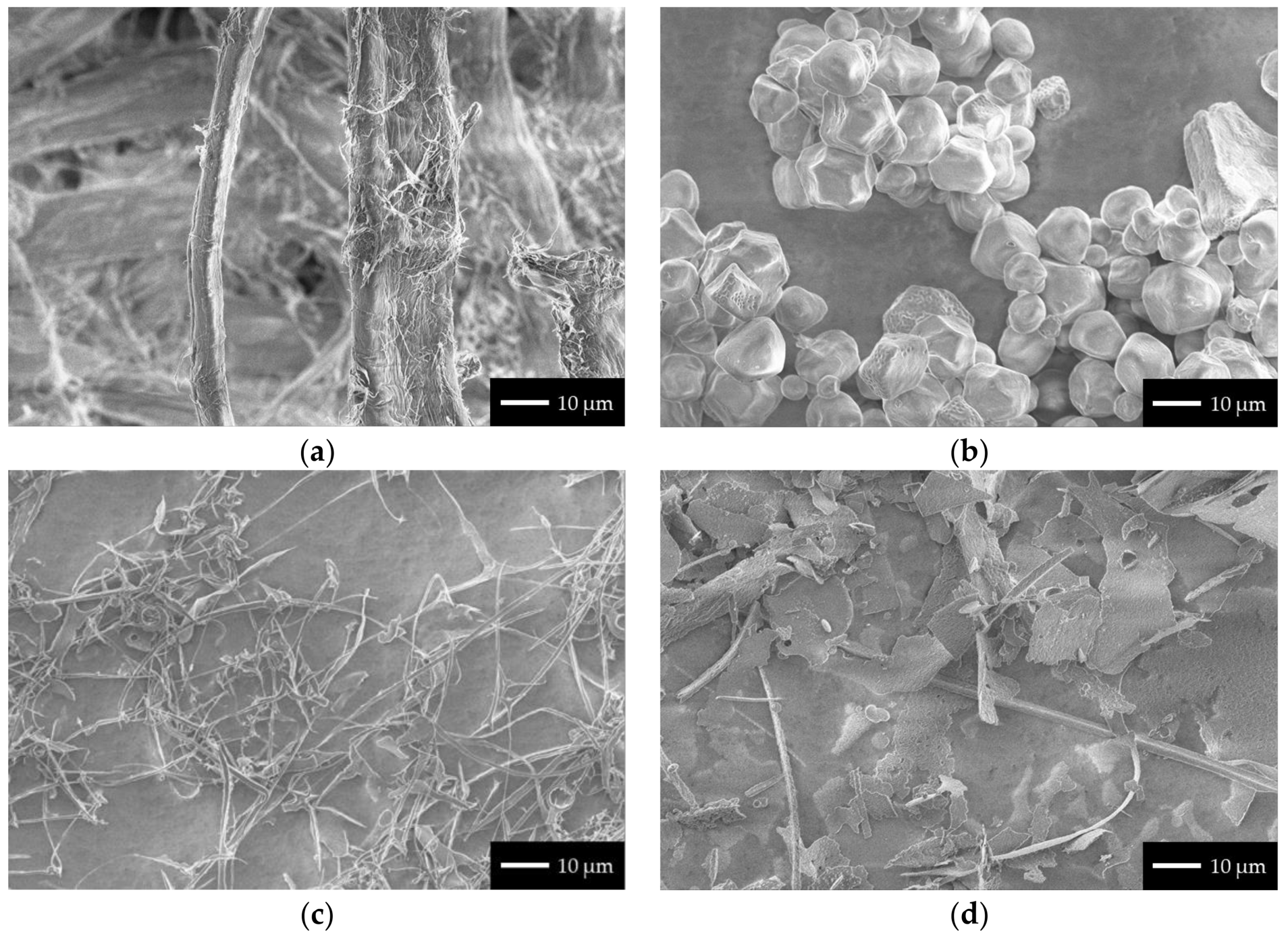
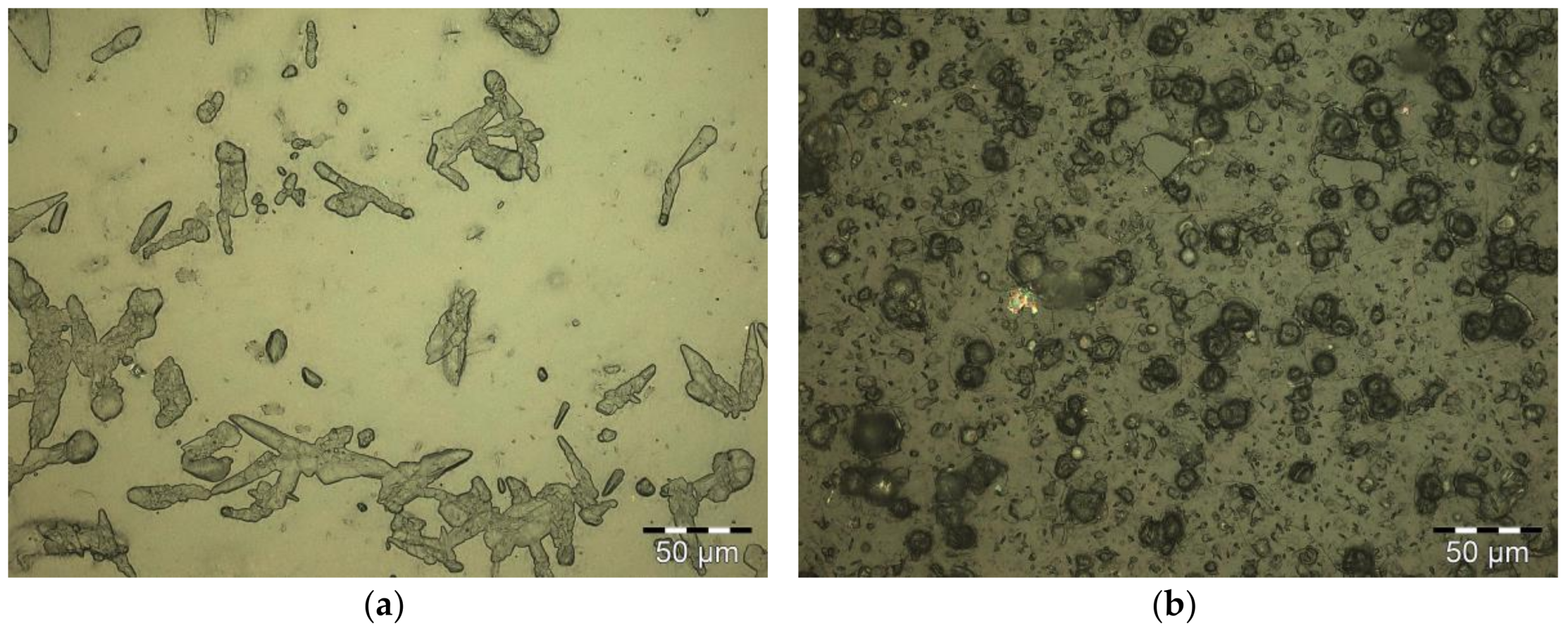
3.1.3. Microscopy
3.2. Properties of Nanoparticle Coatings
3.2.1. Surface Tension
3.2.2. Dry Coating Thickness and Nanoparticle Loading
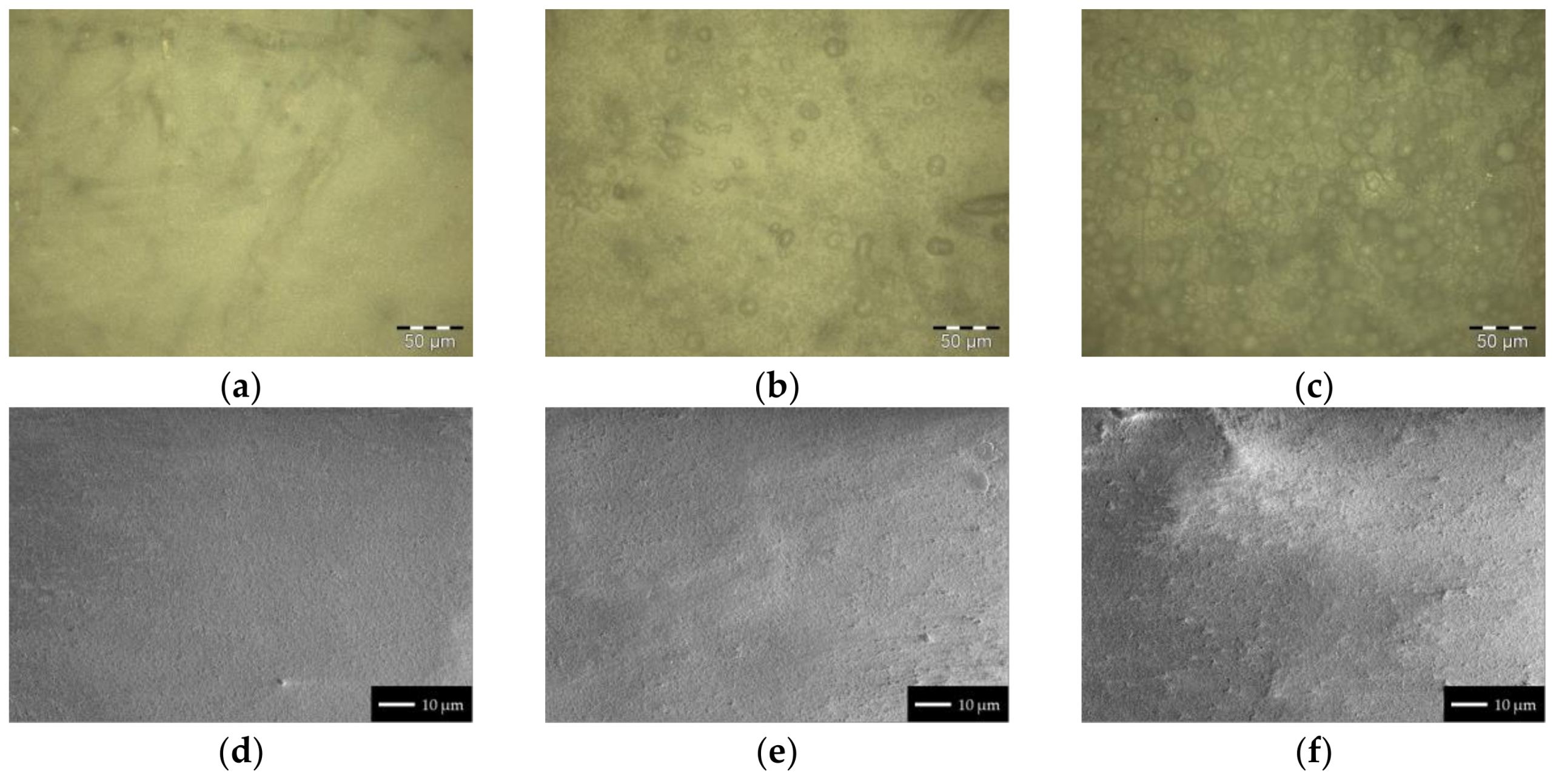
3.2.3. Surface and Optical Properties
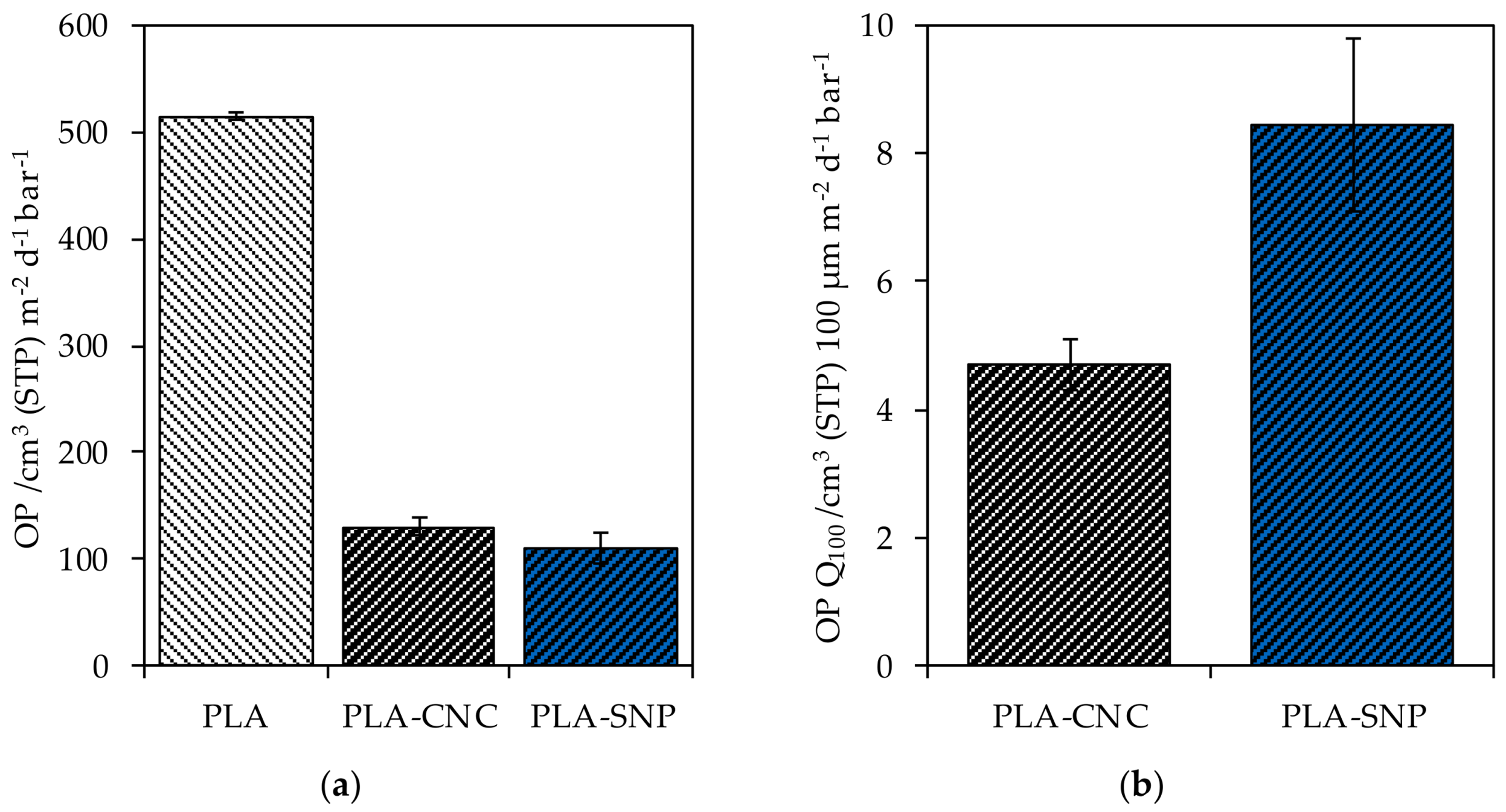
3.2.4. Barrier Properties
3.3. Properties of Cast Films
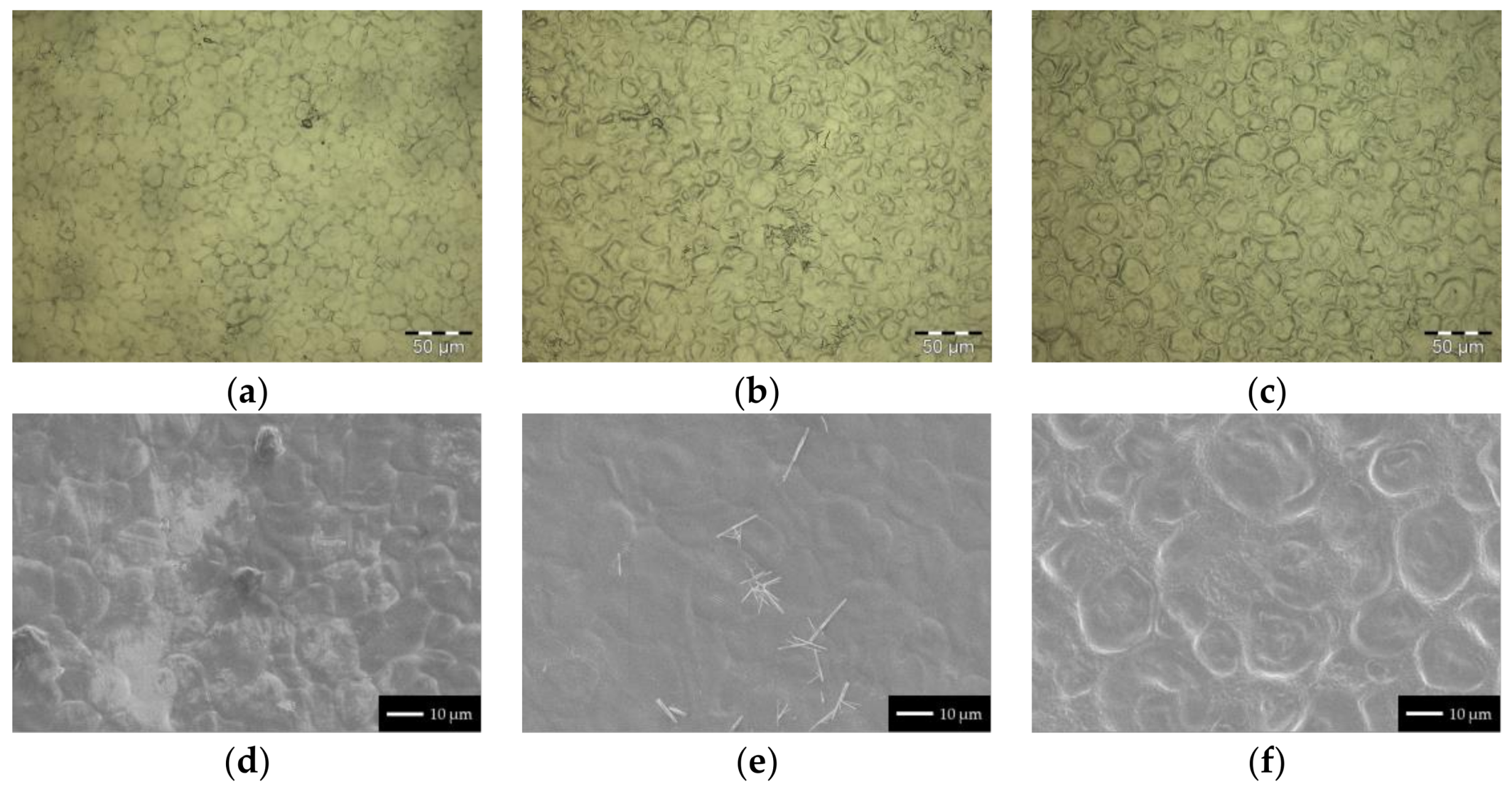
3.3.1. Microscopy and Optical Properties
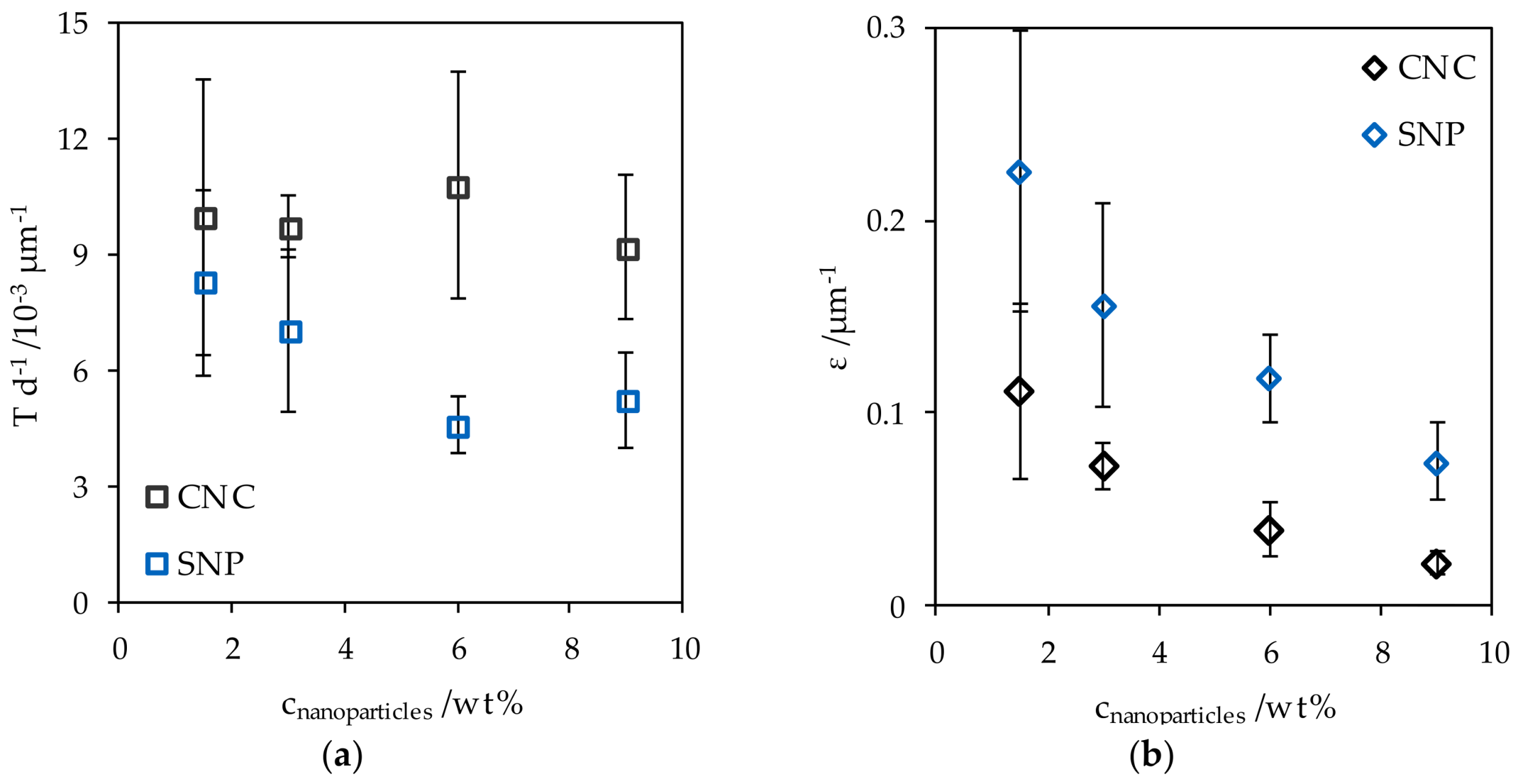
3.3.2. Barrier Properties
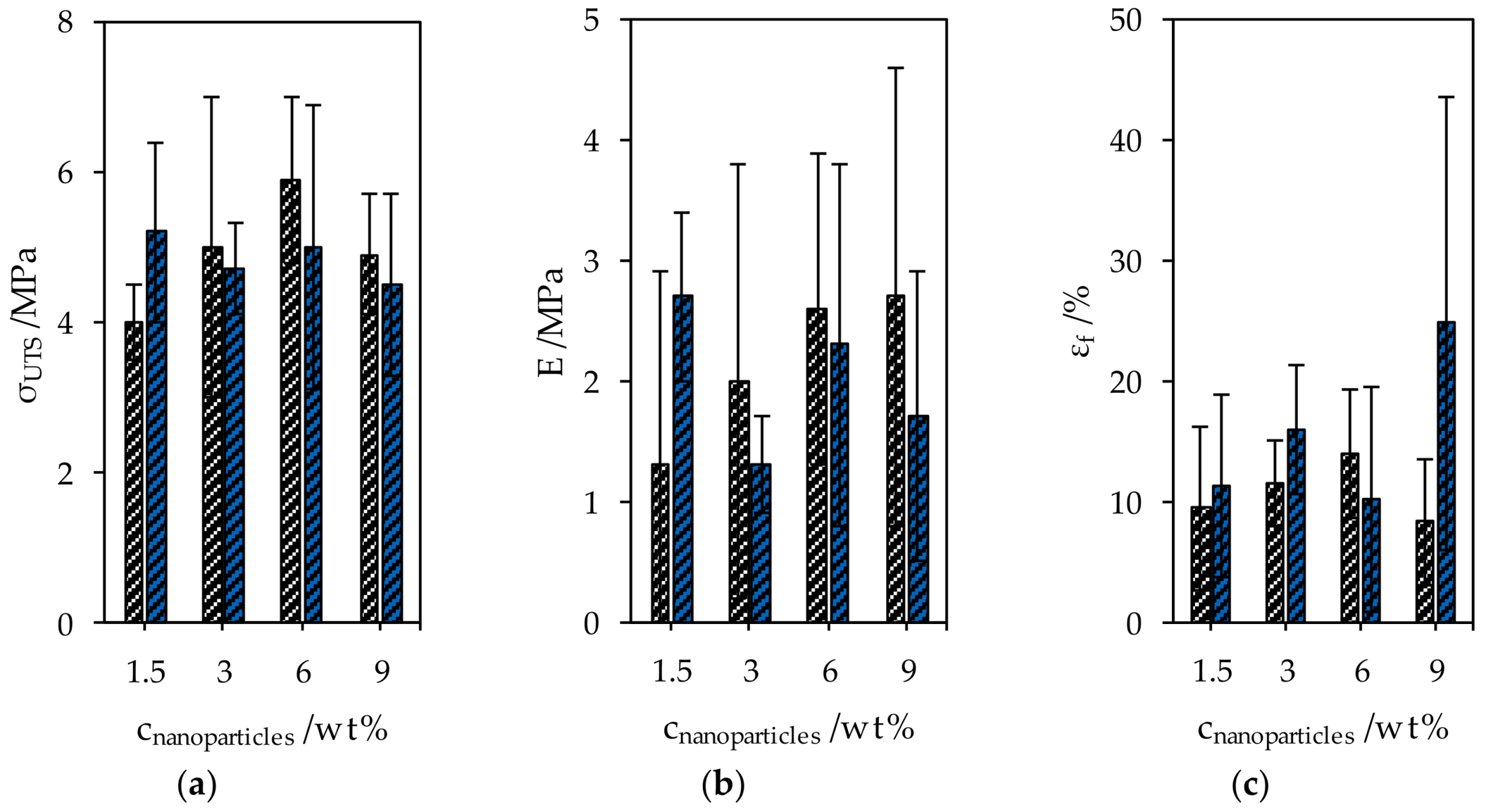
3.3.3. Mechanical Properties
4. Discussion
4.1. Nanoparticle Dispersions
4.2. Nanoparticle Coatings
4.3. Cast Films
5. Conclusions
- (h1)
- The neutralization-based approach for the extraction of CNC and SNP from biopolymeric feed stocks in combination with the applied post-processing method is time-efficient and resource-saving. With hydrolysis times of 3 h for cellulose and 120 h for starch, gross yields of 41.4% and 32.2%, respectively, were achieved. The nanoparticle dispersions showed long-term stability.
- (h2)
- Reduced oxygen permeabilities were achieved with coatings of CNC and SNP on PLA. The barrier improvement of paper failed due to pinholes in the substrate.
- (h3)
- No improvement of the WVP and the mechanical properties of cast starch-glycerol films incorporating CNC or SNP were found. It was deduced from the results that agglomeration of the nanoparticles during the cast film preparation and segregation of the filler from the matrix during drying compromised the techno-functional properties.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- LeCorre, D.; Dufresne, A.; Rueff, M.; Khelifi, B.; Bras, J. All starch nanocomposite coating for barrier material. J. Appl. Polym. Sci. 2014, 131, 39826. [Google Scholar] [CrossRef]
- Li, F.; Biagioni, P.; Bollani, M.; Maccagnan, A.; Piergiovanni, L. Multi-functional coating of cellulose nanocrystals for flexible packaging applications. Cellulose 2013, 20, 2491–2504. [Google Scholar] [CrossRef]
- Belbekhouche, S.; Bras, J.; Siqueira, G.; Chappey, C.; Lebrun, L.; Khelifi, B.; Marais, S.; Dufresne, A. Water sorption behavior and gas barrier properties of cellulose whiskers and microfibrils films. Carbohydr. Polym. 2011, 83, 1740–1748. [Google Scholar] [CrossRef]
- Herrera, M.A.; Mathew, A.P.; Oksman, K. Gas permeability and selectivity of cellulose nanocrystals films (layers) deposited by spin coating. Carbohydr. Polym. 2014, 112, 494–501. [Google Scholar] [CrossRef] [PubMed]
- Herrera, M.A.; Sirviö, J.A.; Mathew, A.P.; Oksman, K. Environmental friendly and sustainable gas barrier on porous materials. Mater. Des. 2016, 93, 19–25. [Google Scholar] [CrossRef]
- Zheng, H.; Ai, F.; Chang, P.R.; Huang, J.; Dufresne, A. Structure and properties of starch nanocrystal-reinforced soy protein plastics. Polym. Compos. 2009, 30, 474–480. [Google Scholar] [CrossRef]
- Angellier, H.; Molina-Boisseau, S.; Dufresne, A. Mechanical properties of waxy maize starch nanocrystal reinforced natural rubber. Macromolecules 2005, 38, 9161–9170. [Google Scholar] [CrossRef]
- Pei, A.; Malho, J.-M.; Ruokolainen, J.; Zhou, Q.; Berglund, L.A. Strong nanocomposite reinforcement effects in polyurethane elastomer with low volume fraction of cellulose nanocrystals. Macromolecules 2011, 44, 4422–4427. [Google Scholar] [CrossRef]
- Khan, A.; Khan, R.A.; Salmieri, S.; Le Tien, C.; Riedl, B.; Bouchard, J.; Chauve, G.; Tan, V.; Kamal, M.R.; Lacroix, M. Mechanical and barrier properties of nanocrystalline cellulose reinforced chitosan based nanocomposite films. Carbohydr. Polym. 2012, 90, 1601–1608. [Google Scholar] [CrossRef] [PubMed]
- Fortunati, E.; Peltzer, M.; Armentano, I.; Torre, L.; Jimenez, A.; Kenny, J.M. Effects of modified cellulose nanocrystals on the barrier and migration properties of PLA nano-biocomposites. Carbohydr. Polym. 2012, 90, 948–956. [Google Scholar] [CrossRef] [PubMed]
- Thompson, R.C.; Moore, C.J.; Vom Saal, F.S.; Swan, S.H. Plastics, the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef] [PubMed]
- Miller, S.A. Sustainable polymers: Opportunities for the next decade. ACS Macro Lett. 2013, 2, 550–554. [Google Scholar] [CrossRef]
- Davis, G.; Song, J.H. Biodegradable packaging based on raw materials from crops and their impact on waste management. Ind. Crops Prod. 2006, 23, 147–161. [Google Scholar] [CrossRef]
- Niaounakis, M. Biopolymers: Processing and Products; Elsevier Science: Burlington, NJ, USA, 2015. [Google Scholar]
- Markarian, J. Biopolymers present new market opportunities for additives in packaging. Plast. Addit. Compd. 2008, 10, 22–25. [Google Scholar] [CrossRef]
- Vink, E.T.H.; Rábago, K.R.; Glassner, D.A.; Gruber, P.R. Applications of life cycle assessment to NatureWorks™ polylactide (PLA) production. Polym. Degrad. Stab. 2003, 80, 403–419. [Google Scholar] [CrossRef]
- Carothers, W.H.; Dorough, G.L.; van Natta, F.J. Studies of polymerization and ring formation—X. The reversible polymerization of six-membered cyclic esters. J. Am. Chem. Soc. 1932, 54, 761–772. [Google Scholar] [CrossRef]
- Lunt, J. Large-scale production, properties and commercial applications of polylactic acid polymers. Polym. Degrad. Stab. 1998, 59, 145–152. [Google Scholar] [CrossRef]
- Gruber, P.; O’Brien, M. Polylactides “NatureWorks® PLA”. In Biopolymers Online; Steinbüchel, A., Ed.; Wiley-VCH: Weinheim, Germany, 2005. [Google Scholar]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Auras, R.; Harte, B.; Selke, S. Effect of water on the oxygen barrier properties of poly(ethylene terephthalate) and polylactide films. J. Appl. Polym. Sci. 2004, 92, 1790–1803. [Google Scholar] [CrossRef]
- Chaiwong, C.; Rachtanapun, P.; Wongchaiya, P.; Auras, R.; Boonyawan, D. Effect of plasma treatment on hydrophobicity and barrier property of polylactic acid. Surf. Coat. Technol. 2010, 204, 2933–2939. [Google Scholar] [CrossRef]
- Siracusa, V.; Blanco, I.; Romani, S.; Tylewicz, U.; Rocculi, P.; Rosa, M.D. Poly(lactic acid)-modified Films for food packaging application: Physical, mechanical, and barrier behavior. J. Appl. Polym. Sci. 2012, 125, 390–401. [Google Scholar] [CrossRef]
- Pant, A.F.; Sängerlaub, S.; Müller, K. Gallic acid as an oxygen scavenger in bio-based multilayer packaging films. Materials 2017, 10, 11. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Xiao, H.; Song, Z. Hydrophobic modification of cellulose fibres by cationic-modified polyacrylate latex with core-shell structure. Cellulose 2013, 20, 485–494. [Google Scholar] [CrossRef]
- Miller, K.S.; Krochta, J.M. Oxygen and aroma barrier properties of edible films: A review. Trends Food Sci. Technol. 1997, 8, 228–237. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Park, H.-M.; Ha, C.-S. Bio-nanocomposites for food packaging applications. Prog. Polym. Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Roman, M. Toxicity of cellulose nanocrystals—A review. Ind. Biotechnol. 2015, 11, 25–33. [Google Scholar] [CrossRef]
- Rånby, B.G.; Banderet, A.; Sillén, L.G. Aqueous colloidal solutions of cellulose micelles. Acta Chem. Scand. 1949, 3, 649–650. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose nanocrystals: Chemistry, self-assembly, and applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef] [PubMed]
- Müller, V.; Briesen, H. Nanocrystalline Cellulose, Its Preparation and Uses of Such Nanocrystalline Cellulose. U.S. Patent 20170306056 A1, 26 October 2017. [Google Scholar]
- Kim, J.; Montero, G.; Habibi, Y.; Hinestroza, J.P.; Genzer, J.; Argyropoulos, D.S.; Rojas, O.J. Dispersion of cellulose crystallites by nonionic surfactants in a hydrophobic polymer matrix. Polym. Eng. Sci. 2009, 49, 2054–2061. [Google Scholar] [CrossRef]
- Alves, J.S.; dos Reis, K.C.; Menezes, E.G.T.; Pereira, F.V.; Pereira, J. Effect of cellulose nanocrystals and gelatin in corn starch plasticized films. Carbohydr. Polym. 2015, 115, 215–222. [Google Scholar] [CrossRef] [PubMed]
- Li, F.; Mascheroni, E.; Piergiovanni, L. The potential of nanocellulose in the packaging field: A review. Packag. Technol. Sci. 2015, 28, 475–508. [Google Scholar] [CrossRef]
- Liu, H.; Brinson, L.C. Reinforcing efficiency of nanoparticles: A simple comparison for polymer nanocomposites. Compos. Sci. Technol. 2008, 68, 1502–1512. [Google Scholar] [CrossRef]
- Habibi, Y. Key advances in the chemical modification of nanocelluloses. Chem. Soc. Rev. 2014, 43, 1519–1542. [Google Scholar] [CrossRef] [PubMed]
- Murphy, S.H.; Marsh, J.J.; Kelly, C.A.; Leeke, G.A.; Jenkins, M.J. CO2 assisted blending of poly(lactic acid) and poly(ε-caprolactone). Eur. Polym. J. 2017, 88, 34–43. [Google Scholar] [CrossRef]
- Ge, H.; Yang, F.; Hao, Y.; Wu, G.; Zhang, H.; Dong, L. Thermal, mechanical, and rheological properties of plasticized poly(L-lactic acid). J. Appl. Polym. Sci. 2013, 127, 2832–2839. [Google Scholar] [CrossRef]
- Mihai, M.; Huneault, M.A.; Favis, B.D. crystallinity development in cellular poly(lactic acid) in the presence of supercritical carbon dioxide. J. Appl. Polym. Sci. 2009, 113, 2920–2932. [Google Scholar] [CrossRef]
- Angellier, H.; Choisnard, L.; Molina-Boisseau, S.; Ozil, P.; Dufresne, A. Optimization of the preparation of aqueous suspensions of waxy maize starch nanocrystals using a response surface methodology. Biomacromolecules 2004, 5, 1545–1551. [Google Scholar] [CrossRef] [PubMed]
- Lindner, M.; Rodler, N.; Jesdinszki, M.; Schmid, M.; Sängerlaub, S. Surface energy of corona treated PP, PE and PET films, its alteration as function of storage time and the effect of various corona dosages on their bond strength after lamination. J. Appl. Polym. Sci. 2018, 135, 45842. [Google Scholar] [CrossRef]
- Beck, S.; Bouchard, J. Auto-catalyzed acidic desulfation of cellulose nanocrystals. Nord. Pulp Pap. Res. J. 2014, 29, 6–14. [Google Scholar] [CrossRef]
- Lindner, M. Factors affecting the hygroexpansion of paper. J. Mater. Sci. 2018, 53, 1–26. [Google Scholar] [CrossRef]
- Jost, V.; Kobsik, K.; Schmid, M.; Noller, K. Influence of plasticiser on the barrier, mechanical and grease resistance properties of alginate cast films. Carbohydr. Polym. 2014, 110, 309–319. [Google Scholar] [CrossRef] [PubMed]
- DIN 53380-3 Testing of Plastics—Determination of Gas Transmission Rate—Part 3: Oxygen-Specific Carrier Gas Method for Testing of Plastic Films and Plastics Mouldings; German National Standard: Berlin, Germany, 1998.
- Langowski, H.-C. Permeation of gases and condensable substances through monolayer and multilayer structures. In Plastic Packaging: Interactions with Food and Pharmaceuticals, 2nd ed.; Piringer, O.G., Baner, A.L., Eds.; Wiley-VCH: Weinheim, Germany, 2008. [Google Scholar]
- DIN 53122-1 Testing of Plastics and Elastomer Films, Paper, Board and Other Sheet Materials—Determination of Water Vapour Transmission—Part 1: Gravimetric Method; German National Standard: Berlin, Germany, 2001.
- DIN EN ISO 527-3 Plastics—Determination of Tensile Properties—Part 3: Test Conditions for Films and Sheets; German National Standard: Berlin, Germany, 2012.
- LeCorre, D.; Bras, J.; Dufresne, A. Evidence of micro- and nanoscaled particles during starch nanocrystals preparation and their isolation. Biomacromolecules 2011, 12, 3039–3046. [Google Scholar] [CrossRef] [PubMed]
- Zirkel, L. PLA for thermoforming. Bioplast. Mag. 2012, 7, 18–20. [Google Scholar]
- Zhang, B.; Dhital, S.; Flanagan, B.M.; Gidley, M.J. Mechanism for starch granule ghost formation deduced from structural and enzyme digestion properties. J. Agric. Food Chem. 2014, 62, 760–771. [Google Scholar] [CrossRef] [PubMed]
- Mascheroni, E.; Rampazzo, R.; Ortenzi, M.A.; Piva, G.; Bonetti, S.; Piergiovanni, L. Comparison of cellulose nanocrystals obtained by sulfuric acid hydrolysis and ammonium persulfate, to be used as coating on flexible food-packaging materials. Cellulose 2016, 23, 779–793. [Google Scholar] [CrossRef]
- Chang, C.-P.; Wang, I.-C.; Hung, K.-J.; Perng, Y.-S. Preparation and characterization of nanocrystalline cellulose by acid hydrolysis of cotton linter. Taiwan J. For. Sci. 2010, 25, 251–264. [Google Scholar]
- LeCorre, D.; Bras, J.; Choisnard, L.; Dufresne, A. Optimization of the batch preparation of starch nanocrystals to reach daily time-scale. Starch 2012, 64, 489–496. [Google Scholar] [CrossRef]
- Phan-Xuan, T.; Thuresson, A.; Skepö, M.; Labrador, A.; Bordes, R.; Matic, A. Aggregation behavior of aqueous cellulose nanocrystals: The effect of inorganic salts. Cellulose 2016, 23, 3653–3663. [Google Scholar] [CrossRef]
- Cherhal, F.; Cousin, F.; Capron, I. Influence of charge density and ionic strength on the aggregation process of cellulose nanocrystals in aqueous suspension, as revealed by small-angle neutron scattering. Langmuir 2015, 31, 5596–5602. [Google Scholar] [CrossRef] [PubMed]
- Reiner, R.S.; Rudie, A.W. Process scale-up of cellulose nanocrystal production to 25 kg per batch at the forest products laboratory. In Production and Applications of Cellulose Nanomaterials; Postek, M.T., Moon, R.J., Rudie, A.W., Bilodeau, M.A., Eds.; TAPPI Press: Peachtree Corners, GA, USA, 2013; pp. 21–24. [Google Scholar]
- Xu, Y.; Atrens, A.D.; Stokes, J.R. Rheology and microstructure of aqueous suspensions of nanocrystalline cellulose rods. J. Colloid Interface Sci. 2017, 496, 130–140. [Google Scholar] [CrossRef] [PubMed]
- Nielsen, L.E. Models for the permeability of filled polymer systems. J. Macromol. Sci. Part A Chem. 1967, 1, 929–942. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Effect of plasticizer type and concentration on physical properties of biodegradable films based on sugar palm (arenga pinnata) starch for food packaging. J. Food Sci. Technol. 2016, 53, 326–336. [Google Scholar] [CrossRef] [PubMed]
- Fukuzumi, H.; Saito, T.; Isogai, A. Influence of TEMPO-oxidized cellulose nanofibril length on film properties. Carbohydr. Polym. 2013, 93, 172–177. [Google Scholar] [CrossRef] [PubMed]
- Vartiainen, J.; Kaljunen, T.; Kunnari, V.; Lahtinen, P.; Salminen, A.; Seppälä, J.; Tammelin, T. Nanocellulose films: Towards large scale and continuous production. In Proceedings of the 26th IAPRI Symposium on Packaging 2013, Espoo, Finland, 10–13 June 2013; Nissi, M.V., Ed.; VTT: Espoo, Finland, 2013; pp. 197–209. [Google Scholar]
- Favier, V.; Dendievel, R.; Canova, G.; Cavaille, J.Y.; Gilormini, P. Simulation and modeling of three-dimensional percolating structures: Case of a latex matrix reinforced by a network of cellulose fibers. Acta Mater. 1997, 45, 1557–1565. [Google Scholar] [CrossRef]
- Jiang, F.; Esker, A.R.; Roman, M. Acid-catalyzed and solvolytic desulfation of H2SO4-hydrolyzed cellulose nanocrystals. Langmuir 2010, 26, 17919–17925. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.Z.; Kumar, P.; Alavi, S.; Sandeep, K.P. Recent advances in biopolymers and biopolymer-based nanocomposites for food packaging materials. Crit. Rev. Food Sci. Nutr. 2012, 52, 426–442. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Dry Mass | DLS | Ion Concentration | Viscosity | Surface Tension | Pinhole Test | Thickness | OTR | WVTR | Mechanical Testing | SEM |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Dispersions | |||||||||||
| CNC | x | x | x | x | x | ||||||
| SNP | x | x | x | x | |||||||
| Coatings | |||||||||||
| PLA | x | x | x | x | x | ||||||
| PLA-CNC | x | x | x | x | |||||||
| PLA-SNP | x | x | x | x | |||||||
| Paper | x | x | |||||||||
| Paper-CNC | x | x | x | ||||||||
| Paper-SNP | x | x | x | ||||||||
| Cast Films | |||||||||||
| Starch | x | x | x | x | |||||||
| Starch-CNC | x | x | x | x | |||||||
| Starch-SNP | x | x | x | x |
| Product Property | Cellulose Product | Starch Product |
|---|---|---|
| yield/wt % | 41.4 ± 0.8 | 32.2 ± 0.7 |
| hydrolyzed product g kg−1 product | 53.6 ± 1.0 | 125.2 ± 2.6 |
| Na+ mmol g−1 polysaccharide | 4.3 ± 0.1 | 1.0 ± 0.3 |
| SO42− mmol g−1 polysaccharide | 2.3 ± 0.1 | 0.6 ± 0.0 |
| apparent nanoparticle size by DLS/nm | 113.4 ± 0.6 | 248.7 ± 15.7 |
| Amount of Filler/wt % | WVP Q100/g (STP) 100 µm m−2 d−1 | |
|---|---|---|
| CNC | SNP | |
| 0.0 | 47.3 ± 20.6 | – |
| 1.5 | 40.3 ± 16.9 | 51.2 ± 15.7 |
| 3.0 | 43.6 ± 17.6 | 41.5 ± 14.5 |
| 6.0 | 45.4 ± 13.2 | 49.9 ± 12.4 |
| 9.0 | 43.7 ± 12.0 | 34.2 ± 16.8 |
| Chemical | Applied Parameters | Reiner et al. [57] |
|---|---|---|
| m/kg | m/kg | |
| raw cellulose | 2.4 | 2.0 |
| sulfuric acid, 64 wt % | 37.2 | 18.5 |
| hypochlorite | – | 0.003 |
| sodium hydroxide | 14.6 | 9.8 |
| water | 196.3 | 800.0 |
| Barrier Film | r.h./% | T/°C | OP Q100/cm3 (STP) 100 µm m−2 d−1 bar−1 | Ref. |
|---|---|---|---|---|
| CNC; 2.6 µm on PLA substrate | 50 | 23 | 4.7 ± 0.4 | this study |
| SNP; 5.9 µm on PLA substrate | 50 | 23 | 8.5 ± 1.4 | |
| CNC, 1.5 µm on | ||||
| PET substrate | 0.02 | [2] | ||
| OPP substrate | 0 | 23 | 0.37 | |
| OPA substrate | 0.003 | |||
| TEMPO-oxidized cellulose, 1.5 µm on | ||||
| PET substrate (50 µm) | 0 | 23 | 0.0006–0.0046 | [61] |
| PLA substrate (25 µm) | 0.0009–0.003 | |||
| PET substrate (50 µm) | 50 | 23 | 0.0225–0.09 | |
| PLA substrate (25 µm) | 0.38–0.96 | |||
| Nanocellulose film | 0 | 23 | <0.01 | [62] |
| 50 | 0.3 | |||
| Nanocellulose film (plasticized) | 0 | 23 | 0.03 | |
| 50 | 17 | |||
| Nanocellulose film (heat-treated) | 0 | 23 | <0.01 | |
| 50 | 0.02 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Metzger, C.; Sanahuja, S.; Behrends, L.; Sängerlaub, S.; Lindner, M.; Briesen, H. Efficiently Extracted Cellulose Nanocrystals and Starch Nanoparticles and Techno-Functional Properties of Films Made Thereof. Coatings 2018, 8, 142. https://doi.org/10.3390/coatings8040142
Metzger C, Sanahuja S, Behrends L, Sängerlaub S, Lindner M, Briesen H. Efficiently Extracted Cellulose Nanocrystals and Starch Nanoparticles and Techno-Functional Properties of Films Made Thereof. Coatings. 2018; 8(4):142. https://doi.org/10.3390/coatings8040142
Chicago/Turabian StyleMetzger, Christoph, Solange Sanahuja, Lisa Behrends, Sven Sängerlaub, Martina Lindner, and Heiko Briesen. 2018. "Efficiently Extracted Cellulose Nanocrystals and Starch Nanoparticles and Techno-Functional Properties of Films Made Thereof" Coatings 8, no. 4: 142. https://doi.org/10.3390/coatings8040142
APA StyleMetzger, C., Sanahuja, S., Behrends, L., Sängerlaub, S., Lindner, M., & Briesen, H. (2018). Efficiently Extracted Cellulose Nanocrystals and Starch Nanoparticles and Techno-Functional Properties of Films Made Thereof. Coatings, 8(4), 142. https://doi.org/10.3390/coatings8040142